供应商来料异常改善报告—模板
来料合格率情况报告

来料品质状况报告本年度各供应商在品质上基本能满足我司的要求,尤其在后阶段,各供应商在品质上都有相应的提高;一、主料供应商相对比较稳定,如东宝,一年来的品质都比较稳定,在各供应商中表现比较突出;三圣在后阶段进步也很快,下面是各供应商近三个月的业绩:9月:总的合格率87.0%(来料批次654,不合格85批);10月:总的合格率91.8%(来料批次764,不合格63批);11月:总的合格率93.5%(来料批次675,不合格44批);平均合格率:90.77%各主料供应商来料合格率的详细情况如下:1.各供应商普遍存在材料厚度问题,基材在加工的过程中的厚度控制上没有完全控制住,有偏厚和偏薄的现象;2.倒角问题,主要是倒角不规则;3.强度的控制上,同一批有出现零星强度不良的现象,在强化过程中未能有效控制;4.混料现象也偶有出现,主要是新旧材料的变更未能彻底分开。
二、辅料供应商的品质情况各辅料供应商的品质相对要差些,主要的品质问题在:1.背胶的品质问题主要存在胶丝和线毛,各供应商也一直未能彻底解决,一年来因为这些问题多次遭到客户投诉或退货;2.保护膜问题主要是脏,储存一段时间后使镜片上存在白点;另一个方面是会产生水印;3.镭射纸问题,一个是镭射纸上的胶会溢出,这个问题的出现已导致批量退货;另一个是镭射纸打折和脏污,也导致客户多次投诉。
在各供应商中,未能有一家供应商能完全达到要求,相对来说,德晟和富源的供货在品质的配合上要好些,也能针对一些问题点去进行改善;强林的品质状况相对来说也还一般。
针对上述品质情况,对各供应商一方面通报04年的品质状况,另一方面要求各供应商在新的一年里彻彻实实地进行改善,同时能快速应对突发问题;做到及时反映,及时解决;其次,让所有供应商能及时理解市场的需求,并真正做到与供应商互利互惠的关系。
产线改善报告模板

产线改善报告模板篇一:改善措施混料改善措施关于10月6日36392混板事宜,出现此问题的原因有以下可能:1.同台机面操作同一客户不同料号,且包装要求是一致的。
2.装箱人员在工作台面上放有两种纸箱,装箱人员麻木,自认为自己所用纸箱是正确的。
没有去核对。
3.人员作业疏失,装箱后没有确认数量,不按流程作业,人员意识淡薄。
4.现场6S糟糕,管理混乱。
5.仓管人员失职,在自己收数时没有去确定数量就入库,签单。
本人意见:问题原因----人为失误造成的实质原因----运行体系不好造成。
运行体系不好不只是简单认为组织结构不好,它与设备.所有的过程一样需要定期保养维护。
员工心态的调整.工作价值的取向.工作的积极性等等需要全面管理。
引用一句话“与其花大的精力去改造管理方法,不如花点力气进行人的管理。
一.安排外型相似板的生产时,首先要考虑是否能从时间上或空间上隔离。
如果条件允许,两个或多个料号不放在同个生产线生产,从空间上予以隔离,这样就大大减少混料的可能性。
如果空间隔离生产的条件下不具备,必须在一条生产线生产,那么,就必须考虑从时间上隔离--------让一个料号先生产完,在生产另一料号。
在整个过程中始终不让外型相似的板有交错机会。
二.通过培训.现场区分.班前会等方式,让现场生产的所有员工都充分认识各料号的差异性,从认知角度上保证员工在生产过程中不会让外型相似料号放一起。
人员流失率高。
为了生产,新员工未培训好就要投入生产岗位.那么这些新员工对于自己所生产的料号从一开始就没有一个全面认识,如果这时有两种相似料号一同生产,就很容易混淆.三.生产现场各物品要明确标识,外型相似产品,物料尽量隔离放置.现在的生产标识要么不完善,要么型同虚设,全凭管理者经验和感性进行现场管理.而现场管理者精力/数量有限,现场作业员的数量也是管理人员的N倍.管理者不可能面面俱到,不能保证作业员不会拿错料或将物品放错位置.同时,感性的管理人员有时自身都会错将A当B.所以,只有现场标示明确,才会减少混料的机会.四.现场多余物料及时退仓.领料没有严格控制,往往就会多拿,怕不够用,结果做完了,却还剩下很多,来不及,在这种情况下,假如下一批板与上批的板所用物料及其相似,也及易混料所以,生产现场多余物料及时退仓.五.换料生产要及时清场.每条线在转料生产时,必须清理前料多余的物料,标示,垃圾等.不然就留下“漏网之鱼”,为混料提供空间。
质量目标未达成分析改善范例
德信诚培训网
更多免费资料下载请进: 好好学习社区
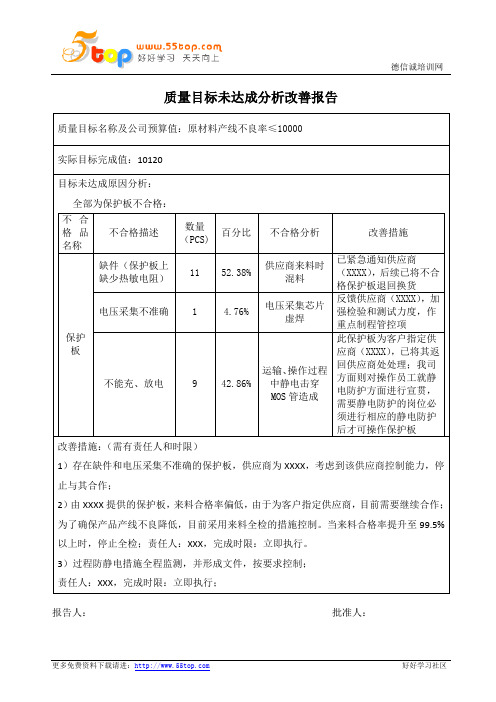
质量目标未达成分析改善报告
质量目标名称及公司预算值:原材料产线不良率≤10000 实际目标完成值:10120 目标未达成原因分析: 全部为保护板不合格: 不合格品名称
不合格描述 数量
(PCS) 百分比
不合格分析
改善措施
保护板
缺件(保护板上缺少热敏电阻) 11
52.38%
供应商来料时
混料
已紧急通知供应商(XXXX ),后续已将不合格保护板退回换货 电压采集不准确
1
4.76% 电压采集芯片
虚焊
反馈供应商(XXXX ),加
强检验和测试力度,作
重点制程管控项
不能充、放电
9
42.86% 运输、操作过程
中静电击穿
MOS 管造成
此保护板为客户指定供应商(XXXX ),已将其返回供应商处处理;我司
方面则对操作员工就静
电防护方面进行宣贯,
需要静电防护的岗位必须进行相应的静电防护后才可操作保护板 改善措施:(需有责任人和时限)
1)存在缺件和电压采集不准确的保护板,供应商为XXXX ,考虑到该供应商控制能力,停止与其合作;
2)由XXXX 提供的保护板,来料合格率偏低,由于为客户指定供应商,目前需要继续合作;为了确保产品产线不良降低,目前采用来料全检的措施控制。
当来料合格率提升至99.5%以上时,停止全检;责任人:XXX ,完成时限:立即执行。
3)过程防静电措施全程监测,并形成文件,按要求控制; 责任人:XXX ,完成时限:立即执行;
报告人: 批准人:。
经典QCC改善报告

4 15000
3853 25.7%
5 15000
2782 18.5%
6 19000
2774 14.6%
7 12800
3660 28.6%
日期
8
9
14000 17400
2225 2490
15.9% 14.3%
11 25900
2334 9.0%
12 21900
3366 15.4%
13 平均不良率
23000
计划在三个月内(9.15-12.15)完成 !
消除三大不良:插板不过,绝缘体残屑,六片变形变曲!7
The first issue
插板不过和六片变形弯曲关系phase1-1
主体来料六片变形
主体来料六片弯曲
装配后保持变形或变曲, 出现
六片弯曲变形/插板不过
8
插板不过和六片变形弯曲鱼骨分析 phase1-1
人力资源
小计:704元+960元=1664元
3 QC筛选员外观检验 基本工资:32元/天×22天=704元;
QC 3人筛选全检
工时节约
加班费:8元/小时×120小时/月=960元 效率提高1/3倍
小计:704元+960元=1664元
5 每年成本节约
(180元+1664元×2)=42,096元
22
QCC第一阶段改善总结phase1
1.SQE/李广 2.IQC/何洪锋 3.SQE(李广)/ IQC(何洪锋)
对不同批次来料主体生产上线时,QC和生产线班长/组 长要关注刚生产时的产品,如有异常及时找生技解决,将 模具调到最佳位置
QC/黄祥成 装配/何春泽 生技/李跃
1.Φ5.13/ Φ 3.51复合检具,保证QC人员在检验上一致性. 1.PIE/王雄飞
改善报告

缺少的四 阶文件
其他与品质相关方面 1.)ESD静电防护措施不足,增加水线,地线,插件增加静电盒, 切脚后制程增加静电珍珠棉. 2.)静电手环的改善,增加静电环测试仪器. 3.)根据以往的品质失败案例,制定全员品质培训计划并展开实施; 4.)将失败事项追加至SOP/SIP注意事项中; 5.)品保检验人员不足,建议IQC两人,IPQC增加两人.
8.86%
8.00%
6.00%
5.17%
4.00%
辅导前
2.00%
辅导后
0.00%
某月
某月
图二
DONE R 东菱电源
品质管理推行的详述 3.2. IPQC检验控制
1)存在缺失: 1.发现来料问题部分未反馈至供应商,未作记录到材料异常明细中; 2.没有工程样板核对首件; 3.IPQC检验专业知识不够; 4. 生产现场混乱,标识不清,堆积过多,存在品质隐患 ; 5.没有巡检报表.
DONE R 东菱电源
车间生产管理其它方面: 1)插(装)散热材需增加治具.直接一次性装好或插好,减少工时的浪费. 2)半成品与成品测试,测试治具更改;减少测试时间. 3)散热材打螺丝电批需悬挂;减少拿取时间,减少手部受力. 4)制作工程样板生产开拉时进行首件制作核对.避免物料使用错误发生. 案例:五楼车间DLM36P ,电容来料高度错误,插件浸锡完毕有2000PCS, 若有首件核对此错误不会发生. 5)关于物料的盘存数据控制,无胶壳装配导致堆积 限定供应商交货时间,提前 订购,对供应商做出评估. 6)案例:插件经常插错,漏,反,建议最后工位增加目视管理. 7)案例:二楼BOM使用错误旧版,建议新版发行旧版废止. 8)案例:包装工位经常先装胶框再装纸箱浪费工时,制定生产平衡可以直接装 箱. 9)生产需上交报表电子档形成统计图,根据统计图可以看出问题点再对策. 10)生产车间管理看板的改善增加,使全员了解品质及生产或其它状况.
005来料品质异常处理报告
负责人:
本批判定
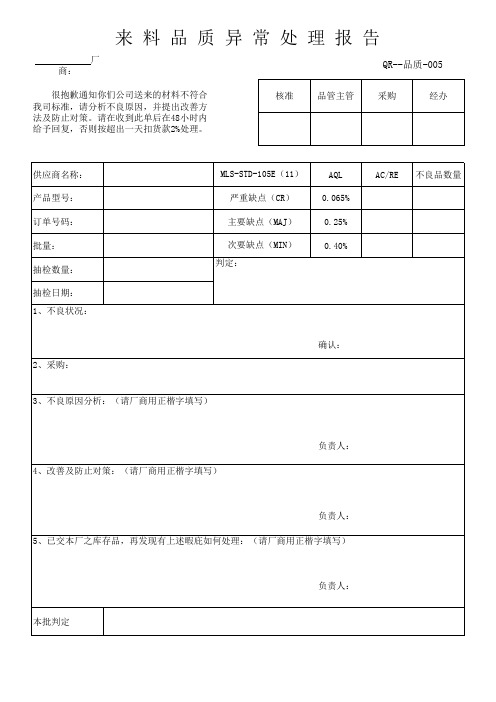
MLS-STD-105E(11) 严重缺点(CR) 主要缺点(MAJ) 次要缺点(MIN) 判定:
AQL 0.065% 0.25% 0.40%
AC/RE
不良品数量
确认: 2、采购:
3、不良原因分析:(请厂商用正楷字填写)
负责人: 4、改善及防止对策:(请厂商用正楷字填写)
负责人: 5、已交本厂之库存品,再发现有上述暇庇如何处理:(请厂商用正楷字填写)
来 料 品 质 异 常 处 理 报 告
厂商: 很抱歉通知你们公司送来的材料不符合 我司标准,请分析不良原因,并提出改善方 法及防止对策。请在收到此单后在48小时内 给予回复,否则按超出一Байду номын сангаас扣货款2%处理。 核准 品管主管
QR--品质-005
采购 经办
供应商名称: 产品型号: 订单号码: 批量: 抽检数量: 抽检日期: 1、不良状况:
iqc来料检验报告模板[工作范文]
![iqc来料检验报告模板[工作范文]](https://img.taocdn.com/s3/m/7df74ad6e009581b6bd9ebe8.png)
iqc来料检验报告模板篇一:IQC来料检验作业指导书IQC来料检验作业指导书目的:对IQC品检人员的作业方法及流程进行规范,提高IQC检验作业水平,控制来料不良,提高品质。
1、实用范围:来料进料检验 2、质检步骤(1)来料暂收(2)来料检查(3)物料入库 3、质检要点及规范(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料:数量,种类及标签内容等无误后送交IQC检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:IQC品检人员收到进料验收单后,依验收单和采购单核对来料与标签内容是否相符,来料规格,种类;是否相符,如不符拒检验,并通知仓管、采购及生管,如符合,则进行下一步检验。
一般先抽查来料的一定比例(以仓库来料质检标准),查看品质情况,再决定入库全检,还是退料。
(3)检查内容:(1)外观:自然光或日光灯下,距离样品30CM目视;(2)尺寸规格:用卡尺/钢尺测量,厚度用卡尺/外径千分尺测量;(3)粘性分别按:GB/T4852-20XX、GB/T4851-1998、GB/T2792-1998中方法执行,结果记录于《可靠度测试报告》中;(4)包装完好、标识正确、完整、清晰,环保材料查看是否贴有相应的环保标签,第一批进料时要附SGS报告及物质安全表及客户要求的其它有害物质检测报告;(5)检验合格后贴上合格标签,填写《物料检验表》并通知仓库入库,仓库要按材料类型(环保与实用型)及种类分开放置标示清楚,成品料由IQC人员包装放于待出货区。
以仓库物料质检标准。
(6)物料入库:检查完毕,要提交《原材料进库验货》交上级处理,并对合格暂收物料进行入库登记。
异常物料特《原材料进库验货》批示后,按批示处理。
4、注意事项(1)要保持物料的整洁。
(2)贵重物品及特殊要求物料要逐一检查。
(3)新的物料需给技术开发部确认。
5、异常处理办法物料在检验过程中发现异常,即时向采购及品管主管反映,录求解决方法,尽快处理。
厂家改进情况汇报材料范文

厂家改进情况汇报材料范文
厂家改进情况汇报材料。
尊敬的领导:
根据我公司生产线上的最新情况,我特此向您汇报厂家改进情况。
自上次汇报
以来,我们公司一直致力于提高生产效率和产品质量,经过一段时间的努力,现在我公司已经取得了一些显著的改进。
首先,我们对生产线进行了全面的升级和改造。
我们引进了先进的生产设备,
提高了生产效率和产品质量。
新的生产线不仅能够更快速地完成生产任务,而且还能够更精准地控制产品的质量,大大提升了产品的竞争力。
其次,我们对生产流程进行了优化。
通过精细化管理和流程再造,我们成功地
缩短了生产周期,减少了生产浪费,提高了生产效率。
同时,我们还加强了对生产过程的监控和质量检验,确保产品质量达到了更高的标准。
另外,我们还加大了对员工的培训力度。
我们不断提升员工的技能水平和质量
意识,使他们更加熟练地操作设备,更加严格地执行操作规程,从而提高了生产效率和产品质量。
最后,我们还加强了与供应商的合作。
我们与供应商建立了更加紧密的合作关系,共同研发新材料和新工艺,确保原材料的质量和供应的稳定性,为产品质量的提升提供了有力保障。
总的来说,我们公司在厂家改进方面取得了一些成绩,但我们也清醒地意识到
还有许多不足之处需要改进。
我们将继续努力,不断完善生产体系,提高产品质量,为客户提供更加优质的产品和服务。
谢谢您对我们工作的关心和支持!
此致。
敬礼。
厂家改进负责人,XXX。
日期,XXXX年XX月XX日。
供应商来料不良统计报告
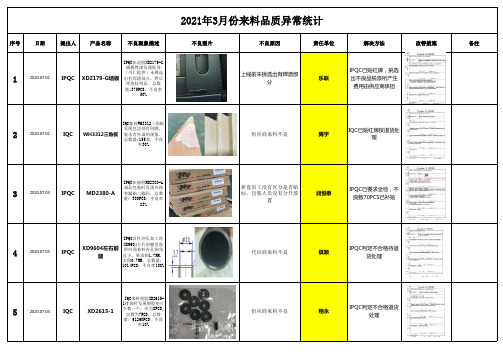
序号日期提出人产品名称不良现象描述不良图片不良原因责任单位解决方法改善措施备注12020.07.02IPQC XD2179-G墙板IPQC在巡检XD2179-G墙板烤漆发现胚体(川仁提供)未挑选出有焊渣部分,烤后焊渣较明显.总数量:375PCS;不良率50%上线前未挑选出有焊渣部分乐联IPQC已贴红牌,挑选出不良品脱漆所产生费用由供应商承担22020.07.02IQC WH3312三角板IQC抽检WH3312三角板发现包边处有间隙,胶水有外溢的现象.总数量:155套;不良率30%供应商来料不良腾宇IQC已贴红牌按退货处理32020.07.03IPQC MD2380-A IPQC在抽检MD2380-A成品包装时发现外箱有漏贴二维码.总数量:300PCS:不良率23%折盒员工没有区分是否贴标,包装人员没有分开放置润恒泰IPQC已要求全检,不良数70PCS已补贴42020.07.03IPQC XD9604左右前腿IPQC首件冲压加工的XD9604左右前腿发现供应商来料内孔倒角过小,要求倒1.7MM,实倒0.7MM.总数量:1014PCS:不良率100%代应商来料不良棋顺IPQC判定不合格待退货处理52020.07.04IQC XD2615-1 IQC来料检验XD2615-1排袋时发现塑胶垫片少数一个,应为8PCS,实数为7PCS.总数量:91260PCS:不良率10%供应商来料不良翔永IPQC判定不合格退货处理2021年3月份来料品质异常统计62020.07.04IQC ST31脚架 IQC检ST31脚架有3处问题:1.盲孔焊接处有气孔,2.支撑脚与上框实配M8牙孔有偏移无法装螺丝,3.管未钻漏水孔.不良数量:22PCS:不良率100%;供应商来料不良众兴鑫IQC已要求供应商现场返工处理72020.07.04IQC XD2463副臂IQC检XD2463副臂来料时发现管口披锋过大.总数量:2400PCS:不良率80%供应商来料不良九立IQC贴红牌已退货处理82020.07.04IPQC MD5428横条包装产线在准备回牙加工MD5428时发现两端的4个M5牙未攻牙.总数量:1500PCS:不良率100%供应商来料不良晟豪包装未上线生产,不良品待仓库退给供应商返工92020.07.04IQC XIN059蓝色PE袋IQC检来料蓝色PE袋时发现袋侧边破裂.总数量:1500PCS:不良率100%供应商来料不良锦涵IQC判定不合格,本厂报废处理102020.07.04IPQC MD2298-2螺丝包IPQC包装首检MD2298-2螺丝包时发现7/32”钻头表面防锈油颜色发黑,沾染到塑胶袋上,影响外观.总数量:1300PCS:不良率5%供应商来料不良三和包装车间挑选使用112020.07.06IPQC XD117水管架 IPQC在供应商良联抽检XD117水管架成品包装时发现产品烤漆不良露底,抽检10PCS均露底.总数量:400PCS:不良率100%供应商喷涂不良良勤IPQC已要求供应商返工处理122020.07.06IQC XD2180墙板 IQC来料检XD2180墙板发现有毛刺未除,抽10PCS有7PCS不良.总数量:2000PCS:不良率70%;供应商来料不良润恒泰经王经理批准,此批特采接收,毛刺由包装车间协助处理132020.07.06IQC MD2127墙板 IQC来料检验MD2127墙板横条发现有批量披锋未除.总数量:1016PCS:不良率80%供应商来料不良润恒泰IQC判定不合退货处理142020.07.06IQC XD2298-Z黄盒 IQC检XD2298-Z黄盒时贴纸卡位印错地方,折盒后应在外侧.总数量:251PCS:不良率100%供应商来料不良浚升达经业物朱经理确认特采使用152020.07.08IQC MD2298副臂IQC来料检MD2298副臂发现管套内生锈不良.总数量:3651PCS:不良率45%供应商来料不良恒通IQC判定不合退货处理162020.07.10IQC XD5610支撑杆IQC来料检XD5610支撑杆折边处有压痕,烤漆测试后仍有明显印痕.总数量:505PCS:不良率60%供应商来料不良众兴鑫IQC判定不合退货处理172020.07.10IQC704-KD IQC检704-KD托盘时发现LOGO处有披锋示除.总数量:1200PCS:不良率60%供应商来料不良书楼IQC已贴红牌已退货处理182020.07.10IQC MD2361-32墙板IQC检MD2361-32墙板发现内孔处毛剌披锋不良.总数量:1600PCS:不良率80%供应商来料不良润恒泰IQC已贴红牌已退货处理192020.07.10IQC MD2463-02说明书IQC来料检MD2463-02说明书时发现文档顶部印刷与电子文档不符.总数量:1000PCS:不良率100%业务提供给供应商资料未更新,样版与文档不符中天业务刘珠娟与客户沟通后,同意此批特采使用202020.07.11IQC XD2163-OPTPE袋IQC来料检XD2163-OPT排袋发现不良两处:1.螺丝包排袋尺寸不合格,一款比样版宽,另一款比样版长;2.PE袋4*14警告标语印刷错误,要求为无三国警告语印刷.总数量:3000PCS:不良率100%;供应商来料不良锦涵排袋业务吴香香同意特采使用;PE袋警示语印刷错误的600PCS退货处理212020.07.11IQC XD2476面板IQC来料检XD2476面板发现有边缘毛剌未除干净,抽10PCS有5PCS不良.总数量:400PCS:不良率50%供应商来料不良恒通王经理批准特采,由包装车间协助挑选222020.07.13IPQC B86EVIPQC巡检包装车间B86EV墙板时发现墙板上的竖条用错,应为无凹点.总数量:500PCS:不良率25%供应商来料不良润恒泰车间挑选出不良品124PCS,IPQC已挂红牌隔离232020.07.13IQC XD2180墙板IQC检XD2180墙板发现表面有砂粒、爆漆,胚体有发黄生锈现象,抽7PCS有4PCS不良.总数量:2135PCS:不良率50%供应商来料不良润恒泰IQC挂红牌已退货处理242020.07.13IQC XD2379-Z说明书IQC来料检XD2379-Z说明书发现反面印刷错误,印成XD2393-Z了.总数量:502PCS:不良率100%采购提供给供应商的资料错误,供应商未发现文档错误采购科IQC已贴红牌,按报废处理252020.07.14IQC XD2180长条IQC检来料XD2180长条发现内侧生锈,抽10PCS有8PCS不良.总数量:1560PCS:不良率80%供应商来料不良润恒泰IQC挂红牌已退货处理262020.07.15IQC XML006-24K螺丝包IQC检XML006-24K螺丝包发现两处问题:1.第2格垫片厚度用错,应为1.0*M20*8.5,实测为1.5*M20*8.5;2.第4格平头内六角M6*8螺丝数量包错,应为8PCS,实包为4PCS.总数量:2403PCSPCS:不良率100%供应商来料不良翔永IQC判定不合格已退货处理;272020.07.15IQC PL2868-LK排袋IQC来料检PL2868-LK排袋发现与文档不符,第1格漏印小纸条内容.总数量:1002PCS:不良率100%供应商来料不良锦涵IQC判定不合格已退货处理;282020.07.15IQC FD9101面板IQC来料检FD9101面板发现白色防火皮与样板不符,要求为平光表皮,实为砂纹表皮.总数量:250PCS:不良率100%供应商来料不良腾宇业务科周佳特采292020.07.15OQC MD2393-MX OQC成品验货MD2393-MX时发现主副臂生锈严重,总数量:500套:不良率100%供应商来料不良东兴包装车间已全部拆箱返工,返工费用由供应商承担302020.07.16IQC WML16-09IQC来料检WML16-09排袋发现印刷错误,要求为无图.总数量:502PCS:不良率100%供应商来料不良锦涵经业务徐雪琳确认,此批可特产使用312020.07.16IQC B86-EV墙板IQC来料检B86-EV墙板发现竖条有混料XD2179-G的竖条,要求是无凹点.总数量:916PCS:不良率25%供应商来料不良润恒泰1.IQC判定不合格退货处理322020.07.16IQC XD2606主副臂IQC检来料XD2606主副臂发现百格爆漆不良.总数量:4242PCS:不良率10%供应商来料不良东兴IQC判定不合格已退货处理;332020.07.17IQC 1.5*440mm卷料IQC检来料1.5*440mm卷料测试硬度不合格,标准要求50-70HRB,实测35-45HRB,,经冲压后承重测试181KG,产品均出现严重变形、脱落.总数量:16卷:不良率100%供应商来料不良宝申IQC判定不合格,按退货处理342020.07.17IPQC MD2380-A墙板IPQC在巡检发现MD2380-A墙板中频焊焊接不牢固,拉力测试后脱焊.总数量:2500PCSPCS:不良率100%供应商制程不良润恒泰IPQC判定不合格,挂红牌要求返工处理352020.07.17IQC MD2296-A鸡蛋壳IQC来料检MD2296-A鸡蛋壳以现外观有破损和脏污.总数量:3000PCS:不良率80%供应商来料不良深源昌IQC判定不合格已退货处理;深源昌MD2296-A鸡蛋壳.xlsx362020.07.17IQC M6*15mm调节把手IQC来料检M6*15mm调节把手时发现头部螺丝裂纹不良.总数量:5000PCS:不良率90%供应商来料不良佳正能IQC判定不合格已退货处理;372020.07.18IPQC XD2616-24包装在加工XD2616-24时,发现墙板塑胶盖左右颜色有差异.总数量:10010PCS:不良率5%供应商来料不良逸新包装车间挑选使用,不良品挂红牌待退回处理382020.07.18IPQC XD9601后腿冲压车间加工成型XD9601后腿时发现会有明显台阶或破裂.总数量:1800PCS:不良率100%;供应商来料不良棋顺1.IPQC判定不合格已按报废处理,生产重新下料;2.损失费用由供应商承担392020.07.18IPQC ST26-1包装车间加工ST26-1立柱时发现表面有批量性凹坑、麻点、鼓包.总数量:300套:不良率77%供应商来料不良润恒泰车间挑选使用,不良品挂红牌退货处理402020.07.18IQC XD5107说明书IQC检来料XD5107说明书时发现实物印刷与文档不符.总不良数量:1800PCS:不良率100%供应商来料不良中天IQC贴红牌按报废处理412020.07.18IQC MD2298-2蛋型管IQC来料检MD2298-2蛋型管发现管口有披锋.总数量:2289PCSPCS:不良率30%供应商来料不良良勤IQC判定不合格按退货处理422020.07.20IQC XD5107螺丝包IQC检来料XD5107螺丝包发现垫片有混料情况,要求垫片为1.0*8.5*18MM,实测混有1.2*8.5*18MM垫片.总数量:576PCS:不良率15%供应商来料不良三和IQC判定不合格已按退货处理432020.07.20IQC M10*50䐍胀胶塞IQC来料检验䐍胀胶塞P3015时发现扭力测试不达标,太脆易破损,材质不合格.总数量:300000PCS:不良率100%供应商来料不良逸新IQC判定不合格已按退货处理442020.07.20IQC XD2616鸡蛋壳IQC来料检验XD2616鸡蛋壳时发现形状与样版不符.总数量:502PCS:不良率100%供应商来料不良华懋IQC判定不合格已退货处理;452020.07.20IQC M6*15调节把手IQC检来料M6*15调节把手发现牙径大小不一,要求为5.8-5.9MM,实测一包有3-5PCS为5.5-5.7MM.总数量:8000PCS:不良率5%供应商来料不良佳正能此批经王经理批准特采,使用时由车间挑选462020.07.20IQC XD2417外箱IQC检XD2417外箱时发现外箱有油污.总数量:125PCSPCS:不良率100%;供应商来料不良浚升达IQC判定不合格已退货处理;472020.07.20IPQC XD5107墙板包装车间在加XD5107墙板时发现压铆螺母有脱落现象.总数量:480PCS:不良率10%供应商来料不良乐联包装车间已对生产的160套进行拆箱全检,不良品进行报废处理482020.07.21IQC MD2415-KT-CA纸箱IQC检来料MD2415-KT-CA纸箱发现中箱及内盒印刷与文档资料不符.总数量:500PCS:不良率100%供应商来料不良采购科采购提供给供应商的资料有误492020.07.21IQC MD2298-2信息标IQC来料检MD2298-2商品信息标时发现印刷与文档不符,要求为印MD2298,实印为MD2298-2.总数量:800PCS:不良率100%供应商来料不良中天IQC判定不合格已按报废处理,供应商已补送502020.07.22IQC XD2606墙板IQC来料检XD2606墙板发现夹缝处有生锈情况.总数量:640PCS:不良率20%供应商来料不良恒通生产王经理同意此批接受,不良由包装挑选并描油处理512020.07.24IQC MD2298大方盘(IQC来料检XMD2298大方盘发现有毛边披锋.总数量:364PCS:不良率80%供应商来料不良国川IQC判定不合格,已退货处理;522020.07.24IQC MD2417-MX主副臂IQC来料检MD2417-MX主副臂时发现:1.胚体有生锈情况;2.轴套孔偏小,螺杆无法空过;3.有变形和爆漆现象.总数量:740PCS:不良率80%供应商来料不良润恒泰IQC判定不合格,已退货处理;532020.07.24IQCXD2361-1/XD2868-EF外箱IQC来料检XD2361-1/XD2868-EF外箱发现唛头和总箱数印错.总数量:390PCS:不良率100%;供应商来料不良顺兴隆IQC已挂红牌,供应商用正确水贴纸粘贴返工处理542020.07.24IQC XD9601后腿IQC来料检XD9601后腿发现两端有明显刀痕.总数量:1770PCS:不良率50%;供应商来料不良盈达IQC判定不合格已按退货处理552020.07.24IQC XD2476长条IQC来料检XD2476长条发现挂钩处有毛刺披锋未除.总数量:6552PCS:不良率90%供应商来料不良诚韦IQC判定不合格已按退货处理562020.07.24IQC 1.2*444冷卷料IQC来料检1.2*444冷卷料时测得硬度不达标,要求为50-70HRB,实测为38-40HRB.总数量:8卷:不良率100%供应商来料不良增辉IQC判定不合格,已退货处理;572020.07.25IQC MD2380-24KIQC来料检发现MD2380-24A安装模板与文档不符,错送成MD2380-24K.总数量:800PCS:不良率100%;供应商来料不良中天IQC判定不合格,已退货处理;582020.07.25IQC XD2868-LE UL标IQC来料检发现XD2868-LE UL标与文档不符,要求印刷为:JUL.25.2020,实际印刷为:JUL.15.2020.总数量:1001PCS:不良率100%供应商来料不良中天IQC判定不合格,报废处理;592020.07.25IQC XIN059螺丝包IQC来料检抽检XIN059客人蓝色排带螺丝包发现:1.螺丝串格;2.少装,多装;总数量:5500PCS,抽检100PCS,不良13PCS:不良率13%;供应商来料不良三和IQC判定不合格,已退货处理;602020.07.27IPQC XD2470长条包装车间加工XD2470长条时发现,长条表面沙粒、批锋,加工总数6000PCS,挑出不良560PCS供应商来料不良乐联包装车间挑选使用,不良品贴红牌退供应商处理612020.07.28IQC XD2354螺丝包IQC来料检验时发现,XD2354螺丝包内套筒扳手有生锈现象,总数1008包,抽检8包,不良有3包,不良率37.5%供应商来料不良翔永IQC判断不合格,退货处理622020.07.28IQC HM5428黄盒IQC来料检验时发现,HM5428黄盒条码扫描出来数字与印刷数字不符,总数:600PCS,抽检20PCS,不良数20PCS,不良率100%供应商来料不良鑫兴隆IQC判断不合格,退货处理632020.07.28IQC XMS005-03排袋IQC来料检验时发现,XMS005-03排袋印刷与文档内容不符,总数554PCS,批量不良供应商来料不良锦涵IQC判断不合格,退货处理642020.07.28IQC:PL2617-07/PL2436-07/PL5425-07/PL2435-S-07排袋IQC来料检验时发现,PL 5款排袋小纸条印刷与文档内容不符,要求为M10*50胶塞内容,总数2009PCS,批量不良供应商来料不良锦涵IQC判断不合格,退货处理652020.07.28IQC XD9630-M管塞IQC来料检验时发现,XD9630-M管塞表面脏污,总数1320PCS,抽检50PCS,不良17PCS,不良率34%供应商来料不良华盛车间挑选使用,不良品退供应商662020.07.28IQC XD2262-LK/XD2413-MX/XD5107PE袋IQC来料检验时发现,XIN050客人PE袋,未印刷环保标识,总数25350PCS供应商来料不良欣豪IQC判断不合格,退货处理供应商配合力度差,后续停止合作672020.07.28IQC XD2476长条IQC来料检验时发现,XD2476长条挂钩处披锋,总数5700PCS,抽检30PCS,不良10PCS,不良率33%供应商来料不良诚韦IQC判断不合格,退货处理682020.07.28IQC XD2868-LE彩盒IPQC巡检时发现,XD2868-LE彩盒印刷偏位,总数1001PCS,批量不良业务签样错误业务科业务特采,后续改善692020.07.29IQC XD5438底座、支撑条IQC来料检验时发现,XD5438底座、支撑条沉孔偏小,螺杆组装后不平,总数1008套,批量不良供应商来料不良鸿嘉利IQC判断不合格,退货处理供应商配合力度差,后续停止合作702020.07.29IQC XD5605-E墙板IQC来料检验时发现,XD5206-E墙板M6翻边牙孔毛刺,总数205PCS,抽检20PCS,不良数10PCS,不良率50%供应商来料不良九立IQC判断不合格,退货处理712020.07.29IQC XD2470副臂IQC来料检验时发现,XD2470副臂外发烤漆生锈,总数1698PCS,抽检14PCS,不良6PCS,不良率42%供应商来料不良恒通IQC判断不合格,退货处理722020.07.30IQC XIN028/XIN059PE袋IQC来料检验时发现,0.3*3.5*21"/0.3*2.75*20" PE袋质量差,轻微用力整体开裂,总数13000PCS,批量不良供应商来料不良锦涵IQC判断不合格,报废处理732020.07.30IQC XD2606支撑管套IQC来料检验时发现,XD2606支撑管套表面气纹、缩水,总数4200PCS,批量不良供应商来料不良华盛IQC判断不合格,退货处理。
来料质量异常处理单

检查日期
不良发现地
进货检查 生产线
是否要采取改正措
施
是
不良详细情况 不良说明(可附照片)
深圳市航昇科技有限公司
来料质量异常处理单
品名
规格型号
开单日期
Байду номын сангаас收货日期
到货数量 物料仓 客户处
检验方法 处置方法
□抽检 返供应商 让步接收 挑选
不是
发生次数
第一次 第三次
□全检
第二次 经常发生
数量
不良严重度
轻度( 外观 ) 严重 ( 尺寸 ) 非常严重 (性能 )
发现者: 供应商填写
由客户报废
客户填写 返检人:
供应商填写 改正措施报告 3日内给予书面回复
1周内给予书面回复 根本原因
审核: 退回供应商处 供应商签名
件退回给供应商 件退回给供应商
不良流出原因
采购确认:
针对根本原因的改正措施
针对流出原因的改正措施
改善效果验证(客户品质部填写) 报告已发送给供应商
批准/日期
确认/日期
来料品质异常处理指引[模板]
![来料品质异常处理指引[模板]](https://img.taocdn.com/s3/m/ed227e04f61fb7360a4c65d3.png)
1 目的藉由质量异常问题的发掘、分析、改善作业,及时解决问题,进而杜绝异常再次发生,以提升整机产品质量。
2 范围适用于XXXX所有来料异常物料。
3 职责3.1 进料检验人员供货商质量不良时通知SQE,由SQE提出供应商纠正与预防措施单,并跟催供货商及时回馈矫正措施与效果确认,记录保存。
3.2 工程人员(EM/ME)质量异常之调查与原因分析及对策发掘/验证。
主导对评审需要试产的异常物料进行试产并出具试产报告并参与特产物料的评审3.3 项目品质工程师PQE评审异常产品及物料,并给出评审意见,推动责任部门分析改善;3.4 采购&MPL采购负责量产物料特采申请,经过批准后才可以特采使用;MPL 负责量产前物料特采申请;3.5 PM(项目经理)参与NPI阶段物料特采的评审,并给出评审意见.3.6 品质经理负责物料评审委员会物料最终的批准.3.7 责任部门对品质异常进行原因分析,并提出有效之改善对策,防止再发。
4 定义4.1 SQE(Supply Quality Control) 供应商质量管理4.2 IQC(In-Coming Quality Control) 来料质量控制4.3 PQE (Project Quality Engineer) 项目质量工程师4.4 EM (Engineering Manager) 工程经理4.5 ME(Mechanical Engineer)机构工程师4.6 PM (Project Manager) 项目经理4.7 DMR (Defective Material Report) 缺陷物料报告4.8 OQC (Outgoing Quality Control) 出货质量控制4.9 IPQC (In-Process Quality Control) 制程质量控制4.10 RTV(Return To Vendor) 退货供应商4.11 NPI(New Project Introduction) 新项目导入4.12 MRB(Material Review Board) 物料审查会议4.13 MPL (Material Project Leader) 项目物料采购4.14 MD (Manufacturing director) 厂长5 异常处理流程5.1 进料异常处置5.1.1 品质异常定义5.1.1.1 致命不良(产品环境不良)发生时。
不合格处置情况汇报
不合格处置情况汇报
尊敬的领导:
根据公司要求,我对不合格产品的处理情况进行了汇报。
在过去一个季度,我们共发现了10批次不合格产品,其中7批次为工厂内部自检发现,3批次为客户投诉后反馈。
针对这些不合格产品,我们采取了以下处置措施:
首先,对于工厂内部自检发现的不合格产品,我们立即进行了停产,并对生产线进行了全面检查。
经过排查,发现问题主要集中在原材料采购环节和生产工艺控制上。
我们立即与供应商进行了沟通,对原材料进行了严格把关,并对生产工艺进行了全面调整和优化。
同时,对于已经生产出的不合格产品,我们进行了全面召回和销毁,以确保不合格产品不会流入市场。
其次,对于客户投诉后反馈的不合格产品,我们第一时间与客户进行了沟通,了解了他们的使用情况和不满之处。
在确认了产品确实存在质量问题后,我们立即进行了产品的追溯和排查,找出了问题的根源。
针对客户的投诉,我们进行了全额赔偿,并对生产工艺进行了调整和改进,以确保类似问题不再发生。
最后,针对这些不合格产品的处理情况,我们进行了全面的总结和分析,找出了问题产生的原因,并制定了相应的改进措施。
我们将加强对原材料的把关,加强生产工艺的控制,加强对产品质量的监控,以确保不合格产品的发生率得到有效控制。
通过以上的处理措施,我们已经成功解决了10批次不合格产品的问题,并且取得了客户的谅解和信任。
我们将继续加强对产品质量的管理,不断提升产品质量和客户满意度。
希望领导和相关部门能够对我们的工作给予肯定和支持,并提出宝贵意见,帮助我们进一步完善产品质量管理工作。
谢谢!
此致。
敬礼。
供应商异常处理通告

北京博纳电气关于对来料异常处理原则通告为提高供应商异常处理的时效性,保证本公司品质控制体系正常运行,起到对产品质量,“持续改进”的作用,本公司对供方物料在出现异常时,将按以下几点进行处理,请各供方知悉,以免给双方带来不必要损失。
一.不良行动改善报告的回复,1异常报告回复时间要求:报告有明确的异常回复的时间要求,本公司每发一份报告都有记录,请各公司重视,如不能在要求的时间内回复报告,必须告知我司异常发出人员具体可回复时间,否则本公司将视为供方不配合做质量改善。
1.本公司品质部门有权要求将供方剩下的订单数量转给其他供方供应,2.本公司不会配合供方处理已经生产出的异常物料,到本公司的异常物料由厂家自行派人过来处理或退货。
3.后续我司供应商考核系统完善后,改善报告回复的及时性将视为供应商配合度的重要项。
2报告回复内容要求,1.分析原因;从人、机器、材料、工艺、生产环境等五个因素彻底调查产生不良的原因。
2.纠正措施,调查贵司生产好的库存品是否有存在同样的问题,在库数量多少,运输路途中是否有、数量多少,供方处理方案。
3.预防措施,针对调查出的产生异常的原因,采取什么样的措施4,验证,对采取的预防措施跟进检查验证措施的有效性。
本公司发出的报告必须是按此要求回复,对回复内容不合格的报告本公司可将报告退回重新回复,并必须按要求在2天内回复。
再次不合格将视为未回复处理。
二.物料异常处理请供方慎重,我司异常处理原则,1已经到货的异常物料;对于供方到料后我司来料检验发现的异常,如不存在重大质量隐患,本公司评估在线可控制会考虑尽量减少双方损失,采取特采由供方承担产生的一切费用安排上线后处理。
2我司发现异常后,路途中及供方库存未发出物料一律由供方确认调查处理。
如认为路途中的有同样的异常缺陷,供方需及时提出告知我司并协商处理方案。
在供方未发出的库存异常物料一律不允许发到本公司,由供方自行处理好再发货。
如处理异常影响到本公司供应部要求的交期,应该主动提出由比我司供应部确认是否可发到本公司处理。
来料异常报告 模板
来料异常报告1. 异常情况描述在进行来料检验时,发现以下异常情况:1.物料批次与采购订单不一致;2.物料外观存在明显缺陷;3.物料尺寸超出了标准范围。
2. 责任分析针对以上异常情况,责任分析如下:1.物料批次与采购订单不一致问题,是由于采购部门在采购过程中的失误导致的;2.物料外观存在明显缺陷问题,应该是由供应商在运输过程中造成的;3.物料尺寸超出了标准范围问题,是由供应商在加工过程中出现的失误所导致的。
3. 处理措施针对以上异常情况,我们应该采取以下处理措施:1.对于物料批次与采购订单不一致的问题,我们建议采购部门在今后对采购订单进行确认时,要严格的与供应商确认物料的批次信息,避免出现此类问题;2.对于物料外观存在明显缺陷的问题,我们建议采购部门联系供应商进行协商,并要求供应商做好物料包装和运输过程中的保护工作,以减少损坏情况的出现;3.对于物料尺寸超出标准范围问题,我们建议采购部门联系供应商进行协商,要求供应商加强对加工过程的质量控制,确保物料尺寸在规定的标准范围内。
4. 重要性分析来料异常问题对于我们的生产和质量控制都会带来影响,因此我们要高度重视,并及时的进行处理,以减少对于生产的影响。
5. 改进措施为了进一步提高来料检验的准确性和效率,我们应该采取以下的措施:1.建立完善的来料检验标准和流程,以准确判定物料的不良品率;2.对于一些经常出现问题的供应商,我们应该采取更加严格的来料检验标准,逐步减少接受不合格物料的风险;3.引入先进的监测设备和技术,以提高来料检验的效率和准确性。
6. 结论通过对于来料异常问题的分析和处理,我们建议在今后加强与供应商的沟通和协调,以及完善自身的来料检验标准和流程,以保障生产和产品的质量。
iqc来料检验报告模板[工作范文]
iqc来料检验报告模板篇一:IQC来料检验作业指导书IQC来料检验作业指导书目的:对IQC品检人员的作业方法及流程进行规范,提高IQC检验作业水平,控制来料不良,提高品质。
1、实用范围:来料进料检验 2、质检步骤(1)来料暂收(2)来料检查(3)物料入库 3、质检要点及规范(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料:数量,种类及标签内容等无误后送交IQC检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:IQC品检人员收到进料验收单后,依验收单和采购单核对来料与标签内容是否相符,来料规格,种类;是否相符,如不符拒检验,并通知仓管、采购及生管,如符合,则进行下一步检验。
一般先抽查来料的一定比例(以仓库来料质检标准),查看品质情况,再决定入库全检,还是退料。
(3)检查内容:(1)外观:自然光或日光灯下,距离样品30CM目视;(2)尺寸规格:用卡尺/钢尺测量,厚度用卡尺/外径千分尺测量;(3)粘性分别按:GB/T4852-20XX、GB/T4851-1998、GB/T2792-1998中方法执行,结果记录于《可靠度测试报告》中;(4)包装完好、标识正确、完整、清晰,环保材料查看是否贴有相应的环保标签,第一批进料时要附SGS报告及物质安全表及客户要求的其它有害物质检测报告;(5)检验合格后贴上合格标签,填写《物料检验表》并通知仓库入库,仓库要按材料类型(环保与实用型)及种类分开放置标示清楚,成品料由IQC人员包装放于待出货区。
以仓库物料质检标准。
(6)物料入库:检查完毕,要提交《原材料进库验货》交上级处理,并对合格暂收物料进行入库登记。
异常物料特《原材料进库验货》批示后,按批示处理。
4、注意事项(1)要保持物料的整洁。
(2)贵重物品及特殊要求物料要逐一检查。
(3)新的物料需给技术开发部确认。
5、异常处理办法物料在检验过程中发现异常,即时向采购及品管主管反映,录求解决方法,尽快处理。
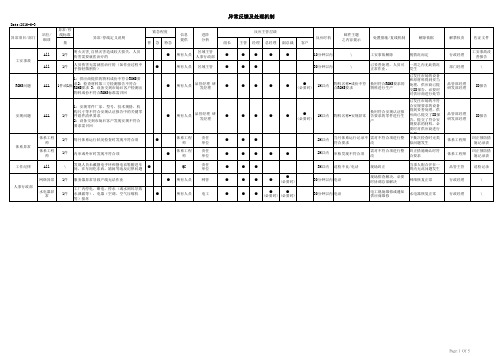
异常反馈及处理机制
水电器恢复正常
解禁权责 佐证文件
行政经理 部门经理
工安事故改 善报告
\
品管部经理 研发部经理
8D报告
品管部经理 研发部经理
8D报告
体系工程师
纠正预防措 施记录表
体系工程师
纠正预防措 施记录表
品管主管 巡检记录
行政经理
\
行政经理
\
Page: 1 Of 5
Date:2016-6-3
异常项目/部门
站位/ 细项
对供应商进行处罚
。 已发往市场的不符
合安规要求的设备
●
● (必要时)
1H以内
换用符合安规认证报 物料名称+安规异常 告要求的零件进行生
产
得到妥善处理,供 应商已提交了8D报 告,提交了符合安
规要求的材料,必
要时对供应商进行
处罚。
2H以内
当月体系运行记录不 需对不符合项进行整
符合要求
改
下批次检查时无类 似问题发生
IQC
SMTQC
品管部
IPQC
FQC OQC 客服
异常/停 线标准
量
异常/停线定义说明
紧急程度 普 急 特急
信息 提供
进阶 分析
1批
供应商来料发生批次性不良且影响我司生 产进度或者产品交期
●
IQC
IQC组长
1批
供应商来料包装破损、部分标识印刷无法 识别
●
IQC
IQC组长
1批 供应商来料短装或者混料
●
所有人员 区域主管
ROHS问题
1:供应商提供的物料成份不符合ROHS要
ALL
1件或1批
求2:检查材料第三方检测报告不符合 ROHS要求 3:设备交到市场后客户检测出
品质异常报告范文下载

品质异常报告范文下载异常报告概述本报告描述了某产品在制造过程中出现的品质异常情况,以及对异常的原因进行分析和解决方案的提出。
通过本报告,我们希望能够识别并解决异常,以确保产品达到高质量标准。
异常描述根据生产线反馈和质量检测数据,我们发现产品在安装的过程中出现了以下品质异常情况:1. 异常现象:部分产品在安装后容易出现漏气现象,导致产品功能缺陷。
2. 异常批次:编号为A202010的产品批次受到异常影响。
3. 异常发生率:品质数据显示,异常发生率为10%。
异常分析经过对异常情况的仔细分析和生产线的跟踪调查,我们发现了以下潜在原因:1. 操作人员技能不足:部分操作人员在产品安装过程中没有掌握正确的安装方法和技巧,导致了安装不牢固。
2. 原材料质量问题:部分原材料存在质量问题,导致产品密封性能不足。
3. 设备故障:设备在使用过程中存在一定的故障率,可能导致产品安装不完全。
解决方案为了解决上述品质异常问题,我们提出了以下解决方案:1. 操作培训:加强操作人员培训,提高其技能水平。
通过培训,使操作人员了解正确的安装方法和技巧,确保安装的稳定性和可靠性。
2. 原材料筛选:加强对原材料的质量把控,与供应商进行深度合作,严格筛选原材料,确保产品的密封性能达到要求。
3. 设备维护:加强对设备的日常维护和检修,定期进行设备巡检,及时发现并处理设备故障,确保设备正常运行。
实施计划为了顺利实施上述解决方案,我们制定了如下实施计划:1. 培训计划:安排产品安装操作人员进行培训,确保他们熟练掌握正确的安装方法和技巧。
培训将在下个月初开始,并持续两周。
2. 原材料抽检:与供应商合作,抽取样本进行原材料质量抽检。
根据抽检结果,及时与供应商沟通和协商,确保原材料的质量稳定。
3. 设备维护计划:制定设备维护计划,明确维护内容和周期,并分配专人负责设备的日常巡检和维护工作。
维护计划将在下个月初生效。
结论通过本报告对品质异常进行了分析和解决方案的提出,我们相信通过培训操作人员、加强原材料把控和设备维护,可以有效解决产品在安装过程中出现的品质异常问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深圳市佑安科技有限公司
供应商改善对策报告 Supplier Corrective Action Report
表格编号:OP-XX-XX-XXX
Section I (问题描述)
SCAR #: _2020012 发放日期: 2020.7.4 要求回复日期 : _ 2020.7.7 _
发 出 人: XXX 供 应 商: _XXX
发生时间:
发生地点:
不良数量:
不良现象:
来料信息: 料号: 批次: 不良率:
(不良图片)
*****************************************************************************************************************************************
Section II 供应商回复:
* 注意: SCAR 发放后必须3个工作日内回复给佑安科技品质部, 否则由此导致产生的本公司所有品质 纠 正 措 施 栏 改 善 对 策 完成日期
根本原因
流出原因
临时对策
长期对策
供应商分析人: XXX 审核人: XXX
*****************************************************************************************************************************************************************************
Section III 佑安科技IQC 跟进异常:
IQC 跟进结果:
有无发现异常 日 期:
2020/XX/XX
供应商对策评估: 是否有效
SCAR 关闭人:
XXX
日 期:
2020/XX/XX。