均匀化温度_热轧道次对3104制罐板化合物形貌的影响_卢敬华
成分,扎制道次及压下量,扎起始及终了温度对微合金控扎钢组织性能的影响

成分,扎制道次及压下量,扎起始及终了温度对微合金控扎钢组织性能的影响摘要:微合金钢的发展微合金化钢是采用现代冶金生产流程生产的高技术钢铁产品,它是过向钢中添加少量微合金化元素(如Nb、V、Ti等),进行合金化,通过高纯洁度的冶炼工艺炼钢,在加工过程中施以控制轧制和控制冷却等新工艺,通过控制钢的晶粒细化和碳氮化物沉淀强化的物理冶金过程,在热轧状态下获得高强度、高韧性、高可焊接性、良好的成型性能等最佳机械性能配合的工程结构材料。
微合金化钢的开拓是钢的微合金化最为突出的技术进展,其原因不仅在于改进工艺、降低成本的需要,主要是大大改善了钢的力学性能和使用工艺特性。
关键词:微合金钢温度元素成分扎制1.1微合金化钢的强化理论通过合金化、塑性变形和热处理等手段提高金属强度的方法称为金属的强化。
强化方法有细晶强化、沉淀强化、固溶强化、形变强化等,对于不同种类的钢,其强化方式各有特点,既可以是单一的强化方式,也可以是复合强化方式。
实际强化过程中,往往是好几种强化机制同时作用。
通常在微合金化钢中添加一些合金化元素的主要强化作用是:①细晶强化,②析出强化。
细晶强化晶粒细化是钢最主要的强化方式之一,同时,它也是钢铁材料大幅度提高韧性的最重要的韧化方式。
1.1.1晶粒细化之所以既能提高钢的强度,又能提高钢的韧性,其原因是:材料的晶粒越细,晶界面积就越大,而晶界两边的晶粒取向完全不同且完全无规则,并且晶界是原子排列相当紊乱的地区。
因此,当塑性形变和微裂纹由一个晶粒穿过晶界进入另一个晶粒时,由于晶界阻力大,穿过晶界就比较困难;另外,穿过晶界后滑移方向和裂纹扩展又需改变。
与晶内的形变及裂纹扩展相比,这种既要穿过晶界而又要改变方向的形变及裂纹扩展将要消耗很大的能量,故晶界的存在将使材料的强度和韧性都得到提高,并且材料的晶粒越细,材料的强度和韧性就越高。
1.1.2晶粒长大是通过晶界迁移来实现的,所以影响晶界迁移的因素都会影响晶粒的长大,了解了这些影响因素后就可以采用合理的工艺使晶粒细化程度达最佳效果,这些因素主要有:1) 温度。
轧钢加热炉温度均匀性和氧化烧损的优化
某钢轧厂 1 7 0 0线现有 2座 空气 、煤 气双蓄热步进 梁式加热炉,分别于 2 0 0 5年 1 2月和 2 0 0 6年 6月投产,用
造成:步进梁式加热炉 的清 渣周期一般为 6个月 ,炉子 生产 4个月 以后,氧化铁皮在均热段积 聚,阻挡 均热段 下加热火焰走 向,造成火焰直接烧到板坯下表面 ;经过 5年多生产 ,水 梁滑块老化 比较严 重, 目前滑块 已经与
各段炉压控制在 1 0~ 2 0 P a 之 间, 因炉头吸冷风对板坯
影响不明显 。在轧机处理事故或换辊 时,加热炉要做保
重,局 部带走热量增加,导致板坯底部产生低温黑 印。
目前通过轧线大修时机,对高温 区所有耐热滑块进行 了 更换 ,经观察板坯底部的低温黑印基本 消除。
温或 降温操作 。当保 温时间超过 3 0 mi n再 出钢 时,由于
加强对烧嘴前手 阀、 各段调节阀、电磁 阀、汽缸等设备维 护;操作人员逐段 、逐个烧嘴进行调节,并做 好详细记
录,特别是对烧嘴前手阀开度 ,当排烟温度达到 1 2 0~
1 5 0℃,在 现场 用记号笔做 好标记 ,以备 以后 再调 节时 参考 。 通过采取上述措施, 蓄热箱排烟温度的波动逐渐变小, 目前有 9 0 %以上 的蓄热箱 排烟温度稳定在 1 2 0~ 1 5 0℃ 之间,从根本上消除了排烟温度低于 1 0 0℃的情况,见
作者简介 : 胡德红 ( 1 9 8 4 一) ,女,本科,工程师,主要从事热处理
工 艺及 产品 研发 工作 .
2 8
案
加 熟
2 0 1 3年 第 4 2卷 第 2期
V O1 . 42 NO. 2 201 3
I NDUSTRI AL HEATI NG
均匀化温度对铸轧3003合金组织及性能的影响
·7·
Copyright©博看网 . All Rights Reserved.
赵斌斌,等:均匀化温度对铸轧 3003 合金组织及性能的影响
组织性能
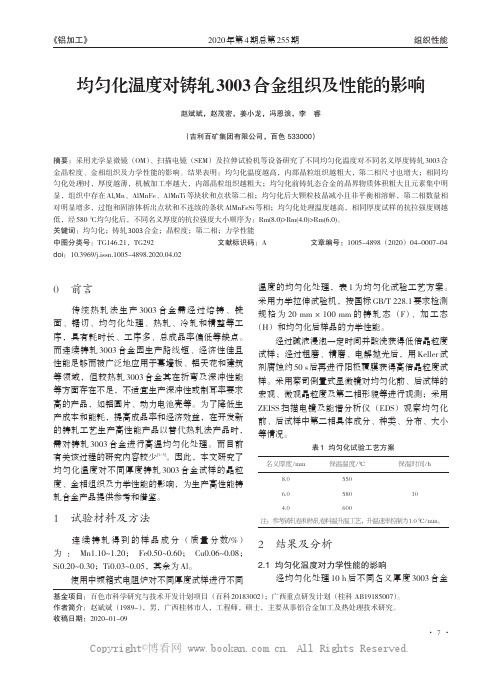
部分试样的力学性能结果如图 1 所示。
220
50
抗?拉?强? ?度 (/MMPPaa) 延 ?伸?率?/ (%%)
200 40
温? ?度/(? ℃)
图 1 不同温度均匀化处理前后试样的力学性能
由图 1 可知,随着总加工率的增加,试样越薄
抗拉强度越大,这是加工硬化使位错密度增大而导
致变形抗力增加的缘故。试样厚度相同时,均匀化
处理温度越高,则抗拉强度越低。均匀化处理温度
相同时,不同厚度下的抗拉强度大小顺序为 Rm
(8.0) >Rm (4.0) >Rm (6.0)。名义厚度 8.0 mm 试
180
抗? 拉? 强? 度?(?8.08).0?
抗? 拉? 强? 度?(?6.06).0?
160
抗? 拉? 强? 度?(?4.04).0?
30
延? 伸? 率?(?8.08).0?
140
延? 伸? 率?(?6.06).0?
延? 伸? 率?(?4.04).0?
20
120
10 100
80
室?50?温0
0 540 550 560 570 580 590 600 610
文献标识码:A
文章编号:1005-4898 (2020) 04-0007-04
doi:10.3969/j.issn.1005-4898.2020.04.02
0 前言
传 统 热 轧 法 生 产 3003 合 金 需 经 过 熔 铸 、 铣 面、锯切、均匀化处理、热轧、冷轧和精整等工 序,具有耗时长、工序多、总成品率偏低等缺点。 而连续铸轧 3003 合金因生产路线短、经济性佳且 性能足够而被广泛地应用于幕墙板、铝天花和建筑 等领域,但较热轧 3003 合金其在折弯及深冲性能 等方面存在不足,不适宜生产深冲性或制耳率要求 高的产品,如铝圆片、动力电池壳等。为了降低生 产成本和能耗,提高成品率和经济效益,在开发新 的铸轧工艺生产高性能产品以替代热轧法产品时, 需对铸轧 3003 合金进行高温均匀化处理。而目前 有关该过程的研究内容较少[1-3]。因此,本文研究了 均匀化温度对不同厚度铸轧 3003 合金试样的晶粒 度、金相组织及力学性能的影响,为生产高性能铸 轧合金产品提供参考和借鉴。
超低温轧制304_奥氏体不锈钢马氏体逆相变及组织表征
精 密 成 形 工 程第15卷 第12期12 JOURNAL OF NETSHAPE FORMING ENGINEERING2023年12月收稿日期:2023-09-19 Received :2023-09-19基金项目:国家自然科学基金(51204050);中央高校基本科研业务费项目(N110407005)Fund :National Natural Science Foundation of China (51204050); Fundamental Research Funds for the Central Universities (N110407005)引文格式:艾峥嵘, 于凯, 吴红艳, 等. 超低温轧制304奥氏体不锈钢马氏体逆相变及组织表征[J]. 精密成形工程, 2023, 15(12): 12--18.AI Zheng-rong, YU Kai, WU Hong-yan, et al. Martensite Reverse Transformation and Microstructure Characterization of 304 Austenite Stainless Steel during Cryogenic Rolling[J]. Journal of Netshape Forming Engineering, 2023, 15(12): 12-18. 超低温轧制304奥氏体不锈钢马氏体逆相变及组织表征艾峥嵘a,b ,于凯c ,吴红艳d*,贾楠a,b(东北大学 a.材料科学与工程学院 b.材料各向异性与织构教育部重点实验室 c.冶金学院d.轧制技术及连轧自动化国家重点实验室,沈阳 110819) 摘要:目的 研究超低温轧制(Cryogenic Rolling ,CR )亚稳态奥氏体不锈钢在不同退火温度下马氏体逆相变、组织演变及力学性能的变化规律。
方法 首先,对实验原料304奥氏体不锈钢进行1 050 ℃保温30 min 的固溶处理;其次,对实验钢进行总压下量为65%的超低温轧制,并在600~750 ℃下进行5 min 退火处理;最后,对退火处理后的实验钢进行组织表征和力学性能测试,研究退火过程中组织演变及力学性能变化规律。
3104合金均匀化过程中金属间化合物的演变_鲁法云
第41卷第1期2016年1月HEAT TREATMENT OF METALSVol.41No.1January 20163104合金均匀化过程中金属间化合物的演变鲁法云1,2,张军利1,2,王昭1,2,赵凤1,2,郭富安1,2(1.山东南山铝业股份有限公司国家铝合金压力加工工程技术研究中心,山东龙口265713;2.北京南山航空材料研究院,北京100048)摘要:利用金相显微镜、扫描电镜等对不同温度、不同时间均匀化的3104合金中化合物的转变情况进行研究。
结果表明,3104合金铸锭组织中的粗大化合物主要为(FeMn )Al 6相,少量为α-Al 12(FeMn )3Si 相,其相对比例<10%。
均匀化过程中(FeMn )Al 6相向α-Al 12(FeMn )3Si 相转变,随温度升高和保温时间延长,α-Al 12(FeMn )3Si 相比例增加,在580和600ħ保温20h 后,α-Al 12(FeMn )3Si 相比例达80%以上。
转变过程中,α-Al 12(FeMn )3Si 相中产生细小密集的铝点,随时间延长铝点合并而变得粗大稀疏。
同时,晶粒内析出Al 12Mn 3Si 弥散相,500ħ均匀化时弥散相尺寸细小密度最大。
随温度升高,弥散相尺寸增大密度减小,580和600ħ保温后弥散相尺寸粗大,分布稀疏。
因此,580和600ħ均匀化可以获得较合理的化合物比例和弥散相分布。
关键词:3104铝合金;均匀化;金属间化合物;弥散相中图分类号:TG146.2;TG156文献标志码:A文章编号:0254-6051(2016)01-0130-06Intermetallic compound evolution of 3104alloy during homogenizationLu Fayun 1,2,Zhang Junli 1,2,Wang Zhao 1,2,Zhao Feng 1,2,Guo Fuan 1,2(1.National Engineering Research Center for Plastic Working of Aluminium Alloys ,Shandong Nanshan AluminiumCo.,Ltd.,Longkou Shandong 265713,China ;2.Beijing Nanshan Institute of Aeronautical Materials ,Beijing 100048,China )Abstract :The intermetallic compound evolution of 3104alloy after homogenization at different temperature and holding time was investigated by means of optical microscope (OM ),scanning electron microscope (SEM ).The results show that ,the coarse intermetallic compound in 3104alloy ingot is mainly (FeMn )Al 6phase and a few α-Al 12(FeMn )3Si phase with relative volume fraction of less than 10%.During homogenization process ,(FeMn )Al 6phase transforms into α-Al 12(FeMn )3Si phase ;as temperature rising and holding time prolonging ,the volume fraction of αphase increases.After homogenized at 580and 600ħfor 20h ,the relative volume fraction of α-Al 12(FeMn )3Si phase can reach above 80%.During the phase transformation ,fine and dense Al spots generate in α-Al 12(FeMn )3Si phase ,and Al spots combine and become coarse and sparse as holding time prolonging.At the mean time ,dispersed phase of α-Al 12(FeMn )3Si precipitates in the grains ,the size of dispersed phase is fine and the density is the highest after homogenization at 500ħ.As temperature rising ,the size of dispersed phase becomes larger and density decreases.After homogenized at 580ħand 600ħ,the dispersed phase becomes coarse and distributes sparsely.Therefore ,homogenization at 580ħand 600ħcan obtain proper intermetallic compound volume fraction and dispersed phase distribution.Key words :3104aluminum alloy ;homogenization ;intermetallic compound ;dispersed phase收稿日期:2015-06-18作者简介:鲁法云(1985—),女,博士,从事铝合金热处理与组织转变研究,联系电话:010-********-891,E-mail :lufayun@nanshan.com.cn doi :10.13251/j.issn.0254-6051.2016.01.027AA3104合金是目前制作铝合金易拉罐罐体的主要材料[1-5]。
升温速率对1933铝合金铸锭均匀化组织的影响
升温速率对1933铝合金铸锭均匀化组织的影响张新明;周新伟;刘胜胆;刘文军【摘要】The effects of heating rate on the homogenization microstructures of 1933 aluminum alloy ingot were investigated by optical microscopy, scanning electron microcopy, energy dispersive spectrometry, transmission electron microcopy and X-ray diffractometry. The results show that the as-cast microstructures involve eutectic(α(Al)+η(MgZn2)),AlZnCu and AlCuFe phases. The lamellar eutectic is dissolved through homogenization, and the particles presented in the alloy ingot are AlZnCu and AlCuFe phases. Compared with the fast-heating rate treatment, the slower apparently leads to a higher density of fine Al3Zr dispersoids, the dimension of the dispersoids decreases from 15 nm to 10 nm, the width of dispersoid-free-zone (DFZ) decreases from 3-5 μm to 0.5 μm, and the number density of Al3Zr particle in the center in the grains increases from 120/μm3 to 400/μm3.%采用光学显微镜、扫描电镜、能谱分析、透射电镜和X线衍射分析等试验手段,研究升温速率对1933铝合金铸锭均匀化显微组织的影响.研究结果表明;合金铸态中主要存在α(Al)+η(MgZn2)非平衡共晶组织、AlZnCu相和AlCuFe相;均匀化处理后共晶组织被消除,η相溶解,合金中残留有AlZnCu相和AlcuFe相;合金经465℃/24 h、升温速率为200℃/h均匀化处理后,晶界附近存在一个明显的无A13Zr粒子析出带(DFZ),宽度为3~5 μm,晶粒中心Al3Zr粒子的密度较小,约为120个/μm3,粒子尺寸较大,半径约为15 nm;均匀化慢速升温(20℃/h)将无弥散析出区(DFZ)的宽度减小到0.5μm,晶内Al3Zr粒子分布更弥散细小,粒子半径为10 nm,粒子密度约为400个/μm3.【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2011(042)004【总页数】7页(P915-921)【关键词】1933铝合金;均匀化;Al3Zr粒子;无弥散析出区(DFZ);升温速率【作者】张新明;周新伟;刘胜胆;刘文军【作者单位】中南大学材料科学与工程学院,湖南长沙,410083;中南大学材料科学与工程学院,湖南长沙,410083;中南大学材料科学与工程学院,湖南长沙,410083;中南大学材料科学与工程学院,湖南长沙,410083【正文语种】中文【中图分类】TG1461933铝合金是俄罗斯研制的一种高强变形铝合金,属于Al-Zn-Mg-Cu系,具有较高的强度、良好的断裂韧性和优异的抗应力腐蚀性能,尤其1933合金板的断裂韧性比同系7050-T74,7175-T73以及7040铝合金的强[1];此外,该合金具有很好的淬透性,适用于制造复杂形状的大型锻件,其在航空工业中的应用可进一步提高飞机构件抗疲劳、耐损伤和抗应力腐蚀的能力[2]。
均匀化退火对铸造高铝青铜的影响
摘要: 利用扫描电镜、 X 射线衍射仪、能谱仪等分析设备 对一种新型 高强度、高耐 磨铸造高 铝青铜在 不同温
度与时间均匀化处理后的显微组织 和力学性能进行了研究分析。研究结果表明, 铸造高 铝青铜经 均匀化退火
可消除铸造偏析, 提高机械性能。在均匀化 退火过程中, 偏析原子通过固溶和形成强化 相来改善 铸造合金的
图 1 铸造试验合金的偏析组织 ( a) 及断口形貌 ( b) F ig. 1 Seg regation m icrostructure and fracture mo rpho logy
( a) Cast seg regation m icro structure; ( b) F rac ture mo rpho logy
2. 2 均匀化退火温度对组织的影响 高铝青铜的均匀化退火处理温度一般比较高,
此时, 原子的活动能力增强, 扩散的速度加快, 偏 析处的原子向其他区域扩散, 晶界上偏聚的溶质原 子向晶粒内部扩散, 固溶在晶体中, 这可消除晶界 偏析; 而晶内偏析处析出了一些强化相, 根据衍射 与能谱分析, 该相为 A l7Cu2F e化合物, 也就是俗 称的 相, 相周围也可保留部分白色区域, 但此 时该区域为 固溶体。基体组织部分为 相, 部 分为具有片层结构的 ( + 2 ) 的共析组织。
高温均匀化对H13钢强韧性的影响
高温均匀化对H13钢强韧性的影响唐文军;吴晓春;闵永安;许珞萍;徐明华;薄鑫涛;王文革;续维【期刊名称】《上海金属》【年(卷),期】2002(024)002【摘要】H13(4Cr5MoSiV1)钢是一种应用广泛的热作模具钢,富含Cr、Mo、V等碳化物形成元素,易形成大量碳化物,一次碳化物和偏析,并因此降低H13钢冲击韧性,采用扩散退火、超细化处理和软化处理手段,能消除一次碳化物,改善偏析,使二次碳化物呈球状均匀分布在铁素体基体上,从而显著提高钢的横向冲击韧性.试验结果表明,H13钢经高温均匀化,退火态横向冲击功超过90J,淬回火态横向冲击功超过20J,其冲击功均较未处理的试样高1倍以上,达到或接近Uddeholm8407s钢的水平(其冲击功分别为78J和23J).【总页数】4页(P14-17)【作者】唐文军;吴晓春;闵永安;许珞萍;徐明华;薄鑫涛;王文革;续维【作者单位】上海大学材料学院,200072;上海大学材料学院,200072;上海大学材料学院,200072;上海大学材料学院,200072;上海五钢集团公司;上海五钢集团公司;上海五钢集团公司;上海五钢集团公司【正文语种】中文【中图分类】TG161【相关文献】1.稀土Y对H13钢表面TiN薄膜高温摩擦磨损性能的影响 [J], 黄瑶;王雷刚;李士战;孙宪萍;安晓超2.均匀化退火和锻造对双相耐磨钢强韧性的影响 [J], 刘兴刚;韩明博;王学鹏;张国志3.高温均匀化对Nb-Ti-Si-Cr基超高温合金组织和成分分布的影响 [J], 郭宝会;郭喜平4.高温均匀化及时效处理对Nb-Ti-Si基超高温合金组织的影响 [J], 郭海生;郭喜平5.回火处理对Cr-W-Mo系改进型H13钢的微观形貌及高温性能的影响 [J], 杨成康;程晓农;蒋沁洋;丁恒楠因版权原因,仅展示原文概要,查看原文内容请购买。
均匀化制度对6082挤压制品组织与性能的影响
0前言6082铝合金属于Al-Mg-Si系铝合金,可通过热处理强化,具有中等强度、焊接性能与耐腐蚀性良好等优点,被广泛应用于交通运输和结构工程上,如起重机、屋顶构架、公交车和船只等[1-4]。
在半连续铸造过程中经常出现合金成分不均匀和粗大脆性相,导致其在形变过程中存在形变不均匀现象,或在粗大相周围形成应力集中,使合金产生裂纹,以致断裂[5-7]。
为获得好的热加工成形性能,合金需进行均匀化处理,使合金成分均匀化,以消除合金铸锭中粗大共晶相和杂质相的不利影响。
在均匀化过程中析出的弥散相在随后的加工或热处理过程中还有抑制再结晶及晶粒长大的作用[8-11]。
均匀化工艺会影响粗大共晶相和杂质相的溶解情况及弥散相的大小与分布情况,进而影响材料的加工组织、析出行为及淬火敏感性[12-14]。
本文主要研究了不同均匀化温度对6082合金组织和性能的影响,讨论不同均匀化温度下合金组织相组成及其变化以及对合金机械性能和电导率的影响。
1试验方法1.1试验方案实验采用半连续铸造法制备ϕ174mm的6082铝合金铸锭,合金化学成分见表1。
采用箱式电阻炉对铸锭进行均匀化热处理,水冷,均匀化工艺见表2。
随炉放置测温仪对料温进行监控,热处理后分别取30mm的试片进行铸态组织分析。
表16082的合金成分(质量分数/%)Si0.8~1.0Fe0.30Cu0.05Mn0.5~0.7Mg0.9~1.0Cr0.05Zn0.05Ti0.05Al余量均匀化热处理后在1800t卧式挤压机上对铸棒进行挤压生产,具体挤压工艺见表3。
对挤制出的6082铝合金型材进行相同的在线淬火和时效处理,时效制度统一为175℃×8h。
对时效后的挤压型材进行组织与性能检测。
表2均匀化退火工艺铸锭编号1#2#3#4#均匀化工艺-490℃×12h525℃×12h560℃×12h表3挤压工艺参数铸锭温度/℃500~525挤压速度/(m⋅min-1)4.0~4.5挤压筒温度/℃460模具温度/℃456淬火方式水冷1.2性能测试使用电子万能试验机进行室温力学性能测试;均匀化制度对6082挤压制品组织与性能的影响孙亮,刘兆伟,董刘颖,王洪卓,谢方亮(辽宁忠旺集团有限公司,辽阳111003)摘要:采用力学性能、电导率测试、金相观察和SEM等测试手段,研究不同均匀化制度对6082铝合金组织及性能的影响。
2024铝合金的均匀化热处理研究

图3 2024铝合金的DSC曲线
2.3均匀化态合金的组织 图4(a)、(b)、(c)、(d)、(e)所示为合金在不
同均匀化温度下进行均匀化处理的金相组织。可 以看出,随均匀化温度的升高,合金组织中的非 平衡低熔点共晶相逐渐溶解,晶界上的残留相由 连续分布转变为不连续分布。经495℃均匀化处理 24h后,合金中的枝晶网络变稀,非溶相和枝晶偏 析基本消除;当均匀化温度进一步升高到505c|C时, 发生轻微过烧;合金经515℃均匀化后,出现晶界 复熔物或三角晶界,合金处于较严重过烧状态。 因此,考虑到T业生产中的各种影响因素(大尺寸 铸锭和炉温波动等),在满足合金性能要求的前提 下,建议合金均匀化温度为490~495。C。
1 实验材料及方法
实验用材料为东北轻合金有限责任公司提供的 2024铝合金铸锭,其主要化学成分(质量分数/%)为 Cu 3.8-4.9,Mg 1.2-1.8,Mn 0.3—0.9,A1余量。铸 锭尺寸为85mmx300mmx200mm。利用线切割将铸 锭切割成15mmxl5mmxlomm(长×宽×高)的小块 试样。小块试样分别在465℃、4800C、495℃、 505℃、515℃下进行均匀化处理,处理时间为24 h。在选定的最佳均匀化温度下分别处理12 h、24 h、48 h和72 h。均匀化处理所用设备为程序控温 SX-4—50箱式电阻炉,温度误差±2℃。采用 POLYVER—MET显微镜观测金相组织,金相试样采 用KeHem试剂腐蚀;Sirion200场发射扫描电镜观 察铸锭枝晶组织、定性观测枝晶网络溶解程度和 残留相的大小、数量和分布特征。采用日本理学G, lnaX 2500X射线衍射仪分析合金中第二相。第二相 组成分析采用Sirion200扫描电镜上配套的EDX设备
共晶相,Cu,Mg和Mn元素在晶内及晶界分布不均匀;经过均匀化处理后,合金组织中的非平衡相逐渐溶解,各组元分布趋
a_相含量对AA3104铝合金热轧组织及退火行为的影响_温庆红

a_相含量对AA3104铝合金热轧组织及退火行为的影响_温庆红0?前言AA3104铝合金属Al-Mn-Mg系合金,其主要成分包括Mn,Mg,Fe,Si,Cu等,由于其强度高、耐蚀性好,具有良好的深冲和变薄拉深性能,是制作饮料罐体的理想材料。
合金主要含有两种粗大的金属间化合物,分别为铸造状态下形成的β相-Al 6(Fe,Mn)及在均匀化处理过程中通过β相转化而来的α- Al 12(Fe,Mn)3Si 相[1、2]。
α相在深冲时对罐体和模具起润滑作用,减少罐体和模具间的摩擦,从而有效提高罐体表面光洁度;β相是Fe与MnAl 6形成的硬而脆的粗大化合物,呈大片分布在组织中,降低了合金的强度与塑形[3]。
深冲过程AA3104罐料板所含的粗大化合物一方面能够防止减薄深冲面与工具表面的热黏着,其存在是必要的;但另一方面,粗大的β相-Al 6(Fe,Mn)在减薄深冲过程中容易成为破裂的起点,形成针孔等缺陷,因此,必须要控制第二相粒子的组成,尽可能将β相转化为α相。
另外,由于第二相粒子容易在化合物周围造成局部应力集中,在罐料厚度的不断减薄过程中导致断罐和漏罐[4],破坏产品性能,因此控制第二相形状和分布也是非常重要的,应使长针状、骨骼状、片状的第二相粒子棱角钝化、球化、圆整化,并弥散分布。
而目前对于第二相组成及形态(大小、分布)的控制主要通过熔铸后的均匀化处理过程进行。
作为多晶体材料,经大变形轧制及再结晶处理,AA3104罐料板成品组织中会存在不同的织构,作者简介:温庆红(1972-),女,重庆人,高级工程师。
收稿日期:2014-01-20α相含量对AA3104铝合金热轧组织及退火行为的影响温庆红,王剑(西南铝业(集团)有限责任公司技术中心,重庆九龙坡401326)摘要:通过对AA3104铝合金均匀化时间的控制,获得α相含量分别为18%和68%的初始材料,并对其进行轧制温度约为480 ℃~420 ℃、形变量为95%的热轧形变。
中北大学优秀毕业论文均匀化热处理对AZ80镁合金微观组织演化影响研究精品PPT课件
实验设备
• 本实验采用Gleeble-1500热模拟试验机上进行压缩实验
Gleeble 1500热模拟试验机的主要技术参数如下: 加热速度:最大速度 10000℃/秒(φ6mm普碳钢长试 件) 最小速度 保持温度恒定冷却速度: 140℃/秒 (1000℃、φ6mm普碳钢长试件)78℃/秒 (800500℃、φ6mm普碳钢长试件) 急冷速度 10000℃/秒 (φ6mm普碳钢长试件) 最大载荷:±8165公斤 (静载)、 ±5443公斤 (动载) 最大位移:101毫米 加载速度: 最大 10000公斤/秒、最小 0.001公斤/ 秒 位移速度: 最大 1200毫米/秒、 最小 0.000017毫 米/秒
成功的基础在于好的学习习惯
The foundation of success lies in good habits
15
谢谢大家
荣幸这一路,与你同行
It'S An Honor To Walk With You All The Way
讲师:XXXXXX XX年XX月XX日
0.7
0.9
-25
-20
-15
-10
-5
-0.2
-0.4
-0.6
-0.8
-1.0
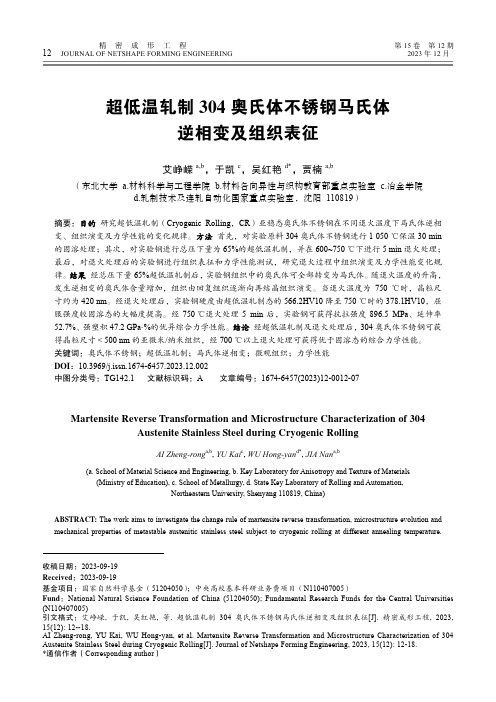
Strain
(a)
0
0.0
-0.2
-0.4
-0.6
Strain
(b)
图3.2不同状态下AZ80镁合金试样压缩时的应力-应变曲线:(a)铸态;(b)均匀化态
0.1 0.3 0.5 0.7 0.9
均衡凝固技术及其应用
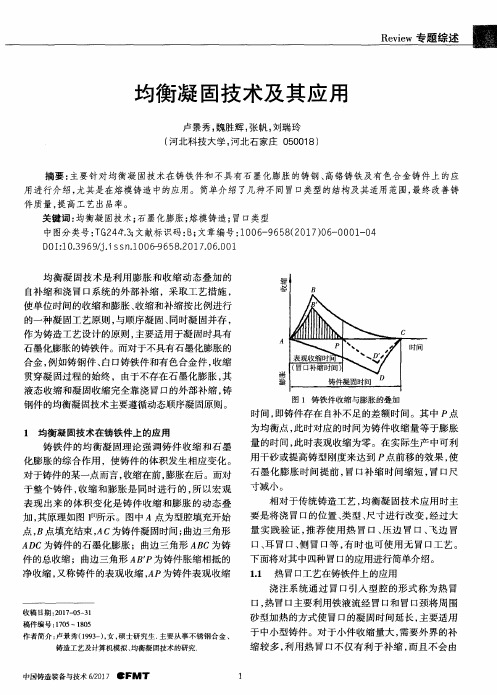
关键词 : 均衡凝 固技术; 石墨化膨胀; 熔模铸造 ; 冒口 类型 中图分类号: T G 2 4 4 + . 3 ; 文献标识码: B ; 文章编号: l 0 0 6 — 9 6 5 8 ( 2 0 1 7 ) 0 6 - 0 0 0 1 - 0 4
相对于传统铸造工艺 , 均衡凝 固技术应用时主 要 是 将 浇 冒 口的 位置 、 类型 、 尺 寸 进行 改 变 , 经 过 大
量实践验证 , 推荐使用热 冒口、 压 边 冒 口、 飞 边 冒
口、 耳 冒口、 侧 冒 口等 , 有时也可使用无 冒口工艺 。 下面将对其 中四种 冒口的应用进行简单介绍 。
用, 实 践证 明 , 耳 冒 口工 艺 的使 用 将 铸 件 的 工 艺 出 品率 提高 1 5 %左右 。 1 . 4 无 冒 口工艺 在铸 铁 件上 的应 用
类铸件 , 通常是侧 向引入 内浇道 , 在浇道处设置 冒 口, 铁液凝 固收缩液面下降 , 铁液就会从 冒 口处
D O I : 1 0 . 3 9 6 9 / j . 1 S S r 1 . 1 0 0 6 - 9 6 5 8 . 2 0 l 7 . 0 6 。 0 0 1
均 衡 凝 固技 术 是 利 用 膨 系统 的外部 补 缩 ,采 取 工 艺措 施 ,
1 . 1 热 冒 口工艺 在铸 铁件 上 的应用
净收缩 , 又称铸件 的表观收缩 , A P为铸件表观收缩
浇注系统通过 冒口引人 型腔的形式称为热 冒
收稿 日期 : 2 0 1 7 — 0 5 — 3 1 稿 件编号 : 1 7 0 5~1 8 0 5
口, 热冒口主要利用铁液流经冒口和冒 口颈将周 围 砂型加热 的方式使 冒口的凝固时间延长 , 主要适用 于中小型铸件。对于小件收缩量大 , 需要外界 的补 缩较多 , 利用热 冒口不仅有利 于补缩 , 而且不会 由
低碳铝镇静钢热镀锌板抗时效性能优化研究
A b s t r a c t T o i mp r o v e a g i n g r e s i s t a n c e o f h o t — d i p g a l v a n i z e d l o w c a r b o n lu a mi n u m k i l l e d s t e e l s h e e t ,
低碳 铝镇 静钢 热镀 锌 板 抗 时效 性 能优 化研 究
胡燕慧 滕华湘 孔凡庆 李
摘 要
洁 尉
冬 商
婷
( 首钢技术研 究) ( 北京科技 大学) ( 北京首钢冷轧薄板有限公 司)
为提高低碳铝镇静钢热镀锌板 的抗时效性能 ,研究 了碳含量 和卷取温度对 热镀锌板 抗时效 性能 的 影响 ,并从热轧板碳化物的分布角 度分析 了产生 影响的原 因。结果表 明 ,当碳 含量 为 0 . 0 3 %~0 . 0 6 % 时, 碳含量越高 ,热轧板碳化物数量越多 ,碳化物之间的距离越 短 ,热镀锌板 抗时效 性能越 差 ;对于碳含 量约 为0 . 0 3 % 的铝镇静钢 ,当卷取温度为 6 2 0— 7 1 0℃ 时 ,随着 卷取 温度 的提高 ,热轧板碳 化物尺 寸增大 ,热 镀锌板抗时效性能提高 。当卷取温度提高到 7 3 0 o C 时,铁 素体 晶粒 尺寸急剧 增大 ,碳 化物析 出难度增 加 , 热镀锌板抗时效性能降低 。适当降低碳含量和适当提高卷取温 度可有效 提高低碳铝镇 静钢热镀 锌板抗 时效
均匀化热处理对Al-Mg-Sc铝合金铸锭微观组织和性能的影响

0 前 言
A 1 一 M g — S c 合金是在铝镁合金的基础上,通过适 量添加s c 、z 等 元素 , 形成A l ( s c , z r ) 相的弥散强化 作用 ,提高合金的强度 ,达到与A l — c u 系合金相 当 的强度水平,而耐蚀性远远高于A l — c u 系合金 ,且
能 使 p— A I , Mg 相来 不 及 扩散 回溶 而使 合 金 发 生 过
烧。
退 火 时间/ h
图6 铸锭 中间部位样 品4 7 0  ̄ C温 度退 火过程中硬度变化
试 验结果表明 ,合金的开始熔 化温度大约在 5 5 8 o C ,开始结晶温度 为6 2 7 ℃ ,预测该合金 的均 匀化温度约在4 7 0 %左右 。由于合金 中 1 3 一 A 1 , M g
S E T S Y S E v o l u t i o n l 8综合热分析仪对合金进行热分
Байду номын сангаас
作者简介 :陈琳 ( 1 9 6 2 - ) , 男, 重庆长寿人 , 轧钢专业 , 工程师。
收稿 日期 :2 0 1 3 — 1 2 — 1 6
陈琳 。等 :均匀化热处理对A I — Mg — S c  ̄ C B 合金铸锭微观组织和性能 的影响
D S C 差 热试 验 采 用 法 国S E T AR A M公 司生 产 的
织的连续铸锭坯[ 2 】 。在A 1 一 M g — S e 合金半连续激冷铸
造 时 ,添 加 的s c 和z r 有约2 % 3 %作 为 晶种 细化 铸 锭 晶粒 ,其 他 9 5 % ~9 7 %的S c 和z r 存在 于 过饱 和 固 溶 体 中 ,其铸 锭 组 织 一 般 为 细 小 等 轴 晶 ,不 存 在 枝 晶 偏 析 。含 钪 的铝 基 过 饱 和 固溶 体 的 分解 速 度
均匀化工艺对5182铝合金铸锭组织的影响
时均匀化工艺。
关键词: 均匀化; 铝合金; 显微组织; 金属间化合物
中图分类号: TG146. 2
文献标志码: A
文章编号: 1009-6264( 2015) 增刊Ⅰ-0101-06
Effect of different homogenization processes on microstructure of
B 77. 92 15. 69 2. 95 3. 44 - 100. 00 α-Al12( FeMn) 3Si[7]
C 14. 91 -
- 37. 05 48. 04 100. 00
Mg2Si[10-11]
D 72. 43 -
-
- 27. 57 100. 00
Al2Mg3[11]
2. 2 非平衡共晶相回溶 图 2 为铸态、460 ℃ /24 h 和 520 ℃ /2 h 均匀化
( 1. 山东南山铝业股份有限公司国家铝合金压力加工工程技术研究中心,山东 龙口 265713; 2. 北京南山航空材料研究院,北京 100048)
摘 要: 采用差示扫描量热仪、光学显微镜、扫描电镜等测试分析手段,研究了高温短时( 520 ℃ /2 h) 和低温长时( 460 ℃ /24 h)
两种均匀化工艺对 5182 合金铸锭显微组织的影响。结果表明,高温短时均匀化热处理后,非平衡 Mg2 Si 共晶相发生回溶、变薄, 利于破碎; 金属间化合物的形貌易于破碎; 析出相的形貌、尺寸、数量和分布有利于再结晶过程的进行,其均匀化效果优于低温长
表 1 EDS 分析各相的组成( 原子分数,%) Table 1 Composition analysis of each phase by EDS ( at%)
Mark Al Fe Mn Si Mg Total
均匀化方式对Al-Zn-Sn系合金电化学性能的影响

均匀化方式对Al-Zn-Sn系合金电化学性能的影响王国伟;文九巴;马景灵;贺俊光;史志红【摘要】研究了不同均匀化冷却方式对Al-Zn-Sn-Ga-Bi牺牲阳极合金的影响.结果表明,热处理后合金的电流效率均在95%以上,工作电位负移且平稳;退火态阳极合金的电流效率稍高,但溶解形貌较差,淬火态试样工作电位更负,溶解形貌均匀,显示出更好的综合电化学性能.热处理过程中活化元素的存在状态发生改变,导致活化过程主导因素的不同,最终引起溶解形貌的差异.【期刊名称】《腐蚀与防护》【年(卷),期】2010(031)008【总页数】4页(P611-614)【关键词】铝基牺牲阳极;电化学性能;溶解形貌;第二相;溶解-再沉积【作者】王国伟;文九巴;马景灵;贺俊光;史志红【作者单位】河南科技大学材料科学与工程学院,洛阳,471003;河南科技大学材料科学与工程学院,洛阳,471003;河南省有色金属材料科学与加工技术重点实验室,洛阳,471003;河南科技大学材料科学与工程学院,洛阳,471003;河南科技大学材料科学与工程学院,洛阳,471003;河南科技大学材料科学与工程学院,洛阳,471003【正文语种】中文【中图分类】TG174.3+6;TG166.31.1 试样的制备本试验用阳极材料为Al-Zn-Sn-Ga-Bi五元合金,Al纯度99.95%,其余组元纯度均为化学纯级。
使用中频感应熔炼炉氩气保护熔炼获得铸态试样。
采用SX-4-10型箱式电阻炉(控温精度±5℃)对铸态合金进行480℃保温4 h均匀化加热,分别进行炉冷退火和固溶水淬处理,获得淬火激冷和退火缓冷试样。
按照国标GB/T 17848-1999要求加工成<16 mm×28 mm规格,一端钻孔引出导线。
将铸态、退火态和固溶态试样分别编为1#、2#、3#。
1.2 电化学性能测试采用恒电流法测试阳极合金的电流效率,电流密度为1 mA/cm2。
9SiCr钢球化退火组织的高、低级别特征鉴定
3 结 论
() 2 r3不 锈钢 的轧制 变 形抗 力 大 、导热 性差 , 1 C1 其 冷轧 ( ) 缝管 的生产 难 度 比较 大 ,通 过 合理 的再 拔 无 结 晶退 火 工艺 ,在保 证 使 2 r3不 锈钢 管 不 开裂 的 前 C1 提下 ,最优 化 了冷 轧 ( ) 次 ,同时 一定 程 度上 解 决 拔 道 了酸洗效 果不 好 的 问题 。
艺 ,解 决 了钢 管表 面经 酸 洗后 仍 有 氧 化皮 残 留及 过 酸 洗 问 题 。 由 于 酸 洗 和 涂 抹 润 滑 剂 操 作 主 要 由手 _ 完 r = 成 ,因此 操 作人 员 的技 能 和 负 责任 的 程度 直 接影 响 酸
酸洗 、润 滑一 2 mm×35 m 管 成 品一 退 火 、矫 直 、 6 . a r
传 导慢 ,在 拔制 变 形 区产 生大 量 的热 传 导 不 出去 ,导
致 变形 区温 度很 高 ,破 坏 了润 滑 薄膜 ,从 而 出现 划 痕 现 象 。通过 摸索 轧 ( ) 形量 、 制 速度 , 采用 8 % 拔 变 拔 经 7 的石 灰 与 1%的_ 业 脂 3号 作 为润 滑剂 ,在外 表 面涂 3 T 二 刷 均匀 后 ,经 2 0~3 0C 烤 干 燥 ,然 后 带 温 拔 制 , 0 0  ̄烘 很 少 出现 划 痕 。经 多 次 试 验后 ,最 后 确 定 的工 艺 是 : 电 弧 炉 冶 炼 一 浇 注 6 0 g钢 锭 一 轧 制 lO 5k O mm 圆
31 加 热温度 和保 温时 间对球 化组 织形态 的影 响 .
考 虑 9 ir 各 相 变 临 界 点 为 :A I 7 0C, SC 钢 C = 7 ̄ Am7o c 8 0C,A l 3 ,为 了得 到欠 热 的低级组 织形 r =7 0
均匀化退火的目的与工艺
职业教育材料成型与控制技术专业教学资源库金属材料与热处理课程均匀化退火目的与工艺主讲教师:雷伟斌西安航空职业技术学院均匀化退火目的与工艺一、偏析的形成及其有害影响在铸锭、铸件结晶过程中将形成某些缺陷,例如偏析是钢液选择性结晶及与铸件冷却条件有关的冶金缺陷。
它主要表现为化学成分的不均匀性以及非金属夹杂物的不均匀分布。
此外,在偏析区还形成大量显微的及宏观的气泡、气孔。
在化学成分的偏析中又可分为枝晶偏析及区域偏析,后者对造成缺陷的影响更大。
在偏析中,碳的偏析具有最重要的意义,因为它直接涉及到钢的热处理及其机械性能。
国外根据152种碳钢及合金钢的偏析资料,用统计分析的方法分析了化学成分,铸锭尺寸对碳区域偏析的影响。
碳的偏析率用CC ∆表示: %100min max ⨯-=∆PC C C C C 所测钢锭尺寸为直径0.6~2.25 m ,重3.5~190吨,高径比H/D =1.05~3.2,含碳为0.1~0.54 %的碱性平炉或碱性电炉钢铸锭。
式中,C max 锭身轴线上最大含碳量(%);C min 锭身轴线上最小含碳量(%);C P 盛钢桶钢液的平均含碳量(%)。
研究表明,钢锭中碳的偏析与钢锭尺寸之间呈直线比例增长,钢锭直径愈大,碳偏析率愈高。
在钢锭轴线上某处的含碳量等于其平均含碳量时,该处称为零偏析。
零偏析一般出现在锭高30%处,但有时也可低到15%,高到75%。
合金元素对碳的偏析率影响程度不同,其中硫、磷、硅显著提高碳的偏析率,钼、钒则降低碳的偏析率,这些影响可定量地表示为:%V 2.38%Mo 2.9%P 2.235%S 8.805%Si 9.2831.481.21--++++=⋅∆DH D C C 式中,D 钢锭直径;H 钢锭高度。
因此,为使钢中的碳的偏析减少,必须尽量降低钢中硫、磷的含量。
钢中合金元素本身可能产生的偏析倍数为:镍1.1~1.4,铜1.3~1.7,铬1.2~1.6,锰1.2~2.0,钼2~7,磷4~10,硫4~10,砷18。
NOVOLEN气相聚丙烯工艺中对产品等规度影响因素的浅析
摘要:本文主要介绍了NOVOLEN气相聚丙烯工艺对产品等规度及稳定性控制进行了充分的阐述。
关键词:聚丙烯立构性稳定性神华宁煤煤基烯烃项目采用了NOVOLEN气相工艺,于2011年两条生产线全部投料试车。
反应器和挤压机均能正常运行,但由于各种原因,生产出大量的不合格产品。
现对NOVOLEN气相聚丙烯工艺中对产品等规度的影响因素作出浅析。
1聚丙烯产品结构介绍1.1按单体类型可分为:1.1.1均聚物聚合物链只包含丙烯单元;1.1.2无规共聚物聚合物链由丙烯单元以及无规分布的共聚单体单元组成(共聚单体:C2,C4);1.1.3抗冲共聚物(多相共聚物)由一个均聚物矩阵和分散的乙烯-丙烯橡胶粒子组成的多相共聚物;1.1.4抗冲无规共聚物(无规异相共聚物)由一个无规共聚物矩阵和分散的乙烯-丙烯橡胶颗粒组成的多相共聚物。
1.2按立构性可分为:1.2.1等规聚丙烯单体单元的有规则排列;1.2.2无规聚丙烯单体单元无规定的排列顺序;1.2.3间规聚丙烯单体单元交替排列。
2产品等规度的影响因素聚丙烯的等规度是等规聚丙烯在整个聚丙烯中的含量,通常用质量分数来表示。
当单体以有规立构的顺序排列时,聚合物的结晶度就高。
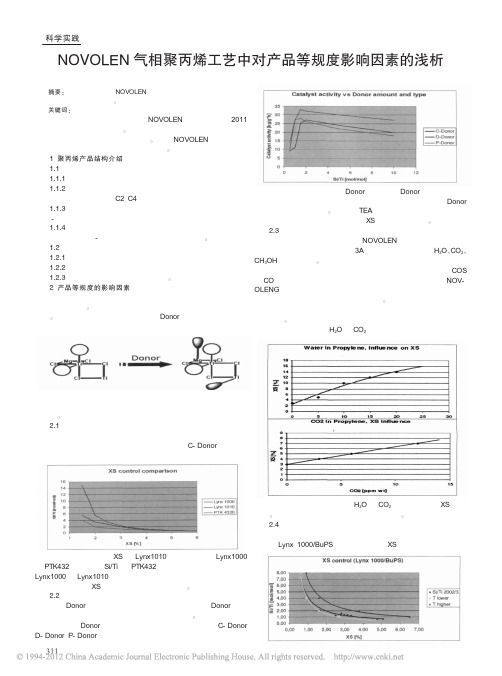
等规排列的定向原理为给电子体Donor通过修改催化剂的活性中心使其能产生立构规整聚合作用:在一定范围内,结晶度高,树脂拉伸屈服强度高,硬度大,而冲击强度尤其是低温冲击强度低,一般情况下,要求聚丙烯的等规度高一些为好。
影响产品等规度的因素主要有以下几方面:2.1催化剂的影响催化剂是影响产品等规度的首要因素不同催化剂类型对等规度的影响(如下图C-Donor,持续操作):由图可知,在相同高XS下,Lynx1010用量显著下降,Lynx1000和PTK432次之,同Si/Ti下,PTK432催化反应下的等规度最高,Lynx1000和Lynx1010次之,说明不同类型催化剂对直接影响产品等规度,并且在高XS下,催化剂的差别更加显著。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
均匀化温度、热轧道次对3104制罐板化合物形貌的影响卢敬华(西南铝业(集团)有限责任公司技术质量部,重庆 九龙坡区 401326)摘要:研究了均匀化温度、热轧道次改变对3104制罐板化合物形态的影响。
试验结果表明,3104制罐板铸锭580 ℃,15h均匀化热轧三道次工艺生产的成品板化合物破碎更充分,分布均匀、弥散。
关键词:均匀化退火;热轧道次;化合物形貌Effect of Homogenization Temperature and Hot Rolling Pass on Morphology ofCompound in3104SheetLU Jing-hua(Technology and Quality Department,SW A,Jiulongpo,C hongqing 401326 China)Abstract:The effect of homo genization tempe ratur e and hot ro lling pass change o n the co mpo und mo r pho log y o f 3104sh eet used fo r can was studied.The r esult sho w s tha t the compound in finish ed sheet made by3104allo y can stock homo g enized at580℃for15h a nd hot rolled in3-pass w er e fully bro ken,ev enly distributed a nd disper sed.Key words:ho mog enizing annealing;ho t ro lling pass;co mpound mo rpholog y前言3104H19是衡量铝加工行业加工工艺水平的代表性产品,质量要求高。
化合物形态是影响3104制罐板质量的一个重要因素,在变薄拉伸过程中,粗大化合物质点在基体中造成局部应力不均而导致罐体针孔缺陷或开裂。
随着罐体料的进一步减薄,这一问题就会更加突出。
在现行熔炼铸造工艺条件下,影响3104合金罐料化合物尺寸和形状的因素主收稿日期:2003—11—06作者简介:卢敬华(1951—),男,重庆市中区人,压力加工,高级工程师。
要有均匀化处理工艺和热轧工艺两个方面。
本文针对这两个方面开展了试验工作,在试验基础上确定了单级均匀化和热精轧三道次方案,并投入批量试生产。
跟踪检测现行工艺和试验工艺条件下化合物形貌变化情况,取得了相应的试验结果:采用580℃,15h均匀化热轧三道次方案生产的成品板化合物破碎更充分,分布均匀、弥散,为3104合金罐料进一步减薄奠定了一定的试验基础。
1 小试验方案3014制罐板生产工艺流程:熔铸→均匀化→热粗轧→热精轧→预退火→冷轧→成品。
·25·1.1 对3014合金铸锭分别进行540℃、560℃、580℃、600℃均匀化,保温4小时后出炉空冷,热处理过程在马氟炉里进行,升温方式采用随炉升温。
1.2 铸锭加热温度控制在480±10℃,到温后必保温2h 开始出炉轧制,热粗轧至18mm 后,分别采用三道次或五道次精轧,然后预退火,冷轧至成品。
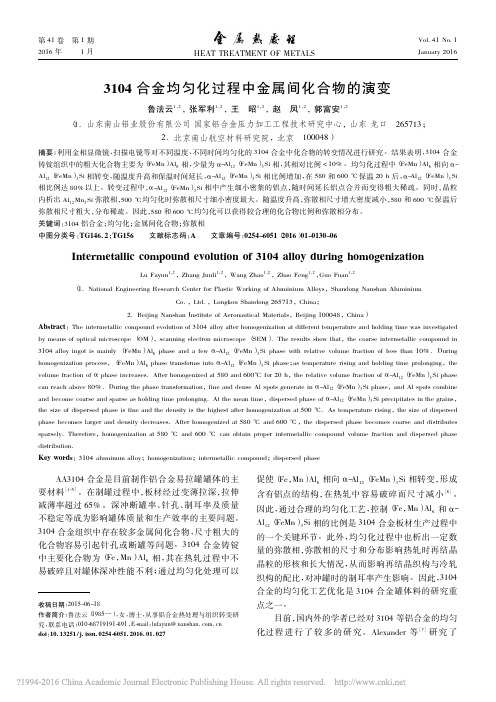
2 试验结果2.1 不同均匀化温度对化合物形貌的影响图1 不同均匀化温度的合金金相组织表13104合金铸锭化合物大小比较温度℃体积分数/%平均直径/μm <10μm 粒子百分比/%10~20μm 粒子百分比/%>20μm 粒子百分比/%540 3.19 5.9980155560 3.26 5.3982153580 2.23 4.23881026002.294.209091表23104合金铸锭化合物形状因子参数SF 比较温度/℃条状 /%粒状 /%球状 /%备注5401344435601243455809434860084052SF=0.1~0.3形状为条状SF =0.3~0.6形状为粒状SF =0.6~ 1.0形状为球状 未均匀化处理的试样,枝晶网络连续,第二相化合物呈长针状、片状和骨骼状。
均匀化处理后的试样,枝晶网络随着温度的升高,渐渐变得不连续,化合物发生球化,出现弥散的二次析出相,网络由厚变薄,无析出带越明显。
540℃/4h 均匀化处理后,枝晶网络连续,有大部分化合物呈长针状、骨骼状,有轻微的无析出带(见图1a )。
560℃/4h 时,部分针状化合物熔断,棱角逐渐钝化,成块状分布,无析·26·出带稍明显(见图1b )。
580℃/4h 时,化合物棱角钝化程度更大,大部分形状呈粒状,枝晶网络不连续,网络减薄,无析出带较明显(见图1c)。
600℃/4h 时,枝晶网络更薄,更加不连续,无析出带更明显。
在定量分析结果中(见表1、表2),铸锭最大尺寸化合物所占百分比和合金组织形状因子参数SF可看出这种变化趋势:随着温度的升高,化合物棱角钝化程度越大,条状形状因子参数所占百分比降低,球化程度越好。
综合以上分析,在580℃/4h 均热效果最佳。
2.2 不同热精轧道次对化合物形貌的影响(见图2)表33104合金热轧板化合物大小比较批次体积分数/%平均直径/μm <5μm 粒子百分比/%5~15μm 粒子百分比/%>15μm 粒子百分比/%热轧三道次 2.64 4.4158393热轧五道次2.214.5963307图2 不同热轧道次的合金金相组织表43104合金热轧板化合物形状因子参数SF 比较批次0.1~0.3/%0.3~0.6/%0.6~1/%备注热轧三道次无2278热轧五道次22276SF =0.1~0.3形状为条状SF=0.3~0.6形状为粒状SF =0.6~1形状为球状 由显微组织和定量分析结果(见表3、表4)可知,热轧三道次样化合物被强烈破碎,分布较均匀、弥散,最大尺寸化合物所占比例低,球化程度基本相当。
3 试验结果分析铸锭均匀化对制罐成品板的化合物形态影响是显著的。
由于铸造组织是带心的树枝状组织,其溶质含量从中心向边部逐渐增大,而第二相质点呈共晶分布于枝晶间。
由于第二相质点晶间和枝晶网络的塑性降低,所以铸造组织的可加工性较差。
通过均匀化处理,可提高铸造组织的可加工性。
均匀化是一个溶入和析出同时存在的过程,加热时,溶质溶入固溶体中,并且由于温度高,合金元素有足够的扩散能力进行充分的扩散,部分枝晶网络熔断,合金元素在固溶体内均匀分布,再通过缓慢冷却使固溶体的合金元素或化合物沿原枝晶界或在晶内重新析出,尽可能降低固溶度,提高塑性,同时减少Fe 、Si 元素的有害作用。
3014制罐板铸锭采用580℃/15h 高温均匀化,保温时间长,有利于含M n 的过饱和固溶体充分分解(见图1),在一定程度上改善了含M n 的一次晶化合物形态。
热轧坯料的组织遗传性极强,对成品板化合物形态影响很大。
在热加工变形过程中,一次晶化合·27·物被强烈破碎。
3104铝合金半连续铸造时会形成硬脆且粗大的一次晶金属间化合物,如M nAl 6、(FeM n)Al 6以及α-Al(M nFe)Si 相等。
后续的热、冷加工均能促使化合物破碎。
室温时含锰相的维氏硬度约为HV 5400~5600,而高于700K 时,其硬度急剧下降,压力加工时易破碎。
因此,热加工对化合物的破碎比较明显。
而冷加工破碎的化合物形态不规则,边缘平直不圆滑,并且当冷变形达到一定程度之后,变形量就对化合物尺寸的改变几乎无影响。
因此通过热轧工艺的调整能够更有效地控制化合物的尺寸。
同时,冷加工基本不影响含M n 相析出。
如果这些一次晶金属间化合物大小、形态未能得到有效控制,将会导致罐体开裂、针孔等缺陷。
利用金相显微镜观察显微组织(见图2):铸态晶粒和枝晶网残留物被压碎,晶粒沿压延方向延伸,化合物成行排列起来,具有明显的方向性。
由定量分析结果(见表3、表4)热轧三道次样大块长条状化合物所占百分比较低,进一步说明了在总变形不变的情况下,增加道次压下量、强变形,有利于化合物的破碎和后期加工。
4 大生产应用结果4.1 生产工艺通过上述研究,确定了制罐板生产试制工艺580℃,15h 均匀化退火处理的铸锭热精轧三道次,将此工艺用于大生产进行了验证。
与原有工艺590℃,9h+475℃,15h 均匀化退火处理的铸锭热精轧五道次,热变形率≥80%进行对比试验。
上述两种工艺的热轧板预退火后,冷轧到H19状态。
4.2 大生产应用结果图3 两种工艺制度下成品板的金相组织表53014合金成品板化合物大小比较批次体积分数/%平均直径/μm <2μm 粒子百分比/%2~7μm 粒子百分比/%>7μm 粒子百分比/%热轧三道次 1.64 3.23434413热轧五道次1.783.28463618表63104合金热轧板化合物形状因子参数SF 比较批次条状 /%粒状 /%球状 /%备注热轧三道次无2872热轧五道次无1783SF =0.1~0.3形状为条状SF=0.3~0.6形状为粒状SF=0.6~ 1.0形状为球状 从表5、表6、表7和图4可知,热轧三道次成品板化合物分布均匀、弥散,与五道次成品板相比其力学性能值除屈服强度、抗拉强度高5~10M Pa 外,延伸率、制耳率接近。
(下转第31页)·28·模的扩展面积约为中心面积的2倍。
图2所示面积的挤压比为3∶3。
图3 通过面积“A ”的体积边界和抛物表面可求出流速4 分流模出口尺寸的确定入口模孔尺寸确定后,出口模孔尺寸就相对比较简单。
扩展角可根据板宽及展模的厚度确定,也可用金属的自然流动角30°,本文例为34.5°。
为防宽板模侧壁的摩擦应力以及挤压力角度传递过程中的内阻损失,宽展模的出口宽度一般可大于板宽30~50mm ,本例宽展量ΔB =800-550=250,宽展率δB =(B 2-B 1)/BI ×100%=250/550×100%=45%。
达到较高水平。
中间矩形孔膛的过度方式可用:①与垂面成15°的最小挤压力斜面;②垂直面;③15°斜面与垂直面的组合形式,定径带长度按一般规律设定。
5 结论(1)挤压板材的纵向力学强度比轧制板材一般高15%左右。
(2)保留挤压效应的技术关键是保留沿〈111〉取向的变形织构,并防止在以后的热处理过程中发生再结晶。
(3)板材宽展挤压时分流孔的扩展面积一般为中心矩形面积的4倍左右,即单边扩展孔的面积为中间矩形孔的2倍左右。
参考文献[1]余东梅译.挤压模具的C AD /CAM 系统.铝合金挤压模具及工艺,2000:12(上接第28页) 表73104合金成品板力学性能结果批 次屈服强度/M Pa 抗拉强度/M Pa 延伸率/%制耳率/%热轧三道次285~290325~330 4.53.4热轧五道次2853204.03.7 按三道次工艺生产100吨0.30m m 罐料发往用户试用,针孔罐率低于2/百万,而原有工艺生产的0.30m m 罐料针孔罐率为7/百万。