高性能 高品质 高速度——意大利泰克莫HPT系列高精细等离子切割枪
trulaser cell 7040技术指标 -回复
trulaser cell 7040技术指标-回复TruLaser Cell 7040 是一种先进的激光切割机器人,它具有出色的性能和创新的技术特点。
本文将逐步解释TruLaser Cell 7040 的技术指标,并介绍其在工业领域的应用。
第一步我们将介绍TruLaser Cell 7040 的激光切割技术。
TruLaser Cell 7040采用了高精度激光切割技术,可以快速、准确地切割各种材料,包括金属板材和管道。
激光切割技术可以提供高质量的切割边缘,减少材料浪费,并且可以实现复杂的切割形状。
接下来我们将探讨TruLaser Cell 7040 的激光功率和切割速度。
TruLaser Cell 7040 搭载了高功率激光器,可以提供高达6000瓦特的激光功率。
这种高功率的激光器可以实现更快的切割速度,提高生产效率。
此外,TruLaser Cell 7040 还具有自适应切割技术,可以根据不同材料的特点自动调整激光功率和切割速度,从而实现更高的切割精度和更少的材料消耗。
第三步我们将讨论TruLaser Cell 7040 的切割范围和工作区域。
TruLaser Cell 7040 可以处理最大工件尺寸为4000毫米x 2000毫米x 25毫米的工件。
此外,TruLaser Cell 7040 还具有多种工具和附件,可以切割不同形状和尺寸的工件,提高其切割灵活性和应用领域。
接下来我们将详细介绍TruLaser Cell 7040 的自动化和智能化功能。
TruLaser Cell 7040 是一台全自动的切割系统,配备了先进的机器人技术和自动换刀系统。
这些功能可以大大简化操作流程,提高生产效率。
此外,TruLaser Cell 7040 还具有智能化的切割路径规划和实时监控功能,可以最大程度地减少切割误差,并确保稳定的生产质量。
最后我们将探索TruLaser Cell 7040 在工业领域的应用。
德国普斯玛等离子
德国普斯玛等离子
德国普斯玛等离子是一种先进的等离子切割技术,具有高效、高精度和高稳定性的特点。
以下是关于德国普斯玛等离子的详细描述:
1.工作原理:德国普斯玛等离子切割技术采用高温等离子弧作为热源,通
过压缩空气将电弧压缩成高温、高能量的等离子焰流,从而对材料进行切割。
这种切割方式具有切割速度快、切割面光滑、热影响区小等优
点。
2.设备组成:德国普斯玛等离子切割设备通常由电源、割炬、控制系统和
辅助设备等部分组成。
其中,电源提供所需的电能,割炬产生等离子焰流,控制系统控制割炬的运动轨迹和切割参数,辅助设备包括气源、水源等。
3.技术特点:德国普斯玛等离子切割技术具有以下特点:
o切割速度快:等离子焰流温度高、能量集中,能够实现快速切割。
o切割面光滑:等离子焰流切割时热影响区小,切割面光滑平整,无需二次加工。
o适用范围广:德国普斯玛等离子切割技术适用于各种金属材料的切割,如不锈钢、铝、铜等。
o操作简便:德国普斯玛等离子切割设备操作简单,只需设置好切割参数和运动轨迹,即可自动完成切割过程。
4.应用领域:德国普斯玛等离子切割技术广泛应用于各种工业领域,如机
械制造、汽车制造、石油化工、冶金等。
在这些领域中,德国普斯玛等离子切割技术被用于切割各种金属板材、管材、型材等。
5.发展趋势:随着科技的不断发展,德国普斯玛等离子切割技术也在不断
创新和改进。
未来,该技术将朝着更高效、更智能的方向发展,实现自动化、数字化和智能化的切割过程。
同时,该技术还将更加注重环保和可持续发展,推动绿色制造和循环经济。
Hypertherm海宝推出全新一代等离子切割系统XPR300
先 生 存 腥 会 现场 为 合作 伙伴 们 介 绍 了此 新 产 品的 优 势 。
LhYte是 一 种 尖 端 的 模 块 化 激 光 源 ,适 合汽 车 及 一 般 工 业 领
柯马复合激 光焊接技术Lhyte Nhomakorabea域 。 借 助 该 系统 ,终 端 用 户可 以
选择光纤 、二极管 及复合式激光
.口], 让他 们 有 更 多 的时 间 用于 切 剥。
扫描二维码 .了解 更 多详细信息 !
(海宦 )
柯马推 出创新复合激 光焊接技术Lhyte
201 7年3月 14口, 慕 尼 黑上 海 光博 会干 上 海 新 国际 博 览 中心 盛 大 开 幕 ,柯 马 携 LHYTE领 先 技 术 亮 相 光博 会 。Lhyte是 专 为 丁=业 激 光 应 用 设 计 的 全 新 技 术 , 由柯 马 与 Prima Electro联 合 开 发 而 成 。其 发 布 会 聚 集 r来 自中 国 各地 的 原 始 设 备 制 造 商 、 系统 集 成 商 、 合作 伙 伴 和 媒 体 朋 友 。柯 马中国机器 人事业部总经理唐欣 先 生 ,市 场 及 政 府 事 务 总 监 别超
X—Definition等离 子切 割 技 术 搭 载 f海 宝 新 款 XPR300等 离 子 系统 。新 技 术使 得 该 系统 比 其 他 任 何 等 离子 切 割 系统 都 更 高 效 。 与之 前的 海 宝 HPR260XD系统 相 比 ,XPR300切 割 速 度 更 快 ,能 源 利 用效 率 更 高 。不 仅 如 此 ,得 益于功 率 的提 升 和 独 创的 氩 气 辅 助 工 艺 ,穿 孔 能 力也 显 著 增 强 , 该 艺 使 得 低 碳 钢 穿 孔 和 不 锈 钢 穿 孔 的 厚 度 分 别 提 升 r30%和
惠普LaserJet Pro MFP M329, M428-M429 保修和法务指南说明书
1 服务与支持 ............................................................................................................................................................................................... 1 HP 有限保修声明 .................................................................................................................................................................... 2 英国、爱尔兰和马耳他 ................................................................................................................................... 3 奥地利、比利时、德国和卢森堡 ................................................................................................................. 4 比利时、法国和卢森堡 ................................................................................................................................... 4 意大利 ..
GMN电主轴使用说明书_手动换刀型_cn
continue
GMN 安装使用说明书 103 73 51
主轴 技术
安装使用说明书
GMN 高频电主轴 HS、HSP、HSX、HV-P、HV-X 系列 油气润滑型式
B B
GMN 安装使用说明书 103 73 51
前言
GMN 高频主轴是高精度的精密器械 其性能和使用寿命取决于正确的操作和使用 因此,在使用前所有相关人员(操作者和维护人员)都必须仔细阅读、理解并遵 守本主轴安装使用说明书。
2
GMN 安装使用说明书 103 73 51
SP O3 3.1 3.2 4 4.1 4.2 4.3
基本信息 ................................................................................................................ 5 安全说明................................................................................................................ 7 主轴描述 ................................................................................................................ 9 主轴配备.............................................................................................................................................. 9 主轴运行的供应组件 ...................................................................................................................10 主轴安装 .............................................................................................................. 11 主轴的型号名称 .............................................................................................................................11 主轴的储存和运输 ........................................................................................................................12 主轴夹持............................................................................................................................................13
HP Color LaserJet CM2320 MFP 系列 说明书

HP Color LaserJet CM2320 MFP 系列用户指南版权与许可© 2008 Copyright Hewlett-Packard Development Company, L.P.未经事先书面许可,严禁进行任何形式的复制、改编或翻译,除非版权法另有规定。
此处包含的信息如有更改,恕不另行通知。
HP 产品及服务的保修仅以随该产品及服务提供的书面保修声明为准。
本文所述任何内容不应被视为附加保修。
对任何技术或编辑错误或者本文所述内容的遗漏,HP 不承担任何责任。
Edition 2, 04/2008部件号:CC434-90928商标声明Adobe®、Acrobat®和 PostScript®是 Adobe Systems Incorporated 的商标。
Microsoft®、Windows®和 Windows NT®均为 Microsoft Corporation 在美国的注册商标。
UNIX®是 The Open Group 的注册商标。
目录1 产品基本信息产品比较 (2)产品功能 (3)产品概览 (4)正视图 (4)后视图 (5)接口端口 (6)2 控制面板HP Color LaserJet CM2320 控制面板 (8)HP Color LaserJet CM2320 MFP 传真型号和 HP Color LaserJet CM2320 MFP 内存卡型号控制面板 (9)控制面板菜单 (10)使用控制面板菜单 (10)控制面板设置菜单 (10)特定功能菜单 (20)3 Windows 软件支持的 Windows 操作系统 (26)Windows 支持的打印机驱动程序 (27)HP 通用打印驱动程序 (UPD) (28)UPD 安装模式 (28)选择适用于 Windows 的正确打印机驱动程序 (29)打印设置优先级 (30)更改 Windows 打印机驱动程序设置 (31)适用于 Windows 的软件安装类型 (32)删除 Windows 软件 (33)Windows 支持的实用程序 (34)HP ToolboxFX (34)内嵌式 Web 服务器 (34)HP Web Jetadmin (34)其它 Windows 组件和实用程序 (34)适用于其它操作系统的软件 (36)4 配合使用产品与 Macintosh用于 Macintosh 的软件 (38)支持的 Macintosh 操作系统 (38)Macintosh 支持的打印机驱动程序 (38)ZHCN iii更改 Macintosh 打印机驱动程序设置 (38)适用于 Macintosh 的软件安装类型 (39)从 Macintosh 操作系统中删除软件 (39)Macintosh 支持的实用程序 (39)使用 Macintosh 打印机驱动程序中的功能 (40)打印 (40)扫描 (42)传真(仅限 HP LaserJet CM2320 传真型号/CM2320 内存卡型号) (43)照片 (43)5 连接方式支持的网络操作系统 (46)USB 连接 (46)打印机共享免责声明 (47)支持的网络协议 (48)在网络上安装产品 (49)配置网络产品 (50)查看设置 (50)更改设置 (50)设置密码 (51)IP 地址 (51)链接速度设置 (52)6 纸张和打印介质了解纸张和打印介质的使用 (54)支持的纸张和打印介质尺寸 (55)支持的纸张类型和纸盘容量 (57)特殊纸张或打印介质规格 (58)装入纸张和打印介质 (59)纸盘 1 (59)纸盘 2 或 3 (60)配置纸盘 (62)7 使用产品功能经济设置 (64)存档打印 (64)字体 (65)选择字体 (65)打印可用字体列表 (65)8 打印任务取消打印作业 (68)使用 Windows 打印机驱动程序中的功能 (69)打开打印机驱动程序 (69)使用打印快捷方式 (69)设置纸张和质量选项 (69)设置文档效果 (69)iv ZHCN获取支持和产品状态信息 (70)设置高级打印选项 (70)更改打印质量设置 (72)打印边到边原件 (73)9 复印装入原件 (76)使用复印功能 (78)单触复印 (78)多份副本 (78)取消复印作业 (78)缩小或放大副本 (79)更改复印整理设置 (80)彩色复印或黑白复印(单色) (80)复印设置 (81)复印质量 (81)定义自定义复印设置 (82)在不同类型和尺寸的介质上复印 (82)恢复默认复印设置 (84)复印书籍 (85)复印照片 (87)复印混合尺寸原件 (88)双面复印作业 (89)自动复印双面文档(仅限 HP Color LaserJet CM2320 MFP 内存卡型号) (89)手动复印双面文档 (90)10 窗口颜色管理颜色 (94)自动 (94)灰度打印 (94)手动颜色调整 (94)颜色主题 (94)匹配颜色 (96)使用 Microsoft Office Basic Colors 调色板匹配颜色 (96)使用 HP 基本配色工具匹配颜色 (96)使用“查看自定义颜色”匹配颜色 (97)使用高级颜色功能 (98)HP ColorSphere 碳粉 (98)HP ImageREt 3600 (98)介质选择 (98)颜色选项 (98)标准红绿蓝 (sRGB) (98)11 扫描装入要扫描的原件 (100)使用扫描功能 (102)扫描方法 (102)使用扫描功能 (102)ZHCN v扫描设置 (108)扫描文件格式 (108)扫描仪分辨率和颜色 (108)扫描质量 (109)扫描书籍 (110)扫描照片 (112)12 传真(仅限传真型号)传真功能 (114)设置 (115)安装和连接硬件 (115)配置传真设置 (117)管理电话簿 (118)设置传真轮询 (121)更改传真设置 (122)设定音量设置 (122)发送传真设置 (122)接收传真设置 (126)使用传真 (131)传真软件 (131)取消传真 (131)从内存删除传真 (132)在 DSL、PBX、ISDN 或 VoIP 系统上使用传真 (132)发送传真 (133)接收传真 (143)解决传真问题 (144)传真错误消息 (144)断电时保持传真内存 (147)传真记录和报告 (147)更改错误纠正和传真速度 (151)发送传真出现问题 (154)接收传真出现问题 (155)执行问题 (157)13 照片插入内存卡 (160)更改内存卡默认设置 (162)直接从内存卡打印照片 (163)打印内存卡缩略图页 (165)从校样页打印和扫描照片 (166)14 管理和维护产品信息页 (168)HP ToolboxFX (170)查看 HP ToolboxFX (170)状态 (171)警报 (172)产品信息 (173)vi ZHCN帮助 (176)系统设置 (177)打印设置 (179)网络设置 (180)电子邮件 (180)嵌入式 Web 服务器 (181)功能 (181)使用 HP Web Jetadmin 软件 (182)安全功能 (183)使用内嵌式 Web 服务器可以启用密码保护功能。
焊接缩写
OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割LBC-IG——inert gas——惰性气体激光切割LBC-O——oxygen——氧气激光切割AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电立焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——induction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊BB——block brazing——块钎焊DFB——diffusion brazing——扩散焊DB——dip brazing——浸沾钎焊EXB——exothermic brazing——反应钎焊FB——furnace brazing——炉中钎焊IB——induction brazing——感应钎焊IRB——infrared brazing——红外钎焊RB——resistance brazing——电阻钎焊TB——torch brazing——火焰钎焊TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接BW——braze welding——钎接焊ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EXBW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊FLOW——flow welding——波峰焊LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊EBW-HV——high vacuum——高真空电子束焊EBW-MV——medium vacuum——中真空电子束焊EBW-NV——non vacuum——非真空电子束焊ESW——electroslag welding——电渣焊ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊LBW——laser beam welding——激光焊PEW——percussion welding——冲击电阻焊TW——thermit welding——热剂焊THSP——THERMAL SPRAYING——热喷涂ASP——arc spraying——电弧喷涂FLSP——flame spraying——火焰喷涂FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割OC——OXYGEN CUTTING——气割OC-F——flux cutting——熔剂切割OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割CFC-A——oxyacetylene cutting——氧乙炔切割CFC-H——oxyhydrogen cutting——氢氧切割CFC-N——oxynatural gas cutting——氧天然气切割CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割LBC-IG——inert gas——惰性气体激光切割LBC-O——oxygen——氧气激光切割。
泰珂洛DoPent扩充高精度C级刀片

应 螺 纹 连 接 尺 寸 的 标 准 变 形 金 刚 在钢和不 锈钢的加 工中实现较高 率很低 ,且 由于长径 比很 大 ,加工
立铣 刀 刀 杆 的 接 口分 别 为 SP13、 的抗崩损性 :T1215的设计使其不 过 程 中很容 易折 弯或折 断,导 致
SP15、SP17及 SPI9。
切 槽 宽 度 4—12mm :直 径 40mm 得优异的表面精度 质量。刀片 中 高使 用寿命 。针板上顶针 孔较 密
的铣 刀 头 ,切 槽 宽 度 7—10mm。 性 的 几 何 形 状 允 许 在 左 手 刀 盘 或 集 且精 度要 求高 ,一般 一片针 板
直 径 为 50mm 的槽 铣 刀 头 与 变 形 者 右 手 刀 盘 上 使 用 。
设计制作新 规格刀具 旨在扩 展切槽宽度及 切槽深度范围 ,在各 种 工 件 材 料 的槽 铣 加 工 中 具 有 高 生产 率。采 用新 的槽铣 刀头 能实现 一 次 进 刀 即可 获 取 对 应 刀 头 的切 槽宽度,最大切槽宽度达 12mm:并 增扩最 大切 槽深 度至 1 5mm。
条件下实现槽铣加工的重要保 障
镜 面 抛 光 处 理 。 采 用 该 款 深 孔 微
因 素 。
钻可 以 加工数 万个 孔 刀具 寿命
泰 珂 洛 DoPent扩 充高 精 度
和加工效率分别提高 5倍左右。
供
23
阿 诺 深 孔 微钻 设计 特 点 主 要
实 现 了高 效 加 工 ,在 大 悬 伸 或 工 刀 片 简化 了 刀具 在 左 右 手 刀盘 两 有 :采 用 耐 磨 性 好 的 专 用 材 料 :特
件 夹 持 刚 性 弱 这 类 不 稳 定 的 切 削
光纤激光切割机 SWING Ⅱ 系列 使用说明书
光纤激光切割机 SWING Ⅱ 系列
使用说明书
奔腾激光(温州)有限公司
Penta Laser(Wenzhou)Co.,Ltd
奔腾激光全国售后热线 +86 0577 - 56581758
奔腾激光(温州)有限公司 Penta Laser (wenzhou)co.,Ltd
前
传真 Fax:+86 0577-56581730 网址 Web:
注意
一切未经授权的非正确操作行为带来的后果,与奔腾激光无关
奔腾激光全国售后热线 +86 0577 - 56581758
奔腾激光(温州)有限公司 Penta Laser(Wenzhou)co.,Ltd
传真 Fax:+86 0577-56581730 网址 Web:
trulaser cell 7040技术指标
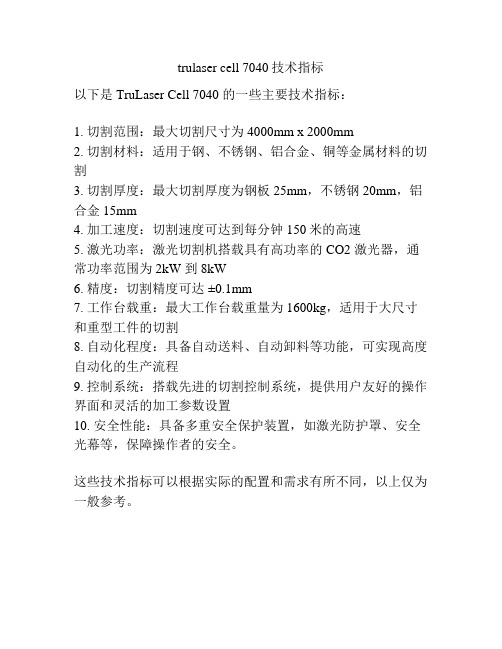
trulaser cell 7040技术指标
以下是 TruLaser Cell 7040 的一些主要技术指标:
1. 切割范围:最大切割尺寸为 4000mm x 2000mm
2. 切割材料:适用于钢、不锈钢、铝合金、铜等金属材料的切割
3. 切割厚度:最大切割厚度为钢板 25mm,不锈钢 20mm,铝合金 15mm
4. 加工速度:切割速度可达到每分钟 150米的高速
5. 激光功率:激光切割机搭载具有高功率的 CO2 激光器,通常功率范围为 2kW 到 8kW
6. 精度:切割精度可达 ±0.1mm
7. 工作台载重:最大工作台载重量为 1600kg,适用于大尺寸和重型工件的切割
8. 自动化程度:具备自动送料、自动卸料等功能,可实现高度自动化的生产流程
9. 控制系统:搭载先进的切割控制系统,提供用户友好的操作界面和灵活的加工参数设置
10. 安全性能:具备多重安全保护装置,如激光防护罩、安全光幕等,保障操作者的安全。
这些技术指标可以根据实际的配置和需求有所不同,以上仅为一般参考。
高能12000激光切割工艺参数
高能12000激光切割工艺参数激光切割技术的背景激光切割技术作为一种高精度、高效率的制造加工手段,在现代制造业中得到了广泛的应用。
随着激光科技的不断发展,高能12000激光切割技术因其优越的性能在工业领域备受青睐。
高能12000激光系统具备较高的功率密度和切割速度,为金属材料的切割提供了更加高效、精准的解决方案。
切割工艺参数的重要性在激光切割过程中,合理设置工艺参数对于获得理想的切割效果至关重要。
高能12000激光切割工艺参数的选择直接影响到切割速度、切割质量以及设备寿命等方面。
因此,正确调整和控制激光切割工艺参数是保障切割质量和生产效率的关键。
高能12000激光切割工艺参数的设定激光功率激光功率是影响切割速度和切割深度的重要参数。
在高能12000激光切割中,通常会根据不同的材料类型和厚度来调整激光功率的大小。
激光功率过低会导致切割速度缓慢,而功率过高则容易造成材料熔化或焦化等问题。
因此,根据具体的切割要求和材料特性,合理设置激光功率是非常关键的。
切割速度切割速度是指激光束在切割过程中沿着材料表面移动的速度。
高能12000激光切割的切割速度通常会根据材料的种类、厚度和激光功率来进行调整。
过低的切割速度会导致切割质量下降,而过高的切割速度则可能造成材料未能完全切割而留下毛边。
因此,在设定切割速度时需要综合考虑材料性质和切割要求,以实现最佳的切割效果。
激光束焦距激光束焦距是指激光束从焦点到材料表面的距离,也是影响切割深度和焊缝宽度的重要参数。
在高能12000激光切割过程中,合适的激光束焦距有助于获得较好的切割质量和效率。
通常情况下,焦距较小可提高功率密度,有利于切割厚度较大的材料;而焦距较大则适合用于切割薄材料。
气体类型和压力在高能12000激光切割中,通常会使用氧气、氮气或惰性气体作为辅助气体,以改善切割效果和冷却切割区域。
不同的气体类型和压力对切割效果产生显著影响。
氧气可以加速氧化反应以提高切割速度,氮气则可减少氧化反应的同时保持切割表面的光洁度。
米巴赫激光焊机
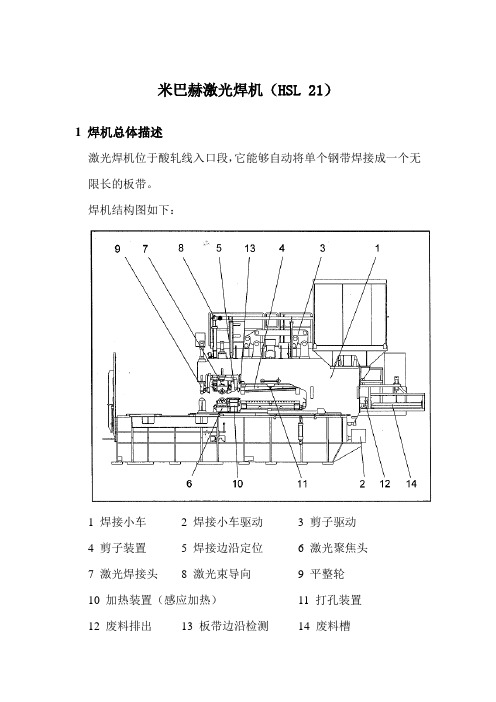
米巴赫激光焊机(HSL 21)1 焊机总体描述激光焊机位于酸轧线入口段,它能够自动将单个钢带焊接成一个无限长的板带。
焊机结构图如下:1 焊接小车2 焊接小车驱动3 剪子驱动4 剪子装置5 焊接边沿定位6 激光聚焦头7 激光焊接头8 激光束导向9 平整轮10 加热装置(感应加热)11 打孔装置12 废料排出13 板带边沿检测14 废料槽2 数据2.1 焊机类型板带激光束焊机制造商:Hugo Miebach,Dortmund类型:HSL 212.2 板带尺寸和来料材料板带宽度930-2080mm板带厚度 1.8-6.0mm(+/-10%)(焊接范围1.6-6.5mm)钢种等级激光可焊接钢、普通低碳钢、高强度低合金钢、高强钢板和热轧钢带钢类型普通商用钢、冲压钢、深冲钢、超高深冲钢、高强钢(强度340、590、780)2.3 板带通过方向从操作侧看:从左到右板带通过线高度1100mm3 技术数据3.1 机器参数板带水平通道宽2300mm板带垂直通道宽140mm主夹紧力(每一边)大约400KN先导头夹紧力大约40KN双切剪和打孔机剪切力大约800KN剪刀之间的距离140mm打孔机冲头直径14mm板带中心线上冲孔距焊缝的距离100mm焊缝平整力50KN焊接小车速度(无级可调)1m/min. 到12m/min. 焊接和平整后超厚量0%尺寸焊机尺寸(依据图纸),不含开关柜和液压装置长度(线上):大约10 000mm宽度:大约18 800mm高度:大约 4 300mm(板带通过线以上高度)3.2 总重包括所有的附属设备在内总重:大约220吨焊机在运输时要拆卸成几个部分最大单体重量:大约87吨3.3CO激光源2涡轮轴承无油润滑输出激光功率12KW波长10.6m功率稳定性(长期)±2%激光束长度(固定)大约7 100mm3.4 液压站1个三相电机带有泵(加一个备用)90KW/380V, 1500RPM 压力水平Max.18MPa;260l/min 1个油箱标准1 500 l油粘度(动力粘度)ISO,VG 46依据DIN51562 cSt/240℃时46cStmm=.sec推荐用油HLP 46 依据DIN51524,第二部分(矿物油)NAS 61个油液循环泵(加一个备用)Max.1MPa,140l/min用于过滤和油水冷却器 5.5KW 电机1个加热装置8KW作为冷却介质的水最大入口温度35℃最大出口温度45℃水量大约15hm/3压力 2bar(开式循环)冷却水(工业用水)4 公用介质4.1 气动和气体冲刷焊机上装载的阀组气体压力5到7bar压缩气体质量等级3(参照ISO8573-1)4.2 激光气体纯净度CO99.995%2He99.996%N99.996%2惰性气体(焊接区域保护气)He99.996%4.3 供电电气数据主电源电压380V,50Hz,3相带有最大偏差为10%主电源功率110kV A用于激光冷却400kV A用于附属装置照明供电220V/50Hz,1.5kW 不间断电源(用于PLC、HMI和QCDS)220V/50Hz,Max 5KV A 米巴赫内部电磁阀24 V DC;220 V AC 接近开关/光电管24 V DC5 消耗品5.1 矿物油2000升依据规定进行更换和再补充5.2 冷却水5.2.1 液压和水冷用冷却水水用量大约15hm/3温度:入口最大35℃压力2bar(开式循环)冷却水(工业用水)5.2.2 预加热和后加热的冷却(闭式循环)脱盐水、去离子水或蒸馏水,150升5.2.3 激光发生器的冷却水闭式循环:操作中没有冷却液的消耗。
RG-S5750系列交换机硬件安装手册(V1.2)
信息反馈
如果您是通过网络在线阅读锐捷网络的产品文档,您可以通过在线发送的方式来发送您对任何 文档的任何意见。
您也可以通过 E-Mail 的方式来发送您对产品文档的任何意见,您可以将您的意见发送到:
激光安全性 .............................................................................................................................................................16 2.5 将电源连接到交换机............................................................................................................................................................ 17 2.6 可选的安装步骤.................................................................................................................................................................... 17
线速66mpps8023afpoe供电标准仅s5750p支持8021qvlan4kacl标准ipacl基于ip地址的硬件acl扩展ipacl基于ip地址tcpudp端口号的硬件aclmac扩展acl基于源mac地址目的mac地址和可选的以太网类型的硬件acl基于时间acl专家级acl可同时基于vlan号以太网类型mac地址ip地址tcpudp端口号协议类型时间等灵活组合的硬件acll2协议ieee8023ieee8023uieee8023zieee8023xieee8023aeieee8023akieee8023adieee8021pieee8021xieee8023abieee8021qgvrpieeee8021dieee8021wieee8021sigmpsnoopingv1v2v3lldpdefeatdosattack支持defeatipscan支持l3协议ospfecmpwcmpripv1v2pimdmsmssmdvmrpvrrpigmpv1v2v3管理协议snmpv1v2v3webjavaclitelnetconsolermon1239集群sshsntpsyslog其它协议dhcprelaydnsclientjumboframe支持尺寸长43544mm重量s5750s5750s约85kgs5750p约9kg电源s5750s5750s
超技术PROTECH刀具

超技术PROTECH刀具基本描述本文章来源:主题名品网。
超技术PROTECH 美国专业刀具生产公司,位于美国的煌加利福尼亚,北美最知名的刀厂,全球顶尖的自动机械刀具公司。
北美地区的各类刀展,各国的刀具杂志都可以找到他们的身影。
超技术PROTECH刀具公司虽然只有十余年的历史,但他们有着超过45年的销售和使用经验。
美国有两家最著名的自动刀具厂家,一个是“MicroTech-knives”微技术公司,另一个就是“Protech-knives”超技术公司,如果说微技术以直跳闻名,超技术则用侧跳稳固了他们地位,公司在产品上选用上乘的材料加工,给经验丰富的刀匠师们配上最先进的设备设施专门来打造,其中包括:数控加工,线切割,激光切割,等高科技元件组装,刀匠们成熟的运用最新的高科技来制造一系列的高标准产品,深受欢迎不是没有理由的。
超技术THE DON系列,经典的造型,现代三维数控加工和无与伦比的精湛工艺,都完美的结合在了一起。
而这一系列每年的产量也非常有限,因此也非常的珍贵。
LARGEDON,顾名思义就是大号的DON,这款缎面抛光的1906,T6铝合金手柄中镶嵌了枫木于其中。
超技术上帝之子系列,超科技最出名的侧跳系列之一,超技术752 GodSon,采用154CM作为刃材,DLC镀膜涂层,象牙Micarta镶嵌于6016 T6铝合金手柄之上。
非常值得收藏的一把侧跳。
历史发展超技术“教父”是北美自动刀的代表,美国最知名的侧跳刀。
设计灵感来自意大利黑手党领袖,外形俊秀大方,线条流畅凌厉,看到它会联想到教父的威严。
它是超技术公司的骄傲,自问世开始就一直热销近10年,这足以证明它的经典。
超技术品牌系列它有各种不同的版本,碳纤维、米卡塔、天然木材等不同的手柄。
满足从战术到收藏的各类客户需求。
公司每年还会推出高级的定制版本,全球限量生产,高级匠人手工制作,那些资深玩家都会像如数家珍的把它们收藏起来。
超技术1906品牌PROTECH 超技术型号1906刀刃材质154CM刀具全长26.2CM刃长10.5CM刃厚0.32CM刃宽 2.22CM硬度59HRC柄材6061-T6铝合金镶嵌枫木产地美国附件原装精致礼盒超技术The Don品牌PROTECH 超技术型号The Don Custom Damascus刀刃材质大马士革刀具全长20.3CM刃长8.1CM刃厚0.26CM刃宽 1.7CM硬度60HRC柄材416钢、镶嵌象牙产地美国附件原装精致礼盒超技术1701品牌PROTECH 超技术型号1701刀刃材质154CM刀具全长20.3CM刃长8.1CM刃厚0.26CM刃宽 1.7CM硬度59HRC柄材6061-T6铝合金、珠母镶嵌产地美国附件原装精致礼盒超技术Godfather品牌PROTECH 超技术型号Godfather Steel Custom刀刃材质大马士革刀具全长23.6CM刃长10CM刃厚0.32CM刃宽 2.3CM硬度60HRC柄材416不锈钢镶嵌珠母产地美国附件木质礼品盒超技术Sprint品牌PROTECH 超技术型号Sprint Sterling Silver/Damascus 刀刃材质大马士革刀具全长12.8CM刃长5CM刃厚0.25CM刃宽 2.0CM硬度60HRC柄材6061-T6铝合金镶嵌纯银雕刻产地美国附件原装精致礼盒超技术752品牌PROTECH 超技术型号752 GodSon刀刃材质154CM刀具全长19.4CM刃长7.9CM刃厚0.3CM刃宽 2.1CM硬度59HRC柄材6061T6镶嵌象牙Micarta 产地美国。
凯尔贝等离子及调高介绍
旋转保护气
-
空气, N2
冷却方式
-
Fluid (Kjellfrost)水冷
引弧
-
辅助电弧由高压非接触引弧(1万V, 100Hz)
FineFocus450的特点:
FineFocus 450的切割范围
技 术 参 数:
供电电压
(V)
3x 40050 Hz
功率
(kVA)
34
最大空载电压
14材料切割厚度范围1520mm依切割材料而定类激光效果切割产品时推荐切割范围15mm根据切割工艺最大穿孔厚度1212mmmm依切割材料而定投资成本与运行成本不到激光切割的四分之一配备cnccnc机载percutpercut80percut80percut9090割枪使用氧气或者空气作为等离子气锋利的边缘狭小的半径以及小孔切割均可获得精确的尺寸等离子类激光技术可以获得很高的工件切割精度易耗品长寿命是因为凯尔贝独特的涡流气技术下可节约喷嘴的穿孔方式以及采用所谓不活跃的第二种等离子气体引弧适用于机器人数控切割机切管机等两维或三维数控切割
技 术 参 数:
供电电压
(V)
3x 400 (50/60 Hz)
容量
(60% . / 100% .)(80 % ./100 % .)
(kVA)
75 / 60KVA
保护等级
-
IP 23
绝缘等级
-
F
最大空载电压
(V)
400(DC)
切割电流
at80% .暂载率
at100%d.c.暂载率
(A)
240
160
切割厚度(根据材料)
PC机(或笔记本电脑)与等离子电源上的串行数据传输接口联接后,可对等离子切割电源进行故障诊断
Metco F4MB-XL系列等离子喷枪说明书

Metco F4MB-XL 系列等离子喷枪操作特别可靠,客户可放心使用。
用于 Metco F4MB-XL 系列喷枪的欧瑞康美科配件系生产于我公司ISO 9001 认证工厂,生产过程质量把控严格。
高品质备件经设计,使用寿命长、安全性高,可确保高效生产和重复喷涂。
1 基本说明Metco F4MB-XL 系列等离子喷枪是一种机装型、多用途大气等离子喷枪,适用于外表面喷涂。
Metco F4MB-XL 系列等离子喷枪可采用氩、氢和氦等离子气体组合进行操作。
还可针对氮和氮氢等离子混合气体,配装特殊喷嘴。
喷枪硬件采用多用途、安全和便捷操作设计。
喷枪电缆接头分左右线路,可消除意外(正、负)极性倒转造成的喷枪严重损坏。
连接处封闭在喷枪罩壳内,从而将其与热喷涂环境隔开,同时避免操作员触电。
水用作冷却介质。
可施用许多多层材料,而无需在粘结层和面层之间更换各种硬件。
Metco F4MB-XL 系列喷枪经设计可在高达 55 kW 功率下高效操作。
与可兼容的欧瑞康美科等离子控制器配套运行时,欧瑞康美科等离子控制器会对电功率、等离子气体压力与流量、喷枪冷却水温度与流量及空气压力进行持续监测和控制。
该系列喷枪为多种材料高完整性涂层,包括金属、合金、陶瓷、碳化物、金属陶瓷、封严材料、复合材料、混合材料,以及欧瑞康美科提供用于大气等离子喷涂的广泛综合材料。
产品说明书Metco F4MB-XL 系列Metco ™ F4MB-XL 系列等离子喷枪是欧瑞康美科F4MB 最新一代产品。
F4MB 大气等离子喷枪采用机械安装,数十年来深受客户喜爱。
其最新一代产品经重新设计后,稳定性更好,同时还保留其所有原有优点。
Metco F4MB-XL 系列等离子喷枪经设计,性能可靠,同时有效利用等离子喷涂工艺性能,可带来符合或超越许多原始设备制造商规格要求的高质量涂层。
采用高性能和灵活性设计,Metco F4MB-XL 系列等离子喷枪符合欧洲CE 设备安全要求。
海别得等离子特点与用途简介
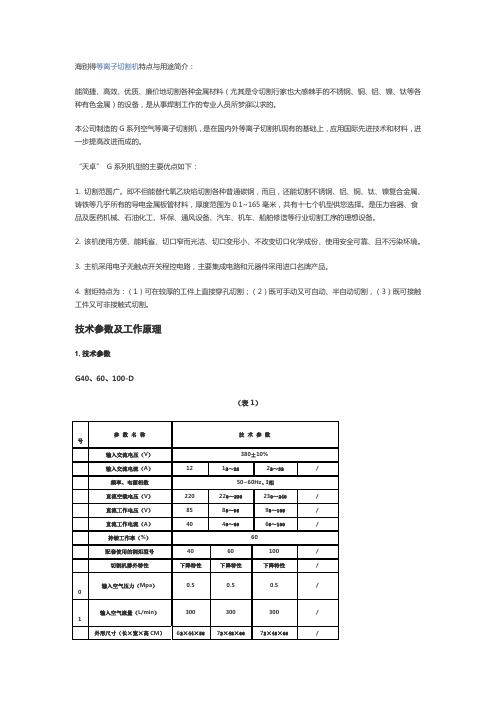
海别得等离子切割机特点与用途简介:
能简捷、高效、优质、廉价地切割各种金属材料(尤其是令切割行家也大感棘手的不锈钢、铜、铝、镍、钛等各种有色金属)的设备,是从事焊割工作的专业人员所梦寐以求的。
本公司制造的G系列空气等离子切割机,是在国内外等离子切割机现有的基础上,应用国际先进技术和材料,进一步提高改进而成的。
“天卓”G系列机型的主要优点如下:
1. 切割范围广。
即不但能替代氧乙炔焰切割各种普通碳钢,而且,还能切割不锈钢、铝、铜、钛、镍复合金属、铸铁等几乎所有的导电金属板管材料,厚度范围为0.1~165毫米,共有十七个机型供您选择。
是压力容器、食品及医药机械、石油化工、环保、通风设备、汽车、机车、船舶修造等行业切割工序的理想设备。
2. 该机使用方便、能耗省、切口窄而光洁、切口变形小、不改变切口化学成份、使用安全可靠、且不污染环境。
3. 主机采用电子无触点开关程控电路,主要集成电路和元器件采用进口名牌产品。
4. 割炬特点为:(1)可在较厚的工件上直接穿孔切割;(2)既可手动又可自动、半自动切割,(3)既可接触工件又可非接触式切割。
技术参数及工作原理
1.技术参数
G40、60、100-D
(表1)
G120、160、200-D
G250、315、400、500-D。
precitec procutter bevel
precitec procutter bevel
摘要:
1.Precitec ProCutter Bevel 简介
2.产品特点与优势
3.应用领域
4.使用说明与注意事项
5.市场评价与反馈
正文:
1.Precitec ProCutter Bevel 简介
Precitec ProCutter Bevel 是一款高品质的切割机,适用于各种切割需求。
该产品凭借其出色的性能和便捷的操作,在市场上备受好评。
2.产品特点与优势
(1)高精度切割:Precitec ProCutter Bevel 采用了先进的切割技术,能够实现高精度、高速度的切割效果。
(2)多样化功能:该产品具备多种功能,如自动定位、自动切割等,为用户提供便捷的操作体验。
(3)稳定可靠:Precitec ProCutter Bevel 采用优质材料制造,具有较高的稳定性和耐用性,可满足长时间、高强度的切割需求。
3.应用领域
Precitec ProCutter Bevel 广泛应用于广告制作、金属加工、工艺礼品制作等多个领域,为用户提供高效的切割解决方案。
4.使用说明与注意事项
(1)使用前,请确保检查设备外观是否有损坏,并按照相关规定接通电源。
(2)操作过程中,请遵循安全规定,切勿用手直接接触切割区域。
(3)使用完毕后,请及时关闭电源,并对设备进行清洁和维护。
5.市场评价与反馈
Precitec ProCutter Bevel 自上市以来,凭借其优秀的性能和便捷的操作,在市场上获得了良好的口碑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H P T系列高精细等离子切割枪相关参数表
非常优秀 切割材料 ( 碳钢 ) 正常切割
最 大 厚 度
l 3 0 A 1 2 mm
高质量产品和减少操作成本为宗 旨,产 品均使
切割要求也 越来越高 。在等离子切割行业 ,高
精细等离子切割技术代表着 当今 等离子切割技 术 的发展方向 ,其切割精度 已接近激光切割 的 下 限,价格却 比激光切割实惠得多 ,因此具有 极高的性价 比。珠海市润东焊割技术有 限公司
从意大利T E c . M O( 泰克莫 ) 引进的} { I y r 系列高精
使用气体
I S 0 9 0 1 3 2 ~ 4ຫໍສະໝຸດ 碳钢 氧气 、空气
论是 平面切 割还 是斜 面切割 ,都 无须更 换耗 材 ,
系列高精细等离子切割枪很好地把切割速度 与
这大大地提高 了切割的效率 。 3 、采用新型的双金属电极。新型的铜电极 和银 电极 ,是使用新 的总成技术制作 ,为 了能 够开发银的传 导特性 ,充分的利用 了我们 的专
2 2 7 5 m m/ mi n
21 7 0 mm/ mi r
切割枪的竞争优势和可靠性 ,T E C . M O 公 司从全
球众多重要的等离子切割 系统 的生产企业 购买 了大量切割系统 ( 包括切割枪和耗材 )进行 了
测 试 和对 比。通过 大量 的测 试实 验 和对 比 ,I - I P F
用顶尖 的技术和最好 的材料制作而成 ,产品的 优势非常明显 : 1 、性价比更高。为实现H  ̄ T 高精细等离子
3 2 am r 3 8 am r
6 0 mm
2 2 0 0 mm/ mi  ̄
切割速度 ( 碳钢 )
质 量 标 准
2 0 0 A 1 5 r n m
2 6 0 A 2 0 m m
利 技 术 铪 总成 系统 ,嵌 入 铪 丝 ,周 围用 银 完 全
质量相结合 ,最大限度 的提高 了耗材的使用 寿
命 ,从而使耗材 的成本降低 了5 0 %,性能相比同
类产品提高 了约3 0 %。 2 、操作更简单。H P T 的接 口可 以直接连接
在海 宝 的H P R 系 列枪 的接 口上 。在H P T 切 割枪 的
包裹 ,直接接触冷却液 ,确保达到更好 的冷却
设计上 ,听取 了大量等离子机用户市场上的专
业需求 ,简化 了操作流程。在切割过程 中,无
作用。
( 珠海润东 )
X 一38 现代焊接 2 0 1 5 年第2 期 总第1 4 6 期
业 动 态 l q f t e m
高性 同。 口¨ l V 土 1 ‘ 能 古 同口 C = 口 口 质 _ 同 . E _ = - - j - . 速度
意大 利泰克莫 H P T 系列高精 细等 离子切 割枪
随着我 国基础工业 的逐步升级 ,对金属 的