2020年锂离子电池总规范精品版
《锂离子电池生产企业安全规范

《锂离子电池生产企业安全规范(征求意见稿)》编制说明标准编制组一、工作简况(一)任务来源中国电池工业协会从规范锂离子电池企业安全生产的角度出发,经国家安全生产监督管理总局批准,组织锂离子行业大型企业、科研院所、检测机构共同起草编制了《锂离子电池生产企业安全规范》。
(二)标准制定的目的、意义锂离子电池因为能量密度高、环境友好等诸多特点,近几年在我国得到了快速发展,目前主要的应用领域为消费电子和新能源汽车。
据不完全统计,2014-2016 年我国动力锂电池出货量分别为5.9GWh、17GWh、30.5GWh,同比增长293%、188%、79%,最近几年由于国家政策扶持和新能源汽车市场的不断扩大,2016年和2017年新能源汽车销量分别达到51万辆和77.7万辆,按照工信部发布的《节能与新能源汽车技术路线图》,至2020年新能源汽车销量为210万辆,2025年525万辆,2030年则超过1500万辆。
国内动力电池市场正处于高速发展的阶段,然而由于现有锂离子电池材料体系和制造技术还不完善,导致发生了一系列锂离子电池安全事故。
如2016年1月16日深圳宝安电池厂突然起火;同年3月22日,深圳美拜电子有限公司仓库发生意外起火;最严重的锂电池安全事故发生在5月31日位于启东市的江苏海四达电源有限公司,该公司的锂电生产车间发生空间爆炸,造成2人死亡,多人受伤。
据不完全统计,2016年锂电池产业相关起火事故有40多起,分布在锂离子电池的生产、运输、应用、回收等各个环节,其中发生在生产环节多达10起事故。
通过对安全生产事故的情况分析,多数火灾事故主要发生在锂离子电池大量集中存放的区域,如电池化成、老化、电池仓库等区域,特别是在夜间等无人值守的情况下,事故发生的概率明显高于其它时间段;其次事故的主要原因是由于单个锂电池内部短路问题造成电池温度升高,形成热失控,从而引燃周围的电池,高温进一步导致电解液及电极物质分解,气体体积急剧膨胀,最终导致起火或爆炸。
工业和信息化部关于修订《锂离子电池行业规范条件》和《锂离子电池行业规范公告管理办法》的公告
工业和信息化部关于修订《锂离子电池行业规范条件》和《锂离子电池行业规范公告管理办法》的公告文章属性•【制定机关】工业和信息化部•【公布日期】2024.06.18•【文号】工业和信息化部公告2024年第14号•【施行日期】2024.06.20•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】电子信息正文中华人民共和国工业和信息化部公告2024年第14号关于修订《锂离子电池行业规范条件》和《锂离子电池行业规范公告管理办法》的公告为进一步加强锂离子电池行业规范管理,推动产业高质量发展,根据行业发展变化、技术升级趋势和有关工作部署,工业和信息化部对《锂离子电池行业规范条件》和《锂离子电池行业规范公告管理办法》进行了修订,现予以公告。
《锂离子电池行业规范条件(2021年本)》和《锂离子电池行业规范公告管理办法(2021年本)》(工业和信息化部公告2021年第37号)同时废止。
附件:1. 锂离子电池行业规范条件(2024年本)2. 锂离子电池行业规范公告管理办法(2024年本)工业和信息化部2024年6月18日附件1锂离子电池行业规范条件(2024年本)为加强锂离子电池行业规范管理,引导产业加快转型升级和结构调整,推动我国锂离子电池产业高质量发展,根据国家有关法律法规及产业政策,按照优化布局、规范秩序、保障安全、提升质量、鼓励创新、分类指导的原则,制定本规范条件。
本规范条件是鼓励和引导行业技术进步和规范发展的引导性文件,不具有行政审批的前置性和强制性。
一、产业布局和项目设立(一)锂离子电池企业及项目应符合国家资源开发利用、生态环境保护、节能管理、安全生产等法律法规要求,符合国家产业政策和相关产业规划及布局要求,符合当地国土空间规划和生态环境保护专项规划等要求,符合区域生态环境分区管控及规划环评要求,应具备相应的运输条件。
(二)在规划确定的永久基本农田、生态保护红线,以及国家法律法规、规章规定禁止建设工业企业的区域不得建设锂离子电池及配套项目。
《通用锂离子电池验收检验标准》
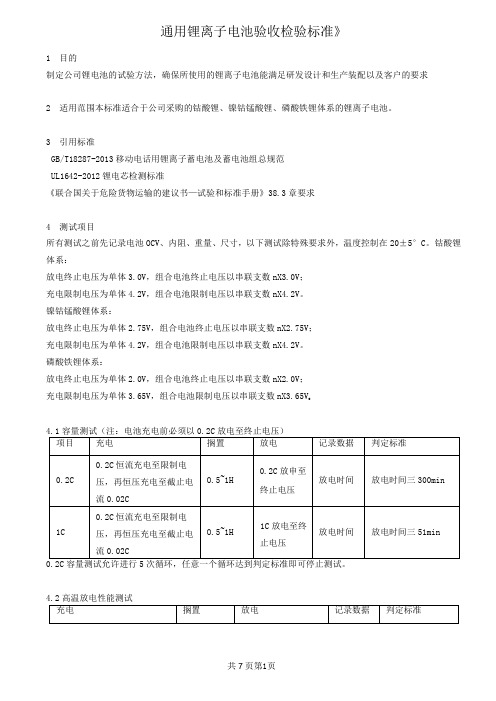
通用锂离子电池验收检验标准》1目的制定公司锂电池的试验方法,确保所使用的锂离子电池能满足研发设计和生产装配以及客户的要求2适用范围本标准适合于公司采购的钴酸锂、镍钴锰酸锂、磷酸铁锂体系的锂离子电池。
3引用标准GB/T18287-2013移动电话用锂离子蓄电池及蓄电池组总规范UL1642-2012锂电芯检测标准《联合国关于危险货物运输的建议书—试验和标准手册》38.3章要求4测试项目所有测试之前先记录电池OCV、内阻、重量、尺寸,以下测试除特殊要求外,温度控制在20±5°C。
钴酸锂体系:放电终止电压为单体3.0V,组合电池终止电压以串联支数nX3.0V;充电限制电压为单体4.2V,组合电池限制电压以串联支数nX4.2V。
镍钴锰酸锂体系:放电终止电压为单体2.75V,组合电池终止电压以串联支数nX2.75V;充电限制电压为单体4.2V,组合电池限制电压以串联支数nX4.2V。
磷酸铁锂体系:放电终止电压为单体2.0V,组合电池终止电压以串联支数nX2.0V;充电限制电压为单体3.65V,组合电池限制电压以串联支数nX3.65V o4.1容量测试(注:电池充电前必须以0.2C放电至终止电压)0.2C容量测试允许进行5次循环,任意一个循环达到判定标准即可停止测试。
4.5储存性能测试电池或电池组以0.2C充电40%~45%容量,然后在环境温度20±5°C,相对湿度45%~75%的环境中储存12个月后,容量测试允许进行5次循环,任意一个循环达到判定标准即可停止测试。
180分钟时,按第50次循环规定再进行一次循环,如果放电时间仍低于180分钟,则认为寿命终止。
判定标准:单体电池循环寿命三400次,组合电池循环寿命2300次。
4.7安全性能测试5抽样标准5.1单体电池抽样标准。
QBT 2502-2000 锂离子蓄电池总规范

4 . 7 荷电保持能力 电池按 5 . 9 进行试验 其放电时问应不少于 1 . 5 h . , 4 . 8 循环寿命 电池按 5 . 1 0 进行试验, 循环寿命应小少于 3 0 0 次; 试验期间应不漏液。 4 . 9 贮存性能 电池按 5 . 1 1 进行试验 , 其放电时问应不少于 1 . 7 5 h 4 . 1 0 环境适应性 4 . 1 0 . 1 高温性能 电池按 5 . 1 2 . 1 进行试验 , 其放电时间应不少于 1 . 5 h 4 . 1 0 , 2 低温性能 电池按 5 . 1 2 . 2 进行试验 . 其放 电时间应 下少 于4 . 5 l i , 4 . 1 0 . 3 f t + 定湿热性能 电池按 5 . 1 2 . 3 进行试验 . 其放电时间应不少于 4 . 5卜 。 4 . 1 0 . 4 机械振动 电池按 5 . 1 2 . 4 进行试验 其放电时问应不少于 5h
3 . 5 标准充电 在环境温度( 2 0 士5 ) ' C条件下 , 对 电池以 0 . 2 C : 八恒流 充电至限制电压后恒压充电 . 内 _ 至 允电巾流 小于 0 . 0 5 C , A 3 . 6 标准放电 在环境温度( 2 0 15 ) 〔条件 卜. 对电池以0 . 2 C : A恒流放电至终止电压
3 定义
本标准采用下列定义。 3 . 1 额定容量
在环境温度为( 2 0 士5 ) ` C 时, 电池以 5 h率放电至终止电压时的容量, 以1 " . , 表示. 单位为安时( A l ,
或 毫安时( m A h ) o
32 # ; i ; 称 由压
锂离子扣式电池测试总规范参考文件

目次1范围 (3)2规范性引用文件 (3)3术语和定义 (3)3.1可充电锂离子扣式电池 (3)3.2充电限制电压 (3)3.3额定容量 (3)3.4放电截止电压 (3)3.5中值电压 (3)3.6放电平台 (3)3.7泄气和漏液 (3)3.8 燃烧 (3)3.9 爆炸 (4)3.10 Ic (4)4测试条件 (4)4.1标准测试条件 (5)4.2参数测量公差 (5)4.3完全充电 (5)4.4标准放电 (5)4.5搁置时间 (5)5电性能测试方法及要求 (5)5.1初始性能测试 (5)5.2倍率放电性能 (5)5.3不同温度放电性能 (6)5.4循环性能 (6)5.5荷电保持能力 (6)5.6贮存性能 (6)6安全性评价 (6)6.1电气试验 (7)6.1.1短路 (7)6.1.2过充电 (7)6.1.3强制放电 (7)6.2机械试验 (7)6.2.1挤压 (7)6.2.2重物冲击 (7)6.2.3冲击 (8)6.2.4振动 (8)6.2.5自由跌落 (8)6.3环境试验 (8)6.3.1热冲击 (8)6.3.2温度循环 (8)6.3.3模拟海拔高度 (8)6.3.4 85℃高温试验 (8)6.3.5恒定湿热性能 (8)7质量评定程序 (9)7.1检验分类 (9)7.2鉴定检验 (9)7.2.1抽样方案 (10)7.2.2判定规则 (10)7.3质量一致性检验 (10)7.3.1逐批检验 (10)7.3.2周期检验 (10)8标志、包装、运输、贮存 (11)8.1标志 (11)8.2包装 (11)8.3运输 (11)8.4贮存 (11)WI/Q QMD0007锂离子扣式电池总规范1 范围本规范规定了锂离子扣式电池各项性能的测试方法、要求及质量评定程序。
本规范仅在公司内部使用,对外标准以产品规格书为准。
2 规范性引用文件下列标准所包含的条文,通过在本规范中引用而构成本规范的条文。
UL 1642 STANDARD FOR LITHIUM BATTERIESEN 60086-4 SAFETY STANDARD FOR LITHIUM BATTERIESEN 62133-2003 SECONDARY CELLS AND BATTERIES CONTAINING ALKALINE OR OTHER NON-ACID ELECTROL YTESQB/T 2389-98 锂-二氧化锰扣式电池ANSI 18.3M-1991 Lithium Primary Batteries -SpecificationsIEC 61960-2003 Secondary lithium cells and batteries for portable applicationsUL2054 Commercial and household batteriesGB/T 2828.1-2003 计数抽样检验程序GB/T 2829-2002 周期检查计数抽样程序及抽样表GB/T 8897 (行标要求)GB/T 191-2000 包装储运图示标志GB/T 12463-1990 危险货物包装通用技术条件3 术语和定义3.1 扣式锂离子电池Coin/Button Lithium-ion Battery(CLiB/BLiB)采用两个圆片状金属卡扣结构通过密封绝缘垫圈机械挤压形成的含锂可充电的有机化学电源体系。
锂离子电池规格书Word版

锂离子电池规格书型号:BL-5c标称: 1000mAh修订履历1、目的对深圳市好远通电子有限公司出品的可充锂离子电池的产品规格、测试方法进行规范,避免因测试条件、方法的不同引起误差。
2、产品类别和产品型号2.1 类别:锂离子可充电池2.2 产品型号高务电池BL-5C/1000mAh3、产品基本特性4、特性4.1电性能4.2 安全性能4.3 环境适应性温度:25±2℃,相对湿度:45±20%(除非另外要求)6、产品责任书消费者必须严格遵守深圳市好远通电子有限公司规格书和文件后面的注示使用电池,由于误用会引起电池过热,发生火灾或爆炸,对于没有按照规格书进行操作所造成的任何意外事故,深圳市慧通天下科技股份有限公司不负任何责任。
7、充电前注意事项如果规格书、原材料、生产过程或生产控制系统发生改变,改变的信息将会随质量和可靠性数据以书面形式通知消费者。
8、电池包装说明在电池的包装上应有如下说明!危险*充电时请使用指定的充电器并按照说明书的要求进行充电。
*仅在指定的设备上使用电池。
*不要把电池加热或投进火中。
*不要在火源附近或温度超过60℃的轿车中使用或遗留电池,也不要在这些环境中进行充电。
*不要把电池投入水中,也不要弄湿。
*不要把电池同项链、发夹、硬币或镙钉等金属品一起放在兜里或包中,也不要把电池同上述物品一起储存。
*不要使用金属导体短路电池的正负极。
*在装入设备时注意电池的正负极不要反装。
*不要使用锐利的物品刺穿电池。
*不要对电池进行分解。
*不要直接对电池进行焊接。
*不要使用带有严重伤痕或变形的电池。
*在使用之前请详细阅读操作说明书,不适当的操作可能引起电池变热、着火、爆炸、毁坏或电池容量的衰减。
!警告*不要把电池放在加热器皿、洗衣机或高压容器中。
*不要把电池同干电池或其它原电池一起使用,也不要同不同包装、不同型号或不同品牌的电池一起使用。
*如果在规定的充电时间内充电没有结束,停止充电。
《锂离子电池生产企业安全规范
《锂离子电池生产企业安全规范(征求意见稿)》编制说明标准编制组一、工作简况(一)任务来源中国电池工业协会从规范锂离子电池企业安全生产的角度出发,经国家安全生产监督管理总局批准,组织锂离子行业大型企业、科研院所、检测机构共同起草编制了《锂离子电池生产企业安全规范》。
(二)标准制定的目的、意义锂离子电池因为能量密度高、环境友好等诸多特点,近几年在我国得到了快速发展,目前主要的应用领域为消费电子和新能源汽车。
据不完全统计,2014-2016 年我国动力锂电池出货量分别为5.9GWh、17GWh、30.5GWh,同比增长293%、188%、79%,最近几年由于国家政策扶持和新能源汽车市场的不断扩大,2016年和2017年新能源汽车销量分别达到51万辆和77.7万辆,按照工信部发布的《节能与新能源汽车技术路线图》,至2020年新能源汽车销量为210万辆,2025年525万辆,2030年则超过1500万辆。
国内动力电池市场正处于高速发展的阶段,然而由于现有锂离子电池材料体系和制造技术还不完善,导致发生了一系列锂离子电池安全事故。
如2016年1月16日深圳宝安电池厂突然起火;同年3月22日,深圳美拜电子有限公司仓库发生意外起火;最严重的锂电池安全事故发生在5月31日位于启东市的江苏海四达电源有限公司,该公司的锂电生产车间发生空间爆炸,造成2人死亡,多人受伤。
据不完全统计,2016年锂电池产业相关起火事故有40多起,分布在锂离子电池的生产、运输、应用、回收等各个环节,其中发生在生产环节多达10起事故。
通过对安全生产事故的情况分析,多数火灾事故主要发生在锂离子电池大量集中存放的区域,如电池化成、老化、电池仓库等区域,特别是在夜间等无人值守的情况下,事故发生的概率明显高于其它时间段;其次事故的主要原因是由于单个锂电池内部短路问题造成电池温度升高,形成热失控,从而引燃周围的电池,高温进一步导致电解液及电极物质分解,气体体积急剧膨胀,最终导致起火或爆炸。
锂离子电池测试标准IEC62619-62620,UL1973,UN38
方法\\电芯放在不同温度下经受以下循环:①start:25±5℃-->85℃(升温t≤30min )②85±2℃保持4h;85±2℃-->25℃(降温t≤30min)③25±5°C保持2h;25±5°C-->-40℃(降温t≤30min )④-40±2°C保持4h:-40±2°C-->25℃(升温t≤30min )⑤25±5°C保持2h;25±5℃-->85℃(升温t≤30min )返回步骤②,循环10次;循环结束后,在25±5℃放置24h 再检查:循环结束时,测量电池的开路电压(OCV),并与预测试值进行比较。
@100%SOC(BEV) 或80%SOC(HEV),最低工作温度应为制造商规定的Tmin或-40℃,最高工作温度应为由制造商规定的Tmax或85℃,电芯放在不同温度下经受480min温度变化:①第0min-->25℃②第60min-->Tmin(降温约1℃/min到-40℃)③第150min-->Tmin(保温90min)④第210min-->25℃(升温约1℃/min到25℃)⑤第300min-->Tmax(升温约0.67℃/min到85℃)⑥第410min-->Tmax(保温90min)⑦第480min-->25℃(降温约0.86℃/min到-25℃)重复以上30次循环同IEC-62660-2中测试方法电芯放在不同温度下经受以下循环:①start:25+5℃-->72±2℃(t≤30min )②保持6h:72±2℃③变换:72℃-->-40±2℃(t≤30min )④保持6h:-40±2℃⑤变换:-40℃-->-72±2℃(t≤30min )重复步骤②,供完成10次,取出在室温(25±5)℃静置24h。
锂离子电池测试规范

电池按 5.7.2 规定充电后搁置 0.5h-1h,在环境温度为(20±5)°C 下以 1C5A 电流放电到终止电压,其放电 时间应不低于 51min; 5.9 荷电保持能力 5.9.1 电池按 5.7 规定充电结束后,在环境温度(20±5)°C 条件下,将电池开路搁置 28 天,再以 0.2C5A 电流进 行放电至终止电压,其放电时间不低于 4.25 小时(手机正常使用时间)或电池为额定容量的 80%; 5.9.2 电池按 5.7 规定充电结束后,在温度(60±5)°C 的恒温箱内,将电池开路搁置 7 天,再以 0.2C5A 电流进 行放电至终止电压,要求电池为额定容量的 80%以上; 5.10 循环寿命 5.10.1 国产电池循环寿命不小于 400 次,在完成充放电循环 400 次后,容量下降不小于 15%(液态锂电不低于 20%); 进口电池循环寿命不小于 400 次,在完成充放电循环 400 次后,容量下降不小于 15%(液态锂电不低于 20%)。 5.10.2 测试方法:在环境温度为 20±5°C 条件下,以 1C5A 电流充电,当电源端电压达到充电限制电压时,改为 恒压充电,直到充电电流小于或等于 20mA,停止充电,搁置 0.5-1h,然后以 1C5A 电流放电至终止电压,放电结束 后,搁置 0.5-1h,再进行下一个充放电循环,当至连续两次放电时间小于 36min,则认为寿命终止。充电 2.5 小时 后,以 0.5C 的电流进行放电,直到电池端电压达到终止电压,完成一次循环,重复以上循环,当任一次循环的放 电时间小于 1.6 小时; 5.10.3 判定方法:观察循环寿命曲线图,容量下降不小于 15%(液态锂电不低于 20%) 5.11 高频指标测试 5.11.1 测试用电池匹配手机在手机综测仪上检查“误码率”、“平均相位误差”、“峰值相位误差”、“功率时间特性 曲线”、接收报告电平”、“接收质量”等参数。具体标准见 1.欧洲数字蜂窝通信系统(第二阶段)移动台的一致 性规范 2.欧洲电信标准化委员会(ETSI)“全球移动通信系统(GSM)”建议书 05 系 3. “900MHZ TDMA 数字蜂窝 移动通信网移动台设备技术指标及测试方法。4. “900/1800MHZ TDMA 数字蜂窝移动通信系统电磁兼容性限值和 测量方法第一部分:移动台及其辅助设备。要求不影响手机射频性能各指标。 5.12 电池内阻测试
锂离子电池行业规范条件(2018年本)

附件1锂离子电池行业规范条件(2018年本)为加强锂离子电池行业管理,引导产业转型升级,大力培育战略性新兴产业,推动锂离子电池产业健康发展,根据国家有关法律法规及产业政策,按照优化布局、规范秩序、保障质量、安全管理、推动创新、分类指导的原则,制定本规范条件。
一、产业布局和项目设立(一)锂离子电池行业的企业及项目应符合国家资源开发利用、环境保护、节能管理、安全生产等法律法规要求,符合国家产业政策和相关产业发展规划及布局要求,符合当地土地利用总体规划、城市总体规划、环境功能区划和环境保护规划等要求。
(二)在国家法律法规、规章及规划确定或省级以上人民政府批准的自然保护区、饮用水水源保护区、生态功能保护区,已划定的永久基本农田,以及法律、法规规定禁止建设工业企业的区域不得建设锂离子电池(含配套)项目。
上述区域内的现有企业应按照法律法规要求拆除关闭,或严格控制规模、逐步迁出。
(三)严格控制新上单纯扩大产能、技术水平低的锂离子电池(含配套)项目。
对促进技术创新、提高产品质量、降低生产成本等确有必要的新建和改扩建项目,由行业主管部门按照相关规定加强组织论证。
二、生产规模和工艺技术(一)企业符合以下条件:1.在中华人民共和国境内依法注册成立,有独立法人资格;2.具备锂离子电池行业相关产品的独立生产、销售和服务能力;3.研发经费不低于当年企业主营业务收入的3%,鼓励企业取得高新技术企业资质或省级以上研发机构、技术中心;4.生产的产品拥有技术专利;5.企业申报时上一年实际产量不低于实际产能的50%。
(二)企业应采用工艺先进、节能环保、安全稳定、自动化程度高的生产工艺和设备,工艺、装备及相关配套设施应达到以下要求:1.应具有电池正负极材料中磁性异物及锌、铜等金属杂质的检测能力,检测精度不低于10ppb;2.应具有电极涂覆后均匀性的监测能力,电极涂敷厚度和长度的测量精度分别不低于2μm和1mm,鼓励使用涂覆面密度在线监测设备;3.应具有电极剪切后产生毛刺的监测能力,测量精度不低于1μm;4.应具有电极烘干工艺技术,含水量控制精度不低于10ppm;5.应具有电极卷绕或叠片的自动化生产能力,电极对齐度的控制精度不低于0.1mm;6.应具有注液过程中温湿度和洁净度等环境条件控制能力;7.应具有电池装配后的内部短路高压测试(HI-POT)在线检测能力;8.对于由多个单体电池或模组串并联组成的电池组,应具有单体电池开路电压、内阻等一致性评估能力,测量精度分别不低于1mV和1mΩ;9.应具有电池组保护板功能在线检测能力。
聚合物锂离子电芯检验总规范

聚合物锂离子电芯检验规范1目的本标准规定了****新能源有限公司聚合物锂离子电芯的常规测试方法和要求,及质量评定程序;提供公司产品开发的依据,并在此基础上进行电芯的品质、安全性和风险性评价。
2适用范围本规范规定了****新能源有限公司生产的聚合物锂离子常规电芯各项性能的测试方法、要求及质量评定程序。
本规范仅在****新能源有限公司内部使用,对外标准以产品规格书为准。
所有测试方法如引用标准,本公司按照本规定的标准进行测试,原则上参考引用标准。
对于特定产品的开发参照本标准,作为评估风险的依据,但相关项目不作为最后判定依据。
具有明确客户接受的规格书产品的检测,可以依规格书检测,相应的质量风险由相关人员承担。
3职责与权限3.1检测中心负责本标准的制定和修订;3.2检测中心负责本标准的执行和维护。
4定义:4.1聚合物锂离子电芯 Polymer Lithium Ion Battery(PLIB)指采用铝塑包装膜为外壳的叠层式或卷绕式锂离子电芯,指不具备有特殊的功能和要求的电芯简称聚合物锂离子常规电芯(包括高温电芯)。
4.2充电限制电压 Limited Charge Voltage按****新能源有限公司规定,电芯由恒流充电转恒压充电时的电压值4.20V。
4.3放电截止电压 Cut-off Voltage电芯终止放电时的电压3.00V。
4.4额定容量 Rated Capacity指电芯在环境温度为20±5℃时,以5h时率放电至终止电压时所提供的容量,用C5表示,单位Ah(安培小时)或mAh(毫安小时)。
4.5基准电流 Basic Current充放电电流必须以额定容量为基准,电流值用ItA的倍数表示,其中ItA=C h/1h.。
4.6漏液:L eakage指电芯或电池有可见的电解液溢出。
4.7破裂 Rupture由于内部或外部的因素而引起的电芯外壳或电池壳体发生的机械损坏,导致内部物质暴露或溢出,但没有喷出。
锂离子电池总规范

锂离子电池总规范锂离子电池是一种使用锂离子进行电池反应的可再充电电池。
由于其高能量密度、长寿命、低自放电率、轻量化等优点,锂离子电池已经成为现代移动电子设备、电动工具和电动汽车等领域的主要能源存储技术。
为了确保锂离子电池的安全和性能,制定一些总规范是非常重要的。
一、物理规范1.外观特征:锂离子电池应具有良好的外观特征,包括无明显变形、无渗漏、无损伤和无腐蚀等。
2.尺寸和重量:锂离子电池的尺寸和重量应符合相关的技术规范和标准。
3.电极材料:正负极材料应符合设计要求,并且需要具备良好的电化学性能。
4.电解液:电解液必须符合相关的技术规范和标准,包括粘度、比重、扩散系数等参数。
二、电化学性能1.电压特征:锂离子电池的额定电压应符合设计要求,并且在使用过程中电压变化应稳定。
2.能量密度:锂离子电池的能量密度应满足设计要求,并且能够保持在长时间内的稳定性。
3.密封性能:锂离子电池的密封性能应良好,能够有效防止液体和气体的泄漏。
三、安全性能1.过充保护:锂离子电池应具备过充保护功能,能够在电池电压高于额定值时自动切断充电电流。
2.过放保护:锂离子电池应具备过放保护功能,能够在电池电压低于额定值时自动切断放电电流。
3.短路保护:锂离子电池应具备短路保护功能,能够在发生短路时自动切断电流。
4.温度保护:锂离子电池应具备温度保护功能,能够在电池过热时自动切断电流。
5.冲击保护:锂离子电池应具备冲击保护功能,能够在遭受外力冲击时自动切断电流,以防止安全事故的发生。
四、循环寿命1.充放电循环次数:锂离子电池应具备良好的循环寿命,能够完成预定的充放电循环次数。
2.容量保持率:锂离子电池的容量保持率应符合设计要求,能够在循环使用过程中保持较高的容量。
3.自放电率:锂离子电池的自放电率应低于一定的标准,以确保长期存储时电池能够保持较高的容量。
五、环境友好性1.无污染物:锂离子电池应不含有对环境有害的重金属和有毒物质。
2.可回收利用:锂离子电池应设计成可方便回收利用的结构,以降低对环境的影响。
锂离子电池综合标准化技术体系

附件:锂离子电池综合标准化技术体系一、产业发展概述锂离子电池是一种重要的电子基础产品和化学电源产品,其发展应用不仅为摆脱化石能源奠定了一项重要的技术基础,也为改善能源结构、减少CO2排放、治理经济发展所面临的环境污染问题提供了一条重要技术途径。
经历近二十年的发展,据不完全统计,2015年锂离子电池全行业累计完成产量55.98亿只,同比增长5.8%,总产值达到900亿元。
从包括正负极材料、隔膜、电解液关键材料口径统计,总产值超过了1200亿元,产业规模持续增长。
根据功能与应用领域的不同,锂离子电池主要分成消费型、动力型和储能型等。
消费型主要应用于手机、平板、笔记本电脑等数码产品;动力型主要应用于电动汽车、轨道交通、电动工具等;储能型电池主要应用于小型储能电源与不间断电源(UPS)、通信基站储能以及新能源储能等领域。
锂离子电池生产工艺涉及到的产业链主要包括电池材料、电池制造和回收利用等三个部分。
电池材料包括正极材料、负极材料、电解液、隔膜和相关零部件,电池制造包括电芯制造、组装和相关制造设备制造等。
产业链结构见图1。
图1 锂离子电池产业链锂离子电池的性能、安全等关键技术指标,与锂离子电池的选材、设计、生产等各个环节密切相关,不能仅仅依靠对最终产品的鉴定和测试来保证。
因此,单一化的标准体系模式已难以适应锂电池产业发展的需要,必须以综合标准化为手段,推进锂离子电池全产业链、全生命周期标准的制定。
二、总体思路和工作目标(一)总体思路深入贯彻《国务院关于印发深化标准化工作改革方案的通知》的精神,突出政府标准的法规性、基础性和公益性,以提升产品质量和技术水平、满足应用需求为目标,进一步加强锂离子电池标准化工作的总体规划和顶层设计,加快产品安全等重点标准的制定与实施,完善和优化锂离子电池综合标准化技术体系,促进锂离子电池产业的健康持续发展。
(二)工作目标到2020年,锂离子电池标准的技术水平达到国际水平,初步形成科学合理、技术先进、协调配套的锂离子电池综合标准化技术体系,制修订标准80项,其中新制定70项(强制性标准3项、推荐性标准67项),修订推荐性标准10项,总体上满足锂离子电池产业发展需求。
锂离子蓄电池总规范(QBT 2502-2000)

锂离子蓄电池总规范(QB/T 2502-2000) 前言本标准是根据锂离子电池的特点,针对单体锂离子电池而制定的,在技术上融合了UL1642《锂电池标准》(第三版)及日本电池工业会SBAG1101——1997《锂离子可充电池的安全性评价标准》有关技术内容,有利于适用国际贸易,促进锂离子电池行业的发展和提高。
本标准参考了GB/T1500——1994《金属氢化物镍圆柱密封碱性蓄电池总规范》、YD/T 998-1999《移动通信手机用锂离子电源及充电器》、SBAG1101等标准。
本标准由国家轻工业局行业管理司提出。
本标准由轻工业化学电源研究所归口。
本标准起草单位:维坊青鸟华光电池有限公司和厦门宝龙工业有限公司、成都建中锂电池厂、武汉力兴电源股份有限公司、轻工业化学电源研究所、北大先行科技产业有限公司。
本标准主要起草人:盛宏琳、金明刚、吴一帆、余章华、林佩云、周恒辉。
中华人民共和国轻工行业标准QB/T2502——2000锂离子电池总规范1 范围本标准规定了单体锂离子蓄电池的技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于单体锂离子蓄电池(以下简称”电池”)。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 191——1990 包装储运图示标志GB/T 2423.2——1989 电工电子产品基本环境试验规程试验A:低温试验方法GB/T 2423.2——1989 电工电子产品基本环境试验规程试验B:高温试验方法GB/T 2423——1993电工电子产品基本环境试验规程试验Ca:恒定湿热试验方法GB/T 2423.6——1995电工电子产品环境试验规程第二部分:试验方法试验Ed和导则:碰撞GB/T 2423.10——1995电工电子产品环境试验规程第二部分:试验方法试验Fc和导则:振动(正弦)GB/T 2828——1987逐批检验记数抽样程序及抽样表(适用于连续批的检查)GB/T2829——1987 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)3 定义本标准采用下列定义。
工业和信息化部锂离子电池行业规范条件-国家规范性文件

工业和信息化部锂离子电池行业规范条件为加强锂离子电池行业管理,提高行业发展水平,引导产业转型升级和结构调整,推动锂离子电池产业持续健康发展,根据国家有关法律法规及产业政策,按照危险化学品安全生产监管部际联席会议要求,经商有关部委,制定《锂离子电池行业规范条件》,现予以公告。
附件:锂离子电池行业规范条件工业和信息化部2015年8月31日为加强锂离子电池行业管理,引导产业转型升级,大力培育战略性新兴产业,推动锂离子电池产业健康发展,根据国家有关法律法规及产业政策,依据优化布局、规范秩序、保障质量、安全管理、推动创新、分类指导的原则,制定本规范条件。
一、产业布局和项目设立(一)锂离子电池行业的企业及项目应符合国家资源开发利用、环境保护、节能管理等法律法规要求,符合国家产业政策和相关产业发展规划及布局要求,符合当地土地利用总体规划、城市总体规划、环境功能区划和环境保护规划等要求。
(二)在国家法律法规、规章及规划确定或省级以上人民政府批准的基本农田保护区、自然保护区、饮用水水源保护区、生态功能保护区等法律、法规规定禁止建设工业企业的区域不得建设锂离子电池行业项目。
上述区域内的现有企业应逐步迁出。
(三)严格控制新上单纯扩大产能、技术水平低的锂离子电池行业项目。
对促进技术创新、提高产品质量、降低生产成本等确有必要的新建和改扩建项目,由行业主管部门按照相关规定加强组织论证。
二、生产规模和工艺技术(一)企业应具备以下条件:在中华人民共和国境内依法注册成立,具有独立法人资格;具有锂离子电池行业相关产品的独立生产、销售和服务能力;具有高新技术企业资质或省级以上独立研发机构、技术中心;主要产品具有技术发明专利。
(二)企业应满足以下规模要求:电池年产能不低于 1亿瓦时;正极材料年产能不低于2000吨;负极材料年产能不低于2000吨;隔膜年产能不低于 2000万平方米;电解液年产能不低于 2000吨,电解质产能不低于 500吨。
液态锂离子电芯总规范

液态锂离子电芯总规范液态锂离子电芯总规范文件编号:HD/03-06-001 版次:A 修订日期:xx、6、1 编写单位:品质管理部核准审核编写前言深圳市弘德电池有限公司企业标准—《液态锂离子电芯总规范》是深圳市弘德电池有限公司所生产的锂离子电芯的唯一参考标准。
该标准参考了国标 GB/T18287-2000, UL1642,IEC61960-1/2,IEC62133 等标准以及移动设备锂离子电池总规范(中兴通讯股份有限公司企业标准),6089242 E01(motorola), ESG SOP-0076 (motorola)等企业标准。
该标准为深圳市弘德电池有限公司所生产的锂离子电芯提供一个统一的测试标准、判断依据以及抽样标准。
1 范围本标准规定了锂电芯的术语及定义、单体电芯及电芯要求、试验方法、抽样标准、质量评定、标识、包装、运输、贮存及检验项目。
本标准适用于可充电锂电芯,这种锂电芯的正极采用锂金属氧化物,负极采用可存储锂离子的碳材料,充放电过程中依靠锂离子在正负极之间移动实现化学能与电能之间转化的锂离子电芯。
该电芯仅指单个电芯。
本标准制定的目的是尽量减小锂电使用到移动通信手持机上发生起火、爆炸的可能性。
一旦发生起火或爆炸事故时,尽量减小对人体的伤害。
2 参考标准 GB/T18287-2000 蜂窝电话用锂离子电芯总规范YD998、1-1999 移动通信手持机锂离子电源及充电器:锂离子电源 UL1642:1995 STANDARD FOR LITHIUM BATTERIES IEC61960-1:2000 SECONDARY LITHIUM CELLS AND BATTERIES FOR PORTABLE APPLICATIONS PART1 IEC61960-2:2001 SECONDARY LITHIUM CELLS AND BATTERIES FOR PORTABLE APPLICATIONS PART2IEC62133:2001 SECONDARY CELLS AND BATTERIES CONTAINING ALKALINE OR OTHER NON-ACID ELECTROLYTES IEC60086-4:1986 SAFETY STANDARD FOR LITHIUM BATTERIES GB/T2828、1-2003 计数抽样检验程序第一部分按接收质量限( AQL)检索的逐批检验抽样计划; GB/T2829-2002 周期检查计数抽样程序及抽样表(适用于对过程稳定性的检验); GB/T3873-1983 通信设备产品包装通用技术条件 GB5296、1-1997 消费品使用说明总则 GB6388-1986 运输包装收发货标志 GB/T191-2000 包装储运图示标志 GB/T12463-1990 危险货物包装通用技术条件3 术语及定义本标准的术语及定义借鉴了 GB/T18287-2000 、GB/T2900、11-1998、UL1642、IEC61960-1/2、IEC62133 中的规定。
电池标准

1 范围本规范规定了锂离子电池的定义、要求、测试方法、质量评定程序及标志、包装、运输、贮存及检验项目。
本规范适用于所有可充电锂离子电池(以下简称电池)。
2 引用标准下列标准所包含的条文,通过在本中引用而构成为本规范的条文。
本规范出版时,所示版本均为有效。
所有标准都会被修订,使用本规范的各方应探讨使用下列标准最新版本的可能性。
GB/T18287-2000 蜂窝电话用锂离子电池总规范GB191-1990 包装储运图示标志GB/T2828.1-2003 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829-1987 周期检查计数抽样程序及抽样表(适用于生产过程中稳定性的检查)GB/T2900.11-1988 蓄电池名词术语(e p v IEC 60486:1986)3术语和定义本规范采用GB/T2900.11中规定的术语和下列定义。
3.1锂离子电池lithium-ion battery指由一只或多只锂离子蓄电池及附件组合而成的,用于移动电话的电池。
3.2充电限制电压lithium-ion battery for cellular phone电池由恒流充电转入恒压充电时的电压值,规定充电限制电压为4.2V/只。
3.3额定容量rated capacity 生产厂标明的电池容量,指电池在环境温度为20℃±5℃条件下,以5h率放电至终止电压时所应提供的电量,用C表示,单位为Ah(安培小时)或mAh(毫安小时)。
53.4标称电压nominal voltage 用以表示电池电压的近似值,规定标称电压为3.7V/只,3.5终止电压cut-off voltage 规定放电终止时电池的负载电压,其值为n*3.0(锂离子单体电池的串联只数用“n”表示,下同)。
4要求4.1外观a ) 电池外表应清洁,无机械损伤,触点无锈蚀;b ) 电池表面应有必须的产品标识(见7.1);c ) 与移动电话或模拟装置配合,开机应工作正常,锁扣可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1范围03 2规范性引用文件33术语和定义33.1锂离子电池33.2充电限制电压33.3额定容量33.4放电截止电压33.5中值电压33.6放电平台33.7 泄气和漏液33.8 燃烧33.9 爆炸 4 3.10 电池分类定义 4 3.11 循环寿命 4 4测试条件 4 4.1标准测试条件 4 4.2测量仪表与设备要求 4 4.3完全充电 4 4.4标准放电 4 4.5搁置时间 4 5电性能测试方法及要求 4 5.1初始性能测试 4 5.2倍率放电性能 5 5.3不同温度放电性能 5 5.4循环性能 5 5.5荷电保持能力 5 5.6贮存性能 6 6安全性评价 6 6.1电气试验 66.1.1短路 66.1.2过充电 66.1.3强制放电 66.2机械试验 66.2.1挤压76.2.2重物冲击76.2.3振动76.2.5自由跌落76.3环境试验76.3.1热冲击86.3.2恒定湿热性能87质量评定程序87.1检验分类87.2鉴定检验87.2.1抽样方案87.2.2判定规则87.3质量一致性检验87.3.1逐批检验87.3.2周期检验88标志、包装、运输、贮存108.1标志108.2包装108.3运输108.4贮存10 锂离子电池总规范1 范围2 规范性引用文件下列标准所包含的条文,通过在本规范中引用而构成本规范的条文。
GB/T 18287-2000 蜂窝电话用锂离子电池总规范UL 1642 STANDARD FOR LITHIUM BATTERIESEN60086-4 SAFETY STANDARD FOR LITHIUM BATTERIESEN 62133-2003 SECONDARY CELLS AND BATTERIES CONTAINING ALKALINE OR OTHER NON-ACID ELECTROLYTESIEC 61960-2003 Secondary lithium cells and batteries for portable applicationsUL2054 Commercial and household batteriesGB/T 2828.1-2003 计数抽样检验程序GB/T 2829-2002 周期检查计数抽样程序及抽样表GB/T 191-2000 包装储运图示标志GB/T 12463-1990 危险货物包装通用技术条件IEC 62281-2004 SAFETY OF PRIMARY AND SENCONDARY LITHIUM CELLS AND BATTERIES DURING TRANSPORT3 术语和定义3.1 锂离子电池 Lithium Ion Battery(LIB)指采用铝壳包装的叠层式或卷绕式锂离子电池,简称锂电。
3.2 充电限制电压 Limited Charge Voltage按xxxx有限公司规定,电池由恒流充电转恒压充电时的电压值。
3.3 放电截止电压 Cut-off Voltage电池终止放电时的电压。
3.4 额定容量 Rated CapacityXxxx有限公司标明的电池容量,指电池在环境温度为23±2℃时,以1C率放电至3V时所应提供的电量,单位Ah或mAh。
3.5 中值电压 Midpoint Voltage指电池在环境温度为23±2℃时,单次循环1C率放电容量的50%所对应的电压。
3.6 放电平台:标准放电时,3.6V以上的放电容量占总放电容量的比值。
3.7 泄气和漏液:电池中的电解液以液体或蒸汽的形式从设计的孔道或设计密封处逸出,导致明显可观测性或失重符合下面标准:3.8 燃烧(判定以电池的表电池的某一物质达到燃点并发生火星或耀眼的亮点或者有可观测的气体色度变化。
观完整性或不燃物质的完整性约95%为准。
)3.9 爆炸电池、电池壳被撕破或分裂成两片或多片,且电池的组成物被喷出25cm外。
3.10 循环寿命:常规电池项目检测为50周容量保持>95%的标准;400周容量保持>80%的标准。
4 测试条件4.1 标准测试条件测试电池必须是xxxx有限公司生产的,客户不超过一个月的新电。
除非另有规定,本规范规定的测试条件为:大气压力86~106kPa,温度23±2℃,相对湿度45%~75%。
如果已经证明测试结果不受这些测试条件影响,实验也可以在温度15~30℃,相对湿度25%~85%的条件下进行,本规定定义室温为25±5℃。
4.2 参数测量公差相对于规定值或实际值,所有控制值或测量值的准确度应在表1公差范围内:表1 参数测量公差规定上述公差包含了所有测量仪器的准确度、所采用的测试方法以及所有其它测试过程中引入的误差。
4.3 完全充电 Full Charge在环境温度23±2℃的条件下,以0.5C/1.0CmA(充电,当电池端电压达到充电限制电压时,改为恒压充电,直到充电电流小于或等于0.01CmA,总充电时间不超过2.5小时。
容量≥2000mAh的电池截止电流为0.03C,总充电时间不超过3.5小时4.4 放电 Discharge在环境温度23±2℃的条件下,未注明以下表2放电,当电池端电压达到3V时放电结束。
表2 放电测试条件4.5 搁置时间 Rest Time除非另有规定,电池充放电时间间隔为10min。
5 电性能测试方法及要求5.1 初始性能测试电池在23±2℃条件下电压在3.75-3.95V,目测电池的外观,测量电池的尺寸、开路电压及内阻。
测试结束后,进行3次0.5CmA/0.5CmA循环(放电;完全充电、放电;完全充电、放电;完全充电、放电),测试第3周放电容量、中值电压,具体要求见表3。
然后充满电测试其他性能。
表3 初始性能测试要求5.2 倍率放电性能电池在环境温度23±2℃的条件下依次进行0.5CmA、1.0CmA、2.0CmA放电,具体要求见表4。
表4 倍率放电性能测试要求5.3 不同温度放电性能电池在环境温度23±2℃的条件下完全充电,然后在30分钟内冷却或加热到测试温度。
放电前电池在此温度下保持3小时,做完一个温度实验后,电池在23±2℃的条件下放置2小时然后进行充电,具体要求见表5。
表5 不同温度放电性能测试要求5.4 循环性能电池在环境温度23±2℃的条件下完全充电后,搁置10min,1.0/0.5CmA放电至3.0V,搁置10min,重复上述步骤进行循环,直至电池放电容量连续两次≤80% 3周放电容量,具体要求见表6。
表6 循环性能测试要求5.5 荷电保持能力测试方法及要求见表7。
表7 荷电保持能力测试方法及要求5.6 贮存性能测试方法及要求见表8。
表8 贮存性能测试要求备:任何上述测试过程有漏夜现象均判定不合格。
6 安全性评价除非特别要求,进行鉴定检验时需要对新电池及循环电池进行试验,其中循环电池需要至少循环公司标明循环次数的25%。
循环电池不做强制检测项目。
6.1 电气试验测试方法及要求见表9。
表9 电气试验测试方法及要求6.2 机械试验测试方法及要求见表10。
表10 机械试验测试方法及要求6.3 环境试验测试方法及要求见表11。
表11 环境试验测试方法及要求7 质量评定程序7.1 检验分类本规范规定的检验分为:(1)鉴定检验;(2)例行检验。
7.2 鉴定检验鉴定检验适用于xxxxx有限公司小试及试产鉴定,当产品的主要设计(如电池型号、电池结构、技术配方等)、工艺及原材料(如正极、负极、电解液、隔膜、铜箔、铝箔、包装膜、粘结剂等)发生重大改变,影响产品的重要性能,使原来的鉴定结论失效后,需进行鉴定检验。
样品数量见下表12。
7.2.1 抽样方案鉴定检验的样品是使用与正常生产相同的材料、设备和工艺生产并随机抽取的,鉴定检验项目、顺序、分组及样品数量见表12。
7.2.2 判定规则当所有检验项目均满足规定时,则判为鉴定检验合格。
鉴定合格与不合格项均作为小试试产评审的依据。
7.3例行检验7.3.1逐批检验7.3.1.1供检验的样品在交验的产品中随机抽取,采用GB/T 2828的正常检验一次抽样方案,检验项目、要求、检查水平(IL)及合格质量水平(AQL-accept quality level)按表13、表14规定。
7.3.1.2逐批检验后,按GB/T2828-2003中9.3规定对产品批进行处置。
7.3.2周期检验7.3.2.1周期检验适用于xxxx有限公司交付客户产品的性能鉴定,周期检验的样品是使用与正常生产相同的材料、设备和工艺生产并随机抽取的产品,周期检验的结果可以作为产品审核的依据。
周期检验项目与标准应与产品规格书相符,已经检验过合格的项目部分可以借鉴不测有:强制放电,振动,自由跌落,冲击,温度循环,模拟海拔高度,恒定湿热性能,已经进行过的外部检验项目可以纳入本检测规范检测项目结果中不记录,接近型号部分实验结论可以借用作为参考。
周期检验样品数量及抽样周期见表14。
表12 鉴定检验123表13 初始性能测试表14 电气试验 12表15 周期检验128 标志、包装、运输、贮存8.1 标志每个电池上应有下列中文标志:产品型号、正负极极性、生产批号、以及其他必要的编号。
8.2 包装每只电池都应放在包装盒内,电池与包装盒接触紧密、无明显的松动现象,为方便电池的取出,包装盒应设计有手取位置。
包装箱外应标明电池名称、型号、数量、毛重、公司名称、出厂日期,应有“小心轻放”、“怕湿”、“向上”等必要标志,其包装储运图示应符合GB 191规定。
8.3 运输电池应包装成箱进行运输,在运输过程中应防止剧烈振动、冲击、短路或挤压,防止日晒雨淋,可使用汽车、火车、轮船、飞机等交通工具进行运输,同时符合相关的运输标准。
8.4 贮存电池应贮存在环境温度为-5℃~35℃,相对湿度不大于75%的清洁、干燥、通风的室内,应避免与腐蚀性物质接触,应远离火源及热源。