GRR使用步骤
测量系统分析--GRR

测量系统分析--“量具R&R”第一节概述测量数据的使用比以前更频繁﹑更广泛.例如,是否调整制造过程,现在普遍依据测量数据来决定.把测量数据或由它们计算出的一些统计量,与这一过程统计控制限值相比较,如果比较结果表明这一过程在统计控制之外,那么要做某种调整,否则,这一过程就允许运行而勿须调整.测量数据的另外一个用途是确定两个或多个变量之间是否存在某种显著关系.例如,人们可以推测一模制塑料料件的关键尺寸与浇注材料温度有关系.这种可能的关系可通过采用所谓回归分析的统计方法进行研究.即比较关键尺寸的测量结果与浇注材料温度的测量结果.应用以数据为基础的方法的益处,很大程度上决定于所用测量数据的质量.如果测量数据质量低,则这种方法的益处很可能低,类似地,如果测量数据的质量高,这一方法的益处也很可能高.为了确保应用测量数据所得到的益处大于它们所花的费用,就必须把注意力集中在数据的质量上.测量数据的质量测量数据质量与稳定条件下运行的某一测量系统得到的多次测量结果的统计特性有关.例如,假定用在稳定条件下运行的某测量系统,得到某一特性的多次测量结果.如果数据的质量会很低,以致这些数据是无用的. ,那么可以说这些测量数据的质量“高”,类似地,如果一些或全部测量结果“远离”标准值,那么可以说这些数据的质量“低”.低质量数据最普通的原因之一是数据变差太大.例如,测量某容器内的流体的容积,使用的测量系统可能对它周围的环境温度敏感,在这种情况下,数据的变差可能由于其体积的变化或周围温度的变化,使得解释这些数据更困难.因些这一测量系统是不太合乎需要的.一组测量的变差大多是由于测量系统和它的环境之间的交互作用造成的. 如果这种交互作用产生太大的变差,那么数据的质量会很低,以致这些数据是无用的. 例如,一个具有大量变差的测量系统,用来分析一个制造过程,可能是不恰当的,因为这一测量系统的变差,可能会掩盖制造过程中的变差.绝大部分变差是不希望有的,但也有一些重要的例外.例如这一变差是由于被测量特性的小变化而引起的,一般情况下这一变差被认为是有用的.一个测量系统对这种变化越灵敏,这个系统越良好.因为这一系统是一个较敏感的测量系统.如果数据的质量是不可接受的,则必须改进,通常是通过改进测量系统来完成,而不是改进数据本身.测量过程术语“测量”定义为“赋值给具体事物以表示它们之间关于特殊特性的关系”. 赋值过程定义为测量过程,而赋予的值定义为测量值.从这些定义得出,应将一种测量过程看成一个制造过程,它产生数字(数据)作为输出.术语量具: 任何用来获得测量结果的装置;包括用来测量合格/不合格装置.测量系统: 用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合;用来获得测量结果的整个过程.测量系统的分辨力(或分辩率): 测量系统捡出并如实指示被测特性中极小变化的能力.重复性: 指同一个人使用同一量具,多次测量同一零件上的同一参数所测结果的变差.再现性: 指不同人使用同一量具,测量同一零件上的同一参数所测结果的变差.C重复性量具精确度: 指测量观察平均值与真实值(基准值)的差异。
GRR培训教程

GRR培训教程一、概述GRR(Get, Read, Report)是一种应对网络安全事件的响应方法,通过获取系统数据、阅读数据并生成报告,帮助组织有效应对安全威胁。
本教程将介绍如何进行GRR培训,以便组织成员掌握GRR的基本原理和操作技巧。
二、培训目标1. 理解GRR的基本原理和工作流程;2. 掌握GRR客户端和服务端的安装和配置;3. 学会使用GRR进行取证分析、恶意代码调查和事件响应;4. 能够根据实际情况定制和优化GRR的使用。
三、GRR基本原理GRR是基于客户端-服务器架构的网络安全工具,通过在目标主机上安装客户端,并与中央服务端进行通信,实现数据采集和分析。
其基本原理如下:1. 客户端部署:在目标主机上部署GRR客户端,通过配置文件指定目标主机和服务端的通信参数。
2. 数据采集:GRR客户端定期获取目标主机的系统信息、日志、进程和文件等数据,并将其上传至服务端。
3. 数据分析:GRR服务端接收并存储来自客户端的数据,通过各种分析工具对数据进行处理和分析,以发现异常行为和安全威胁。
4. 用户交互:通过GRR控制台或Web界面,安全分析人员可以查询和浏览客户端上传的数据,进行取证、调查和事件响应。
四、培训内容1. 客户端安装与配置a. 下载GRR客户端安装包并解压;b. 配置客户端参数,包括目标主机、服务端地址和端口;c. 启动客户端并与服务端建立通信。
2. 服务端安装与配置a. 搭建GRR服务端环境,安装依赖软件;b. 配置服务端参数,包括监听地址和端口、数据库连接等;c. 启动服务端并监控客户端连接。
3. 数据收集与分析a. 学习使用GRR命令行工具或Web界面进行数据查询;b. 针对不同的取证场景和需求,设置并运行数据采集任务;c. 使用GRR提供的分析工具和脚本,对采集的数据进行分析和挖掘。
4. 恶意代码调查和事件响应a. 利用GRR提供的特征识别工具,检测和查杀恶意代码;b. 分析恶意代码的行为和传播路径,找出受感染主机;c. 根据取证分析的结果,采取相应的安全防护措施和应急响应措施。
MINITAB-R14-使用手册(GRR)
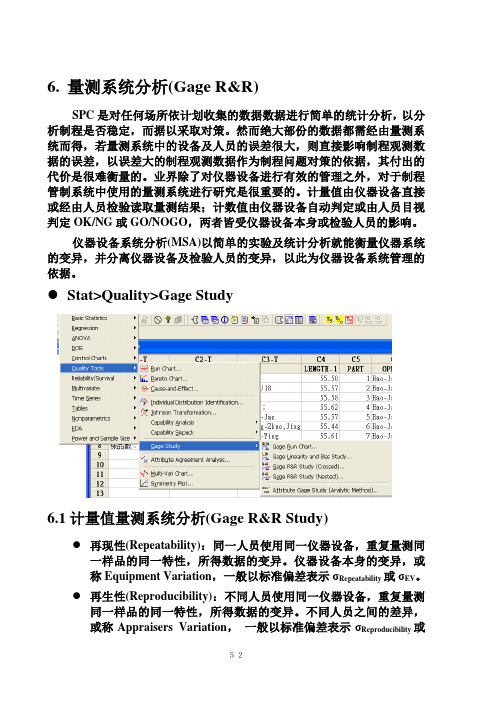
526. 量测系统分析(Gage R&R)SPC 是对任何场所依计划收集的数据数据进行简单的统计分析,以分析制程是否稳定,而据以采取对策。
然而绝大部份的数据都需经由量测系统而得,若量测系统中的设备及人员的误差很大,则直接影响制程观测数据的误差,以误差大的制程观测数据作为制程问题对策的依据,其付出的代价是很难衡量的。
业界除了对仪器设备进行有效的管理之外,对于制程管制系统中使用的量测系统进行研究是很重要的。
计量值由仪器设备直接或经由人员检验读取量测结果;计数值由仪器设备自动判定或由人员目视判定OK/NG 或GO/NOGO ,两者皆受仪器设备本身或检验人员的影响。
仪器设备系统分析(MSA)以简单的实验及统计分析就能衡量仪器系统的变异,并分离仪器设备及检验人员的变异,以此为仪器设备系统管理的依据。
●Stat>Quality>Gage Study6.1计量值量测系统分析(Gage R&R Study)● 再现性(Repeatability):同一人员使用同一仪器设备,重复量测同一样品的同一特性,所得数据的变异。
仪器设备本身的变异,或称Equipment Variation ,一般以标准偏差表示σRepeatability 或σEV 。
● 再生性(Reproducibility):不同人员使用同一仪器设备,重复量测同一样品的同一特性,所得数据的变异。
不同人员之间的差异,或称Appraisers Variation , 一般以标准偏差表示σReproducibility 或σAV。
非破坏性Gage R&R Study(Crossed)可经由实验的方法来估计再现性(Repeatability)及再生性(Reproducibility)的变异数或标准偏差,一般在产业界流通的方法如下:(1) 计划内容1.组成项目小组。
2.选定平常使用该仪器设备的检验员,人数m=2~3人,当仪器设备的能力未知时m=3人,当仪器设备以前的能力曾合格者时m=2人。
MINITAB之GRR学习课件

Number of Distinct Categories = 0
Gage R&R for Vibrator Fre
Distinct Categories
根據AIAG的建議﹐當此數值小于2時﹐代表測 試系統無法控制制程品質﹔而當此數值為2 時﹐代表測試系統可以識別Low 和 high 兩種 狀態﹔當此數值為3時﹐代表測試系統可以識 別Low/Middle/high 三種狀態﹔當此數值為4 以上時﹐代表測試系統有足夠的能力控制制程 品質
190 180 170 160 150 140 130 120 110
Oper
Response By DUT
1
2
3
4
190 180 170 160 150 140 130 120 110
0
Xbar Chart by DUT
1
2
3
4
MULCCeLaL=n=1=1415640.8.71.4
Average
試工位(DUT)當作是一個操作員﹐本例中涉及4個DUT﹐即 DUT1﹐DUT2﹐DUT3﹐DUT4
MINITAB 應用實例 -GRR
2.3 用同樣的方法在Measurement data 中輸入Vibrator Frequency, 即分析的對象
* Measurement data 為測試結果
MINITAB 應用實例 -GRR
tolerance;Historical sigma等。詳細設定及其含義請參考Minitab 手冊或相關統計學知識﹐本例中使用其默認之參數設定。在Title一 欄中可以輸入一個名稱如“GRR of Vibrator Frequency”,此標題會 出現在GRR圖表中
grr考核记录模板 -回复
grr考核记录模板-回复[grr考核记录模板],以中括号内的内容为主题,写一篇1500-2000字文章,一步一步回答一、什么是grr考核记录模板?Grr考核记录模板是一种用于员工绩效评估和记录的工具。
Grr是指“Goal (目标), Results(结果), and Reflection(反思)”,即目标、结果和反思。
这个模板可以帮助管理者和员工共同制定并达成明确的目标,衡量工作结果以及提供一个反思和成长的机会。
二、为什么需要使用grr考核记录模板?使用grr考核记录模板有以下几个优点:1. 目标明确:通过制定明确的目标,可以使员工明确工作重点,提高工作效率。
2. 衡量工作结果:通过记录和衡量工作结果,可以客观评估员工的绩效,对工作质量和绩效进行分析。
3. 提供反思和成长机会:通过反思部分,员工可以总结工作经验,发现自身的不足,并提出改进措施,有助于个人的成长和提高工作能力。
4. 提供绩效回顾和参考:通过记录和汇总的grr考核记录,可以提供对员工绩效的回顾和参考,为晋升、薪酬调整和培训提供依据。
三、如何使用grr考核记录模板进行员工绩效评估?使用grr考核记录模板进行员工绩效评估的步骤如下:1. 设定目标:与员工一起制定明确的目标,确保目标具体、可衡量且有挑战性。
目标应该与岗位职责和公司战略目标相一致。
2. 定期跟踪进展:管理者应该与员工定期跟踪目标的进展情况,并提供必要的指导和支持。
可以通过会议、邮件等方式与员工交流进展。
3. 衡量目标达成情况:在考核记录模板中,记录员工在每个目标上的实际达成情况,可以使用评分、百分比或其他相关指标进行衡量。
同时,还可以记录达成目标所花费的时间、投入的资源等信息。
4. 结果汇总和评估:在模板的结果部分,对员工在各个目标上的成果进行汇总和评估。
可以对每个目标进行评分,并提供相应的评语和建议。
5. 反思和总结:在模板的反思部分,员工可以对自己的工作进行反思和总结,包括工作中的成功经验、遇到的挑战以及改进的方向。
GRR
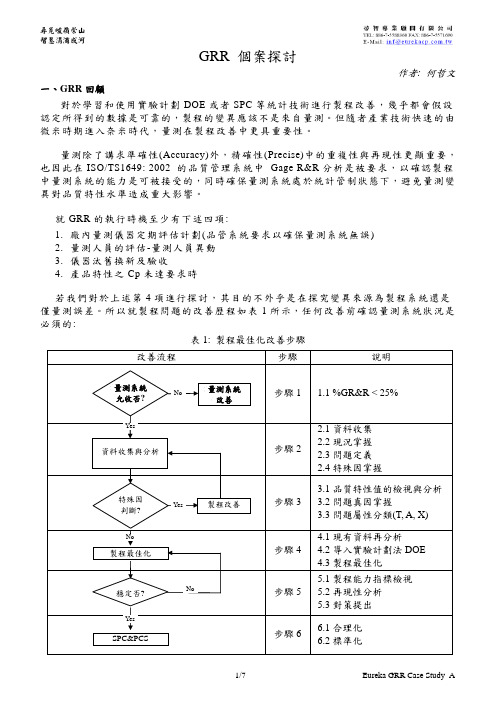
GRR 個案探討作者: 何哲文一、GRR回顧對於學習和使用實驗計劃DOE或者SPC等統計技術進行製程改善,幾乎都會假設認定所得到的數據是可靠的,製程的變異應該不是來自量測。
但隨者產業技術快速的由微米時期進入奈米時代,量測在製程改善中更具重要性。
量測除了講求準確性(Accuracy)外,精確性(Precise)中的重複性與再現性更顯重要,也因此在ISO/TS1649: 2002 的品質管理系統中 Gage R&R分析是被要求,以確認製程中量測系統的能力是可被接受的,同時確保量測系統處於統計管制狀態下,避免量測變異對品質特性水準造成重大影響。
就GRR的執行時機至少有下述四項:1. 廠內量測儀器定期評估計劃(品管系統要求以確保量測系統無誤)2. 量測人員的評估-量測人員異動3. 儀器汰舊換新及驗收4. 產品特性之Cp未達要求時若我們對於上述第4項進行探討,其目的不外乎是在探究變異來源為製程系統還是僅量測誤差。
所以就製程問題的改善歷程如表1所示,任何改善前確認量測系統狀況是必須的:表1: 製程最佳化改善步驟當製程改善人員針對某品質特性進行GRR分析時,通常會面臨下述問題:1. 如何安排GRR的量測計劃(包含儀器校驗、量測人員、待測件的選取)2. 數據收集後如何進行分析(分析工具與計算方式的選用)二、GRR個案研究與分析藉由以下的個案的探討來試著回答上述的兩項問題。
某公司製程團隊針對某製程進行SPC診斷,所收集到的品質特性現況為Cp=0.4 (規格為望小特性,規格上限值為0.6),為確保製程的變異並非來自量測系統,於是團隊決定對量測系統進行GRR分析。
所擬定的計劃與測量後的結果如下:1. 從生產線上選取三位已認定受訓合格的量測技術員2. 從某一批產品中隨機選取15個,並請其中一位量測技術員使用目前的儀器進行量測,所得到的資料經排序後如表2所示。
然後經由團隊選取足以代表目前品質特性分佈的10個產品(黑斜體字),然後重新編號為待測件。
培训课件:MINITAB之GRR学习

24.0534 18.7941 15.0115
2.5637 14.7909
2.3672 24.1696
123.875 96.790 77.309 13.203 76.173 12.191
124.473
99.52 77.76 62.11 10.61 61.20
这个结果表明测试机的
Source
StdDev Study Var %Study Var
(SD)
(5.15*SD) (%SV)
Vibrator frequency 测试 不能达到要求!
Total Gage R&R Repeatability Reproducibility DUT DUT*Phone NO
9.79 100.00
Number of Distinct Categories = 0
Gage R&R for Vibrator Fre
Distinct Categories
根据AIAG的建议﹐当此数值小于2时﹐代表测 试系统无法控制制程质量﹔而当此数值为2 时﹐代表测试系统可以识别Low 和 high 两种 状态﹔当此数值为3时﹐代表测试系统可以识 别Low/Middle/high 三种状态﹔当此数值为4 以上时﹐代表测试系统有足够的能力控制制程 质量
试工位(DUT)当作是一个操作员﹐本例中涉及4个DUT﹐即 DUT1﹐DUT2﹐DUT3﹐DUT4
MINITAB 应用实例 -GRR
2.3 用同样的方法在Measurement data 中输入Vibrator Frequency, 即分析的对象
* Measurement data 为测试结果
GRR手册

测量系统GRR分析作业指导1.目的本手册是为评定测量系统GRR提供知道,对测量系统变差进行分析评估,以确定测量系统满足规定要求,已达到确保产品满足质量要求。
2.范围适用于本公司用于正式产品符合规定要求的所有量具测量系统的分析与管理3.参考文件MSA分析手册(第四版)4.职责4.1.质量部负责测量系统GRR分析计划的制定、实施、收集数据进行分析评估4.2.生产车间主任负责执行测量系统GRR分析计划4.3.生产操作人员负责数据的收集4.4.相关部门配合测量系统分析工作5.定义5.1.量具任何用来获得测量结果的装置,通常指能在生产红使用的零件或测量装置5.2.测量系统是对测量单元进行量化或对北侧的特性进行评估,其所使用的仪器、量具、标准、操作、放啊夹具、软件、人员环境及假设的集合;也就是说,用来获得测量结果的整个古城、5.3.重复性(设备变差EV)由同一个评价人(操作者)多次使用一件测量设备,对同一产品的某一特性进行多次测量下的变差5.4.在现性(评价人变差AV)由不同的评价人使用相同的测量设备,测量一个产品的某一特性的测量平均值变差(在对产品或过程进行鉴定时,误差可能是评价人、环境(时间)或方法。
6.工作程序6.1.确定测量过程需要使用的测量仪器及测量系统分析的范围6.1.1.控制计划有要求的工序所使用的测量仪器6.1.2.有SPC控制要求的过程,特别是有关键/特殊特性的产品及过程6.1.3.新产品、新过程、新增员工6.1.4.新增的测量仪器6.1.5.已经做过测量系统分析,重新修理后6.1.6.客户要求6.2.操作步骤和方法6.2.1.确定产品的特殊特性和关键特性的质量特性值和对应的测量仪器6.2.2.确定三位评价让你,评价人应从日常操作该仪器的人中挑选6.2.3.样品必须从过程中选取并代表整个工作范围,分析中的产品必须代表生产过程中产品变差的全部范围(靠近上下规格限和中间)6.2.4.对产品进行编号,由于每个产品将被测量若干次,必须对每一个产品进行编号6.2.5.确定测量仪器的分辨率,量具的最小刻度应小于或等于过程变差或产品公差的十分之一,例过程变差或产品公差为0.01,仪器应能读取0.001的变化6.2.6.测量应按随机顺序(6.3.1数据收集)6.3.测量系统分析(重复性、再现性分析)样本量10个,评价人3人,按照附录设计表格,收集数据并分析(平均值和极差法、minitabl方差分析法)6.3.1.数据收集A)获取一个能代表过程变差实际或预期范围的样本,产品数n=10个产品的样本B)给评价人编号为A,B,C等。
MSA-GRR第四版计算方法2
GRR知识简介
(%AV) = 100 ( AV/TV ) % GR&R = AV 2 + EV 2
2
14
GR&R:量具的重复性和再现性
GR&R 的执行步骤
GR&R 的执行
要获取可信的GR&R,需按照一些的标准程序如下: 1. 在量测系统使用者中选出2 ~ 3个评价人员;
2. 抽取10个零件,以此代表实际或期望的过程变差;
C、 同一环境
D、 同一位置 E、 同一仪器 F、 短期时间内
8
GR&R:量具的重复性和再现性
GR&R目的是什么
基本含义介绍
因为GR&R只是保证量具的稳定性,所以可简单的理解其目的就是 降低量测误差,使量测值之尽量接近(真值之标准差 )。 例:我们抽测100支圆筒的外径,可得到100组数据,会形成一个分配;如图(A)
总变异数(σr)
60
70
80
90
100
110
120
图(A) 其实上面图形分配并不是一直不变的,我们知道同一样品给同一个人量测, 第一天和第二天的量测数据不会一模一样;那是什么原因导致数据变
0
化呢?
9
GR&R:量具的重复性和再现性
基本含义介绍
我们知道同一产品在温度/湿度等等环境下本身特性上会发生一些变 异,量测的仪器/工具也会发生变异,还有其他的一些随机的变异;而这 些变异就会产生数据上的误差;那么我们可以理解:看到的数据误差(σr)
GR&R应用目的:借助量具量测数据,验证量具是否可靠? 是否好用? 还可以计算出量具的量测误差;
CPK 应用目的:大量生产情况下,查看并降低不良率( %ppm),提 高品质质量(合格优等),找出制程管制方向;
GRR手法应用说明

1.目的:分析生产过程测量系统的变差,对测量系统进行控制,确保过程输出所测量的数据可靠,提升客户满意度。
2.适用范围:适用于本公司用以证实产品符合规定要求所有测量设备的测量系统分析。
3.名词释义:3.1偏倚:测量结果的观测平均值与基准值可通过采用高级别的测量设备进行多次测量,取其平均值来确定。
3.2重复性:由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量变差。
3.3再现性:由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
3.4稳定性:测量系统在某持续时间内测量同一基准或零件的单一性时获得的测量值总变差。
3.5 线性:在量具预期的工作量程内,偏倚值的差值。
3.6 量具:任何用来获得测量结果的装置,包括用来测量合格/不合格的装置。
3.7测量系统:用来对被测特性赋值的操作程序、量具、设备、软件及操作人员的集合,并获得测量结果的整个过程。
3.8 盲测:量测系统分析人员在不知被测状态及被测结果的条件下进行取样。
4.职责4.1品保部负责制订并组织实施测量系统分析计划,收集数据并进行统计分析,负责对统计分析结果进行评估,当量具分析结果趋近允收下限时,负责通知量具使用单位。
4.2 品保部负责对检测能力不足的量具适用性重新进行评估,并确定处理对策(包括对已检测的产品的处理意见);并负责对各岗位检验人员的资格进行评估,符合要求者给予上岗。
4.3 量具使用单位配合测量系统分析工作,各岗位检验人员应配合品保的资格考核。
4.4 测量系统分析结果核准:体系主管/品保主管。
发行日期5.作业程序:流程权责部门 重点说明相关记录/ 支持文件品保部1)测量系统分析范围:对管制计划、QC 工程表中规定的或客户要求的测量设备均需进行测量系统分析。
2)运用计数型GRR 评估所有检验人员上岗资格。
“控制计划” “ QC 工程表”品保部3)依据管制计划、QC 工程表或客户要求制定每年度的测量系统分析计划,规定各种测量系统分析方法和内容、负责部门/人员、进度要求; 4)制定各部门待检验人员计划表,正常情况下,测量系统或检验人员考核每季度至少分析一次;品保主管 5)经部门主管核准后执行;品保部 生产部6)须有合格之分析人员、待分析之量具以及必要之环境。
GR&R+CPK测试方法

X偏移量 Y偏
将表格copy至mintab设计好表头进行计算分析
操作者 零件名称 X偏移量 Y偏移量
TRI CONFIDENTIAL
6
•
在如下图的菜单中选择 量具R&R研究(交叉)
TRI CONFIDENTIAL
7
1.选择部件号, 操作员和测量数据 2.选择分析方法: Xbar 和 R 3.点击选项设置上下限
TRI CONFIDENTIAL
17
GR&R简述
GRR是指量测的再现性(Repeatability)与再生性(Reproducibility)
GRR:量测精度指标
Repeatability(Equipment Variation) *目的:明白量测仪器的变异性 *作法:同一人员使用同一量具量测同一产品 多次之后来计算其变异 Reproducebility (Appraiser Variation) *目的:明白不同人员之间的变异性 *作法:由不同人员使用同一量具量测同一产品 多次之后来计算其变异
TRI CONFIDENTIAL
4
5.在C:/GRR的目录下输入COPY *.* DATA,以合并所有的 文档于一个文件DATA(文档保存在C:/GRR的目录下)
TRI CONFIDENTIAL
5
用excel打开DATA文档进行整理,保留3项:零件名称 移量并将每颗零件的30笔数据分为ABC各10笔 整理结果如下:
值
0 -2 1 2 样本 3 4
规格
TRI CONFIDENTIAL
15
Y-CPK Result
Y 的 Process Capability Sixpack
Xbar 控 制 图
UCL=-0.192
GRR实施步骤范文
GRR实施步骤范文GRR(全球可靠性要求)是一种用于产品或系统可靠性评估的方法,可以帮助识别和解决潜在的故障和问题。
以下是GRR实施的一般步骤,详细介绍了每个步骤的目标和实施方法。
第一步:明确目标和需求在开始GRR实施之前,需要明确所需的目标和需求。
这可能包括确定需要进行可靠性评估的产品或系统,明确可靠性指标和要求,以及制定可靠性改进计划等。
这一步骤的目标是确保所有参与者对GRR实施的目标和方向有清晰的理解。
第二步:数据收集在进行GRR实施之前,需要收集相关的数据。
这可能包括产品或系统的故障数据、维修数据、使用场景数据等。
这些数据将用于后续的数据分析和可靠性评估。
在这一步骤中,需要确保数据的准确性和完整性,并选择合适的数据收集工具和方法。
第三步:数据分析在收集到数据后,需要对数据进行分析,以了解产品或系统的可靠性状况。
数据分析可以使用统计学方法,例如故障率分析、事件树分析、故障模式和影响分析等。
数据分析的目标是识别潜在的故障模式和问题,并确定可靠性改进的重点。
第四步:可靠性评估在完成数据分析后,可以进行产品或系统的可靠性评估。
可靠性评估可以包括可靠性预测、可靠性试验、可靠性增长分析等。
通过可靠性评估,可以确定产品或系统的可靠性水平,评估是否满足可靠性要求,并为可靠性改进提供依据。
第五步:可靠性改进通过前面的步骤,可以识别产品或系统的潜在问题和改进机会。
在这一步骤中,需要制定和实施可靠性改进计划。
可靠性改进可以包括设计改进、制造工艺改进、维修流程改进等。
在实施可靠性改进之前,需要进行风险评估和风险管理,以确保改进的有效性和可行性。
第六步:可靠性验证在进行可靠性改进之后,需要进行可靠性验证。
可靠性验证可以包括可靠性试验、可靠性增长分析、使用场景模拟等。
通过可靠性验证,可以确认改进的有效性,并确保产品或系统的可靠性达到要求。
第七步:持续监控和改进GRR的实施并不是一次性的活动,而是一个持续的过程。
一旦产品或系统投入使用,需要持续监控和改进其可靠性。
海尔 ES60H-GRR 60升健康抑菌横式电热水器 使用说明书

储水式电热水器使用说明书·使用前请仔细阅读本说明书·本公司保留说明书解释权·产品外观请以实物为准本标识点亮,则表示您家即刻停止使用并拔掉电源插头,同时切记不要触及家中任何电器的外壳,并马上联系售后部门(售后服务电话:4006 999 999)或物业公司,由专业电工进行系统检测直至本标识熄灭。
该系列电热水器执行标准:GB 4706.12、GB 21519务必使用220V/50Hz的独立电源。
为了确保安全,热水器应使用独立插座(禁止使用多功能插座),并进行可靠接地,且插座质量应符合国家标准,严禁在无可靠接地的情况下使用热水器。
用测电笔测量火线、零线是否接反。
为保证机器的正常工作及家庭的用电安全,在安装时必须采用与所购机器插头相匹配的电源插座。
装箱单清洗与保养注:以上参数(尺寸、重量)允许误差范围为±10%。
安装好后,首次使用因内胆无水,必须先开启自来水进水阀门和混合阀,将混合阀调到最大出热水档处,待喷头或其它出水口连续出水后(则表示此时容器内水已满),关闭混合阀。
检查各接口处无漏水后接通电源。
A 进冷水口B 出热水口C 加热管D 进水绝缘管E 出水绝缘管F 镁棒G 搪瓷内胆正视图侧视图剖视图1.如您家有时停水,请在停水时断电。
在通电之前请将出水阀门打到最大出热水档处,待出热水阀门连续出热水后,关闭 阀门,表明内胆注满水,然后通电,这样可延长加热管使用寿命。
2.如果您的住所是高层建筑,自来水压力超过产品额定压力范围(如:大于0.8MPa),建议您联系我们售后购置减压阀, 这样可以保证热水器可靠使用,保证热水器使用寿命。
3.为保证热水器使用寿命,特对产品采用镁棒防腐,镁棒像电池一样也会消耗能量,这时就需更新。
建议您从使用热水器 开始,每两年联系我们的售后一次,更换新的镁棒(整机包修期内免材料费,仅收服务费)这样可以保证且大大延长热水器的寿命 (正常使用条件下,具有免更换镁棒技术的电热水器无需更换镁棒)。
grr操作规程

grr操作规程操作规程是指在特定环境下进行工作或活动时,为了保障工作的安全、高效进行而制定的一系列行动准则和操作步骤。
GRR操作规程是指在GRR(Google Rapid Response)团队工作中需要遵守的规定和措施。
以下是GRR操作规程的详细说明,总字数超过1200字。
一、安全规则1. 操作人员必须熟悉和理解公司的安全政策,并且时刻保持高度警惕。
2. 所有操作人员必须佩戴适当的个人防护装备,包括反光背心、安全帽、耳塞、手套等,并按照要求正确使用。
3. 在进行高风险操作之前,必须进行适当的安全培训和专项指导,并确保具备相关技能和知识。
4. 确保工作场所的安全,包括良好的照明、通风和疏散通道的畅通,避免堆积杂物和无关物品。
5. 禁止私自驾驶无关车辆进入工作区域,避免意外发生。
6. 当发生紧急情况或意外事故时,立即报告上级,并按照应急预案进行处理。
二、作业准则1. 在进行任何工作前,必须对工作区域进行认真检查,并确保没有安全隐患。
2. 严禁私自操作复杂的设备或工具,必须经过专业培训且持证上岗。
3. 所有操作必须按照规定的程序和流程进行,不得擅自修改或忽略操作步骤。
4. 操作人员必须正确使用和保养工作设备和工具,确保其正常运转和安全可靠。
5. 禁止在工作区域内吸烟、喝酒或吸毒,严禁带入易燃、易爆或有害物品。
6. 进行高空作业时,必须正确使用和系好安全带,并遵守相关安全规定。
7. 在进行机械设备操作时,必须确保设备已经停止并切断电源,防止误操作导致事故。
8. 操作人员在作业过程中必须保持清醒、集中注意力,严禁疲劳工作或操作。
三、信息保密1. 操作人员必须严守公司的保密规定,不得私自泄露公司的机密信息或客户的隐私。
2. 在进行作业前,对于涉及敏感信息的作业,操作人员必须签署保密协议并严格遵守。
3. 禁止在非授权的设备上存储、复制或传输任何机密信息,包括文档、文件、图片等。
4. 所有操作记录和数据必须严格保密,不得随意更改或泄露给未授权人员。
GRR分析
GRR分析GRRGauge Repeatability Reproducibilityand量具的重复性和复现性目录量测系统构成量测系统变异系统分析概述 GRR实验设计 GRR实验设计什麼叫GRR? 什麼叫GRR? 为何要研究GRR? 何要研究GRR? 如何进行GRR 如何进行GRR设计 GRR设计与分析量测系统构成量具: 量具:任一可用以量测之设备操作.准则. 操作.准则.量具及其他设备软体及指定之一群待量测之集合, 指定之一群待量测之集合,经由完整程序取得量测值量具.设备软硬体硬体) 量具设备(软.硬体设备操作(人员过程操作人员.过程人员过程) 测试环境待测试件量测系统量测系统之变异v量测值= v真值+ v误差测量系统误差量测系统真值量测值量测系统分析术语准确度( 准确度(Accuracy) 重复性( 重复性(Repeatability) 精密度再生性( 再生性(Reproducibility) 稳定性( 稳定性(Stability) 线性( 线性(Linearity) 等效性( 等效性(Equivalence)准确度True Average指量测平均值或实际量测值与真值之一致程度准确度是一个定性概念Bias=μ μ0,偏差越小, Bias=μ-μ0, 越小, 准确度越高准确度可通过校正得到纠正AccuracyObserved AverageINSTRUCTIONS HERE准确度的评估CTF Z 200.0010 1 200.0009 2 200.0005 3 200.0004 4 200.0005 5200.0003 6 200.0003 7 200.0000 8 200.0000 9 200.0005 10 200.0000 11 200.0005 12 200.0005 13 200.0005 14 200.0005 15 199.9999 16 200.0004 M ean 0.0003 Standard deviation 200.0002 Lower 95% C.L. 200.0006 Upper 95% C.L. 200.0003 Standard value Statistically accurate Y es 199.9957 Technical lower 200.0043 Technical upper Technically accurate Y es Y 500.0004 500.0010 500.0008 500.0010 499.9999 500.0009 500.0005 499.9998 500.0007 500.0006 499.9999 500.0008 500.0003 500.0004 499.9999 500.0005 500.0005 0.0004 500.0002 500.0007 500.0007 Y es 499.9945500.0055 Y esX 500.0021 500.0032 500.0028 500.0021 500.0022 500.0018 499.9993 500.0006 500.0001 499.9989 499.9994 499.9993 499.9991 499.9988 499.9985 499.9982 500.0004 0.0017 499.9993 500.0015 500.0007 Y es 499.9945500.0055 Y es重复性(Repeatability)重复性是指用同一个量具,同一位作业者, 重复性是指用同一个量具,同一位作业者,在较短时间内多次量测相同零件之指定特性时之变异,因量具为其主要变异,有时又称为量具变异因量具为其主要变异,有时又称为量具变异重复性可以用测量结果的分散性( 重复性可以用测量结果的分散性(σ)定量地表定量地表示在完全相同的量测条件下, 完全相同的量测条件下重复之量测值间的差异为量测系统本身产生的差异, 为量测系统本身产生的差异, 随机误差范畴Repeatability再生性(Reproducibility)再生性指不同作业者以相同量具量测相同产品再生性指不同作业者以相同量具量测相同产品之特性相同量具量测相同产品之特性量测平均值之变异,又称作业者变异, 时,量测平均值之变异,又称作业者变异, 在量测之条件有所变化下, 在量测之条件有所变化下,重复之量测值之间的变异操作者,测量仪器.测量原理方法,装夹,位置, (操作者,测量仪器.测量原理方法,装夹,位置,环境条较长的时间段), ),可以用测量结果的分散性定量表示件,较长的时间段),可以用测量结果的分散性定量表示为外在因素引起之量测系统的变异Operator BOperator AReproducibility量测系统之统计特性要求理想的量测系统具有零偏差.零峦异的统计特性, 理想的量测系统具有零偏差.零峦异的统计特性,但实际依据的是一个非理想统计特性的量测系统, 际依据的是一个非理想统计特性的量测系统,虽然各量测系统可能需具备各别的统计特性, 统可能需具备各别的统计特性,但下列特性为所有量测系统均须具备量测系统均须在统计管制下, 量测系统均须在统计管制下,而其所产生之变异应根源于共同原因, 同原因,而非特殊原因量测系统之变异须相对小于生产制程之变异量测系统之变异须相对小于规格界限量测系统之最小刻度须相对小于制程变异或规格界限之较小者,一般应小于其1/10 一般应小于其1/10 最大的量测系统变异须相对小于制程变异或规格界限之较小者量测系统之考量量测系统主要考量 1.分辨率:对微小变异的感知 1.分辨率: 2.稳定性:系统长时间的稳定性 2.稳定性: 3.精度:量测误差是否足够小 3.精度: 精度包含准确度.精密度(重复性. 精度包含准确度.精密度(重复性.再生性),而准确度可通过校正得到保证, 生性),而准确度可通过校正得到保证,因而精密度高低成为衡量精度高低之关键GRRGRR:Gauge Repeatability and Reproducibility量具的重复性与再生性目的: 目的: 评估一个量测系统的量测能力, 评估一个量测系统的量测能力,并以此统计分析结果作为对操作者. 此统计分析结果作为对操作者.量测设备变异状况之改善参考GRR 实验方法计量值量具( 计量值量具(变量) GRR (通过计算量测系统峦异/规格或制程峦异) 过计算量测系统峦异/规格或制程峦异) 全距法全距及平均值法变异数分析法(ANOVA) 异数分析法( 标准差及变标准差及变异数分析计数值量具(特征)GRR(GO/NO GO.目计数值量具(特征)GRR(GO/NO GO.目视……) (通过判定结果的一致性程度) 通过判定结果的一致性程度)GRR实验要求 GRR实验要求仪器要求: 仪器要求:确保量测仪器是依照正确的国际认可的最新标准得到了校正量测仪器应能辨别1/101/10的制程变化量测仪器应能辨别1/10的制程变化读数值取估计之最近值, 读数值取估计之最近值,而最小取至最小刻度之1/2 最小刻度之1/2 GRR实验要求 GRR实验要求样品要求: 样品要求:样本应在能代表整个作业范围的制程中随机地选取(包括超出规格的样品) 中随机地选取(包括超出规格的样品)GRR实验要求 GRR实验要求对操作者的要求: 对操作者的要求:每位操作者得到了良好的教育训练, 每位操作者得到了良好的教育训练,能熟练正确地操作量测仪器确保每个操作者完全明白进行GRR GRR分析确保每个操作者完全明白进行GRR分析的每一个步骤及注意事项GRR实验要求 GRR实验要求对过程的要求: 对过程的要求:在样品上标示出准确的测量位置每天测试样品其编号顺序应改变, 每天测试样品其编号顺序应改变,鉴定者在样品上於操作者不知道的地方作好1~10 在样品上於操作者不知道的地方作好1~10 的标记, 的标记,以方便记录量测结果每位操作者应不知道其他操作者的量测值GRR实验过程 GRR实验过程鉴定者在样品上於操作者不知道的地方作好1~10 鉴定者在样品上於操作者不知道的地方作好1~10的标 1~10的标记,以方便记录量测结果第一位操作者依次量测样品(随机选取量测样品), 第一位操作者依次量测样品(随机选取量测样品),并将 ),并将量测结果记录下来第二,第三位操作者依次完成上面的步骤(注意每个操第二,第三位操作者依次完成上面的步骤( 作者之间是独立的),待第一循环结束, ),待第一循环结束作者之间是独立的),待第一循环结束,三位操作者将分别进行第二组数据的获取(样品是随机选取) 别进行第二组数据的获取(样品是随机选取) 数据结果将记录下量测仪器的估读位计量值(峦量)GRR 实验方法(一)全距法一.全距法全距法1.本法以2个作业者.5个零件各量测一次,以每个零件的全距作为本法以2个作业者.5个零件各量测一次, .5个零件各量测一次两作业者的量测误差 2.选取之零件应以最大的零件间变异来抽样反映整个尺寸状况) 选取之零件应以最大的零件间变异来抽样( 2.选取之零件应以最大的零件间变异来抽样(反映整个尺寸状况) 3.本法可提供量测峦异的近似值本法可提供量测峦异的近似值, 3.本法可提供量测峦异的近似值,而无法将峦异区分为重复性和再生性 4. GRR<20% 量测系统能力满足 GRR>=20% 量测系统能力不足零件作业者1 作业者 1 作业者2 作业者 2 峦异 1 0.85 0.8 0.05 2 0.750.7 0.05 31 0.95 0.05 4 0.45 0.55 0.1 5 0.5 0.6 0.1平均全距=(0.05+0.05+0.05+0.1+0.1)/5=0.07 平均全距=(0.05+0.05+0.05+0.1+0.1)/5=0.07 R&R=5.15*R/d2=5.15*0.07/1.19=0.303 GRR=R&R/TOL(或制程峦异 GRR=R&R/TOL(或制程峦异)=0.303/0.4=75.5% 或制程峦异) GRR>20% 量测系统能力不足计量值(峦量) GRR 实验方法(二)全距及平均值法二.全距及平均值法全距及平均值法1.本法以个作业者.10个零件各量测3 1.本法以3个作业者.10个零件各量测3次,以3次量测本法以3 .10个零件各量测误差的平均值和作业者间平均值的量测误差作重复性量具峦异)和再生性(操作者峦异) (量具峦异)和再生性(操作者峦异)分析 2.本法可区分量测系统的重复性和再生性 2.本法可区分量测系统的重复性和再生性,但无法判本法可区分量测系统的重复性和再生性, 定作业者与量具的交互作用 3.本法对操作者 3.本法对操作者.量具及样品等实验要求同上本法对操作者.GRR实验实例 (全距及平均值法) 全距及平均值法)选择分析量具(已校正),标准件10件选择分析量具(已校正),标准件10件(标注量测位置),操作者3人(经过足够训练者) ),操作者3 经过足够训练者) 操作者使用同一量具,分别每天量测10件标准件操作者使用同一量具,分别每天量测10件标准件一次,3天共3 一次,3天共3次将3*10*3=90笔数据填入下表,依表中公式计算 3*10*3=90笔数据填入下表,EV=R*K1,R=(R1+R2+R3)/3 AV= (XDIFF*K2)^2-(EV^2/N*T) *K2)^2-开启文件A 开启文件AOPERAT OR 1 SampleOPERAT OR 2OPERAT OR 3Trial 1 436.9525 436.9517 436.9597 436.9440 436.9444 436.9523436.9556 436.9608 436.9545 436.9593Trial 2 436.9539 436.9550 436.9554 436.9484 436.9527 436.9574436.9533 436.9640 436.9529 436.9520Trial 3 436.9554 436.9475 436.9556 436.9453 436.9461 436.9508436.9526 436.9578 436.9483 436.9550 4369.51Range 0.0029 0.0076 0.0043 0.0044 0.0083 0.0066 0.0030 0.0062 0.0061 0.0074 0.0568 0.0057Trial 1 436.9401 436.9503 436.9461 436.9449 436.9454 436.9466436.9556 436.9686 436.9477 436.9506Trial 2 436.9443 436.9456 436.9458 436.9489 436.9417 436.9465436.9542 436.9687 436.9495 436.9513Trial 3 436.9406 436.9503 436.9464 436.9387 436.9508 436.9460436.9568 436.9688 436.9575 436.9479 4369.50373Range 0.0042 0.0047 0.0006 0.0102 0.0090 0.0006 0.0025 0.0002 0.0098 0.0034 0.0045Trial 1 436.9686 436.9576 436.9496 436.9567 436.9624 436.9550436.9495 436.9515 436.9515 436.9553Trial 2 436.9642 436.9648 436.9553 436.9511 436.9685 436.9525436.9539 436.9517 436.9519 436.9599Trial 3 436.9657 436.9576 436.9461 436.9566 436.9670 436.9540436.9560 436.9581 436.9515 436.9606Range 0.0044 0.0073 0.0091 0.0056 0.0060 0.0025 0.0065 0.0065 0.00040.0053 0.0537 0.00541 2 3 4 5 6 7 8 9 10 TTLS4369.53463 4369.544988Sum 13108.5941 XA 436.95314369.496 4369.49657Sum 13108.4962 XB 436.94990.0454 4369.5577894369.57 4369.57316Sum 13108.7047 XC 436.9568T EST FOR CONT R OL Upper Control Limit, UCLr = D4R = 2.57000 x0.00520X min436.9499 436.9568=0.0134X max X diffIf any individual range exceeds this limit, the measurement or reading shouldbe reviewed, repeated, corrected, or discarded asappropriate, and new averages andranges should be computed0.0069Factors # Trials K1 D4 2 4.56 3.27 3 3.05 # Oprs K2 2 3.65 3 2.70 Repeatability3.050002.57 n=# parts, t=# trials % Tolerance 6.3% % Tolerance 7.4% % Tolerance 9.8%x = 0.01585 ReproducibilityMEASU REMENT SYST EM / GAUGE / CAPABILIT Y Equipment Variation ("Repeatability")= K1R = 0.00520Operator Variation (" Reproducibility") =(K2*Xdiff) - (EV) / nxt220.01854 TotalTotal "repeatability" and "reproducibility" Variation (R&R) = EV^2+OV^20.02439量测系统的判定GRR=<10% 量具系统可接受 10%<GRR<30% 可接受.可不接受, 10%<GRR<30% 可接受.可不接受,决定于该量具系统之重要性, 该量具系统之重要性,修理所需之费用等因素量具系统不能接受, GRR>=30% 量具系统不能接受,须予以改进计量值(峦量) GRR 实验方法 (三 )峦异数分析法三 .峦异数分析法变异数分析就是通常讲的方差分析, ISO9000家族标准推荐变异数分析就是通常讲的方差分析,是ISO9000家族标准推荐的五大统计技术之一,是一种标准的统计学的技术, 的五大统计技术之一,是一种标准的统计学的技术, 它可用作分析量测误差或进行量测系统其他变异原因的探究. 用作分析量测误差或进行量测系统其他变异原因的探究. 但其计算比较复杂 1. 方差是测量值与期望之差平方的数学期望,它表示测量值方差是测量值与期望之差平方的数学期望, 与期望的分散性2.方差又可推导为测量值平方的期望2.方差又可推导为:测量值平方的期望-测量值期望的平方方差又可推导为:3.标准差是方差的正平方根 3.标准差是方差的正平方根, 标准差是方差的正平方根,因为方差的量纲是单位的平方使用不便 ,故常用标准差表征测量值的分散程度三 .峦异数分析法峦异数分析法将系统变异分类为: 系统变异分类为:工件的变异操作者的变异操作者与工件的相关性量测仪器的变异再生性重复性GRR执行 GRR执行10个样品 10个样品 3位操作者每个操作者测量二组数据( 每个操作者测量二组数据(或3次) 记录数据结果GRR表单 GRR表单3 10 2 Number of Operators (2 or 3) Number of Parts (5-10) Number of Trials (Replicates) - Fixed at 2 Operator 1 Trial 2 Trial 1^2 14.508 210.3080 14.541 211.1209 14.523 210.9756 14.523 210.3660 14.531 211.1500 14.536 210.6562 14.551 211.4407 14.528 210.9175 14.525 211.1500 14.544 211.6443 145.310 2109.7292Variable Data Gauge R&R Spreadsheet (ANOVA method) EXAMPLEDMM00210-EN - V.3.0Trial 2^2 210.4821 211.4407 210.9175 210.9175 211.1500 211.2953 211.7316 211.0628 210.9756 211.5279 2111.5010 NOTE: COMPLETE ONLY THE WHITE CELLS Operator 2 Trial 1 Trial 2 Trial 1^2 14.503 14.516 210.3370 14.527 14.532 211.0337 14.530 14.525 211.1209 14.515 14.511 210.6852 14.535 14.532 211.2662 14.527 14.524 211.0337 14.554 14.540 211.8189 14.522 14.525 210.8885 14.531 14.533 211.1500 14.543 14.574 211.4988 145.287 145.312 2110.8330 Trial 2^2 210.7143 211.1790 210.9756 210.5691 211.1790 210.9466 211.4116 210.9756 211.2081 212.4015 2111.5604 Trial 1 14.519 14.539 14.530 14.507 14.538 14.523 14.554 14.523 14.542 14.566 145.341 Operator 3 Trial 2 Trial 1^2 14.514 210.8014 14.533 211.3825 14.525 211.1209 14.503 210.4530 14.535 211.3534 14.528 210.9175 14.555 211.8189 14.526 210.9175 14.541 211.4698 14.560 212.1684 145.3202112.4034 Trail 2^2 210.6562 211.2081 210.9756 210.3370 211.2662211.0628 211.8480 211.0047 211.4407 211.9936 2111.7929Part # 1 2 3 4 5 6 7 8 9 10 Column Totals量测数据填入Trial 1 14.502 14.530 14.525 14.504 14.531 14.514 14.541 14.52314.531 14.548 145.249Part Sum of Squares 7579.7918 7604.1888 7596.5170 7579.96607604.1888 7595.4711 7620.4170 7594.5996 7604.3632 7627.4022 76006.9056 Part X Operator Interaction Opt 1 Opt 2 841.5801 845.1230 843.7863 842.5667 844.5998 843.9025 846.3445 843.9606 844.2511 846.3445 Opt3 842.1024 844.4255 844.1930 842.5087 844.8905 843.9606 846.4608 843.7282 844.7161 847.7997 842.9151 845.1812 844.1930 841.5801 845.2393 843.9606 847.3339 843.8444 845.8209 848.3239 12667.8185ANOVA Table With 'Operator*Part Interaction'Source of Variability Parts Operators Operator by Part Repeatability Total Sum of Degrees of Squares Freedom 0.011447 9 0.000264 2 0.000654 18 0.001395 30 0.013759 59 Mean Square 0.001272 0.000132 0.0000360.000046 PANOVA Table Without 'Operator*Part Interaction'Source of Variability Parts Operators Repeatability Total Sum of Degrees of Squares Freedom 0.011447 9 0.000264 2 0.002048 48 0.013759 59 Mean Square 0.0012720.000132 0.000043 Fo 29.8089 3.09530.7047Supplier Date Item Name Drawing No. Part Code Code Machine No. Machine Tool No. Cavity No. Raw material materialSupplier Name 16/06/1999 HDXXX DMD12345供应商生产信息FPCGauge R&R With 'Operator*Part Interaction'Source Total Gauge R&R Repeatability Reproducibility Operator Operator by Part Part - To - Part Total Variation Var Comp 0.0000510.000046 0.000005 0.000005 0.000000 0.000206 0.000257Gauge R&R Without 'Operator*Part Interaction'Source Total Gauge R&R Repeatability Reproducibility Operator Part - To - Part Total Variation Var Comp 0.000047 0.000043 0.000004 0.000004 0.000205 0.000252Gauge ID Fixture Ref. No. No. Measurers Measurers Nominal Dim. Dim. Upper Spec. Limit Limit Lower Spec. Limit Spec. Limit Notes 2-DIMENSION MEASURING MACHINE 12345 A, B, C 14.5 14.7 14.3量测信息及备注SourceSourceTotal Gauge R&RRepeatability Reproducibility Operator Operator by Part Part - To - Part Total Variation19.93%18.07% 1.86% 1.86% 0.00% 80.07% 100.00%Total Gauge R&RRepeatability Reproducibility Operator18.70%16.93% 1.77% 1.77%Total Gauge R&R Results - Measurement Capability - Measurement CapabilityPart - To - Part Total Variation81.30% 100.00%0 - 10% 10-20% 20-30% 30-100%EXCELLENT GOOD TO MARGINAL MARGINAL TO NOT CAPABLE NOT CAPABLE Note: Use this branch if Operator by Part P-value is =< 0.25Note: Use this branch if Operator by Part P-value is > 0.25各平方和的计算xi2.. (? x…… ) 2 SSp = ? i =1 kr nkrn(? x…… ) 2 2 TSS = ? ? ? xijm i =1 j =1 m =1 nkrn k rx.2j . (? x…… ) 2 SSo = ? j =1 nr nkrk n kSSe = TSS ( SSo + SSp + SSop)xij2. n xi2.. k x.2j . (? x…… ) 2 SSop = ? ? ? ? + i =1 j =1 r i =1 kr j =1 nr nkrAnalysis of Variance Table(P?0.25)ANOVA Table With 'Operator*Part Interaction'Source of Variability Parts Operators Operator by Part Repeatability Total Sumof Squares SSp SSo SSop SSe TSS Degrees of Freedom n-1 k-1 (n-1)(k-1) nk(r-1) nkr-1Mean Square MSp MSo MSop MSe FDIST P来源量具交互作用作业者零件估计峦异数 MS e (M S o p-M S e) /r (MSo-MSop)/ nr (MSp-MSop)/ kr对操作者和零件采用双因素方差分析值来决定应采用的分析系统:(显著性分析) :(显著性分析用P值来决定应采用的分析系统:(显著性分析) P?0.25,表明有操作者与工件的相关性若P?0.25,表明有操作者与工件的相关性若P>0.25,则可不计操作者与工件的相关P>0.25,则可不计操作者与工件的相关Gauge R & R TableSourceTotal Gauge R&RRepeatability Reproducibility Operator Operator by Part Part - To - Part TotalVariation19.93%18.07% 1.86% 1.86% 0.00% 80.07% 100.00%Note: Use this branch if Operator by Part P-value is =< 0.25ANOVA METHODN umber of Appraisers = 3 Gage: M elt flow index D ate: 11-Nov-02 N umber of Parts= 10 Part: inner Performed By: Xiang AND Liu Leave blank for one-sided spec. N umberof T rials = 2 T olerance = 0.25 Enter data and Information in open cells . Leavecell blank if data is missing. *If Range Check displays "FLAG", check data for errorsor rerun trial(s)Version: 17JUL96Appraisers Parts1 12 3436.9525 436.95392436.9517 436.95503436.9597 436.95544437.0944 437.09485436.9444 436.95276436.9523 436.95747436.9556 436.95338436.9608 436.96409436.9545 436.952910436.9593 436.9520A:ZhangAveragerials T436.97( ? A) 2Range0.0014 0.00335 0.0043 0.00044 0.00833 0.00509 0.00228 0.00327 0.00157 0.00736436.9401 436.9443 436.9503 436.9456 436.9461 436.9458 437.0945 437.0949 436.9454436.9417 436.9466 436.9465 436.9556 436.9542 436.9686 436.9687 436.9477 436.9495436.9506 436.95138E+07 Check* B:Zhou 1 Averagerials 2 T 436.96 3( ? B) 2Range 0.00421 0.00471 0.00033 0.00039 0.00366 7.7E-05 0.001410.0001 0.00187 0.00069436.9515 436.9517 436.9515 436.9519 436.9553 436.95998E+07 Check* C:Zhu 1 Averagerials 2 T 436.97 3( ? C) 2436.9686 436.9642436.9576 436.9648436.9496 436.9553437.0957 437.0951436.9624 436.9685436.955 436.9525436.9495 436.9539Range 0.00441 0.00721 0.00569 0.00056 0.006040.0025 0.00441 0.00012 0.00044 0.004558E+07 Check*Part Averages 436.954 436.954 436.952 437.095 436.953 436.952 436.954 436.961436.951 436.955(? Parts)27E+06 7E+06 7E+06 7E+06 7E+06 7E+06 7E+06 7E+06 7E+06 7E+06 DF 2 9 18 30 59 SS0.000420572 0.107779562 0.001470724 0.000223184 0.109894043 MS0.0002102860.011975507 8.17069E-05 7.43947E-06 3.52898E-05 5.15PERCENT OF TOLERANCEAN OV AAppraisers Parts Appraisers*Parts Gage(Error) TotalFProb>F 0.1096710.982896711.07146E-08Appraiser*Part Interaction IS SignificantEnter Process Distribution Width in Sigma's (Typically 5.15 or 6.00) =SOURCE OF VARIATION SIGMA VARIATIONPERCENT OF TOTAL VARIATIONRepeatability (EV - Equipment Var) 0.002727539 Reproducibility (AV - AppraiserVar) 0.002535540.014046824 0.013058029 0.031382781 0.036779129 0.2292935930.2322245826.05% 5.62% 13.51% 15.84% 98.74%5.62% 5.22% 12.55% 14.71% 91.72% 92.89%0.006093744 Appraiser * Equipment Interaction (IV) 0.007141578 Repeatability &Reproducibility (R&R)Part Variation (PV) Total Process Variation (TV)0.044523028 0.045092152四,GRR结果分析 GRR结果分析GRR最终的分析结果以百分比的形式给出 GRR最终的分析结果以百分比的形式给出分析结果的判定依如下规定: 分析结果的判定依如下规定:< 10% - Excellent Capability (NMP Target) 10-20%10-20%- Good Capability (May beAcceptable) 20-30%20-30%- Marginal Capability (Needs to be Investigated)Investigated) > 30%- Measurement System NOT Capable 30%-破坏性测量方法之系统评估采用特性参数完全相同之替代件采用同样相近之零件替代确认量测系统之变确认量测系统之变异并非因样本之差异而产生量具重复性与再生性之比较重复性> 重复性>再生性量测仪器需加以保养或维修, 量测仪器需加以保养或维修,量具校正未落实产品之变异出现异常量具之夹紧或定位不一致或不良再生性> 再生性>重复性刻度判读不佳作业者对量具使用不熟练可能需要辅助仪器协助作业者使用量具计数值量具GRR(特计数值量具GRR(特征GRR)实验方法一.特征GRR的特点特征GRR GRR的特点将样品与规格规定的标准进行比较, 将样品与规格规定的标准进行比较,与规格相符则为合格,否则为不合格. 相符则为合格,否则为不合格.只能作出允收与拒收的判断, 只能作出允收与拒收的判断,而不能指出样品好与不好的具体程度. 品好与不好的具体程度.二.特征GRR的用途特征GRR GRR的用途可用来确定一个量测系统的能力, 可用来确定一个量测系统的能力,一致性及信赖程度.信赖程度. 评估一个检验过程的可靠程度: 评估一个检验过程的可靠程度: 重复性: 重复性:检验者个人对一样品进行多次判断的一致性; 判断的一致性; 再现性: 再现性:多个检验人员之间对某样品进行判定的一致性; 行判定的一致性; 校验结果: 校验结果:检验者的判断结果与公认的标准是否一致特征GRR GRR之执行要项三,特征GRR之执行要项样品要求 1.样品的数量要大 1.样品的数量要大,以满足产生一个可接受的狭窄的样品的数量要大, 信赖区间. 信赖区间. 2 试验的样品尽可能是在允收与拒收边缘,且合格与试验的样品尽可能是在允收与拒收边缘, 不合格的样品数大致相等. 不合格的样品数大致相等. 3. 两次试验样品的顺序是随机选取,避免检查者识别两次试验样品的顺序是随机选取, 出样品的编号,影响结果. 出样品的编号,影响结果.GRR实验要求 GRR实验要求对操作者的要求: 对操作者的要求:每位操作者得到了良好的教育训练, 每位操作者得到了良好的教育训练,能熟练正确地操作确保每个操作者完全明白判定标准和检验过程步骤每个操作者不知道其他人的判定结果特征GRR GRR之执行要项三,特征GRR之执行要项其他要项: 其他要项: 1.确定待检样品的特征种类及制订检验程序确定待检样品的特征种类及制订检验程序. 1.确定待检样品的特征种类及制订检验程序. 2.由两个或两个以上从事特征检验的专家对选出的样 2.由两个或两个以上从事特征检验的专家对选出的样鉴定以作为试验的标准. 品进行鉴定以作为试验的标准.3.选出参加此项检验的检验者 3.选出参加此项检验的检验者. 选出参加此项检验的检验者.4.告知检查者检验的特征种类 4.告知检查者检验的特征种类. 告知检查者检验的特征种类.5.强调缺陷的判定标准和检验过程步骤 5.强调缺陷的判定标准和检验过程步骤. 强调缺陷的判定标准和检验过程步骤.特征GRR GRR之执行要项三,特征GRR之执行要项1.在目视特性检验过程中 1.在目视特性检验过程中,检查者不许使用任何在目视特性检验过程中, 工具进行判定和得到任何帮助. 工具进行判定和得到任何帮助.2.不容许检查者间进行对照的记录不容许检查者间进行对照的记录. 2.不容许检查者间进行对照的记录.此检验的实质是进行一种训练. 质是进行一种训练.3.所有检验者完成第一次试验后再进行第二次 3.所有检验者完成第一次试验后再进行第二次的试验工作. 的试验工作.4.询问并记下检查者对样品判定拒收的原因询问并记下检查者对样品判定拒收的原因, 4.询问并记下检查者对样品判定拒收的原因,以用来作结果的详细分析. 用来作结果的详细分析.四,GRR结果分析 GRR结果分析GRR最终结果用百分比的形式给出 GRR最终结果用百分比的形式给出. 最终结果用百分比的形式给出. 特性检验的GRR结果因方法不一, 特性检验的GRR结果因方法不一,判定也不一致 GRR结果因方法不一若结果较差,则应分析: 若结果较差,则应分析: 试验的环境有无变化; 试验的环境有无变化; 规格的叙述是否确切,详尽; 规格的叙述是否确切,详尽; 检查者对规格标准的掌握是否一致; 检查者对规格标准的掌握是否一致; 检查者的本身条件是否达到. 检查者的本身条件是否达到.五,研究特征GRR的方式研究特征GRR GRR的方式METHOD 1:选取20件样品名检验人员选取20件样品,2名检验人员,每人进行两次测试 . 件样品,2名检验人员,若所有判定均相同,则接受,否则, 若所有判定均相同,则接受,否则,应改善或再评价MEASUREMENT SY STEM / GAUGE CAPABILITY ATTRIBUTE CALCULATION W ORKSHEET PART NAME:CHARACTERISTIC: GAUGE NUMBER: PART NUMBER: GAGE NAME: GAGE TY PE:OPERATOR: SAMPLE NUMBER 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 1819 20A: 1st TRIAL GO NO GO GO GO NO GO GO NO GO GO GO NO GO GO GO NO GOGO GO GO NOGO GO GO GO 2nd TRIAL GO GO GO GO NO GO GO NO GO GO GO NO GO GO GONO GO GO GO GONO GO GO GO GO 1st TRIALB: 2nd TRIAL GO NO GO GO GO NO GO GO NO GO GO GO NO GO GO GO NO GOGO GO GO NO GO GO GO GOGO NO GO GO GO NO GO GO NO GO GO GO NO GO GO GO NO GO GO NO GO GO NO GO GO GO GO五,研究特征GRR的方式研究特征GRR GRR的方式METHOD 2 :选取100件样品名检验人员选取100件样品,3名检验人员,每人进行二次测试 . 件样品,3名检验人员, 依据所有判定结果计算,若正确判定之机率>70%, 依据所有判定结果计算,若正确判定之机率>70%, 则接受,否则, 则接受,否则,应改善或再评价方法2: 方法2:统计表单浅析 2:统计表单浅析DATA ENTRY WORKSHEETAttribute Legend 1 pass 2 fail5 (used in com putations)DATE: NAME: ITEM: LOCATION:When study took place Study Co-Ordinator Name and Number (Identification) Where Study took placeAll operators agree within and between each Other All Operators agree with standardKnown Population Sample # Attribute 1 pass 2 pass 3 fail 4 fail Operator #1 Try #1 Try #2 pass pass pass pass fail fail fail fail Operator #2 Try #1 Try #2 pass pass pass pass fail pass fail fail Operator #3 Try #1 Try #2 fail fail fail fail fail fail fail fail Y/N Agree N N N YY/N Agree N N N Y所有的检查者对该样品的判定是否一致. 所有的检查者对该样品的判定是否一致. 所有的检查者对样品的判定与标准是否一致. 所有的检查者对样品的判定与标准是否一致.100% OPERATOR SCORE (1) -> 100.00% % SCORE VS. ATTRIBUTE (2) -> 78.57%78.57% 64.29%100.00% 71.43%SCREEN % EFFECTIVE SCORE (3) -> 57.14% SCREEN % EFFECTIVE SCORE vs. ATTRIBUTE (4) ->42.86%五,研究特征GRR的方式研究特征GRR GRR的方式METHOD 3 :选取30件样品名检验人员选取30件样品,2名检验人员,每人进行三次测试 . 件样品,2名检验人员, 依据所有判定结果计算,若正确判定之机率>80%, 依据所有判定结果计算,若正确判定之机率>80%, 则接受,否则, 则接受,否则,应改善或再评价A: OPERATOR: 1st 2nd 3rd SAMPLE DIFFA TRIAL TRIAL TRIAL NUMBER 1 1 1 1 1 2 1 1 1 1 3 1 1 1 1 4 1 1 1 1 5 0 0 0 1 6 1 1 1 1 7 1 1 1 1 8 1 1 11 9 0 0 0 1 10 0 1 1 0 11 0 0 0 1 12 1 1 1 1 13 1 1 1 1 14 0 1 1 0 15 11 1 1 16 1 1 1 1 17 0 0 0 1 18 1 1 1 1 19 1 1 1 1 20 0 0 0 1 21 1 1 1 1 22 0 0 0 1 23 1 1 1 1 24 1 1 1 1 25 1 1 1 1 26 1 1 0 0 27 0 0 0 1 28 1 01 0 29 1 1 1 1 30 1 1 1 1 TOTALS 21 22 22 26 26 AD SUM(A)= 65 Number of Samples:(S)=30B: 1st TRIAL 1 1 0 1 0 1 1 0 1 0 1 1 1 0 1 1 1 1 1 1 0 1 1 1 1 1 0 1 1 0 22 2nd TRIAL 1 1 0 1 0 1 1 1 1 0 0 1 1 0 1 0 1 1 1 1 0 0 1 1 1 1 0 1 1 1 21 3rd TRIAL 1 1 0 1 0 1 1 1 1 0 1 1 1 0 1 1 1 1 1 1 0 1 1 1 1 1 0 1 1 1 24 25 BD SUM(B)= Number of Trials:(T)= 3 67 DIFFA 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 0 1 1 1 1 1 0 1 1 1 1 1 1 1 0 25方法3:结果判定方法3:结果判定同一操作者间的一致性: 同一操作者间的一致性: 一致性TEST(Z) = [AD-(S*0.80)]/(S*0.8*0.2) 一致性 (Z)<1.645, 表示错误的判定 >20%, REJECT THE GAUGE (Z)>=1.645, 表示正确的的判定 >80%, ACCEPT THE GAUGE 两个操作者间的一致性: 两个操作者间的一致性:(S*T*2)*(A2+B2)-S*T*(A+B)2 TEST(B) = S*T*(A+B)-(A2+B2) TEST(B)>2.71, REJECT THE GAUGE TEST(B)<=2.71, ACCEPT THE GAUGET H A N K S !。
GRR实施步骤

選擇現場實際有進行量測操作的人 員。
量測分析實施時以隨機方式,選擇每3 人為一組。
製程量測樣本選擇原則
+ 3/3 + 2/3 + 1/3 - 1/3 - 2/3
- 3/3
客戶規格上限
客戶規格
廠內管制上限
製程規格
廠內管制下限
製程規格
客戶規格下限
2 5.0 3 平 均 值 5.500 全 距 1.000 B : 1 6.0 2 8.0 3 平 均 值 7.000 全 距 2.000
2 6.0 7.0
6.500 1.000
6.0 5.0
5.500 1.000
6.0 8.0 5.0
6.333 3.000
3
4
6.0 6.0
7.0 7.0
8.0
7.000 6.500
試驗成本
保留記錄
製程量測樣本編號
1
2
3
4
5
6
7
8
9
10
A
1 10
9
C8
7 6
2 3
4
5B
依受測人員所量測之樣本編號記錄
量測者 1
A : 1 6.0 2 3
平 均 值 6.000 全 距 0.000 B : 1 6.0
2 3 平 均 值 6.000 全 距 0.000 B : 1 6.0 2 3 平 均 值 6.000 全 距 0.000
(Minitab)
計算出R&R的結果
進行判定,和採取相應措施
實施量測分析人員對10個產品重複測量3次。 10個產品須作編號。 3員進行此10個產品第1次量測時,以編號順序 量測;在第2次、第3次時要使用盲測。盲測:避 免量測人員記憶,提高分析的確實性。 受測人員量測完後應報出量測數值(以第三人 不聽到為原則),鑑測人將量測數物依樣本編號 記錄表內。 規定每量測一個產品的時間限制,如:30sec 量測物的損傷與否(如:三角膠) 量測物的量測點位置(如:三角膠) 試驗所需的時間
GRR分析与运用-----教材

2.将被测件交给平常实际作业之人员(至少3人)
反复量测(每一样本至少量测2次) 3.记录各量测数据(Measurements) 4.计算GRR
六、GRR非做不可吗?若一时做不到是否有其 他替代指标?
答:这个问题好级了,中国人说尽信书不如无书,天 下当然没有非做GRR不可的道理,因为QS-9000的4.11.4 节就清楚说是『譬如』GRR,表示GRR只是指标之一. 如果有一些限制而未能作GRR时,举世公认的替 代指标是CPK,因为在计算CPK中的CP时,此CP用的是数
8 1.913 1.912 1.913 1.913 0.001 1.915 1.916 1.915 1.915 0.001 1.915 1.917 1.918 1.917 0.003 1.915
9 1.911 1.911 1.909 1.910 0.002 1.912 1.912 1.909 1.911 0.003 1.912 1.909 1.910 1.910 0.003 1.911
(σTU),2).量器量测误差(σGRR),3).及其他随机误差
(σe),其关系如下:
σ2 = σ2TU+ σ2GRR + σ2e
£ « ² ~ Å Ü ² §
60
65
70
75
80
85
90
95
100
105
110
115
120
125
130
135
q ´ ¶ ú Å Ü ² §
( )
£ m
GRR
-35
-30
6.2.判定准则: 6.2.1 %GRR<10%,良好. 6.2.2 10%<%GRR<30%,可 6.2.3 %GRR.30%,不佳 6.3评估: 6.3.1 若设备变异大于作业者变异,其原因如下: (1) 量具须再保养. (2) 量具不过精密. (3) 夹具或定位工具须再改善. 6.3.2 若作业者变异大于设备变异,其原因如下: (1) 未正确教育人员量具使用及读值的方法. (2) 量具之刻度显示不清楚. (3) 量测方法不佳,应重新设计.