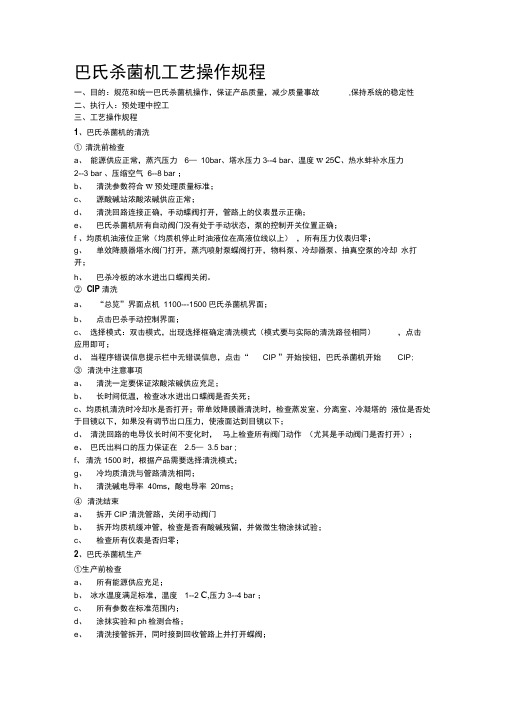
巴杀设备概述图
Micro-KNC原理图

Micro-KNC火焰切割控制系统电器原理图上海康普数控技术设备有限公司2010-5目录-控制器面板示意图------------------------------------------------------------------------------------------------------------------------------------------------------3 -主回路电器原理图------------------------------------------------------------------------------------------------------------------------------------------------------4 -面板升降开关原理图---------------------------------------------------------------------------------------------------------------------------------------------------5 -割炬开关原理图(一)------------------------------------------------------------------------------------------------------------------------------------------------6 -割炬开关原理图(二)------------------------------------------------------------------------------------------------------------------------------------------------7 -继电器驱动原理图------------------------------------------------------------------------------------------------------------------------------------------------------8 -CNC输入输出接口接线图--------------------------------------------------------------------------------------------------------------------------------------------9 -连接头/座一览表--------------------------------------------------------------------------------------------------------------------------------------------------------10 -CNC伺服电机接口配线图-双边(供参考)----------------------------------------------------------------------------------------------------------------------11 -CNC伺服电机接口配线图-单边(供参考)----------------------------------------------------------------------------------------------------------------------12 -伺服电机驱动接口配线图(供参考)------------------------------------------------------------------------------------------------------------------------------13控制器面板示意图L N主回路电器原理图(一)5/125/95/115/105/45/15/35/25/85/55/75/6面板升降开关原理图6/46/16/36/2(P8)(P42/32/22/44/34/6割炬开关原理图(一)2/84/24/54/84/112/72/92/14/94/124/12/54/44/74/102/66/56/6继电器板1Z ,DB25继电器板2Z ,DB25CNC 输入输出接口接线图功能线号SY PY SRDYY 12V 0V 12V S1XSRDY1XSRDY2X P1X 3/143/113/133/123/153/103/23/13/93/73/83/43/33/53/63#连接头/座3LZT0V 功能线号H1XW1XW2La1H PE PE1/21/11/91/71/81/41/31/51/61#连接头/座1LZTLa2E 连接头/座一览表颜色红粉橙紫灰双色红黄双色功能线号预热H 快氧割炬1La2预热割炬2穿孔32/22/12/92/72/82/42/32/52/62#连接头/座2LZT穿孔1穿孔2颜色红粉橙黄绿兰紫灰白颜色粉黑黄红兰粉黑黑黑兰黄红兰功能线号4/114/124/104/24/14/94/74/84/44/34/54/64#连接头/座4LZT颜色棕红粉橙黄绿兰淡兰紫灰白黑快氧1点火2预热2点火1预热1快氧2点火3预热3快氧3点火4预热4快氧4功能线号5/115/125/105/25/15/95/75/85/45/35/55/65#连接头/座5LZT颜色棕红粉橙黄绿兰淡兰紫灰白黑下降10V1自动2自动1上升1上升2下降20V2自动3上升3下降30V3功能线号6/26/16/46/36/56/66#连接头/座6LZT颜色橙黄绿兰紫灰下降40V4割炬3自动4上升4割炬4X 轴驱动器I/F 1X 接口3#连接头/座3LZTCNC 伺服电机接口配线图 - 双边(供参考)双绞线屏蔽线X 轴驱动器I/F 1X 接口3#连接头/座3LZTCNC 伺服电机接口配线图 - 单边(供参考)伺服电机驱动接口配线图(供参考)。
液态奶生产工艺流程_
工艺流程三阶段
一、预处理阶段 二、灌装段 三、包装段
液态奶工艺流程示意图
奶源
车间称料
抽奶泵
化料
净乳机 生贮罐 巴杀 贮奶仓
过滤 预
胶体 处 理 阶
过滤器 段
预混罐
中贮罐
巴杀
超高温灭菌
灌装
灌 装
包装
包 装
一、预处理阶段
(一) 前处理阶段
A 奶源预处理 a 对奶车中的奶源进行检验
主要检验的指标有:蛋白质、脂肪、干物质、酸度、新鲜度、 微生物(50万/ml) b 将检验合格的鲜牛奶用抽奶泵抽出 主要为三个抽奶泵:2个用于抽奶的泵上有过滤管道,对鲜牛 奶进行初次过滤,除去鲜牛奶中的一些杂质;另一个进行奶罐 内部的清洗 。 c 利有净乳机除去牛奶中的杂质,使牛奶中的杂质0.25ppm d 将除去杂质的鲜牛奶贮存在生贮罐中,此设备的主要是生奶的 暂时贮备,为后面的巴氏杀菌的牛奶流量起到缓冲作用。 e 对生贮罐中的牛奶进行巴氏杀菌,杀菌的温度约75℃,除去牛 奶中的病原微生物,便于牛奶的贮藏。 f 将巴氏杀菌的奶贮在奶仓中,等待取样抽检合格后进行配料。
1 由PS片台塑料板运到预热装置。 2 预热装置加热到140-150℃,使塑料板熔溶,进入
杯形模具中成塑料杯状。 3 由灌装头对酸奶进奶灌装。 4 塑封材料平铺于杯口后,进行230 ℃的热封。 5 进行冷却后由推动器推出,切剪为8盒一联后经轨
道运输出去,检验合格后即可包装。
三、包装段
(一)康美包的包装段
三、UHT岗位控制点
1、管路连接应正确。 2、杀菌温度为138℃,均质压力150巴。 3、出口压力为42个压力。 4、无菌罐压力是否正常,正常(1.2-1.5巴)。 5、出口温度为25 ℃。 6、出口压力为4巴。 7、每次CIP清洗 后,需拆开管路检查效果。 ℃
巴氏杀菌及CIP培训教材

2020/11/12
巴氏杀菌及CIP培训教材
2020/11/12
巴氏杀菌及CIP培训教材
巴氏杀菌乳培训
巴氏杀菌乳奶源:
至于牛乳的质量,欧洲联盟委员会(欧盟)为了保 护人类和动物的健康,建立了一个微生物标准, 作为欧共体内部进行牛乳贸易的准则,见表1
另外一种评定原乳质量的方法是测定原乳中存在的 体细胞数,体细胞数通常作为确定异常乳的一个 判断标准。一般来说欧盟规定每ml 原乳体细胞 数2.5万-5万为正常乳。但自1994 年1月以后, 标准变得严格了,用于欧共体内部贸易的原料乳 体细胞数每ml 不得超过4万个。
这类产品包括全脂奶、脱脂奶、标准化奶和 各种类型稀奶油。
2020/11/12
巴氏杀菌及CIP培训教材
巴氏杀菌乳培训
巴氏杀菌工艺介绍:
大多数国家在杀菌乳的加工中,净乳、巴氏 杀菌和冷却是必需的阶段。许多国家对乳 脂肪进行常规均质,但也有一些国家不进 行均质,因为“乳脂线”被认为是优质奶 的标志。脱气是当牛乳中空气含量较高, 以及产品中存在挥发性异常气味的情况下 使用。
热器\5 分离机\6 稳压阀\7 流量传感器\8
密度传感器\9 调节阀\10 截止阀\11 检查阀
\12 均质机\13 增压泵\14 保温管\15 转向
阀\16 控制盘 2020/11/12
巴氏杀菌及CIP培训教材
巴氏杀菌乳培训
巴氏杀菌工艺介绍:
巴氏杀菌生产设备可补充一台离心除菌机或微滤装置。
带有微滤装置 的牛乳加工工 艺图: 1 平衡罐 2 巴氏杀菌机 3 分离机 4 标准化单元 5 板式换热器 6 微滤单元 7 均质机
通常温度/ 时间组合125-130℃保持2-4 秒。这种 类型热处理温度称“超巴氏消毒”
巴杀杀菌作业指导书乳业有限公司

巴杀杀菌作业指导书1目的为规范前处理工段巴杀杀菌操作,向操作者提供有关在生产之前、生产中,如何规范操作,使新员工进行专业岗位的培训学习。
为产品的下一道工序提供有力的质量保证。
2 范围适用于前处理工段巴杀杀菌处理。
3 工作程序3.1开机准备工作3.1.1清洗前准备工作3.1.1.1 进入车间时要严格遵守车间安全文明生产的规范。
3.1.1.2 电动电气部分通电,并检查电流、电压是否正常。
3.1.1.3 检查蒸汽、压缩空气、水的压力。
3.1.1.4 检查及协调酸碱清洗液。
3.1.1.5 检查所清洗的管线是否通畅,保证形成循环回路。
3.1.1.6 操作工检查巴杀设备是否有泄露,设备报警是否正常,如有问题机修工应立即维修或更换相应备件。
3.1.1.7 检查设备管路的活结阀门是否有漏、滴现象,如有应立即维修或更换相应备件。
3.1.1.8检查均质机的电源开关为开启装置。
3.1.1.9检查分离机的电源只是为:“0”。
控制按钮处于远程控制。
3.1.2 巴杀机开机前准备工作3.1.2.1 所有管道要连接通,并检查相关阀门的开、闭状态(CIP阀门、供水供料阀门3.1.2.2 电动电气部分通电,并检查电流、电压是否正常。
3.1.2.3检查蒸汽、压缩空气、水的压力。
3.1.2.4检查所有仪表是否正常。
3.1.2.5 设备周围环境,设备表面及管道表面要干净。
3.2 操作程序3.2.1 CIP操作程序3.2.1.1打开设备电源,压缩空气。
3.2.1.2 打开控制页面,选择CIP符号。
(CIP符号凹进去,表示程序已经被选中开始执行。
)3.2.1.3 清洗程序执行15分钟后,分离机达到规定转速。
3.2.1.3.1检查分离机进口处排水市斗正常。
3.2.1.3.2检查水电柜各水压表是否正常。
3.2.1.4 分离机正式启动后,均质机,脱气罐,各阀门和泵依次自动启动。
3.2.1.5 设备自动执行水冲洗程序(排放的水为清水,水温在20---23℃);大约20分钟左右。
UHT灭菌乳工艺流程图
原奶验收
均
杀
辅料采购
净
乳
冷
辅料储存
预杀菌
接
调
配
冷却储存
发
过
滤
配料罐
冷
CIP
缓
果料采购
入库储存
果料罐 灌
包
质 CIP
菌
却
菌种采购
种
菌种储存
酵
却
冲 包材采购
装
入库储存
装 冷藏后熟 冷藏运输 销售
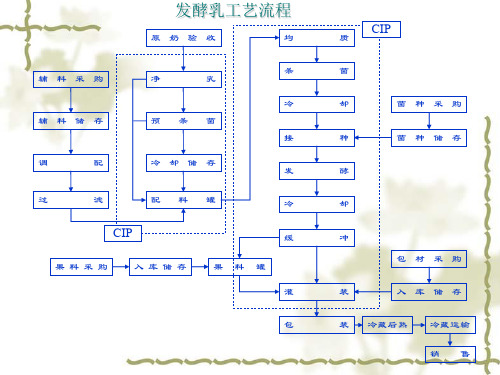
辅料采购
巴杀奶工艺流程
原奶验收
净
乳
均
CIP
质
辅料储存
预杀菌
巴氏杀菌
调
配
冷却储存
过
滤
配料罐
CIP
酸度 14-17°T
原奶收购
净
细菌总数<50万
杂质度
乳
巴
<0.25ppm
75℃ 保温15S
杀
原奶储存
杀死所有致病菌
4—8℃ 辅料调配
12小时
可可粉、 白砂糖
均
海藻酸钠
150—200bar
质
杀
138℃
菌
灌装
4S
双氧水、紫外灯
包
无菌风
检验
装
微生物合格
入库
销售
酸度 14-17°T
原奶收购
净
细菌总数<50万
杂质度
乳
巴
<0.25ppm
75℃ 保温15S
杀
原奶储存
杀死所有致病菌
4—8℃ 12小时
CMC、白砂糖
辅料调配
均
柠檬酸
BA的结构、原理和安全使用(杭燕南)讲课文档

第1页,共74页。
内容提要
• 麻醉意外中与麻醉器械有关的因素 • 麻醉机的基本结构及组成部分 • 麻醉机各部分安全检查的步骤 • 临床常用麻醉机简介 • 麻醉工作站的基本概念
第2页,共74页。
Hale Waihona Puke 麻醉机的作用• 提供吸入麻醉药
• 实施全身麻醉 • 供氧
• 辅助或控制呼吸
普及型: 具备基本和重要的结构和部件, 基本功 能和安全保障系统
轻便型: 具备麻醉机基本功能, 结构简单, 便于 携带
第8页,共74页。
麻醉机的分类
• 按流量高低分类:
高流量麻醉机: 气流量在0.5L/min以上 低流量麻醉机: 气流量低达 0.02~0.03L/min
• 按使用年龄分类:
成人型麻醉机 小儿型麻醉机 兼用型麻醉机
• 紧急通气装置: 证实有良好的简易通气装置
• 高压系统: 1) 打开钢瓶阀门 2) 证实至少有半筒氧气量 3) 关闭氧气筒阀门
• 检查中心供气系统: 正确连接, 压力在3~4kPa
第44页,共74页。
麻醉机安全检查提纲
• 检查低压系统初始状态:
1) 关闭流量控制阀和蒸发器 2) 检查蒸发器内药液水平, 旋紧加液帽
2) 故意调节N2O/O2低氧混合, 观察流量改变和报警系统是否正常
第46页,共74页。
麻醉机安全检查提纲
• 氧浓度校正
1) 进行21%氧的空气校正 2) 氧传感器接如回路, 快速充氧
3) 证实氧浓度监测>90%
• 检查呼吸回路初始状态
1) 设定手动呼吸模式
2) 证实呼吸回路完好无损, 无阻塞 3) 确认二氧化碳吸收罐无异常 4) 安装呼吸回路辅助设备
八爪鱼救援装备系统ppt课件

起重能力(吨)
23 18 13.7 9.6 6.3 4 4
NT2 顶升高度(mm)
单垫
双垫
45
90
80
160
120
240
160
320
200
400
240
480
275
550
起重能力(吨)
58 47.3 36.6 27.4 12.9
6 5
单垫 55 100 150 200 300 400 445
NT4 顶升高度(mm) 双垫 110 200 300 400 600 800 890
三垫 165 300 450 600 900 1200 1335
起重能力(吨)
132 116.8 82.2 53.6 30.3 14.6
6 6
单垫 70 100 200 300 400 500 600 665
NT8 顶升高度(mm) 双垫 140 200 400 600 800 1000 1200 1330
八爪鱼救援装备系统
产品简介:
“八爪鱼救援装备系统”引进于“RESQTEC(荷兰)救援科技集团”,是 世界上第一个综合救援系统,将最强大的起重气垫、液压破拆工具、稳定和 支撑装备整合为一个有机整体,力求为所有重型救援提供最佳解决方案!仅 需四类救援装备和一些附件,就可以变换出无穷的组合!
该系统包括了救援队常用的四类装备:椭圆形起重气垫、快速固定垫、重型 支撑套具、液压破拆工具等。这四类装备由同一家生产商设计制造,通过零 部件的互换通用,实现各装备之间相互支持、功能互补,放大各类装备的性 能、减少零部件数量、节约救援车内存放空间、节约搬运人力、节约预算、 便于管理。
与快速固定垫相互咬合,进一步增加顶升高度。
预巴杀操作流程
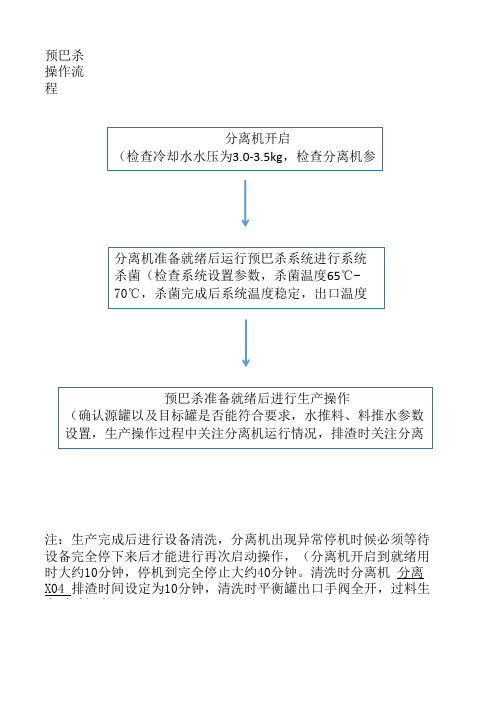
预巴杀操作流程
分离机开启
(检查冷却水水压为3.0-3.5kg,检查分离机参
分离机准备就绪后运行预巴杀系统进行系统
杀菌(检查系统设置参数,杀菌温度65℃-
70℃,杀菌完成后系统温度稳定,出口温度
预巴杀准备就绪后进行生产操作
(确认源罐以及目标罐是否能符合要求,水推料、料推水参数设置,生产操作过程中关注分离机运行情况,排渣时关注分离
注:生产完成后进行设备清洗,分离机出现异常停机时候必须等待设备完全停下来后才能进行再次启动操作,(分离机开启到就绪用时大约10分钟,停机到完全停止大约40分钟。
清洗时分离机 分离X04 排渣时间设定为10分钟,清洗时平衡罐出口手阀全开,过料生产时手阀半开)。
5利乐巴杀标准操作规程.

闭 V102 和 V126 阀。按下按钮
同时按下按钮 ,杀菌机进入进料程序:
105 步:奶顶水排空平衡槽; 110 步:牛奶完全填充平衡槽;
9
115-118 步:牛奶过程填充;
120 步:奶水回收; 125 步:生产; 3.117 步观察均质机压力,通过真空泵排水管目镜观察是否有牛奶排出,有牛奶 排出调小闪蒸温度或降低真空度; 4.从缓冲罐目镜中观察,当牛奶流过时,将阀门转换到缓冲罐中。关闭排地阀。 料液液位高于搅拌叶片时开启搅拌; 5.打开取样阀取样。根据产品的理化指标调节 TT43 的温度(闪蒸罐的入口温度): 根据情况适当调节闪蒸罐的冷却水流量; 6.检查均质机的均质压力(如果均质压力不符合标准,先卸压,然后缓慢调节二 级打压手柄,再调节一级打压手柄至到符合所生产产品要求。),产品的出口温度。 真空泵所排的水中是否有牛奶,出现有牛奶现象通知生产班长和机修调整; 7.每 120 分钟 记录相关参数。检查设备是否存在泄漏。
利乐巴杀标准操作规程
编号:Q/MN-YY/JS21.4.1-2-2011-(5)-0
1 目的 统一标准,规范操作。
2 范围 本标准适用于质量管理系统、营运管理系统常温运营中心、
营运管理系统质量管理部。 3 文件换版说明
本文件替换了2010年7月10日生效的Q/MN-YN/JS21.4.1-2 - 2010 - ( 13 ) - 0 《 利 乐 巴 杀 标 准 操 作 规 程 》 和 编 号 为 Q/MN-YN/JS21.4.1-2-2010-(6)-0《巴杀供料标准操作规 程》进行了整合,对巴杀的操作规程重新进行了整合。原文件自 本文件生效之日起作废。 4 操作规程启 Nhomakorabea前 检查
停机,则按 按钮,再按 ,机器将恢复到原来运行状态;
巴杀工艺
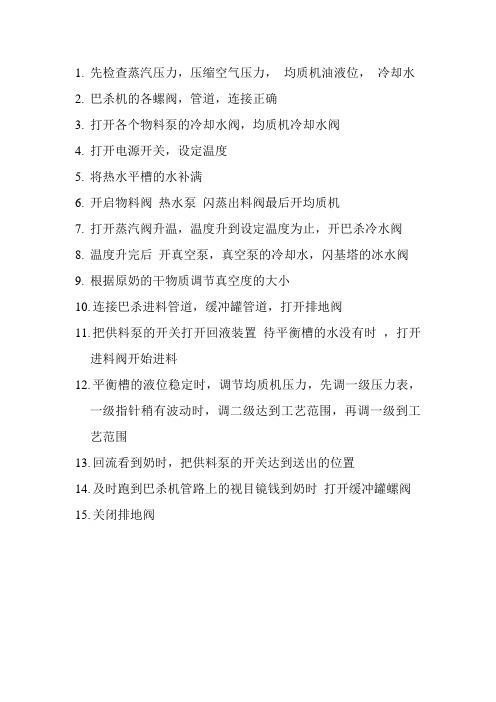
1.先检查蒸汽压力,压缩空气压力,均质机油液位,冷却水
2.巴杀机的各螺阀,管道,连接正确
3.打开各个物料泵的冷却水阀,均质机冷却水阀
4.打开电源开关,设定温度
5.将热水平槽的水补满
6.开启物料阀热水泵闪蒸出料阀最后开均质机
7.打开蒸汽阀升温,温度升到设定温度为止,开巴杀冷水阀
8.温度升完后开真空泵,真空泵的冷却水,闪基塔的冰水阀
9.根据原奶的干物质调节真空度的大小
10.连接巴杀进料管道,缓冲罐管道,打开排地阀
11.把供料泵的开关打开回液装置待平衡槽的水没有时,打开
进料阀开始进料
12.平衡槽的液位稳定时,调节均质机压力,先调一级压力表,
一级指针稍有波动时,调二级达到工艺范围,再调一级到工艺范围
13.回流看到奶时,把供料泵的开关达到送出的位置
14.及时跑到巴杀机管路上的视目镜钱到奶时打开缓冲罐螺阀
15.关闭排地阀。
巴杀操作规程
巴氏杀菌机工艺操作规程一、目的:规范和统一巴氏杀菌机操作,保证产品质量,减少质量事故,保持系统的稳定性二、执行人:预处理中控工三、工艺操作规程1、巴氏杀菌机的清洗①清洗前检查a、能源供应正常,蒸汽压力6—10bar、塔水压力3--4 bar、温度w 25C、热水蚌补水压力2--3 bar 、压缩空气6--8 bar ;b、清洗参数符合w预处理质量标准;c、源酸碱站浓酸浓碱供应正常;d、清洗回路连接正确,手动蝶阀打开,管路上的仪表显示正确;e、巴氏杀菌机所有自动阀门没有处于手动状态,泵的控制开关位置正确;f 、均质机油液位正常(均质机停止时油液位在高液位线以上),所有压力仪表归零;g、单效降膜器塔水阀门打开,蒸汽喷射泵蝶阀打开,物料泵、冷却器泵、抽真空泵的冷却水打开;h、巴杀冷板的冰水进出口蝶阀关闭。
②CIP清洗a、“总览”界面点机1100---1500巴氏杀菌机界面;b、点击巴杀手动控制界面;c、选择模式:双击模式,出现选择框确定清洗模式(模式要与实际的清洗路径相同),点击应用即可;d、当程序错误信息提示栏中无错误信息,点击“CIP ”开始按钮,巴氏杀菌机开始CIP;③清洗中注意事项a、清洗一定要保证浓酸浓碱供应充足;b、长时间低温,检查冰水进出口蝶阀是否关死;c、均质机清洗时冷却水是否打开;带单效降膜器清洗时,检查蒸发室、分离室、冷凝塔的液位是否处于目镜以下,如果没有调节出口压力,使液面达到目镜以下;d、清洗回路的电导仪长时间不变化时,马上检查所有阀门动作(尤其是手动阀门是否打开);e、巴氏出料口的压力保证在 2.5—3.5 bar ;f、清洗1500时,根据产品需要选择清洗模式;g、冷均质清洗与管路清洗相同;h、清洗碱电导率40ms,酸电导率20ms;④清洗结束a、拆开CIP清洗管路,关闭手动阀门b、拆开均质机缓冲管,检查是否有酸碱残留,并做微生物涂抹试验;c、检查所有仪表是否归零;2、巴氏杀菌机生产①生产前检查a、所有能源供应充足;b、冰水温度满足标准,温度1--2 C,压力3--4 bar ;c、所有参数在标准范围内;d、涂抹实验和ph检测合格;e、清洗接管拆开,同时接到回收管路上并打开蝶阀;f、所有阀门开关和泵的控制开关位置正确;g、源罐中有牛奶及牛奶的类型和各项理化指标合格和源罐是处于生产状态;牛奶指标见(原奶使用质量标准)h、目标罐或设备满足生产条件;i 、均质机油液位正常(均质机停止时油液位在高液位线以上);j、所有自动阀门和泵,无手动打开,冰水进出口手动蝶阀关闭;k、所有泵的冷却水打开,而且冷却水出口正常,有水流出;②启动a、根据产品的品种选择模式:生产纯牛奶,需要添加和带单效降膜器时,将单效降膜器连接;生产酸性乳饮料和花色奶时,不需要带单效降膜器,将单效降膜器短接;b、启动回收管路程序,并且处于等待生产状态;c、点“开始”,巴氏杀菌机启动,开始升温;③换水巴氏杀菌机启动后,执行换水程序,检查所有阀门动作是否正确;④升温换水完毕以后,开始升温,杀菌段;90 C、冷却段70 C,温度到以后,开始倒计时;杀菌升温计时结束,杀菌持续600s;热水消毒用高温热水对板片进行消毒,同时杀菌段、冷却段温度下降;温度补偿是指将巴氏杀菌机和单效降膜器和压力调整到生产设定值;打开冰水手动阀,开始降温,同时平衡杀菌段、保温段温度,达到产品温度设定值;如果生产纯牛奶,带单效降膜器时,蒸汽压力和真空席有清洗设定值转变成生产设定值,即由60#、62#转变成61#、63#,并且稳定单效降膜器系统;准备好生产检查巴氏杀出料口压力,将其调整到 2.5---3.5 bar (一定要保证稳定的压力)添加管路准备:将添加管路程序启动,并且处于等待生产状态;选择源罐:双击源,出现选择框,选择源点击应用即可;选择目标罐:双击目标,出现选择框,选择目标点击应用即可;添加比例的确定:(1)生产纯牛奶:22T/ h巴氏杀菌机是 2.8m3/ h;10T/ h巴氏杀菌机是l、 5 m3 / h (2)生产酸性奶(原味):22T/ h巴氏杀菌机是8.5—8.9 m3 / h巴氏杀菌机是5.0—5.5m3/ h(3)生产酸性奶(果味)和未来星乳饮料:22T/ h 巴氏杀菌机是6.7—7.0m3 / h,10T/ h 巴氏杀菌机是4---4.5m3/ h⑤生产a、当报警提示框中无报警信息时,点击“开始”生产开始;在生产过程中,如果生产纯牛奶,根据理化指标调节单效降膜器蒸汽压力和真空度即61 #、63#参数;b、当程序到推奶到均质机计时结束后,开始打压;均质机压力要求160--180 bar,先打二级,打到50 bar ,再打一级,打到160 bar ;⑥停机a、生产任务结束,将顶水路径准备好,点击“推出”执行水顶奶程序,顶水完成后,巴杀机处于“生产准备好CIP ”状态;b、推水到均质机计时结束后,均质机卸压,先卸一级压力,再卸二级压力;如果停机,点击“停止” ,巴氏杀菌机运行结束;如果进行清洗,结束后,巴杀机自动停止。
实习报告(奶粉工艺)
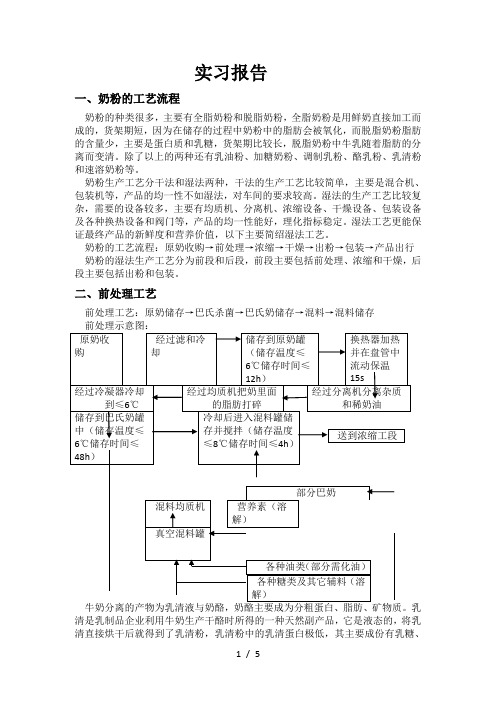
实习报告一、奶粉的工艺流程奶粉的种类很多,主要有全脂奶粉和脱脂奶粉,全脂奶粉是用鲜奶直接加工而成的,货架期短,因为在储存的过程中奶粉中的脂肪会被氧化,而脱脂奶粉脂肪的含量少,主要是蛋白质和乳糖,货架期比较长,脱脂奶粉中牛乳随着脂肪的分离而变清。
除了以上的两种还有乳油粉、加糖奶粉、调制乳粉、酪乳粉、乳清粉和速溶奶粉等。
奶粉生产工艺分干法和湿法两种,干法的生产工艺比较简单,主要是混合机、包装机等,产品的均一性不如湿法,对车间的要求较高。
湿法的生产工艺比较复杂,需要的设备较多,主要有均质机、分离机、浓缩设备、干燥设备、包装设备及各种换热设备和阀门等,产品的均一性能好,理化指标稳定。
湿法工艺更能保证最终产品的新鲜度和营养价值,以下主要简绍湿法工艺。
奶粉的工艺流程:原奶收购→前处理→浓缩→干燥→出粉→包装→产品出行奶粉的湿法生产工艺分为前段和后段,前段主要包括前处理、浓缩和干燥,后段主要包括出粉和包装。
二、前处理工艺前处理工艺:原奶储存→巴氏杀菌→巴氏奶储存→混料→混料储存清是乳制品企业利用牛奶生产干酪时所得的一种天然副产品,它是液态的,将乳清直接烘干后就得到了乳清粉,乳清粉中的乳清蛋白极低,其主要成份有乳糖、乳清蛋白、矿物质等,具有很高的营养价值。
根据加工方法和程度不同,乳清产品可归纳为:甜性乳清粉产品、改性乳清粉产品(如脱盐乳清粉)、乳清浓缩蛋白(WPC)和乳清分离蛋白(WPI)。
其中前处理的脱盐乳清粉的生产流程大致为:半成品的乳清粉溶解后,通过纳虑设备和离子交换柱反应去除杂质后,通过浓缩干燥后得到了纯乳清粉。
牛乳中含有一定量的水分,为了达到产品的质量要求,干燥前一般先将乳通过蒸发的方式进行浓缩,目前浓缩常采用真空浓缩,因为在真空中液体的沸点降低节约能源。
浓缩的设备按加热器结构分为盘管式和列管式,而列管式包括升膜和降膜,目前常用的是降膜的方式,降膜与升膜的主要区别是料液由加热器的顶部加入。
按照蒸汽被利用的次数真空浓缩分为单效和多效,目前常用的是多效的,既上一效的蒸汽可以被第二效再次利用,提高了蒸汽的利用效率。
巴杀操作规程

巴氏杀菌机工艺操作规程一、目的:规范和统一巴氏杀菌机操作,保证产品质量,减少质量事故,保持系统的稳定性二、执行人:预处理中控工三、工艺操作规程1、巴氏杀菌机的清洗①清洗前检查a、能源供应正常,蒸汽压力6—10bar、塔水压力3-—4 bar 、温度≤25℃、热水蚌补水压力2--3 bar 、压缩空气6--8 bar ;b、清洗参数符合≤预处理质量标准;c、源酸碱站浓酸浓碱供应正常;d、清洗回路连接正确,手动蝶阀打开,管路上的仪表显示正确;e、巴氏杀菌机所有自动阀门没有处于手动状态,泵的控制开关位置正确;f、均质机油液位正常(均质机停止时油液位在高液位线以上),所有压力仪表归零;g、单效降膜器塔水阀门打开,蒸汽喷射泵蝶阀打开,物料泵、冷却器泵、抽真空泵的冷却水打开;h、巴杀冷板的冰水进出口蝶阀关闭。
②CIP清洗a、“总览”界面点机1100-—-1500巴氏杀菌机界面;b、点击巴杀手动控制界面;c、选择模式:双击模式,出现选择框确定清洗模式(模式要与实际的清洗路径相同),点击应用即可;d、当程序错误信息提示栏中无错误信息,点击“CIP”开始按钮,巴氏杀菌机开始CIP;③清洗中注意事项a、清洗一定要保证浓酸浓碱供应充足;b、长时间低温,检查冰水进出口蝶阀是否关死;c、均质机清洗时冷却水是否打开;带单效降膜器清洗时,检查蒸发室、分离室、冷凝塔的液位是否处于目镜以下,如果没有调节出口压力,使液面达到目镜以下;d、清洗回路的电导仪长时间不变化时,马上检查所有阀门动作(尤其是手动阀门是否打开);e、巴氏出料口的压力保证在2。
5—3.5 bar ;f、清洗1500时,根据产品需要选择清洗模式;g、冷均质清洗与管路清洗相同;h、清洗碱电导率40ms,酸电导率20ms;④清洗结束a、拆开CIP清洗管路,关闭手动阀门b、拆开均质机缓冲管,检查是否有酸碱残留,并做微生物涂抹试验;c、检查所有仪表是否归零;2、巴氏杀菌机生产①生产前检查a、所有能源供应充足;b、冰水温度满足标准,温度1--2℃,压力3——4 bar ;c、所有参数在标准范围内;d、涂抹实验和ph检测合格;e、清洗接管拆开,同时接到回收管路上并打开蝶阀;f、所有阀门开关和泵的控制开关位置正确;g、源罐中有牛奶及牛奶的类型和各项理化指标合格和源罐是处于生产状态;牛奶指标见(原奶使用质量标准)h、目标罐或设备满足生产条件;i、均质机油液位正常(均质机停止时油液位在高液位线以上);j、所有自动阀门和泵,无手动打开,冰水进出口手动蝶阀关闭;k、所有泵的冷却水打开,而且冷却水出口正常,有水流出;②启动a、根据产品的品种选择模式:生产纯牛奶,需要添加和带单效降膜器时,将单效降膜器连接;生产酸性乳饮料和花色奶时,不需要带单效降膜器,将单效降膜器短接;b、启动回收管路程序,并且处于等待生产状态;c、点“开始”,巴氏杀菌机启动,开始升温;③换水巴氏杀菌机启动后,执行换水程序,检查所有阀门动作是否正确;④升温换水完毕以后,开始升温,杀菌段;90℃、冷却段70℃,温度到以后,开始倒计时;杀菌升温计时结束,杀菌持续600s;热水消毒用高温热水对板片进行消毒,同时杀菌段、冷却段温度下降;温度补偿是指将巴氏杀菌机和单效降膜器和压力调整到生产设定值;打开冰水手动阀,开始降温,同时平衡杀菌段、保温段温度,达到产品温度设定值;如果生产纯牛奶,带单效降膜器时,蒸汽压力和真空席有清洗设定值转变成生产设定值,即由60#、62#转变成61#、63#,并且稳定单效降膜器系统;准备好生产检查巴氏杀出料口压力,将其调整到2。
巴氏杀菌机结构技术资料汇编

巴氏杀菌机结构技术资料汇编巴氏杀菌机一、巴氏杀菌机的基本构成(主要零部件):1、控制柜2、热交换器(用于蒸汽与水换热的钎焊式换热器;以及产品与介质换热的板式换热器)3、平衡缸4、热水装置(图中指示的是钎焊式换热器)5、持温管(就是保持管,图中的保持管外壳是方箱式的,我们现场的15秒保持管没有外部方箱,加长保持管外壳是圆形的)二、零部件的功能:1、控制柜:可以显示工艺流程状态,管理工艺流程执行状况,实现控制巴氏的全部功1能。
(个人理解:控制柜就是巴氏杀菌机的大脑,控制中枢,能够发出指令及接受号,实现闭环控制。
协调控制各个零部件的动作。
完成所需的功能)2、热交换器用于加热/冷却产品,通过使用冰水或热水等介质来实现3、平衡缸:平衡罐( BTD)用作液体缓冲,可以消除产品中的空气,使流量更加平稳。
4、热水装置(热水系统):蒸汽将水加热,水再将产品加热。
避免蒸汽直接加热产品,便于产品温度的控制。
5、持温管(保持管):设计时已经将保持管的长度与杀菌席间匹配,从而可以在冷却前将产物温度保持在巴氏杀菌温度(85度),正常情形下维持15秒。
三、可选择的功能模块:可选择的功能模块有均质机,脱气罐、净乳机、分离机、闪蒸塔(也叫单效降膜蒸发器)除菌分离机、等可选择功能模块是根据产物要求来选择的可以根据产物要求来配置。
1、均质机:打碎脂肪球,有益于人体吸收,使颜色更好看,更白,而且可以延长产物的货架期。
2、分离机:可以对牛奶进行标准化(牛奶标准化的概念可以上网查一下),可以用于分离奶油和脱脂奶。
分离机同时也有净乳的功能。
3、净乳机:分离产品中的杂质4、脱气罐:主要作用是脱气,除异味、使口感更加其他作用是减少脂肪氧化、减少后续设备的结垢,减少发酵产品中的乳清分离,等5、闪蒸塔:闪蒸塔的原理:利用热的牛奶在空气负压的状态下容易脱去部分水分和料液中残存气体的原理,从而提高牛乳固形物含量使牛乳更加香浓。
闪蒸塔的作用:提高牛奶中干物质的含量,增强口感。