台湾化纤HIPSHP8250物性表
PP原料大全(私密级)
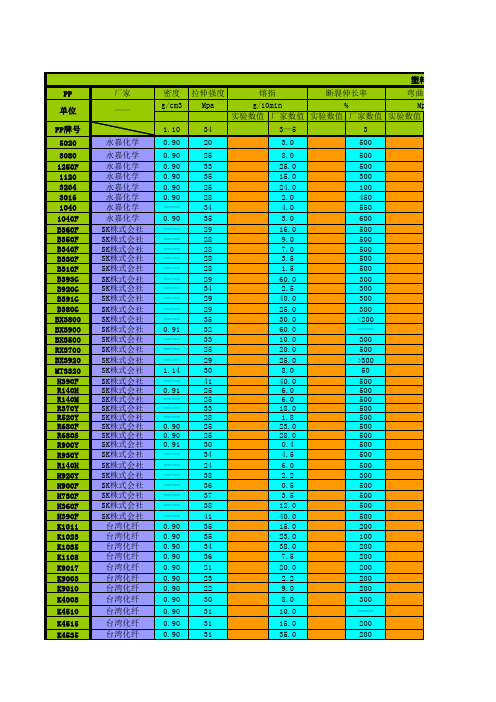
5.0 16.0 25.0 2.5 8.5 25.0 50.0 1.2 1.6 1.8 15.0 3.4 4.8 38.0 2.4 4.8 38.0 0.5 0.9 11.0 3.0 7.5 22.5 5.0 12.0 5.0 20.0 20.0 2.9-3.5 10.0 9.5 27.0 27.0 12.0 17.0 12.0 3.5 20.0 1.8 15.0 25.0 18.0 10.0 7.0 4.0 30.0 25.0 11.0 10.0 1.7 0.3 18.0 30.0 10.0 30.0
塑料原料物性总表(积累 PP 单位 PP牌号 5020 3080 1250F 1120 3204 3015 1040 1040F B360F B350F B340F B330F B310F B393G B920G B391G B380G BX3800 BX3900 BX3500 RX3700 BX3920 MT3320 H390F R140H R140M R370Y R520Y R680F R680S R900Y R930Y R140H H920Y H900F H730F H360F H390F K1011 K1023 K1035 K1108 K9017 K9003 K9010 K4008 K4510 K4515 K4535 永嘉化学 永嘉化学 永嘉化学 永嘉化学 永嘉化学 永嘉化学 永嘉化学 永嘉化学 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 SK株式会社 台湾化纤 台湾化纤 台湾化纤 台湾化纤 台湾化纤 台湾化纤 台湾化纤 台湾化纤 台湾化纤 台湾化纤 台湾化纤 厂家 —— 密度 g/cm3 1.10 0.90 0.90 0.90 0.90 0.90 0.90 —— 0.90 —— —— —— —— —— —— —— —— —— —— 0.91 —— —— —— 1.14 —— 0.91 —— —— —— 0.90 0.90 0.91 —— —— —— —— —— —— —— 0.90 0.90 0.90 0.90 0.90 0.90 0.90 0.90 0.90 0.90 0.90 拉伸强度 Mpa 34 20 25 33 35 25 28 34 35 29 28 28 28 28 29 34 29 29 35 32 33 25 29 30 41 25 25 33 28 25 25 30 34 24 38 36 37 38 41 35 35 34 36 21 23 22 30 31 31 31 熔指 断裂伸长率 弯曲模量 g/10min % Mpa 实验数值 厂家数值 实验数值 厂家数值 实验数值 3—5 3.0 8.0 25.0 15.0 24.0 2.0 4.0 3.0 16.0 9.0 7.0 3.5 1.5 60.0 2.5 40.0 25.0 30.0 60.0 10.0 20.0 25.0 8.0 40.0 6.0 6.0 18.0 1.8 23.0 28.0 0.4 4.5 6.0 2.2 0.5 3.5 12.0 40.0 15.0 23.0 38.0 7.5 20.0 2.2 9.0 8.0 10.0 15.0 35.0 3 500 500 500 300 100 450 550 600 500 500 500 500 500 300 300 300 300 <200 —— 300 500 >300 50 500 500 500 500 500 500 500 500 500 500 300 500 500 500 500 200 100 200 200 200 200 200 300 —— 200 200
台湾奇美ABS PA-758R物性数据表

-
%
熔融指数(流动系数)
200℃/5kg
ASTM D1238/ISO 1133
2.2
g/10min
220℃/10kg
ASTM D1238/ISO 1133
21
g/10min
吸水率 23℃/24H
ASTM D570/ISO 62
-
%
热性能
热变形温度
退火
ASTM D648/ISO 75
加工温度
射嘴
230~240°C
℃
料筒前段
220~250 °C
℃
料筒中段
220~250 ℃
℃
料筒后段
200~220 °C
℃
熔体温度
-
℃
模具温度
50~70°C
℃
压力
注塑压力
50~80kg/cm²
Mpa
保压压力
20~50kg/cm²
Mpa
背压
5~10kg/cm²
Mpa
螺杆转速
-
rpm
其他
备注
洗车时请使用PA-758或高流动性的压克力材料(PMMA),例如CM-211,请勿使用其它透明材料如PS、SAN或ABS来洗车,以减少洗车时间及避免材料透明度受到影响
97(207)
℃(℉)
未退火
ASTM D648/ISO 75
86(187)
℃(℉)
维卡软化点
ASTM D1525/ISO R306
102(216)
℃(℉)
熔点
-
-
℃(℉)
燃烧性(率)
UL94
1.6mmHB
线性膨胀系数
ASTM D696/ISO 11359
HIPS基本资料

HIPS基本資料英文全名:High impact polystyrene中文名稱:耐衝擊聚苯乙烯顏色:透明特性:1.耐衝擊聚苯乙烯為熱可塑性樹脂。
2.無臭、無味、硬質材料、成形後尺寸安定性良好。
3.有優秀的高介電性絕緣性。
4.為非晶質低吸水性材料。
5.其光澤性良好易於塗裝。
機械特性(普通耐熱性)拉伸強度:33MPa硬度(Rocwell M) :M50拉伸彈性率:2.7GPa熱物性質耐熱變形溫度18.6kg/cm^3:75-85℃Vicat軟化溫度:97℃成形加工性黏度表現:黏度隨剪切速率增加而減少。
比重:1.05機械加工性:1.於切削工具加工時應注成形品之局部過熱情形。
2.於穿孔加工應參考鑽頭規格及其加工時之速度及進給速度。
3.壓出作業之典型方法為真空或加壓成形、熱衝、彎曲等加工方式。
用途說明機械方面:加工機、機械零件、汽車、紡織機之零附件。
其他方面:電機零件(高週波用之類的電視箱)。
日用品方面:廚房用品、文具(原子筆、複印機零件)等相關產品。
HIPS加工問題處理方法成型品的黏膜1.增加脫模黏度。
2.整成型時間(降低模具溫度、延長冷卻時間、降低射出壓力、減短保壓時間等)。
收縮翹曲1.設計多點的料門。
2.模具溫度均一。
3.調整成型條件(提高樹指溫度、模具溫度、降低射出壓力)。
4.脫模頂出力要平均。
色斑1.顏料要充分混合(通過押出機等)。
2.料門變化,色斑位置也會變化。
3.改變顏料的配色。
HIPS流變性質暨熱物性質一、流變性質黏度(viscosity)是一種流對流體所產生抵抗的指標。
在牛頓黏度定律中,黏度的定義為:對牛頓流體而言(例如:水),黏度為一常數。
然而,對高分子熔液來說,黏度卻隨其分子受到剪應變率的增加而減少,此種現象,稱為高分子的「剪稀薄特性(Shear Thinning)」。
為何高分子黏度會隨剪應變率的增加而減少?這是由於高分子在不受外力的作用下,分子鏈以隨機(random)方式纏在一起,此時高分子對流動的抵抗較大,同時高分子也會呈現較大的黏度。
五大通用塑料及相关信息简介
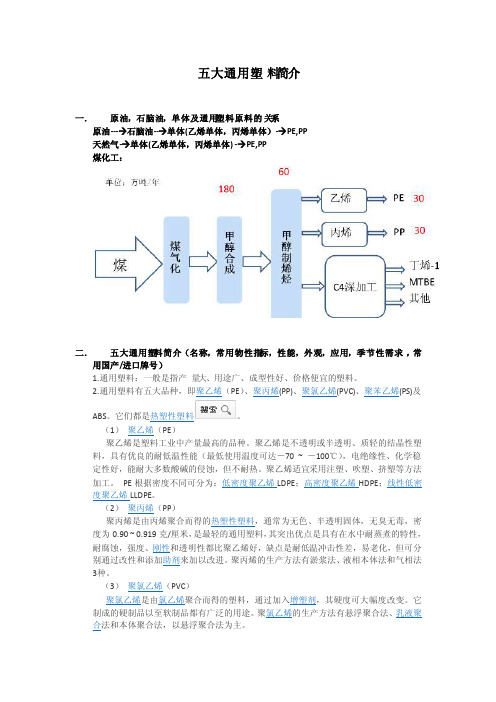
五大通用塑料简介一.原油,石脑油,单体及通用塑料原料的关系原油---→石脑油--→单体(乙烯单体,丙烯单体)-→PE,PP天然气-→单体(乙烯单体,丙烯单体) -→PE,PP煤化工:二.五大通用塑料简介(名称,常用物性指标,性能,外观,应用,季节性需求,常用国产/进口牌号)1.通用塑料:一般是指产量大、用途广、成型性好、价格便宜的塑料。
2.通用塑料有五大品种,即聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)及ABS。
它们都是热塑性塑料。
(1)聚乙烯(PE)聚乙烯是塑料工业中产量最高的品种。
聚乙烯是不透明或半透明、质轻的结晶性塑料,具有优良的耐低温性能(最低使用温度可达-70 ~ -100℃),电绝缘性、化学稳定性好,能耐大多数酸碱的侵蚀,但不耐热。
聚乙烯适宜采用注塑、吹塑、挤塑等方法加工。
PE根据密度不同可分为:低密度聚乙烯LDPE;高密度聚乙烯HDPE;线性低密度聚乙烯LLDPE。
(2)聚丙烯(PP)聚丙烯是由丙烯聚合而得的热塑性塑料,通常为无色、半透明固体,无臭无毒,密度为0.90 ~ 0.919克/厘米,是最轻的通用塑料,其突出优点是具有在水中耐蒸煮的特性,耐腐蚀,强度、刚性和透明性都比聚乙烯好,缺点是耐低温冲击性差,易老化,但可分别通过改性和添加助剂来加以改进。
聚丙烯的生产方法有淤浆法、液相本体法和气相法3种。
(3)聚氯乙烯(PVC)聚氯乙烯是由氯乙烯聚合而得的塑料,通过加入增塑剂,其硬度可大幅度改变。
它制成的硬制品以至软制品都有广泛的用途。
聚氯乙烯的生产方法有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主。
(4)聚苯乙烯(PS)通用的聚苯乙烯是苯乙烯的聚合物,外观透明,但有发脆的缺点,因此,通过加入聚丁二烯可制成耐冲击性聚苯乙烯(HTPS)。
PA10T材料物性表

PA10T材料物性表P ROVISIONAL D ATA S HEETG RIVORY HTG RIVORY XE 4027BLACK 9916Product descriptionGrivory XE 4027 black 9916 is a 30% glass-fibre reinforced flame retardant (UL 94 V-0) engineering thermoplastic material based on a semicrystalline, partially aromatic co-polyamide.Grivory XE 4027 black 9916 is free of halogens and red phosphorus.RoHS: Grivory XE 4027 black 9916 is in compliance with RoHS (2002/95/EC, Re-striction of Hazardous Substances). WEEE:Parts produced from Grivory XE 4027 black 9916 are not subject to "selec-tive treatment" according the Directive 2002/96/EC on Waste Electrical and Elec-tronic Equipment.ISO polymer designation: PA 10T/XASTM designation: PPA, polyphthalamide The main distinguishing features of Grivory HT-PPA, when compared to other poly-amides, are its good performance at high temperatures providing parts which are stiffer, stronger, have better heat distortion and dimensional stability as well as excel-lent chemical resistance and low moisture absorption.Grivory XE 4027 black 9916 is especially suitable for injection moulded components in electrical and electronic applications which require a flame class acc. UL 94 V-0. The material is suitable for lead-free SMT reflow soldering acc. i.e. JEDEC J-STD-020C (peak temperature 260°C). Compo-nents conforming to JEDEC MSL1 are achievable.PROPERTIESMechanical Properties Standard Unit State Grivory XE 4027black 9916Tensile E-modulus 1 mm/min ISO 527 MPa drycond.10'00010'000Tensile strength at break 5 mm/min ISO 527 MPa drycond.115110Elongation at break 5 mm/min ISO 527 % drycond.1.51.5Impact strength Charpy, 23°C ISO 179/2-1eU kJ/m2drycond.3535Impact strength Charpy, -30°C ISO 179/2-1eU kJ/m2drycond.3535Notched impact strength Charpy, 23°C ISO 1792-/1eA kJ/m2drycond.66Notched impact strength Charpy, -30°C ISO 179/2-1eA kJ/m2cond. 6Ball indentation hardness ISO 2039-1 MPa drycond.225225Thermal PropertiesMelting point DSC ISO 11357 °C dry 295 Heat deflection temperature HDT/A 1.80 MPa ISO 75 °C dry 265 Heat deflection temperature HDT/C 8.00 MPa ISO 75 °C dry 175 Thermal expansion coefficient long. 23-55°C ISO 11359 10-4/K dry 0.2 Thermal expansion coefficient trans. 23-55°C ISO 11359 10-4/K dry 0.65 Maximum usage temperature long term ISO 2578°C dry 150Electrical PropertiesDielectric strength IEC 60243-1 kV/mmdrycond.3333Comparative tracking index CTI IEC 60112 - cond. 600Specific volume resistivity IEC 60093 ? · m drycond.109109Specific surface resistivity IEC 60093 ?cond. 1011General PropertiesDensity ISO 1183 g/cm3 dry 1.41 Flammability (UL 94) 0.4 - 3.2 mm ISO 1210 rating - V-0IEC GWFI IEC 60695-2-12 °C - 960 Glow wire temperature (3mm)IEC GWIT IEC 60695-2-13 °C 775 Water absorption 23°C/saturated ISO 62 % - 1.5 Moisture absorption 23°C/50% r.h. ISO 62 % - 0.6 Linear mould shrinkage long. ISO 294 % dry 0.3 Linear mould shrinkage trans. ISO 294 % dry 1.0 Productnomenclature acc. ISO 1874: PA 10T/X, MHF, 11-100, GF30Information on Injection Moulding ofGrivory XE 4027 black 9916This technical data sheet for Grivory XE 4027 black 9916 provides you with useful information on material preparation, machine requirements, tooling and processing.MATERIAL PREPARATIONGrivory XE 4027 black 9916 is delivered dry and ready for processing in sealed packaging. Pre-drying is not necessary. StorageSealed, undamaged bags can be kept over a long period of time in storage facilities which are dry, protected from the influence of weather and where the bags can be protected from damage.Handling and SafetyDetailed information can be obtained from the material safety data sheet (MSDS) which can be requested with every material order.Drying During its manufacturing process Grivory XE 4027 black 9916 is dried and packed with a moisturecontent of ≤ 0.10%. Should the packaging become damaged or the material is left open too long, then the material must be dried. A too high moisture content can be shown by a foaming melt and silver streaks on the moulded part. The drying can be done as follows:Temperature max. 80°CTime 4 - 12 hoursDew point -40°CTemperature max. 100°CTime 4 - 12 hoursDrying time If there is only little evidence of foaming of the melt or just slight silver streaks on the part, then the above mentioned minimal drying time will be suffi-cient. Material, which is stored open over days shows strong foaming, unusually easy flowing, streaks and rough surface on the moulded part. Then the maximal drying time is required.Silver streaks can also be caused by overheating of the material (over 350°C) or by too long melt residence time in the barrel.Drying temperaturePolyamides are affected by oxidation at tempera-tures above 80°C in the presence of oxygen. Visible yellowing of the material is an indication of oxida-tion. Hence temperatures above 80°C for desiccant dryers and temperatures above 100°C for vacuum ovens should be avoided. In order to detect oxida-tion it is advised to keep a small amount of granu-late (light colour only !) as a comparison sample.At longer residence times (over 1 hour) a hopper dryer (80°C) is useful.Use of RegrindGrivory XE 4027 black 9916 is a thermoplastic material. This allows recycling of sprues, runners and rejected components in the running processIt is recommended to add a maximum of 25% re-grind as long as the requirements on the final part allow the addition of regrind.To ensure a trouble free processing, special pre-caution has to be taken by the moulder. Followingpoints have to be kept in mind: ? Avoid moisture absorption of the regrind (oth-erwise drying is necessary)Contamination by foreign material such as other polymers, dust or oil has to be avoided Property and colour changes of the part can be controlled with proper handling measures. MACHINE REQUIREMENTSGrivory XE 4027 black 9916 can be processed eco-nomically on all injection moulding machines suit-able for polyamides. Screw Wear and corrosion protected, 3-zone universal screws with check valves are recommended.Length 18 D - 22 D Compression ratio 2 - 2.5Screw Desiccant dryer Vacuum ovenShot VolumeThe metering stroke must be longer than the length of the check valve (without decompression dis-tance).Shot volume = 0.5 - 0.8 x (max. shot volume)HeatingAt least three separately controllable heating zones, able of reaching cylinder temperatures up to 350°C are required. A separate nozzle heating is necessary. The cylinder flange temperature must be controllable (cooling).NozzleOpen nozzles are simple, allow an easy melt flow and are long lasting. There is, however, the danger that during retraction of the screw after injection, air maybe drawn into the barrel (decompression). For this reason, needle shut-off nozzles are often used.Clamping ForceAs a rule of thumb the clamping force can be esti-mated using the following formula:TOOLINGThe design of the mould tool should follow the general rules for glass fibre reinforced thermo-plastics.For the mould cavities common mould tool steel quality (e.g. hardened steel) which has been hard-ened to level of 56 - 65 HRC is necessary. We recommend additional wear protection in areas of high flow rates in the tool (e.g. pin point gates, hot runner nozzles).Demoulding / Draft AngleParts moulded from Grivory HT are setting very quickly showing excellent dimensional stability. Asymmetric demoulding and undercuts are to be avoided. It is favourable to foresee high numbers of large ejector pins or a stripper plate. Demoulding draft angles between 1 to 5° are acceptable. The following values can be considered:(VDI 3400) 12 1518 21 24 27 Depth of roughness (µm) 0.4 0.6 0.8 1.1 1.6 2.2 Demoulding angle (%) 11 1.1 1.2 1.3 1.5(VDI 3400) 30 33 36 39 42 45 Depth of roughness (µm) 3.2 4.5 6.3 9 13 18 Demoulding angle (%) 1.822.5345VentingIn order to prevent burn marks and to improve the weld line strength, proper venting of the mould cav-ity should be provided. Venting channels on the parting surface with dimensions of depth 0.02 mm and width 2 - 5 mm are recommended.Gate and RunnerTo achieve an optimal mould-fill and to avoid sink marks, a central gate at the thickest section of the moulding is recommended. Pin point gate (direct) or tunnel gates are more economical and more com-mon with technical moulding.To avoid premature solidification of the melt and difficult mould filling, the following points should be considered:0.8 x thickest wall section of the injectionmoulding part1.4 x thickest wall section of the injection moulding part (but minimum 4 mm)PROCESSINGMould Filling, Post Pressure and DosingThe best surface finish and a high weld line strength are achieved with a high injection speed and when a sufficiently long post pressure is em-ployed.The injection speed should be chosen to be re-duced towards the end of the filling process in order to avoid overheating and burning. For dosing at low screw speed and pressure the cooling time should be fully utilised.Selecting the injection unit Gate diameterRunner diameterBasic Machine SettingsIn order to start up the machines for processing Grivory XE 4027 black 9916, following basic set-tings can be recommended: Flange 80°CZone 1 305 - 320°CZone 2 305 - 320°CZone 3 305 - 320°CNozzle 305 - 320°CTool 110 - 150°CMelt 300 - 330°CInjection speed medium - highHold-on pressure (spec.) 500 - 800 barDynamic pressure (hydr.) 5 - 15 barPeripheral screw speed 0.1 - 0.3 m/s Start-up and PurgingForeign materials in the cylinder should be removed with suitable purging materials. Hot-runner systems should be purged likewise. Glass fibre reinforced polyamide 66 is a suitable “bridging material”. Cylinder heating should start with a clean, product-free screw, starting from the temperature level of the “bridging material” of 300°C up to the required temperature level of 300-330°C (see processing data).After at least three full dosings (free-shots) - apply-ing the shortest possible residence time - the start up procedure can be implemented.After completion of production with Grivory HT the screw, cylinder and melt distribution system should be cleaned out thoroughly.ConditioningThe dimensions and the mechanical properties of Grivory HT products are only marginally influenced by moisture absorption. For testing purposes, parts can be stored in a climatic chamber until an in-crease in weight of 1 % has been achieved. In order to avoid stress through swelling, conditioning in hot water is to be avoided. CUSTOMER SERVICES EMS-GRIVORY is a specialist for polyamide syn-thesis and polyamide processing. Our customer services are not only concerned with the manufac-turing and supply of engineering thermoplastics but also provide a full of technical support program: ? Rheological design calculation / FEAPrototype toolingMaterial selectionProcessing supportMould and component designWe are happy to advise you. Simply call one of our sales offices.The recommendations and data given are based on our experience to date, however, no liability can be assumed in connection with their usage and processing.Generated / updated: SEK / 07.2008This version replaces all previous product specific data sheets./doc/09cef1cf58f5f61fb7366629.htmlTemperatures Speeds / Pressures。
常用工程塑料的物性
以下是<<常用工程塑料的物性>>,什么都有了,缩水率也在里面.一、P S(聚苯乙烯)1 .PS的性能:PS为无定形聚合物,流动性好,吸水率低(小于00.2%),是一种易于成型加工的透明塑料。
其制品透光率达88-92%,着色力强,硬度高。
但PS制品脆性大,易产生内应力开裂,耐热性较差(60-80℃),无毒,比重1.04g\cm3左右(稍大于水)。
成型收缩率(其值一般为0.004—0.007in/in),透明PS--这个名称仅表示树脂的透明度,而不是结晶度。
(化学和物理特性: 大多数商业用的PS都是透明的、非晶体材料。
PS具有非常好的几何稳定性、热稳定性、光学透过特性、电绝缘特性以及很微小的吸湿倾向。
它能够抵抗水、稀释的无机酸,但能够被强氧化酸如浓硫酸所腐蚀,并且能够在一些有机溶剂中膨胀变形。
)2 .PS的工艺特点:PS熔点为166℃,加工温度一般在185-215℃为宜,熔化温度180~280℃,对于阻燃型材料其上限为250℃,分解温度约为290℃,故其加工温度范围较宽。
模具温度40~50℃,注射压力:200~600bar,注射速度建议使用快速的注射速度,流道和浇口可以使用所有常规类型的浇口。
PS料在加工前,除非储存不当,通常不需要干燥处理。
如果需要干燥,建议干燥条件为80C、2~3小时。
因PS比热低,其制作一些模具散热即能很快冷凝固化,其冷却速度比一般原料要快,开模时间可早一些。
其塑化时间和冷却时间都较短,成型周期时间会减少一些;PS制品的光泽随模温增加而越好。
3.典型应用范围:包装制品(容器、罩盖、瓶类)、一次性医药用品、玩具、杯、刀具、磁带轴、防风窗以及许多发泡制品——鸡蛋箱。
肉类和家禽包装盘、瓶子标签以及发泡PS缓冲材料,产品包装,家庭用品(餐具、托盘等),电气(透明容器、光源散射器、绝缘薄膜等)。
二、HIPS(改性聚苯乙烯)1. HIPS的性能:HIPS为PS的改性材料,分子中含有5-15%橡胶成份,其韧性比PS提高了四倍左右,冲击强度大大提高(高抗冲击聚苯乙烯),已有阻燃级、抗应力开裂级、高光泽度级、极高冲击强度级、玻璃纤维增强级以及低残留挥发分级等。
ABS塑料性能和部分牌号介绍

ABS塑料性能和部分牌号介绍ABS塑料- ABS树脂是五大合成树脂之一,其抗冲击性、耐热性、耐低温性、耐化学药品性及电气性能优良,还具有易加工、制品尺寸稳定、表面光泽性好等特点,容易涂装、着色,还可以进行表面喷镀金属、电镀、焊接、热压和粘接等二次加工,广泛应用于机械、汽车、电子电器、仪器仪表、纺织和建筑等工业领域,是一种用途极广的热塑性工程塑料。
ABS树脂是目前产量最大,应用最广泛的聚合物,它将PS,SAN,BS的各种性能有机地统一起来,兼具韧、硬、刚相均衡的优良力学性能。
ABS是丙烯腈、丁二烯和苯乙烯的三元共聚物,A代表丙烯腈,B代表丁二烯,S代表苯乙烯。
ABS塑料-名称化学名称丙烯腈-丁二烯-苯乙烯塑料英文名称 Acrylonitrile Butadiene Styrene plasticABS塑料-性能一般性能ABS外观为不透明呈象牙色粒料,其制品可着成五颜六色,并具有高光泽度。
ABS相对密度为1.05左右,吸水率低。
ABS同其他材料的结合性好,易于表面印刷、涂层和镀层处理。
ABS的氧指数为18~20,属易燃聚合物,火焰呈黄色,有黑烟,并发出特殊的臭味。
力学性能ABS有优良的力学性能,其冲击强度极好,可以在极低的温度下使用;ABS 的耐磨性优良,尺寸稳定性好,又具有耐油性,可用于中等载荷和转速下的轴承。
ABS的耐蠕变性比PSF及PC大,但比PA及POM小。
ABS的弯曲强度和压缩强度属塑料中较差的。
ABS的力学性能受温度的影响较大。
热学性能ABS的热变形温度为93~118℃,制品经退火处理后还可提高10℃左右。
ABS 在-40℃时仍能表现出一定的韧性,可在-40~100℃的温度范围内使用。
电学性能ABS的电绝缘性较好,并且几乎不受温度、湿度和频率的影响,可在大多数1环境下使用。
环境性能ABS不受水、无机盐、碱及多种酸的影响,但可溶于酮类、醛类及氯代烃中,受冰乙酸、植物油等侵蚀会产生应力开裂。
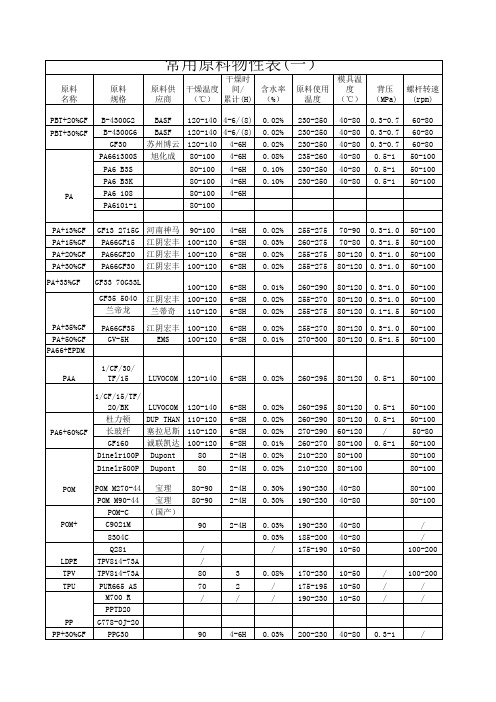
常用原料物性表
/ / 80 70 /
90
2-4H 2-4H 2-4H
302% 0.02%
255-275 260-275 255-275 255-275
70-90 70-80 80-120 80-120
0.3-1.0 0.3-1.5 0.3-1.0 0.3-1.0
50-100 50-100 50-100 50-100
230-250 230-250 230-250 235-260 230-250 230-250
40-80 40-80 40-80 40-80 40-80 40-80
0.3-0.7 0.3-0.7 0.3-0.7
0.5-1 0.5-1 0.5-1
60-80 60-80 60-80 50-100 50-100 50-100
PA6+60%GF
1/CF/15/TF/ 20/BK LUVOCOM 杜力顿 DUP THAN 长玻纤 塞拉尼斯 GF160 诚联凯达
Dinelr100P Dupont Dinelr500P Dupont
120-140 110-120 110-120 100-120
80 80
6-8H 6-8H 6-8H 6-8H 2-4H 2-4H
PA+13%GF PA+15%GF PA+20%GF PA+30%GF
GF13 2715G PA66GF15 PA66GF20 PA66GF30
河南神马 江阴宏丰 江阴宏丰 江阴宏丰
90-100 100-120 100-120 100-120
PA+33%GF
GF33 70G33L
GF35 5040 江阴宏丰 兰帝龙 兰蒂奇
POM
POM+
ABS塑料分类介绍
ABS塑料分类介绍abs根据冲击强度可分为:超高抗冲型、高抗冲击型、中抗冲型等品种;ABS根据成型加工工艺的差异,又可分为:注射、挤出、压延、真空、吹塑等品种;ABS依据用途和性能的特点,还可分为:通用级、耐热级、电镀级、阻燃级、透明级、抗静电、挤出板材级、管材级等品种。
ABS用途abs树脂的最大应用领域是汽车、电子电器和建材。
汽车领域的使用包括汽车仪表板、车身外板、内装饰板、方向盘、隔音板、门锁、保险杠、通风管等很多部件。
在电器方面则广泛应用于电冰箱、电视机、洗衣机、空调器、计算机、复印机等电子电器中。
建材方面,ABS管材、ABS卫生洁具、ABS装饰板广泛应用于建材工业。
此外ABS还广泛的应用于包装、家具、体育和娱乐用品、机械和仪表工业中。
1、性能特点ABS在一定温度范围内具有良好的抗冲击强度和表面硬度,有较好的尺寸稳定性、一定的耐化学药品性和良好的电气绝缘性。
它不透明,一般呈浅象牙色,能通过着色而制成具有高度光泽的其它任何色泽制品,电镀级的外表可进行电镀、真空镀膜等装饰。
通用级ABS 不透水、燃烧缓慢,燃烧时软化,火焰呈黄色、有黑烟,最后烧焦、有特殊气味,但无熔融滴落,可用注射、挤塑和真空等成型方法进行加工。
2、级别与用途ABS按用途不同可分为通用级(包括各种抗冲级)、阻燃级、耐热级、电镀级、透明级、结构发泡级和改性ABS等。
通用级用于制造齿轮、轴承、把手、机器外壳和部件、各种仪表、计算机、收录机、电视机、电话等外壳和玩具等;阻燃级用于制造电子部件,如计算机终端、机器外壳和各种家用电器产品;结构发泡级用于制造电子装置的罩壳等;耐热级用于制造动力装置中自动化仪表和电动机外壳等;电镀级用于制造汽车部件、各种旋钮、铭牌、装饰品和日用品;透明级用于制造度盘、冰箱内食品盘等。
ABS在汽车内饰的要求条件:汽车内饰追求的重要目标包括美观、低气味、机械性能、耐热、耐候等。
亚太国际ABS汽车材料能够满足各种内饰部件的使用要求,材料具备以下条件:1.良好的流动性2.优异的抗冲击性3.易加工成型4. 易着色、喷涂5.低气味6.良好的耐腐蚀性7.亚光效果ABS塑胶原料品牌繁多, 其型号更多. 有ABS台湾台化 AG15A1、AG12A0、AG15AJ、AG15E2、AX4000、AG12A1、AG15A1、AG15A3、AG15E1ABS台湾奇美 PA-707、PA-727、PA-757、PA-709、PA-709S、PA-717C、PA-756、PA-756H、PA-747、PA-747S、PA-747R、PA-758、PA-758(2)、PA-758R、PA-716、PA-761、PA-764、PA-765、PA-765A、PA-764B、PA-718、PA-797、PA-76 3、PA-777B、PA-777D PA-777E、PA-707K、PA-757KABS宁波LG HI-121H、HI-121、HI-121H、AF-312A、AF-312B、AF-312C、AF-342、TR-557I、558AI、XR-401、XR-404、XR-407EABS中石油吉化 0215AABS中石油大庆 750AABS韩国锦湖 750SW、HFA705、HAG5220FR、HAG7210、HFA450、HAG7220、HAG7230、510E、530E、ERMA151B、HAG5230FR、ER-875、8391ABS上海高桥 275、3513、8434ABS日本东丽 100、700、900、920、440YABS镇江国亨 D180,ABS台湾台达 5000ABS泰国石化 GA850ABS德国巴斯夫 GP-22、GP-35、13010、H801、HH-112、HI-12ABS日本电气化学 TW-28、CU-301、TP-801、CL-20、UT30BABS韩国三星第一毛织 VH-0810T、VH-0815、SD-0150、VH-0800、HS7000、UT -0100ABS淄博东聚 VH-0815T、VH-0816T、SR-0330TABS日本油墨 TI-500A、TI-500ABS日本三菱工程 VPG120ABS日本住友诺格 GA-501ABS日本UMG GF10、GF20、001M、MG-2510A、VG45DABS美国GE FR15U、EXCP0154、MG37EP、GPM5500、X15、X37、GHT3510 ABS泰国朗盛 240、640等.ABS台湾奇美 PA-707、PA-727、PA-757、PA-709、PA-709S、PA-717C、PA-756、PA-756H、PA-747、PA-747S、PA-747R、PA-758、PA-758(2)、PA-758R、PA-716、PA-761、PA-764、PA-765、PA-765A、PA-764B、PA-718、PA-797、PA-76 3、PA-777B、PA-777D PA-777E、PA-707K、PA-757KABS宁波LG HI-121H、HI-121、HI-121H、AF-312A、AF-312B、AF-312C、AF-342、TR-557I、558AI、XR-401、XR-404、XR-407EABS中石油吉化 0215AABS中石油大庆 750AABS韩国锦湖 750SW、HFA705、HAG5220FR、HAG7210、HFA450、HAG7220、HAG7230、510E、530E、ERMA151B、HAG5230FR、ER-875、8391ABS上海高桥 275、3513、8434ABS日本东丽 100、700、900、920、440YABS镇江国亨 D180,ABS台湾台达 5000ABS泰国石化 GA850ABS德国巴斯夫 GP-22、GP-35、13010、H801、HH-112、HI-12ABS日本电气化学 TW-28、CU-301、TP-801、CL-20、UT30BABS韩国三星第一毛织 VH-0810T、VH-0815、SD-0150、VH-0800、HS7000、UT -0100ABS淄博东聚 VH-0815T、VH-0816T、SR-0330TABS日本油墨 TI-500A、TI-500ABS日本三菱工程 VPG120ABS日本住友诺格 GA-501ABS日本UMG GF10、GF20、001M、MG-2510A、VG45DABS美国GE FR15U、EXCP0154、MG37EP、GPM5500、X15、X37、GHT3510 ABS泰国朗盛 240、640等.ABS塑料性能和部分牌号介绍ABS塑料- ABS树脂是五大合成树脂之一,其抗冲击性、耐热性、耐低温性、耐化学药品性及电气性能优良,还具有易加工、制品尺寸稳定、表面光泽性好等特点,容易涂装、着色,还可以进行表面喷镀金属、电镀、焊接、热压和粘接等二次加工,广泛应用于机械、汽车、电子电器、仪器仪表、纺织和建筑等工业领域,是一种用途极广的热塑性工程塑料。
PE塑料常用牌物性表

缠绕膜制造用的牌号(掺入30%)强度高于LDPE不含爽滑和开口掺2045G 和5100G增加强度掺AFFINITY-OG增加韧性LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕LLDPE 膜缠绕LLDPE 膜缠绕LLDPE膜缠绕LLDPE 膜缠绕LLDPE 膜缠绕LLDPE 膜缠绕膜LLDPE (6c)薄膜级LLDPE薄膜级LLDPE缠绕膜LLDPE (6c)缠绕膜LLDPE (6c)缠绕膜LLDPE( 8C线性)茂金属茂金属茂金属茂金属茂金属茂金属茂金属茂金属缠绕膜茂金属缠绕膜茂金属缠绕膜茂金属缠绕膜茂金属(6c)缠绕膜茂金属缠绕茂金属膜茂金属缠绕茂金属膜茂金属茂金属茂金属茂金属茂金属茂金属茂金属超低密度聚乙烯超低密度聚乙烯超低密度聚乙烯性体PE弹性体PE弹性体PE弹性体PP弹性体弹性体弹性体薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜LLDPE级薄膜LLDPE 级薄膜LLDPE 级薄膜LLDPE 级薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE1820S1印尼薄膜级LLDPE201XV福建联合薄膜级LLDPE7087科威特EQUATE1薄膜LLDPE新加坡级注塑级LLDPE 注塑级LLDPE注塑级LLDPE注塑级LLDPE注塑级LLDPE 注塑级LLDPE注塑级LLDPE注塑级LLDPE注塑级LLDPE注塑级LLDPE高压花料挤出涂覆级LDPE注塑级LDPELDPE 注塑级LDPELDPE 注塑级LDPELDPELDPELDPE高压涂覆挤出LDPE级涂覆LDPE 级涂覆LDPE 级涂覆LDPE 级注塑LDPE 级挤出LDPE 级挤出LDPE 级挤出LDPE 级LDPE高压薄膜LDPELDPELDPE高压重包装注塑LDPE级LDPELDPELDPE 薄膜级LDPE 薄膜级LDPE薄膜级LDPE薄膜级LDPE 薄膜LDPE级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜级LDPE薄膜级LDPE薄膜级LDPE 薄膜级LDPE薄膜级LDPE薄膜级LDPE 薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE 薄膜级LDPE薄膜级LDPE薄膜级LDPE 薄膜LDPE级薄膜LDPE 级注塑LDPE 级Array注塑LDPE 级注塑LDPE级注塑LDPE 级注塑LDPE 级注塑LDPE 级注塑LDPE 级注塑LDPE 级注塑LDPE 级涂覆级LDPE 涂覆级LDPE涂覆级LDPE涂覆级LDPE 涂覆级LDPE涂覆级LDPE涂覆级LDPE 涂覆级LDPE涂覆级LDPE7008美国陶氏薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE 薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE。
HDPE物性数据表

①原料描述部分规格级别:电缆绝缘料外观颜色:本色用途概述:用于低、中、高速绝缘生产线备注说明:性能:由乙烯、丁烯集合而成的双峰高密度聚乙烯,并含有适量助剂的本色粒料。
因为其分子量呈双峰分布,所以它具有优异的加工性能、很好的力学性能及良好的电性能。
②原料技术数据性能项目试验条件[状态]测试方法测试数据数据单位基本性能密度//0.941-0.959g/cm3熔体流动速率//≤1.0g/10min机械性能拉伸强度//≥19.0MPa 断裂伸长率//≥400%耐环境应力开裂性48h/≤2/10/电气性能介电常数1MHz/≤2.40/体积电阻率//≥1×1013Ω?m①原料描述部分规格级别:挤出级外观颜色:---用途概述:用途:供水管,工业用管子。
备注说明:特性:电子光谱法,高冲击和高强度。
②原料技术数据性能项目试验条件[状态]测试方法测试数据数据单位基本性能熔体流动速率/ASTM D-12380.12g/10min 密度/ASTM D-15050.950g/cm3机械性能屈服拉伸强度/ASTM D-638220Kg/cm2断裂拉伸强度/ASTM D-638390Kg/cm2最终拉伸率/ASTM D-638>500%挠曲强度/ASTM D-7478,500Kg/cm2洛氏硬度/ASTM D-78550R冲击强度/ASTM D-25630kg?cm/cm 耐环境应力破裂/ASTM D-1693>1,000F50hr热性能脆化温度/ASTM D-746<-80℃熔点/ASTM D-2117131℃维卡软化点/ASTM D-1525122℃①原料描述部分规格级别:管材级外观颜色:---用途概述:农业排灌管、热水管、支架备注说明:类型:挤塑②原料技术数据性能项目试验条件[状态]测试方法测试数据数据单位基本性能熔体流动速率//0.15g/10min 密度//0.954g/cm3机械性能拉伸强度//18.0MPa其它性能粉末灰分//0.03%①原料描述部分规格级别:挤出级外观颜色:本色、圆柱状或扁圆状颗粒用途概述:用于制造日用品和各类工、农业用品,如薄膜、中空容器、管道、单丝、延伸带、电绝缘制品等。
HM-系列材质说明

HM-系列材质说明原材料说明:1、尼龙(NYLON),学名:聚酰胺,塑料代号:PA,特性:耐燃,抗张强度高,耐磨。
2、玻纤(Glass fiber reinforced thermoplastic),简称GF,主要用于工程塑料改性,与尼龙合并后可加强尼龙的强度与韧性、降低尼龙的蠕变性收缩率及变形率。
3、PP(Polypropylene),学名:聚丙烯,简称PP,特性坚硬,高熔点,高收缩率、高抗冲击强度。
4、铝合金(Aluminium-alloy),是纯铝为加强其硬度,强度及刚性,故加入一些合金元素制成,其特点为易加工、耐久性高,耐高温,几乎不变形,耐冲击。
铝合金制品的相关成型工艺为压铸工艺,即采用高温熔炼(650°C - 750°C)后浇注入模具内进行充型程序,取出后进行钻孔、攻牙、抛光、检验、包装等程序。
5、PU(Polyurethane)学名:聚氨酯,因其性能卓越,故不同的使用领域可展现其不同的特性,而我司所使用的PU主要展现其柔软、富有弹性、不易变形、高韧性、耐磨的一面。
6、网布(MESH)功能说明一、头枕功能介绍上下调整(有效调整距离5cm)角度调整(有效调整角度15°度)二、背垫功能介绍背垫高度调整(4段调整,每段2cm,共6cm)自动弹力腰部支撑(钟摆跨距6cm,回弹力6kgw)背垫后仰调整(有效的角度为3段,每段5度,共15度)。
三、扶手功能介绍扶手升降调整(有效调整高度为10段,每段1cm,共10cm)。
扶手垫角度调整(有效调整角度为3段,每段5度,共15度)。
四、座垫功能介绍座垫升降调整(有效调整高度为10cm)座深距离调整(有效调整距离为6段,每段1cm,共6cm)。
后仰弹力调整(有效弹力调整为14.2kgw至25.2kgw)。
操作说明HM-办公椅是一款符合人体工程学的全功能性办公用椅,力求使用者能充分理解其人性化的设计及达到最舒适的调节,以下将以健康的使用角度出发,为您解说正确的使用说明,希望完整的操作说明,能带给您更舒适、健康的办公条件。
常用塑料材质特性
塑料材料特性什么是塑料?塑料是在一定条件下,一类具有可塑性的高分子材料的通称,一般按照它的热熔性把它们分成:热固性塑料和热塑性塑料。
它是世界三大有机高分子材料之一(三大高分子材料是塑料,橡胶,纤维)。
塑料的英文名是plastic,俗称:塑胶。
塑料的种类繁多,工艺繁多,本材料只介绍一点注塑用的塑料材料。
为什么有人称塑料为树脂?人类最早认识的高分子材料都是树皮割破后流出的液体的提取物,呈粘稠状,也就是说它是树中提取的脂。
因此,目前仍然有很多人把这种高分子材料叫树脂。
但随着现代化工工业的发展,现在所用的高分子材料都是石油化工产品或石油化工的副产品或石油合成产品。
现代的塑料已经不是树中提取物了,而是石化产品。
塑料的本色和牌号一般的塑料合成以后,从合成塔出来,都是面粉状的粉末,不能用来直接生产产品,这就是人们常说的从树汁中提取出脂的成份是一样的,也称为树脂,也叫粉料,这是一种纯净的塑料,它流动性差,热稳定性低,易老化分解,不耐环境老化;因此,人们为了改善以上缺陷,在树脂粉中加入热稳定剂,抗老化剂,抗紫外光剂,加入增塑剂增加它的流动性,生产出适应各种加工工艺的,有特殊性能的,不同牌号的塑料品种。
所以,同一种塑料品种有很多牌号,如:ABS 就有注塑级的,有挤出级的,有电镀级的,有高刚性的,有很大柔韧性的,等,这才是目前人们普遍所使用的塑料,它们都经过造粒,都是颗粒料。
目一种牌号的塑料,适应目一种工艺,或注塑,或挤出,或压延,或吸塑等塑料的分子结构一般塑料的分子结构,都是线性的高分子链或带支链的高分子链段,有结晶和非结晶两种,塑料材料的性能与其结晶性能有很大的关系,与其分子结构有很大的关系,也与其组成的元素有很大的关系,一般来说,塑料的结晶率越大,其透光性就越差;带脂基的,带氨基的,带醇基的,比较易吸水,比较容易因水的作用分解,加工时,也比较难烘干;带烯烃基的,塑料的柔性就好,带苯环的,塑料比较刚硬。
由于塑料的分子结构千差万别,形成了不同品种的,性能差异很大,不同牌号的上万种产品。
台湾奇美ABS_PA-758R物性数据表
未退火
ASTM D648/ISO 75
86(187)
℃(℉)
维卡软化点
ASTM D1525/ISO R306
102(216)
℃(℉)
熔点
-
-
℃(℉)
燃烧性(率)
UL94
1.6mmHB
线性膨胀系数
ASTM D696/ISO 11359
-
mm/mm.℃
加工条件
干燥条件
85°C下烘料约3~5小时
加工温度
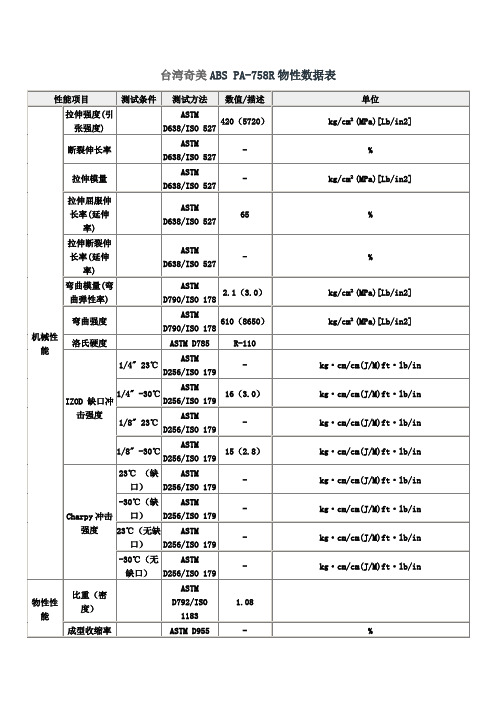
拉伸屈服伸长率(延伸率)
ASTM D638/ISO 527
65
%
拉伸断裂伸长率(延伸率)
ASTM D638/ISO 527
-
%
弯曲模量(弯曲弹性率)
ASTM D790/ISO 178
2.1(3.0)
kg/cm²(MPa)[Lb/in2]
弯曲强度
ASTM D790/ISO 178
610(8650)
kg/cm²(MPa)[Lb/in2]
台湾奇美ABS PA-758R物性数据表
性能项目
测试条件
测试方法
数值/描述
单位
机械性能
拉伸强度(引张强度)
ASTM D638/ISO 527
420(5720)
kg/cm²(MPa)[Lb/in2]
断裂伸长率
ASTM D638/ISO 527
-
%
拉伸模量
ASTM D638/ISO 527
-
kg/cm²(MPa)[Lb/in2]
颜色
-
特性
透明 耐化性
用途
护贝机 / 屏幕外壳 / 原子笔 / 家电 / 齿轮盖 / 文具
危险化学品特性表
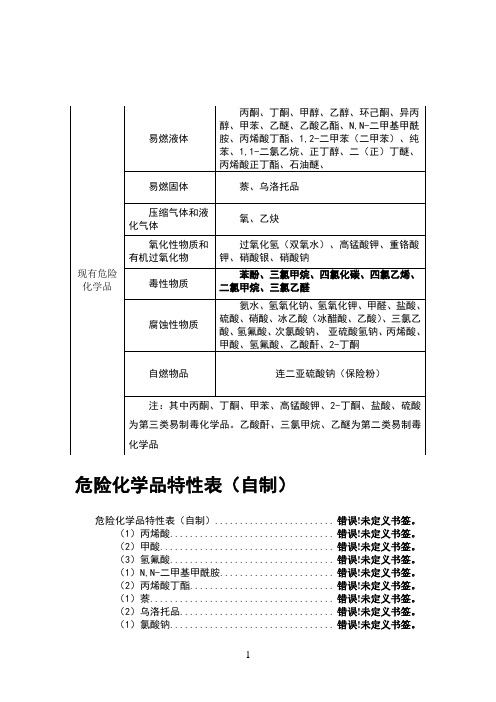
危险化学品特性表(自制)危险化学品特性表(自制)........................ 错误!未定义书签。
(1)丙烯酸................................. 错误!未定义书签。
(2)甲酸................................... 错误!未定义书签。
(3)氢氟酸................................. 错误!未定义书签。
(1)N,N-二甲基甲酰胺....................... 错误!未定义书签。
(2)丙烯酸丁酯............................. 错误!未定义书签。
(1)萘..................................... 错误!未定义书签。
(2)乌洛托品............................... 错误!未定义书签。
(1)氯酸钠................................. 错误!未定义书签。
(2)亚硝酸钠............................... 错误!未定义书签。
(1)四氯乙烯............................... 错误!未定义书签。
(2)二氯甲烷............................... 错误!未定义书签。
丙酮........................................ 错误!未定义书签。
-丁酮....................................... 错误!未定义书签。
甲醇........................................ 错误!未定义书签。
乙醇........................................ 错误!未定义书签。
环己酮..................................... 错误!未定义书签。
各种塑料的材质性能参数

之蔡仲巾千创作
附表1:共 4 页第 2 页
注:所有项目为原资料进货时根据质保书对资料进行核查,带*号的项目为资料进货时对其性能进行的复检
附表2: 共 4 页第 3 页
注:所有项目为原资料进货时根据质保书对资料进行核查,带*号的项目为资料进货时对其性能进行的复检
附表3: 共 4 页第 4 页
注:所有项目为原资料进货时根据质保书对资料进行核查,带*号的项目为资料进货时对其性能进行的复检
附表2: 共 4 页第 3 页
注:所有项目为原资料进货时根据质保书对资料进行核查,带*号的项目为资料进货时对其性能进行的复检。