机加工记录表格
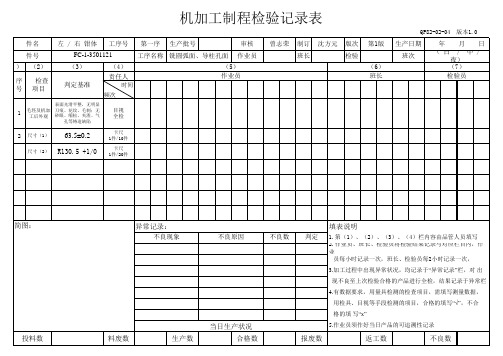
机加工制程检验记录表
件名
左 / 右 钳体 工序号 第一序 生产批号
审核
(1 件号 ) (2)
序 检查 号 项目
FC-1-3501121
工序名称 铣圆弧面、导柱孔面 作业员
(3) 判定基准
(4) 责任人
时间
(5) 作业员
频次
表面光滑平整,无明显
1
毛坯及机加 刀痕、花纹、毛刺;无 工后外观 砂眼、缩松、夹渣、气
生产数
不良原因
当日生产状况 合格数
不良数
判定
填表说明
1.第(1)、(2)、(3)、(4)栏内容由品管人员填写 2.作业员、班长、检验员将检验结果记录与对应栏目内,作 业
员每小时记录一次,班长、检验员每2小时记录一次,
3.加工过程中出现异常状况,均记录于“异常记录”栏,对 出
现不良至上次检验合格的产品进行全检,结果记录于异常栏
孔等铸造缺陷
目视 全检
2 尺寸(1) 63.5±0.2 尺寸(2) R130.5 +1/0
卡尺 1件/10件
卡尺 1件/20件
曾志荣 制长
QP82-02-04 版本1.0
生产日期 班次
年月日 (白 / 中/
夜) (7)
检验员
简图: 投料数
异常记录: 不良现象
料废数
4.有数据要求,用量具检测的检查项目,需填写测量数据, 用检具、目视等手段检测的项目,合格的填写“√”,不合 格的填 写“х”
5.作业员须作好当日产品的可追溯性记录
报废数
返工数
不良数
制沙机生产过程记录表格
石子、石粉
5-10mm、0-5mm
制沙机混合加工
进料量:1000kg,转速:250r/min,控制湿度:10%
800kg
780kg
20kg
无
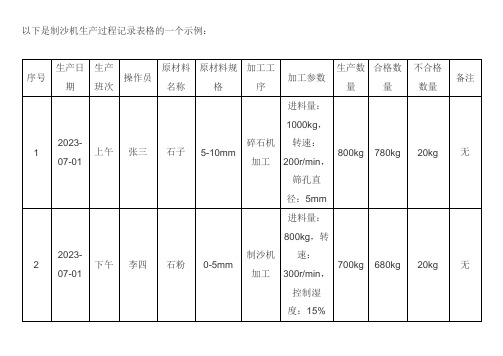
表格中包含多个字段,主要包括序号、生产日期、生产班次、操作员、原材料名称、原材料规格、加工工序、加工参数、生产数量、合格数量、不合格数量和备注等信息。通过记录和汇总这些信息,可以及时了解生产情况,发现问题并及时处理,以保证产品质量和生产效率。同时,也为生产管理和质量检测提供了依据。
下午
李四
石粉
0-5mm
制沙机加工
进料量:800kg,转速:300r/min,控制湿度:15%
700kg
680kg
20kg
无
3
2023-07-02
上午
王五
石子
10-20mm
碎石机加工
进料量:1200kg,转速:180r/min,筛孔直径:8mm
1000kg
980kg
20kg
无
4
2023-07-02
下午
以下是制沙机生产过程记录表格的一个示例:
序号
生产日期
生产班次
操作员
原材料名称
原材料规格
加工工序
加工参数
生产数量
合格数量
不合格数量
备注
1
2023-07-01
上午
张三
石子
5-10mm
碎石机加工
进料量:1000kg,转速:200r/min,筛孔直径:5mm
800kg
780kg
20kg
无
22023-07-Fra bibliotek1
机械加工成品检验记录表

机械
零件号
送检数量
版本号
抽检数量
材质
抽检标准
AQL=2.5
产品名称
操作人员
炉号
实测记录
图纸尺寸
公差
尺寸
数量
公差
尺寸
数量
公差
尺寸
数量
公差
尺寸
数量
公差尺寸
数量
结论
检验员:年月日
产品外观检验数量
工废
返修数量
料废
结论
合格数不合格品描述:Fra bibliotek
机械加工过程检验记录表
德信诚培训网
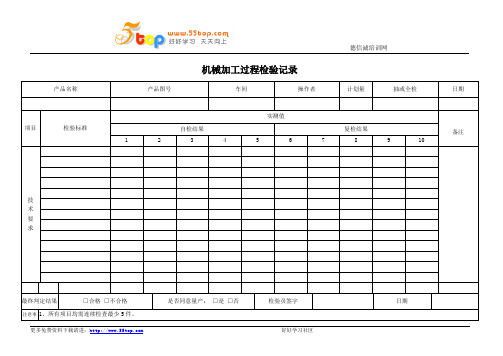
机械加工过程检验记录
产品名称产品图号车间操作者计划量抽或全检日期
项目检验标准
实测值
备注自检结果复检结果
1 2 3 4 5 6 7 8 9 10
技
术
要
求
最终判定结果□合格□不合格是否同意量产:□是□否检验员签字日期注意事1、所有项目均需连续检查最少5件。
项2、根据质量统计的不良项目进行持续跟进。
填写说明1、首检:产品新开机生产时,由该设备完成的最终工序准备好5个样件首先进行自检,并填好检验,通知检验员进行复检,检查判定合格后生产。
2、巡检:锯床20件/检验一次并记录,车床5件检验一次并记录,磨床、铣床一件一检,10件/记录
3、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
机加工工件检验记录表样板

机加工零件检验记录表
客加户工:_通__知__单______________ 成品料
精工自号动编
号
号
材质
硬度
图号
版次 备注:硬度公差±2°
尺寸检测:(单位: mm) (注:红笔标识为不良尺寸)
标
值 公差
量测 仪器Leabharlann 实测 第一件 第二件 第三件
机加工自检记录单
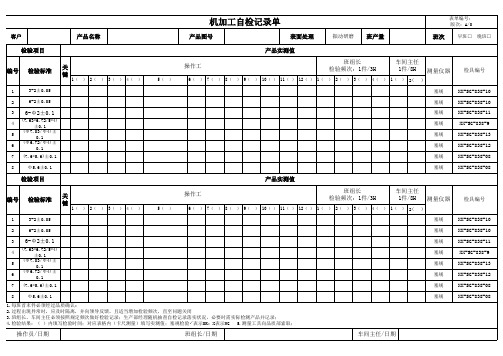
塞规
检具编号 XX-SG-838-10
2
6-2±0.05
塞规
XX-SG-838-10
3 6-Φ2±0.1
4
(7.63*6.72/5*4) ±0.1
5
(Φ7.03/Φ4)± 0.1
6
(Φ6.72/Φ4)± 0.1
7 (7.6*5.6)±0.1
塞规
XX-SG-838-11
塞规
XX-SG-838-9
塞规
XX-SG-838-13
客户
产品名称Biblioteka 机加工自检记录单产品图号
表面处理
振动研磨 班产量
表单编号: 版次:A/0
班次
早班□ 晚班□
检验项目
产品实测值
编号 检验标准
1
3-2±0.05
关
键
1( ) 2( ) 3( ) 4( )
5( )
操作工
班组长 检验频次:1件/3H
车间主任 1件/8H 测量仪器
6( ) 7( ) 8( ) 9( ) 10( ) 11( ) 12( ) 1( ) 2( ) 3( ) 4( ) 1( ) 2( )
塞规
检具编号 XX-SG-838-10
2
6-2±0.05
塞规
XX-SG-838-10
3 6-Φ2±0.1
4
(7.63*6.72/5*4) ±0.1
5
(Φ7.03/Φ4)± 0.1
6
(Φ6.72/Φ4)± 0.1
7 (7.6*5.6)±0.1
塞规
XX-SG-838-11
塞规
XX-SG-838-9
塞规
XX-SG-838-13
塞规
XX-SG-838-12
机加工首件检验记录表

产品名称 产品图号原料LM6机台编号5#生产日期 检验依据检验时间 时 分12345孔径5-Φ5深13.6±0.5螺纹5-M6X1.0-6H 角度55.0±0.2角度5° TYP 角度45°槽宽4±0.2槽深3.5±0.2位置尺寸14.7±0.2粗糙度Ra1.6螺纹4-3/8-16UNC位置度螺纹2-M4X0.7-6H 位置度螺纹5-M4X0.7-6H 位置度螺纹2-M4X0.7-6H 位置度螺纹14-M4X0.7-6H 位置度螺纹4-M3X0.5-6H 位置度槽尺寸(4.0X2.0)±0.2位置尺寸 1.9±0.2外观□工程图纸 □标准样件□产品标准 □其它判定备注XX 汽车零部件有限公司机加工首件检验记录表版本号:A-0 ;表单编号:XX-QP07-QR-15首件信息检查记录注意事项填写说明项目尺寸□开机首检 □生产参数变更 □材料变更 □其他4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
最终判定结果□合格 □不合格是否同意量产: □是 □否检验员签名:1、尺寸项连续检查最少2件;外观项连续检查最少5件。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好2个样件置于待检区,并通知检验员,检查判定合格后生产。
2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
3、适用范围:产品新开机、变更工艺/参数、变更材料等均需要进行首件检查。
总结标准值实测值□变形 □孔毛刺 □飞边毛刺 □划伤 □断裂 □发霉 □气孔 □缩孔 □烂牙 □污物 □黑斑检验说明。
机加工记录表格

合同更改内容:
合同更改需通知部门人:
填写人
批准
日期
合同修改通知单
序号:XB-C-63
合同编号
更改原因
合同更改内容:
合同更改需通知部门人:
填写人
批准
日期
销售合同台帐(加工件)
序号:XB-C-62
月日
名称
工作号
规格
材质
数量
单重
工序
工料
交货期
订货单位
车
铣
刨
镗
锯
钳
供方评定记录
XB-C-23
序
号
供方名称
联系人
受审核部门
审核日期
审核依据
审核员
不合格事实描述:
不符合GB/T
机加工首件检验记录表

总结
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好2个样件置于待检区,并通知检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
机加工首件检验记录表
编号: 版本:A/0
零件号
首件 信息 □开机首检
□其他:
产品名称 □生产参数变更 □材料变更
项目
检验标准
12原料来自机台编号生产日期检验依据
□工程图纸 □标准样件 □产品标准 □其它
实测值
3
4
5
判定
检验时间
时 分
备注
检查 尺寸 记录
外观
□变形 □孔毛刺 □飞边毛刺 □划伤 □疤瘤 □烧穿 □未焊透
机械加工检验记录表常用
机械加工检验记录表(可以直接使用,可编辑优质资料,欢迎下载)编号:CHME/JL-ZJ-03岗位安全职责总经理1.工作内容及要求1.1总经理对本公司生产指挥和经营管理工作统一领导,全面负责。
1.2负责贯彻执行国家有关质量的法律、法规及方针政策,制定、发布质量方针并组织实施。
1.3批准并建立和完善与质量体系相适应的组织机构,明确职责、权限及相互关系,负责管理评审和内部质量审核及签署报告。
1.4决定重大质量决策,对公司的工作质量、产品质量和服务质量负全责。
1.5充分调动公司各方面的积极因素,发挥副经理及各职能部门的作用,确保公司质量方针目标的实现。
1.6负责职工的思想、文化、业务教育,组织职工进行技术创新,支持合理化建议活动。
2.责任与权限2.1总经理有企业经营管理工作的决策权和生产指挥权。
2.2总经理负责主持经理办公会议,研究解决生产经营和行政管理中的决策问题,对经营管理中的重大问题,意见不一致时,经理有权作出决定。
3.检查与考核3.1总经理的工作由董事会负责检查和考核。
3.2总经理应严以律己,自觉接受董事会的监督、检查。
管理者代表1.作内容及要求1.1管理者代表在公司总经理领导下工作。
1.2负责公司质量管理和质量保证等工作的组织和协调。
1.3负责建立、实施并保持质量体系的正常运行。
1.4负责组织内部质量体系审核,并将年度审核结果报告给总经理。
1.5协助总经理做好管理评审工作。
1.6负责质量体系文件的修改工作。
1.7负责对员工进行质量意识教育。
1.8按时完成领导交办的各项工作、任务。
2.责任与权限2.1对总经理负责,执行总经理决定,有权对总经理的工作提出建议。
2.2对保证公司质量体系有效运行负责,有权下达质量管理工作指令,并监督实施。
3.检查与考核3.1由总经理负责检查与考核。
3.2按对公司质量管理和质量保证工作的贡献和失误,由总经理视其情况,给予奖罚。
销售主管1.工作内容及要求1.1销售经理在总经理直接领导下,负责销售部的各项工作。
机械作业记录表

作业时间 机长签字:
机械作业记录表
机械型号
作业日期: 协议单价
年月日
时
分至
时
记录员签字:
分
共计
时
分
项目经理签字:
工程名称: 机械名称
作业部位及内容
作业时间 机长签字:
机械作业记录表
机械型号
作业日期: 协议单价
年月日
时
分至
时
记录员签字:
分
共计
时
分
项目经理签字:
工程名称: 机械名称
作业部位及内容
作业时间 机长签字:Biblioteka 机械作业记录表机械型号
作业日期: 协议单价
年月日
时 分至
时
记录员签字:
分
共计 时 分
项目经理签字:
工程名称: 机械名称
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检 查 表
XB-C-53
受审核部门: 审核员: 审核日期:
条款
审 核 内 容
现 场 审 核 记 录
编制: 批准人: 日期: 第 页 共 页
不符合项报告
序号:XB-C-54
受审核部门
审核日期
审核依据
审 核 员
不合格事实描述:
不符合GB/T
不合格性:严重: 一般: 受审方签字: 日期:
签字: 日期:
让步使用(放行)申请表
序号:Q/GFJH-J-26
申请部门
日期
让步使用(放行)原因:
授权批准人意见
签字
日期
顾客批准意见
签字
日期
备注:
让步使用(放行)申请表
序号:Q/GFJH-J-26
申请部门
日期
让步使用(放行)原因:
授权批准人意见
签字
日期
顾客批准意见
签字
日期
备注:
纠正/预防措施实施报告
序号:XB-C-61
责任部门
措施类型
采取措施的原因:
填表人: 时间:
原因分析:
责任部门负责人: 时间:
采取纠正(预防)措施:
责任部门负责人: 日期: 管理者代表: 日期:
验证结果:
验证部门(人员): 日期:
备 注:
电 话 记 录
序号:Q/GFJH-J-30
序号
顾客名称
电话内容
记录人/日期
采 购 计 划
销售合同台帐(锻造)
序号:XB-C-62
序号
合 同 名 称
编 号
产 品 型 号
数 量
合同种类
签订时期
交付日期
备 注
产品要求评审表
序号:XB-C-21
客 户 名 称
产 品 型 号
合同签订部门
合 同 类 型
发 货 时 间
数 量
合 同 编 号
评 审 内 容
会签部门
会 签 意 见
签字/日 期
领导审批意见:
签字: 日期:
备注:
合 同 修 改 通 知 单
序号:XB-C-63
合同编号
更改原因
合同更改内容:
合同更改需通知部门人:
填写人
批 准
日 期
合 同 修 改 通 知 单
序号:XB-C-63
合同编号
更改原因
合同更改内容:
合同更改需通知部门人:
填写人
批 准
日 期
销 售 合 同 台 帐(加工件)
序号:XB-C-62
月日
名 称
实施日期
修订状态
备 注
受 控 文 件 清 单
序号:XB-C-01
序号
文 件 名 称
编号
实施日期
修订状态
备 注
质 量 记 录 清 单
XB-C-06
序号
记 录 编 号
记 录 名 称
管理部门
保存期限
序号: 日期:XB-C-27
序号
产品
名称
规格
型号
数量
采购标准
备注
编制: 批准人:
内部审核实施计划XB-C-52
日期/时间
审核组别
部门/区域
审核的标准条款
受 控 文 件 清 单
序号:XB-C-01
序号
文 件 名 称
编号
实施日期
修订状态
备 注
受 控 文 件 清 单
序号:XB-C-01
序号
文 件 名 称
编号
合 格 供 方 名 录
序号:XB-C-24
序 号
供方名称
产品名称(型号)
物资类别
地址、邮编
联系人(电话)
备 注
批准人: 日期:
计量器具台帐
序号:XB-C-45
序 号
设 备 名 称
型 号
编 号
使用地点
起用日期
检定周期
校准状态
备 注
设 施 设 备 台 帐
序号:XB-C-17
序 号
设备名称
设备型号
本厂编号
满
意
一
般
不满意
以打“ √ ”填写
年度内审计划
序号:XB-C-51
审核目的பைடு நூலகம்
验证本公司质量管理体系的符合性和有效性,确保公司质量管理体系有效运行,发现问题及时整改,确保方针、目标的实现。
审核范围
公司质量管理体系涉及的部门:领导层,生产技术部(车间),质量管理部,供应销售部(仓库),综合办公室。
公司质量管理体系涉及的要素。
审核依据
GB/T19001-2000质量管理体系—要求;XB-A-2005质量手册;XB-B-01~13-2005二级文件;适用的法律、法规。
审核组成员:审核组组成:组长:王好义组员;刘翠兰
计 划 安 排
各部门:2005年12月21~22日,安排公司质量管理体系内审,请各部门及早做好安排。
本次内审是我公司迎接外审前的一次符合性审核,各部门要充分重视。
工作号
规格
材质
数量
单重
工序
工料
交货期
订货单位
车
铣
刨
镗
锯
钳
供 方 评 定 记 录
XB-C-23
序
号
供 方 名 称
联系人
(电话)
物
资
类
别
营业资格
生
产
许
可
证
行
业
监
查
结
果
产品质量情况
人
员
责
素
市
场
信
誉
生
产
能
力
价
格
是
否
合
理
以
往
供
货
服
务
调查人
日 期
主管领导评价结果
签字
日期
注:供方需提供资质证明复印件,主管领导评价结果为“优”和“良”的供方,可进入《合格供方名单》
起用日期
使用部门
放置地点
备 注
顾客意见调查表
XB-C-49
序
号
顾客名称
调查方式
产品质量是否
能满足要求
是否能按期交货或交工
价格水平
评 价
能否及时处
理顾客意见
提供服务
是否满意
总体上您满意吗?
调查人
日 期
面
谈
电
话
电
传
满意
基本满意
不满意
满意
基本满意
不满意
适
中
较
低
较
高
及
时
基本及时
不及时
满
意
基本满意
不满意
很满意
不合格原因分析及纠正措施:
部门负责人: 批准: 日期:
纠正措施验证:
验证人员: 日期:
内部质量管理体系审核报告
序号:XB-C-55
审核目的
审核范围
审核依据
审核组成员:组长:
组员:
审 核 综 述
编制: 批准: 日期:
不合格项分布表
Q/GFJH-J-24
时间 填表人:
部门
不
合
要 格
素 项
总
数
总 数
●严重不合格 ○一般不合格
不合格品处置记录
序号:XB-C-60
不合格品名称
检验员
日期
不合格项目
不合格品
评审结论
签字: 日期:
不合格品
处置措施
签字: 日期:
不合格品
处置效果验证
签字: 日期:
不合格品处置记录
序号:XB-C-60
不合格品名称
检验员
日期
不合格项目
不合格品
评审结论
签字: 日期:
不合格品
处置措施
签字: 日期:
不合格品
处置效果验证