PPAP check list
PPAP_Checklist
Yanfeng Visteon PPAP Checklist (this document) as the table of contents延锋伟世通PPAP 清单目录1. Design Records of Saleable Product产品设计记录a.Released Engineering Specification/Drawings and drawing notes 工程规范/图纸及图纸注释b.Special Characteristics 特殊特性Special Characteristics Identification Form (SCIF) Model year 2007 and later 特殊特性确认表格c.Interface and performance requirement for defined Black Box part“黑盒子”的零件应当规定接口和性能要求d.Part material composition report, report can be IMDS or other system/method defined by customer零件材质成分报告, 报告可以使用国际材料数据系统或顾客规定的其他系统/方法e.Polymer shall be identified according to ISO sign 聚合物应按ISO符号标识f.E-data, such as CAD/CAM data need hard copy 电子数据, 如CAD/CAM 数据需要打印硬拷贝2. Engineering Change Documents if applicable 授权的工程更改文件SCR approved by all customer functions as specified on SCR forms 批准的供应商变更请求3. Customer Engineering approval, if required 顾客工程批准, 如需要a.Product Engineering Approval(ESER) 产品工程批准(工程样品评估报告)b.Engineering Test Results (ES, Electronic Component) 工程测试结果(工程样品, 电子元件)4. Design FMEA 设计潜在失效模式及后果分析DFMEA must be included if supplier is design responsible 如果供应商有设计责任, 应进行请附DFMEA5. Process Flow Diagrams 过程流程图Detailed Flow Diagram to Yanfeng Visteon's dock 详细的产品流程图6. Process FMEA 过程潜在失效模式及后果分析PFMEA should includ"Handling,Packaging,Warehousing, and Shipping" PFMEA应包括"操作过程, 包装, 仓储和运输"7. Dimensional Results 尺寸结果100% layout for 6 parts for a single line process minimum单线流程最少取6件产品进行100%尺寸测量100% layout for 6 parts for each cavity if the process has 2 cavities per tool minimum如果每个模具有2个穴, 每个穴最少取6件产品进行100%尺寸测量100% layout for 3 parts for each cavity if the process has 3, 4 or 5 cavities per tool minimum如果每个模具有3个, 4个或5个穴, 每个穴最少取3件产品进行100%尺寸测量100% layout for 1 part for each cavity if the process has 6 or more cavities per tool minimum如果每个模具有6个或更多的穴, 每个穴最少取1件产品进行100%尺寸测量a.Tabular Summary Format (according to AIAG manual) - with 100 % in tolerance results 100%在公差范围内的结果Note: Data cannot be older than one year 数据不能过时超过一年b.Any surrogate data must be approved by Yanfeng Visteon's SQE 所有替代的数据必须被延锋伟世通SQE批准Note: Number of layouts may be modified with approval from Yanfeng Visteon. Attach approval if applicable注: 标记出经延锋伟世通批准的修改后的数据, 并附上批准文件8. Records of Material/ Performance test results 材料/性能试验结果的记录Data should be collected from Production Trial Run parts 数据应从试生产产品中收集Any material certification cannot be older than one year 任何材料证明都不能过时超过一年Any surrogate data must be approved by Visteon's Product Engineering 任何代替数据必须被延锋伟世通PD批准Test Results need to include: 试验结果应包括:- Copy of the specifications called out on the drawing 图纸上的材料规范- Material Certification with test results 附有试验结果的材料证明- Approved PV test results by Yanfeng Visteon's PD as required" '- 被延锋伟世通PD批准的PV试验结果9. Initial Process Study 初始过程研究a.At least 100 parts measured and at least 25 subgroups to be considered 最少25个子组并至少取得100个零件测量读数For each SC/VS and CC/VC. Raw data to be included in the PPAP package.应包含每个SC/VS和CC/VC的原始数据b.c.For all SC/VS's and CC/VC's, if any Ppk/Cpk < 1.33, work plan and 100% in process inspection to be implementedas a control method in the Control Plan对于所有的SC/VS及CC/VC项, 如果Ppk/Cpk < 1.33, 则应提交纠正措施计划和包含100%检验的控制计划For all SC/VS's and CC/VC's, if any 1.33 ≤ Ppk/Cpk < 1.67, work plan required对于所有的SC/VS及CC/VC项, 如果1.33 ≤ Ppk/Cpk < 1.68, 则应提交纠正措施计划The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.cumentsForm No.: QF-206Revision: 00Page 1 of 4The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.如果考虑型腔, 则原始数据矩阵应作适当的详细说明* The statistical Capability study must show statistical charts 统计过程能力分析研究应有统计图表* If the study is being done per cavity, at least 100 parts/cavity and at least 25 subgroups should be consideredfor each SC and CC. If less than 30 parts/cavity contact SQE responsible activity to develop a suitable plan.* 如果对每个型腔进行研究, 则对每个型腔的SC及CC项最少要100个数据和至少25个子组。
PPAP检查清单Checklist(中英文)

9a all enclosures. 功能/性能测试结果总结报告,并附原始报告
9b
Durability test results-Summary reports in original 耐久性测试结果总结报告,并附原始报告
Process flow diagram, duly numbered for each operation
PPAP 检查清单/PPAP Checklist
Part Name:
零件名称:
Model Year: 车型年份:
No. 序号
PPAP Element PPAP 文件种类
1
Completed part submission warrant(PSW) 完整的零件提交保证书(PSW)
Part No.:
零件编号:
对所有零件尺寸检查标识-包含总成、零件
Dimensional report referenced to the check print for # of
6 samples decided.
和尺寸检验标识对应的尺寸报告
零件图纸, 有关的工程文件; 规范
7
Document of checking fixtures/checking aids used. 检具及检查辅具文件
No. for samples submitted for PPAP:
提交PPAP的样品数量:
递 交 无要求递交
Remarks
Yes
N/A
备注
2
Appearance approval report approved(AAR) 经批准的外观批准报告(AAR)
3
Design records with PE approval /sign-off. 产品工程批准的设计记录
PPAP check list

Supplier PPAP Review Checklist
Supplier: PSW (PART SUBMISSION WARRANT) Reviewer: Accept Cond Reject N/A Date:
COMMENTS (Global Standard GS-0008) (Powerpoint PPAP Training)
One study completed for each gage that is used to control Key characteristics (number of Gage R&R studies submitted matches the number of Key characteristics identified). Variable (measurement) gaging is used to control all Key characteristics. Studies completed are for those production gages stated within the Control Plan. Studies were performed for this specific submission and corresponding features (unless previous agreement exists for family of parts - dated studies). Studies were performed on randomized samples using production operators @ production rate (3 operators, 3 trials, on 10 parts - unless otherwise agreed upon with Product Team Quality Engineer). Production rate is defined as the time taken by an operator for measurement in normal production setting. Results of studies presented according to Global Standards ( % of tolerance based on 5.15 Sigma Measurement - based on AIAG MSA 2nd Edition). Raw data measurements, graphed analysis and results are included. Results of all Gage R&R studies are within acceptable limits as defined by D Standards: Key characteristics ≤20% and Process characteristics ≤30%. If Gage R&R requirements are not met, work must be done to resolve the issue. PROCESS CAPABILITY STUDIES
PPAP Check List-PPAP检查清单

PPAP CHECKLIST / PPAP 检查清单Part Name 零件名称 Part No.零件号 : Model Yea 车型年份No :No.序号PPAP Item PPAP 文件种类Submit Level S: SumbitNA: Not Applicable递交方式S :递交NA :不适用Remarks 备注1Completed Part Submission Warrant 完整的零件提交保证书PSW2Appearance Approval Report 经批准的外观批准报告AAR3Design Records with PE Approval/Sign-Off.产品工程批准的设计记录4Engineering Change Documents, If Any 产品工程批准的工程更改文件,如果有5Parts Inspection Report(incl. material, function and performance and durability test report with allenclosures in original) 零件检验报告(包括材料、功能性能、耐久性的测试结果报告以及原始报告)6Document of Checking Fixtures/Checking Aids 检具及检查辅具文件7Special Characteristic List 特 殊 特 性 清 单8Process Flow Diagram (Duly Numbered for Each Operation, Co-related with FMEA & Control Plan). 过程流程图(过程编号与PFMEA 和控制计划一致)9DFMEA-If Supplier Is Design Responsible.设计失效模式和效果分析-如果供应商是设计责任者10PFMEA过程失效模式和效果分析11Produciton Control Plan 生产控制计划.12Innitial Process Capability Results 初始过程能力13Measurement System Analysis 测量系统分析14Packaging Specifications (If Any)包装说明15Subcontractor List and Bill of Material 分供方清单和材料清单16Tooling List 工装清单17Customer Engineering Approval, If Required 顾客工程批准,如要求18Documents of Qualified Lab 实验室认可文件19Bull Material Requirements Checklist(for Bulk Material PPAP Only)散装材料要求检查清单20Samples Product &Master Sample 生产件样品及标准样品S=组织必须向顾客提交,并在适当的场所保留一份记录或文件的副本。
PPAP_Checklist11

Yanfeng Visteon PPAP Checklist (this document) as the table of contents延锋伟世通PPAP 清单目录1. Design Records of Saleable Product产品设计记录a.Released Engineering Specification/Drawings and drawing notes 工程规范/图纸及图纸注释b.Special Characteristics 特殊特性Special Characteristics Identification Form (SCIF) Model year 2007 and later 特殊特性确认表格c.Interface and performance requirement for defined Black Box part“黑盒子”的零件应当规定接口和性能要求d.Part material composition report, report can be IMDS or other system/method defined by customer零件材质成分报告, 报告可以使用国际材料数据系统或顾客规定的其他系统/方法e.Polymer shall be identified according to ISO sign 聚合物应按ISO符号标识f.E-data, such as CAD/CAM data need hard copy 电子数据, 如CAD/CAM 数据需要打印硬拷贝2. Engineering Change Documents if applicable 授权的工程更改文件SCR approved by all customer functions as specified on SCR forms 批准的供应商变更请求3. Customer Engineering approval, if required 顾客工程批准, 如需要a.Product Engineering Approval(ESER) 产品工程批准(工程样品评估报告)b.Engineering Test Results (ES, Electronic Component) 工程测试结果(工程样品, 电子元件)4. Design FMEA 设计潜在失效模式及后果分析DFMEA must be included if supplier is design responsible 如果供应商有设计责任, 应进行请附DFMEA5. Process Flow Diagrams 过程流程图Detailed Flow Diagram to Yanfeng Visteon's dock 详细的产品流程图6. Process FMEA 过程潜在失效模式及后果分析PFMEA should includ"Handling,Packaging,Warehousing, and Shipping" PFMEA应包括"操作过程, 包装, 仓储和运输"7. Dimensional Results 尺寸结果100% layout for 6 parts for a single line process minimum单线流程最少取6件产品进行100%尺寸测量100% layout for 6 parts for each cavity if the process has 2 cavities per tool minimum如果每个模具有2个穴, 每个穴最少取6件产品进行100%尺寸测量100% layout for 3 parts for each cavity if the process has 3, 4 or 5 cavities per tool minimum如果每个模具有3个, 4个或5个穴, 每个穴最少取3件产品进行100%尺寸测量100% layout for 1 part for each cavity if the process has 6 or more cavities per tool minimum如果每个模具有6个或更多的穴, 每个穴最少取1件产品进行100%尺寸测量a.Tabular Summary Format (according to AIAG manual) - with 100 % in tolerance results 100%在公差范围内的结果Note: Data cannot be older than one year 数据不能过时超过一年b.Any surrogate data must be approved by Yanfeng Visteon's SQE 所有替代的数据必须被延锋伟世通SQE批准Note: Number of layouts may be modified with approval from Yanfeng Visteon. Attach approval if applicable注: 标记出经延锋伟世通批准的修改后的数据, 并附上批准文件8. Records of Material/ Performance test results 材料/性能试验结果的记录Data should be collected from Production Trial Run parts 数据应从试生产产品中收集Any material certification cannot be older than one year 任何材料证明都不能过时超过一年Any surrogate data must be approved by Visteon's Product Engineering 任何代替数据必须被延锋伟世通PD批准Test Results need to include: 试验结果应包括:- Copy of the specifications called out on the drawing 图纸上的材料规范- Material Certification with test results 附有试验结果的材料证明- Approved PV test results by Yanfeng Visteon's PD as required" '- 被延锋伟世通PD批准的PV试验结果9. Initial Process Study 初始过程研究a.At least 100 parts measured and at least 25 subgroups to be considered 最少25个子组并至少取得100个零件测量读数For each SC/VS and CC/VC. Raw data to be included in the PPAP package.应包含每个SC/VS和CC/VC的原始数据b.c.For all SC/VS's and CC/VC's, if any Ppk/Cpk < 1.33, work plan and 100% in process inspection to be implementedas a control method in the Control Plan对于所有的SC/VS及CC/VC项, 如果Ppk/Cpk < 1.33, 则应提交纠正措施计划和包含100%检验的控制计划For all SC/VS's and CC/VC's, if any 1.33 ≤ Ppk/Cpk < 1.67, work plan required对于所有的SC/VS及CC/VC项, 如果1.33 ≤ Ppk/Cpk < 1.68, 则应提交纠正措施计划The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.cumentsForm No.: QF-206Revision: 00Page 1 of 4The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.如果考虑型腔, 则原始数据矩阵应作适当的详细说明* The statistical Capability study must show statistical charts 统计过程能力分析研究应有统计图表* If the study is being done per cavity, at least 100 parts/cavity and at least 25 subgroups should be consideredfor each SC and CC. If less than 30 parts/cavity contact SQE responsible activity to develop a suitable plan.* 如果对每个型腔进行研究, 则对每个型腔的SC及CC项最少要100个数据和至少25个子组。
PPAP_Checklist
Yanfeng Visteon PPAP Checklist (this document) as the table of contents延锋伟世通PPAP 清单目录1. Design Records of Saleable Product产品设计记录a.Released Engineering Specification/Drawings and drawing notes 工程规范/图纸及图纸注释b.Special Characteristics 特殊特性Special Characteristics Identification Form (SCIF) Model year 2007 and later 特殊特性确认表格c.Interface and performance requirement for defined Black Box part“黑盒子”的零件应当规定接口和性能要求d.Part material composition report, report can be IMDS or other system/method defined by customer零件材质成分报告, 报告可以使用国际材料数据系统或顾客规定的其他系统/方法e.Polymer shall be identified according to ISO sign 聚合物应按ISO符号标识f.E-data, such as CAD/CAM data need hard copy 电子数据, 如CAD/CAM 数据需要打印硬拷贝2. Engineering Change Documents if applicable 授权的工程更改文件SCR approved by all customer functions as specified on SCR forms 批准的供应商变更请求3. Customer Engineering approval, if required 顾客工程批准, 如需要a.Product Engineering Approval(ESER) 产品工程批准(工程样品评估报告)b.Engineering Test Results (ES, Electronic Component) 工程测试结果(工程样品, 电子元件)4. Design FMEA 设计潜在失效模式及后果分析DFMEA must be included if supplier is design responsible 如果供应商有设计责任, 应进行请附DFMEA5. Process Flow Diagrams 过程流程图Detailed Flow Diagram to Yanfeng Visteon's dock 详细的产品流程图6. Process FMEA 过程潜在失效模式及后果分析PFMEA should includ"Handling,Packaging,Warehousing, and Shipping" PFMEA应包括"操作过程, 包装, 仓储和运输"7. Dimensional Results 尺寸结果100% layout for 6 parts for a single line process minimum单线流程最少取6件产品进行100%尺寸测量100% layout for 6 parts for each cavity if the process has 2 cavities per tool minimum如果每个模具有2个穴, 每个穴最少取6件产品进行100%尺寸测量100% layout for 3 parts for each cavity if the process has 3, 4 or 5 cavities per tool minimum如果每个模具有3个, 4个或5个穴, 每个穴最少取3件产品进行100%尺寸测量100% layout for 1 part for each cavity if the process has 6 or more cavities per tool minimum如果每个模具有6个或更多的穴, 每个穴最少取1件产品进行100%尺寸测量a.Tabular Summary Format (according to AIAG manual) - with 100 % in tolerance results 100%在公差范围内的结果Note: Data cannot be older than one year 数据不能过时超过一年b.Any surrogate data must be approved by Yanfeng Visteon's SQE 所有替代的数据必须被延锋伟世通SQE批准Note: Number of layouts may be modified with approval from Yanfeng Visteon. Attach approval if applicable注: 标记出经延锋伟世通批准的修改后的数据, 并附上批准文件8. Records of Material/ Performance test results 材料/性能试验结果的记录Data should be collected from Production Trial Run parts 数据应从试生产产品中收集Any material certification cannot be older than one year 任何材料证明都不能过时超过一年Any surrogate data must be approved by Visteon's Product Engineering 任何代替数据必须被延锋伟世通PD批准Test Results need to include: 试验结果应包括:- Copy of the specifications called out on the drawing 图纸上的材料规范- Material Certification with test results 附有试验结果的材料证明- Approved PV test results by Yanfeng Visteon's PD as required" '- 被延锋伟世通PD批准的PV试验结果9. Initial Process Study 初始过程研究a.At least 100 parts measured and at least 25 subgroups to be considered 最少25个子组并至少取得100个零件测量读数For each SC/VS and CC/VC. Raw data to be included in the PPAP package.应包含每个SC/VS和CC/VC的原始数据b.c.For all SC/VS's and CC/VC's, if any Ppk/Cpk < 1.33, work plan and 100% in process inspection to be implementedas a control method in the Control Plan对于所有的SC/VS及CC/VC项, 如果Ppk/Cpk < 1.33, 则应提交纠正措施计划和包含100%检验的控制计划For all SC/VS's and CC/VC's, if any 1.33 ≤ Ppk/Cpk < 1.67, work plan required对于所有的SC/VS及CC/VC项, 如果1.33 ≤ Ppk/Cpk < 1.68, 则应提交纠正措施计划The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.cumentsForm No.: QF-206Revision: 00Page 1 of 4The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.如果考虑型腔, 则原始数据矩阵应作适当的详细说明* The statistical Capability study must show statistical charts 统计过程能力分析研究应有统计图表* If the study is being done per cavity, at least 100 parts/cavity and at least 25 subgroups should be consideredfor each SC and CC. If less than 30 parts/cavity contact SQE responsible activity to develop a suitable plan.* 如果对每个型腔进行研究, 则对每个型腔的SC及CC项最少要100个数据和至少25个子组。
CFMA Phased PPAP check list

供应商名 称: 零件名称 日期:
供应商代码: 零件号: STA工程师:
说明
Phase 0 Run @ Rate
Phase 1 质量验证
Phase 2
生产验证 (对所有生产线的质量验证)
date
0. 质量计划
Phase1 □
0.1 是否所 有的APQP 要素都是" 绿色"? 0.2 是否所 有的LRR要 素都是"绿 色"? (任何"黄色"或"红色"的要素都需要有行动计划, 临时提交和Alert)
Phase1 □
Phase2 □
Phase3 □
接受的 拒收的 备注
19.1是否有总经理或采购经理签字认可的分供方清单?
□□
□ □ 19.2分供方PSW是否被提前完成,以支持供应商PSW?
20.产能分 析
Phase1 □
Phase2 □
Phase3 □
接受的 拒收的
备注
□ 20.1供应商是否依据福特最大的日产量要求(DPV)进行了
临时 □ 临时 □
Phase 3 产能验证
4.DFMEA
Phase1 □
4.1 DFMEA是否根据最新的标准进行更新?
Phase2 □
Phase3 □
接受的 拒收的 备注
□□
□ □ 4.2是否包括零件号,零件名称和当前发布的工程变更等级?
4.3 P图是否已经完成? 4.4 界限图(Boundary diagram)是否已经完成?
□□
6.PFMEA
Phase1 □
6.1 PFMEA是否是根据最新的标准进行制定?
Phase2 □
APQP Check List
2.3设计验证
2.进行试验和证实
3.设计阶段文件进行评审 2.4设计评审 1.预防问题和误解的有效方法 2.通过评审识别问题并提出必要的措施 1.保证产品或服务符合所要求的规范和报告数据 2.5样件制造控制计划 2.保证已对特殊产品和过程特性进行了特别关注 3.使用数据和经验以制定初始过程参数和包装要求 1.完成工程图纸(包括数学数据) 2.6工程图 2.对设计图样进行评审 3.重点是与特殊特性有关的内容,是否有足够的数据可以对零件进 行全尺寸检验 2.7工程规范 1.评审工程规范 2.识别功能、耐久性和外观要求 1.材料规范 2.特别是涉及物理特性、性能、环境、搬运和贮存要求的特殊特性 1.当需要更改图样和规范时,产品工程师应保证更改立即以书面形 式通知到所有受影响的部门 2.所有设计更改应在实施之前由设计人员加以确定,并评审和批 准; 2.9图样和规范更改/变更 3.所有设计更改,包括供方提出的更改,在生产实施之前均应有顾 客书的批准,或者放弃批准; 4.对有专利的设计,必须与顾客共同确定其外形、装配、功能和性 能的影响;
第五阶段回馈评鉴及矫正措施
细项分类
1.根据质量信息反馈,统计过程控制,市场调查等信息
但当部门
责任部门
5.1减少变差
2.动员全体员工,发挥集体智慧制定措施,减少变差,提高质量确 保顾客满意 3.项目小组定期召开会议,对产品的更改,过程的更改进行全面评 定,并纳入生产指导书和控制计划
5.2顾客满意
1.项目小组相关人员收集顾客对产品要求及使用情况信息,进行不 断的改进,达到顾客满意
第四阶段产品及制程确认
细项分类
1.项目leader制定《试生产计划》并组织项目小组、MFG,采购,模 具,QA及相关部门参加进行试生产; 2.试生产应采用正式生产的设备、工装、人员、材料、环境和循环 时间,进行规定数量产品的生产
汽车供应商PPAP报告(范本)

√
22 Qualified Lab Documentation实验室认可文件
23
Bull Material Requirements Checklist(for Bulk material PPAP only) 散装材料要求检查清单
24 Sample Product & Master Sample生产件样品及标准样品
√
6
Dimensional report referenced to the check print for # of samples decided. 和尺寸检验标识对应的尺寸报告
√
7
Document of checking fixtures/checking aids used. 检具及检查辅具文件
√
4
PE approved engineering. change Documents for the part(If any). 产品工程批准的工程更改文件,如果有
√
5
Dimension checked print for all parts (Inclusive assembly or sub-parts). 对所有零件尺寸检查标识-包含总成、零件
√
16 MSA 测量系统分析
√
17 Packaging Specifications (If any) 包装说明
√
18
Subcontractor list and Bill of material 分供方清单和材料清单
√
19 Floor Plan 场地平面布置图
√
20 FEDR 功能评估报告
√
21 Customer Engineering Approval,if required 顾客工程批准,如要求
PPAP之检查清单英文模板
20 NPCG (NIO Partner Cooperating Guideline) signoff
21
PA (Process Audit) report (included 3rd party warehouse process) and CQI9/11/12/15/17/27 audit report (related tier partner)
22 Capacity verification report
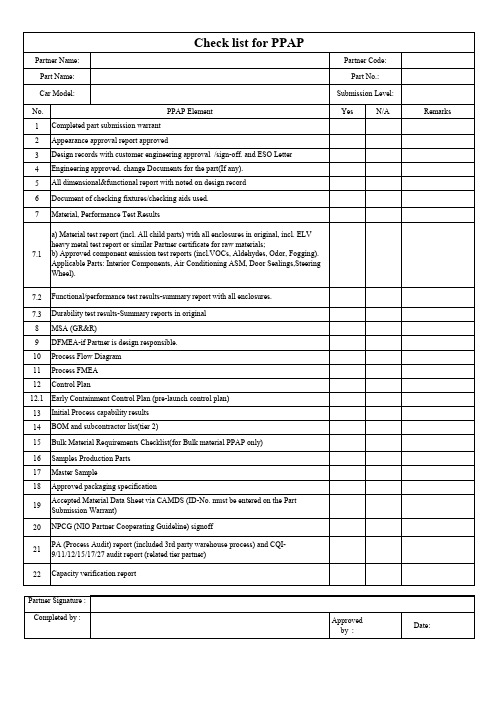
Check list for PPAP
Partner Name: Part Name:
Car Model:
No.
PPAP Element
1 Completed part submission warrant
2 Appearance approval report approved 3 Design records with customer engineering approval /sign-off. and ESO Letter 4 Engineering approved. change Documents for the part(If any). 5 All dimensional&functional report with noted on design record
6 Document of checking fixtures/checking aids used.
7 Material, Performance Test Results
PPAP完整表单 Checklist

提交 Submi
保留 Retain
N/A
1 Design Records (设计记录)
2 Engineering Change Documents (If any) (工程变更文件)
3 Customer Engineering Approval (If required) (客户工程批准文件)
4 Design FMEA (设计潜在失效模式分析)
10 Dimensional Results (Layout with PPAP) (尺寸报告)
11 Material Test Results (材料测试/证明报告,并附原始报告)
12 Performance Test Results (性能报告,并附原始报告)
13 Initial Process Study (过程能力分析)
14 Qualified Laboratory Documentation (实验室文件)
15 Appearance Approval Report (AAR), If applicable (外观报告)
16 Sample Product (样品)
17 Master Sample (标准样品)
18 Checking Aids (检具)
30 Floor Plan 场地平面布置图
Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
Y Y
Y Y Y Y Y
Y Y Y Y Y
提交 在合理的地方提交给JCI记录的拷贝版或者是文件。 Submit Submit to JCI a copy of records or documents at appropriate location(s).
零件名称 Part Name : 零件号 Part Number : 图纸号/版本 Drawing No. / Ver. :
PPAP清单

17 包装说明
N/A
Supplier list and Bill of material 18 供应商清单和材料清单
√
Floor Plan 19 场地平面布置图
√
Qualified Lab Documentation
20 实验室认可文件
N/A
Tooling List 21 工装模具清单
√
Customer Engineering Approval,if required
13 设计失效模式和效果分析-如果供应商是设计责任者
N/A
produciton Control Plan 14 生产控制计划.
√
15
Innitial Process capability results 初始过程能力
√
MSA 16 测量系统分析
√
Packaging Specifications (If any)
√
Validation plan 5 认可计划
√
CSE List 6 特殊特性清单 report referenced to the check print for # of samples decided. 对应尺寸检验标识的全尺寸报告
√
8
Document of checking fixtures/checking aids used. 检具及检查辅具文件
Supplier name供应商名称:
PPAP CHECK LIST PPAP检查清单
Program项目:B73
Supplier Code供应商代号:
Part Name零件名称:
B73后排座椅睡眠头枕发泡及骨架总成
Part Number零件号:
16949-PPAP文件要求-模板

No. of samples submitted for PPAP : 提交PPAP的样品数量 :
PPAP Checklist / PPAP 检查清单
Project : 项目名称 : Drawing No.&Version: 图纸号及版本: PPAP Submission Level : PPAP的提交等级 : Actual PPAP submit date: PPAP 实际提交日期:
Dimensional report referenced to the check print for # of samples
4
decided.
和尺寸检验标识对应的尺寸报告
5
6
7
8 9 10 11 12 13 14 15 16 17 Comple ted by (编制):
Material COC. 材质证明报告 Functional/performance/durability test results-summary report with all enclosures. 功能/性能/耐久性测试结果总结报告,并附原始报告 Process flow diagram, duly numbered for each operation (corelate with FMEA & control plan). 过程流程图(工位编号与FMEA和控制计划一致) PFMEA 过程失效模式和效果分析 produciton Control Plan 生产控制计划. Initial Process capability results 初始过程能力 MSA 测量系统分析 Subcontractor list and Bill of material 分供方清单和材料清单 Test List 试验大纲
SGM APQP checking list
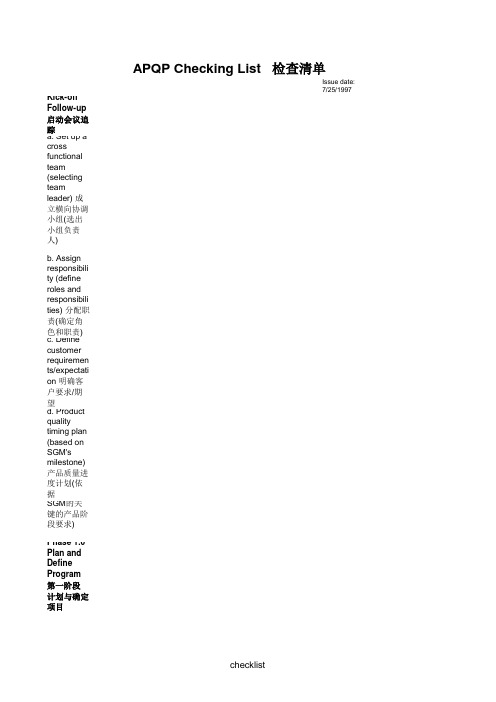
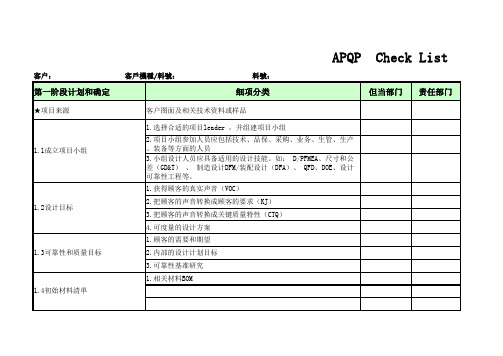
APQP Checking List 检查清单Issue date: 7/25/1997Kick-off Follow-up 启动会议追踪a. Set up a cross functional team (selecting team leader) 成立横向协调小组(选出小组负责人)b. Assign responsibility (define roles and responsibilities) 分配职责(确定角色和职责)c. Define customer requirements/expectation 明确客户要求/期望d. Product quality timing plan (based on SGM's milestone) 产品质量进度计划(依据SGM的关键的产品阶段要求)Phase 1.0 Plan and Define Program 第一阶段计划与确定项目1.1 Design Goals (APQP 1.7 on P.10) 设计目标a. Financial goals 财务目标b. Engineering goals 工程目标c. Assembly plant (for system supplier) * 装配厂(针对提供系统产品的供应商)d. Product assumptions(KPCs, reliability information, etc.) 产品设想(关键产品特性, 可靠性等)e. Process assumptions (datum points, mating surface design, identification ofKPC/KCC, process, etc.) * 过程设想f. DFMEA initiated 着手进行设计FMEA1.2 Reliability and Quality goals (APQP 1.8 P.10) 可靠性与质量目标a. Serviceability 维修性 f. Mileage goals 里程目标b. No safety failure 没有安全缺陷g. PPM * 百万分不合格率c. Competitor product reliability 竞争产品的可靠性d. Frequency of repair 修理频次1.3 Preliminary Bill of Material (APQP1.9 on P.10)初步材料清单a. Preliminary BOM developed based on product/process assumptions * 依据产品/过程设想而提出的初步材料清单b. An early subcontractor list * 初步分供方清单c. Initiate control method on incoming material * 着手对入库产品制定控制方法1.4 Preliminary Process Flow Chart (APQP1.10 on P.10) 初步过程流程图a. Process flow chart * 过程流程图b. Initiate control method of fixture/gages * 着手对夹具/量具制定控制方法1.5 Preliminary Listing of Special Product And Process Characteristics (APQP1.11 on P.10)草拟产品与过程特性a. KPC developed * 找出关键产品特性b. KCC developed * 找出关键控制特性1.6 Product Assurance Plan (APQP1.12 on P.11) 产品保证计划a. Outlining of program requirements 描述项目要求b. Reliability, durability and apportionment/allocation goals and/or requirements可靠性, 耐久性和分配目标和/或要求的确定c. Assessment the program (referred to APQP 1.12 on P. 91) 评估项目d. Developing FMEA 开发FMEAe. Developing preliminary engineering standards requirements 开发初步工程标准要求1.7 Management Support (APQP1.13 on P11) 管理层支持a. Management commitment * 管理层承诺b. Management participant * 管理层参入*: Manufacturing only 仅适用于只有制造能力的供应商Phase 2.0 Product Design And Development 产品设计与开发2.1 DFMEA (APQP on P. 14) 设计FMEAa. Develop DFMEA using FMEA manual (based on design goals, engineering drawings, etc.).参考FMEA手册开发FMEA(基于设计目标,工程图纸等)b. Review Design FMEA checklist (APQP Appendix A-1)审核设计FMEA检查表(APQP附录A-1)2.2 Design for manufacturability and assembly (APQP on P. 14) 可制造性与装配设计a. Design, concept, function, and sensitivity to manufacturing variation设计, 概念, 功能和制造变差的敏感性b. Manufacturing and/or assembly process 制造和/或装配过程c. Dimensional tolerances f. Process adjustments尺寸公差过程调整d. Performance requirements g. Material handling性能要求材料搬运e. Number of components h. Production/process, government regulations, and service 部件数量生产/过程, 政府条规和服务2.3 Design verification (APQP on P. 15) 设计验证a. Design review 设计评审b. Performing alternate (inverse) calculations 进行替代(反向)计算c. Undertaking tests and demonstrations 进行测试和示范d. Review of design stage documents before release在文件发布前,评价设计阶段的文件2.4 Design review (APQP on P. 15) 设计评审a. Design/functional requirements considerations h. DFMEA设计/功能要求设计FMEAb. Formal reliability and confidence goals 正式的可靠性和置信度目标i. Test failuresc. Component/subsystem/system duty cycles 部件/子系统/系统工作循环破坏性试验d. Review of the design for manufacturability and assembly effort 可制造性和装配设计的评审e. Design of experiments and assembly build variation results (Appendix B)实验设计和装配造成的变差结果f. Computer simulation and bench test results 计算机模拟和台架试验结果g. Design verification progress 设计验证进展2.5 Prototype build - Control plan * (APQP on P. 15) 样件制造-控制计划a. Prepared control plan for prototype. 样件的控制计划b. KPC/KCC on control plan. 控制计划中的KPC/KCCc. Review Control Plan Checklist (Appendix A-8)控制计划检查表d. Product or service meets spec.& report data as required产品或服务满足所要求的规范和报告数据e. Use data and experience to establish preliminary process parameters and packaging req's使用数据和经验建立初始过程参数和包装要求f. Communicate any concerns, deviation, and/or cost impact to the customer将关注问题,变差和/或费用影响传达给客户2.6 Engineering drawings * (Including Math Data) (APQP on P. 16) 工程图样(包括数学数据)a. Governmental and regulatory and safety characteristic on control plan控制计划中的政府,法规和安全特性要求b. Information for a dimensional layout of the individual parts 每个部件的尺寸布置图c. Identify control or datum surfaces/locators 标识控制或基准表面的定位d. Dimensions evaluation尺寸评价e. Math data compatible with the customer's system 数学数据与客户的系统相兼容2.7 Engineering specifications * (APQP on P. 16) 工程规范a. Check functional, durability and appearance requiements 检查功能,耐久性和外观要求2.8 Material specifications * (APQP on P. 16) 材料规范a. Check material specifications 检查材料的规范2.9 Drawing and specification changes * (APQP on P. 16)图纸和技术条件更改a. Method of drawings change. 图纸更改方法2.10 New equipment, tooling and facilities requirements * (APQP on P. 17)新设备,工具和设施要求a. Complete the New equipment, tooling and test equipment checklist (Appendix A-3)完成新设备, 工具和测试设备的检查表2.11 Special product and process characteristics *(APQP on P. 17) 特殊产品和过程特性a. Define KCC/KPC and safety characteristics (Appendix C) 确定KPP/KCC和安全特性2.12 Gages/testing equipment requirements *(APQP on P. 17)量具/试验设备要求a. Identify gages/testing equipment requirements and add to the timing chart.标明计量/测试设备要求并将其补充到进度表中2.13 Team feasibility commitment and management support (APQP on P. 17)小组可行性承诺机管理者支持a. Assess the feasibility of the proposed design (Appendix A-2, Appendix E)评价所提出的设计的可行性(附录A-2, E)Phase 3.0 Process Design And Devolopment 过程设计与开发3.1 Packaging standards (APQP on P. 20) 包装标准a. Customer packaging standards understood (specifications, etc)了解客户的包装标准(规格等)b. Supplier's packaging capability (procedures, design, etc.)供方的包装能力(程序, 设计等)3.2 Product/Process quality system review (APQP on P. 20) 产品/过程质量体系评审a. Complete Product/process quality checklist (Appendix A-4) 完成产品/过程质量检查表(A-4)b. Review quality system manual 评审质量手册c. Improvement made based on PSA results 针对PSA结果而进行的改进3.3 Process flow chart (APQP on P. 20) 过程流程图a. Process flow chart checklist (Appendix A-6)过程流程图检查表(附录A-6)3.4 Floor plan layout (APQP on P. 20) 场地平面布置图a. Floor plan including inspeciton points, control chart location, applicability of visual aids, interim repair stations, and storage areas, etc.场地平面图应包括检查点, 控制图位置, 可用的直观工具,中间维修站和储存区b. Complete floor plan layout chart checklist (Appendix A-5)完成场地平面布置图检查表(附录A-5)3.5 Characteristics matrix (APQP P. 20) 特征矩阵表a. Characteristics matrix特征矩阵3.6 Process FMEA (APQP on P. 21) 过程FMEAa. PFMEA checklist (Appendix A-8)过程FMEA检查表(附录A-8)3.7 Pre-launch control plan (APQP on P. 21) 试生产控制计划a. Pre-launch control plan checklist (Appendix A-8)试生产控制计划检查表(附录A-8)b. Check frequent inspeciton, in-process and final check points, SPC, increased audits, etc.检查是否存在不符合处: 频繁的检查, 过多的过程和终检点, 统计评价, 增加审核等3.8 Process instructions APQP on P. 21) 过程指导书a. Operator instructions including setup parameters, such as machine speeds, cycle times, etc.操作指导书包括机器参数设置, 如机器转速, 周期时间等b. Information from FMEAs, control plans, drawings, process flow chart, floor plan layout,charatericstics matrix, packaging standard, process parameters, handling, operators, etc.信息源于FMEA, 控制计划, 工程图纸, 过程流程图, 场地布置图, 特征矩阵, 包装标准, 过程参数,搬运要求和操作员等3.9 Measurement systems analysis plan (APQP on P. 22) 测量系统分析计划a. Plan for MSA including gage linearity, accuracy, repeatability, reproducibility, and correlation 计划包括量具的线性度, 准确性, 可重复性,可再现性和相关性.3.10 Preliminary process capability study plan (APQP on P. 22) 初始工序能力分析计划a. Preliminary process capability study plan初始工序能力分析计划3.11 Packaging specifications (APQP on P. 22) 包装规格a. Check customer packaging standards or generic packaging requirements met检查是否满足包装标准或一般标准要求等b. Packaging design capability包装设计能力3.12 Managment support (APQP on P. 22) 管理层支持a. Upper management support to assist in resolution of any open issues.上级管理层的支持以协助解决未决的问题Phase 4.0 Product And Process Validation 产品和过程确认4.1 Production Trial Run (APQP on P. 25) 生产试运行a. Preliminary process capability study f. Production part approval初始过程能力分析生产件批准b. Measurement system evaluation g. Packaging evaluation测量系统评价包装评价c. Final feasibiltiy h. First time capability (DTC)最终可行性试生产能力d. Production validation testing i. Quality planning sign-off生产确认试验质量策划认定e. Process review过程评价4.2 Measurement systems evaluation (APQP on P. 26)测量系统分析a. Conduct GR&R 进行测量系统分析4.3 Preliminary process capability study (APQP on P. 26)初始过程能力分析a. Cpk study on characteristics identified in the control plan对控制计划中识别的特性进行初始过程能力研究4.4 Production part approval (APQP on P. 26) 生产件批准a. Products made from production tools and processes meet engineering requirements 由正式生产工装和过程制造出来的产品是否符合技术要求4.5 Production validation testing (APQP on P. 26)生产确认试验a. Testing results 测试结果b. Standard used 采用的标准c. Run @ rate 按预定能力生产4.6 Packaging evaluation (APQP on P. 27) 包装评价a. Evaluation of the packaging method (including packaging for shipment)评价包装的方法(包括在运输中的包装)4.7 Production control plan (APQP on P. 27) 生产控制计划a. Updated production control plan 更新生产控制计划4.8 Quality planning sign-off and management support (APQP on P. 27)质量策划认定和管理者支持a. Review control plan 评价控制计划b. Review process instructions 评价过程指导书c. Verify GR/R and proper usage (refer to Appendix D on P. 89)对量具的重复性和再现性和正确的用法进行验证d. Schedule a management review. (refer to Appendix F on P.93) 制定管理评审计划e. Complete product quality planning summary and sign-off (Appendix F)完成产品质量策划总结和认定报告(附录F)Phase 5.0 Feedback, Assessment And Corrective Action5.1 Reduced variation (APQPQ on P. 29)a. Developing proposals for costs, timing and anticipanted improvement for customer reviewb. Preparing value analysis, reduction of variation, etc5.2 Customer satisfaction (APQP on P. 30)a. Supplier participation in usage of the productb. Supplier and customer involvement for achieving customer satisfaction5.3 Delivery and service (APQP on P. 30)a. Supplier/customer partnership in solving problems and continual improvementb. Commitment on continuous improvement on reducing process, inventory and quality costs。
APQP check list_RevD_20060517_文件系统
Responsible
Date
Status (Complete / Incomplete /
Design Build Phase
Preliminary Product Specification(暫定產品規格書 ) Component Part file (料號申請 )
Prelim Sourcing Plan Circuit Schematic(迴路圖 ) PCB Layout(基板 ) SMT Stencil(鋼板圖 ) Mechanical Design 2D Drawing (機構設計2D圖 ) Mechanical Design 3D Drawing(機構設計3D圖 ) Mechanical Exploded Drawing(機構爆炸圖 ) PCB Dimension Drawing(基板尺寸圖 ) Test Specification Electrical FMEA Electrical Component Specifications Mechanical Simulations -FEA (有限元素分析法) Mechanical FMEA Mechanical Tolerance Analysis Mechanical Component Specifications/Drawings RoHS Checklist Safety Design Review Mechanical Design Review / Approval Electrical Design Review / Approval DB Sample Report (樣品製樣報告 ) Failure Analysis Report(客戶問題一覽表)
Responsible
Date
Manufacturing Validation Phase
PPAP 清单
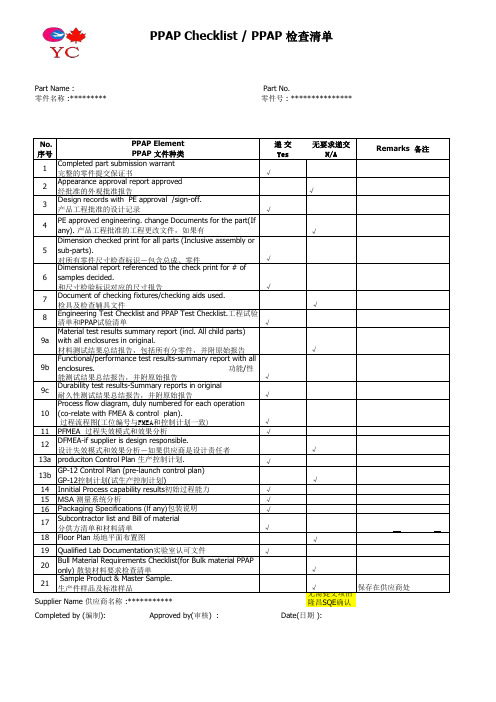
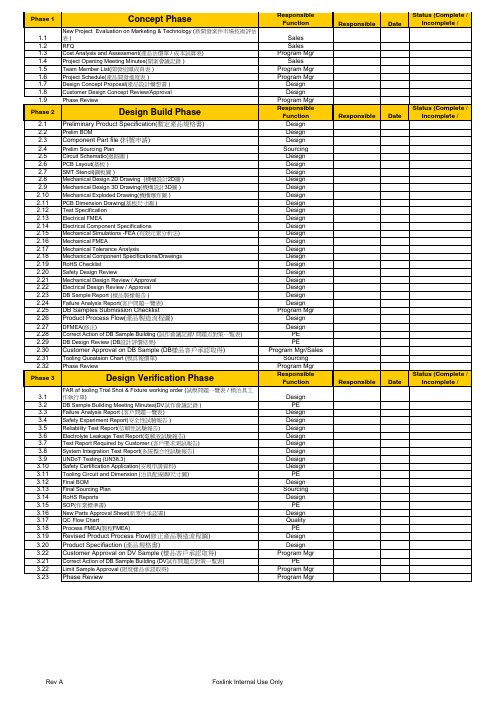
No.序号PPAP Element PPAP 文件种类递 交Yes 无要求递交N/ARemarks 备注1Completed part submission warrant 完整的零件提交保证书√2Appearance approval report approved 经批准的外观批准报告√3Design records with PE approval /sign-off.产品工程批准的设计记录√4PE approved engineering. change Documents for the part(If any). 产品工程批准的工程更改文件,如果有√5Dimension checked print for all parts (Inclusive assembly or sub-parts).对所有零件尺寸检查标识-包含总成、零件√6Dimensional report referenced to the check print for # of samples decided.和尺寸检验标识对应的尺寸报告√7Document of checking fixtures/checking aids used.检具及检查辅具文件√8Engineering Test Checklist and PPAP Test Checklist.工程试验清单和PPAP 试验清单√9a Material test results summary report (incl. All child parts)with all enclosures in original.材料测试结果总结报告,包括所有分零件,并附原始报告 √9b Functional/performance test results-summary report with all enclosures. 功能/性能测试结果总结报告,并附原始报告√9cDurability test results-Summary reports in original 耐久性测试结果总结报告,并附原始报告√10Process flow diagram, duly numbered for each operation (co-relate with FMEA & control plan).过程流程图(工位编号与FMEA和控制计划一致) √11PFMEA 过程失效模式和效果分析√12DFMEA-if supplier is design responsible.设计失效模式和效果分析-如果供应商是设计责任者 √13a produciton Control Plan 生产控制计划.√13bGP-12 Control Plan (pre-launch control plan)GP-12控制计划(试生产控制计划)√14Innitial Process capability results 初始过程能力 √15MSA 测量系统分析√16Packaging Specifications (If any)包装说明√17Subcontractor list and Bill of material 分供方清单和材料清单 √18Floor Plan 场地平面布置图 √19Qualified Lab Documentation 实验室认可文件√20Bull Material Requirements Checklist(for Bulk material PPAP only) 散装材料要求检查清单 √21Sample Product & Master Sample.生产件样品及标准样品√保存在供应商处无需提交项由隆昌SQE 确认PPAP Checklist / PPAP 检查清单Completed by (编制): Approved by(审核) : Date(日期 ):Part Name :零件名称 :*********Supplier Name 供应商名称 :***********Part No.零件号 : ***************。
ppap_list

Responsible Signatures/Date:
产品编号Part Number:
PPAP文件清单
PPAP Submission Checklist 产品名称Part Name
序号No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
文件清单Document List:
文件名称Documents 可销售产品的设计记录 Product Design Record 工程更改文件Engineer Change Document 顾客工程批准Customer Engineer approval 设计FMEA Design FMEA 过程流程图Process Flow Chart 过程FMEA Process FMEA 尺寸报告Dimensional Results 材料、性能测试结果报告Material, Performance Test result 初始过程研究Initial Process Study 测量系统分析报告Measurement System Analysis Studies 认可实验室的文件Qualified Labortory Documentation 控制计划Control Plan 零件提交保证书Part Submission Warrant(PSW) 外观批准报告Appearance Approval Report 散装材料检查清单Bulk Material Requirements Checklist 样品产品Sample Product 标准样件 Standard Sample 检查辅具Checking Aids 符合顾客特殊要求的记录 Customer Qualified Record
供应商PPAP检查清单
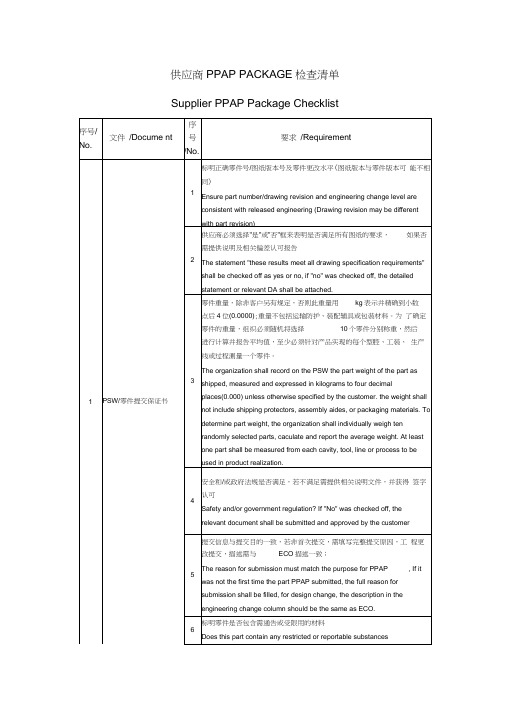
标明零件是否包含需通告或受限用的材料
Does this part contain any restricted or reportable substances
7
鼓励供应商对塑料零件标注相应的ISO代码(ISO11469),来指明零
件所用到聚合物及装填物的类型
Encourage supplier to identify polymetic parts with the ISO symbols such as specified in ISO 11469 to indicate the type of polymer and filler used in the part
Ensure all drawing notes and performance requirements are addressed/ undestood.
6
需有最新版EBOM
The latest Engineering BOM should be submitted.
4
CC&SC list/CC和SC
6
Flowchart/过程流程图
1
工艺流程图应包含从仓库到仓库(原材料入库到成品岀库)
Flow chart shall include dock to dock (Raw material storage to finished products delivered)
2
工艺流程序号及工艺名称应与PFMEA和CP保持一致
4
工艺流程图必须有明确的生产工序顺序,包括:收料,检验,移动, 存储,外包服务和其他并联路径(返工,返修和备件);必须描述清 楚产品在各个工序间的移动方式;工序符号必须满足文件要求
PPAP提交文件清单

N/A 无要求递交 Yes 递交
N/A 无要求递交
N/A 无要求递交 N/A 无要求递交 N/A 无要求递交 N/A 无要求递交 Yes 递交 N/A 无要求递交 N/A 无要求递交
Yes 递交 生产现场的物流走向及整个场地布局,新项目需要提交,材料变更及其他EWO变更,一般不需要提 Yes 递交 交 Yes 由ME发布,一般直接发给SQE,不发给供应商,新项目一般需要。EWO变更一般不需要。 递交 由泛亚DRE发布,PPAP阶段必须提交。如果不发布工程认可报告,DRE也要留下书面证据(邮件或 Yes 签字版说明),说明不需要提交工程认可报告。 递交 Yes 做功能及材料实验的供应商要提交经通用批准的实验室的资格证书,一般为SGM认可的GP10证书。 递交 钣金件不需要提交 封样件,所有PPAP必须提交。一般保存在供应商处。 要看SQE的要求,一般不需要提交。 Yes 递交 N/A 无要求递交 N/A 无要求递交
Yes 递交 N/A 无要求递交 N/A 无要求递交 Yes 递交 N/A 无要求递交
7 8 9
10a Material test results report (incl. All child parts) with all enclosures in original. 材料测试结果报告,包括所有分零件,并附原始报告 10b Functional/performance test results-summary report with all enclosures. 功能/性能测试结果报告,并附原始报告 10c Durability test results-Summary reports in original 耐久性测试结果报告,并附原始报告 11 Process flow diagram, duly numbered for each operation PFMEA & control plan). 过程流程图(过程编号与PFMEA和控制计划一致) PFMEA 12 过程失效模式和效果分析 13 DFMEA-if supplier is design responsible. 设计失效模式和效果分析-如果供应商是设计责任者 produciton Control Plan 14a 生产控制计划. 14b GP-12 Control Plan (pre-launch control plan) GP-12控制计划(试生产控制计划) Innitial Process capability results 15 初始过程能力 MSA 16 测量系统分析 Packaging Specifications (If any) 17 包装说明,如果有 Material and Subcontractor List (TS-090-005 Attachment 9) approved by PATAC DRE, PATAC 18 Material Team and SQE 经泛亚DRE、泛亚Material Team、SQE批准的材料及分供方清单 (TS-090-005 附件9) 19 Floor Plan 场地平面布置图 MCAR 20 匹配评估批准报告 Commodity Engineering Approval Report (TS-090-006 Attachment ISO-FM-58)approved by PATAC 21 or GM3660 "Commodity Validation Sign-off" approved by GM Homeroom 经泛亚批准的零件工程认可报告(TS-090-006附件 ISO-FM-58)或GM Homeroom批准的 GM3660"Commodity Validation Sign-off" Qualified Lab Documentation 22 实验室认可文件 23 Bull Material Requirements Checklist(for Bulk material PPAP only) 散装材料要求检查清单 Samples Product &Master Sample 24 生产件样品及标准样品 25 Records of Compliance with SGM Specific Requirements 符合SGM其它要求的记录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附件1 附件2 图纸 附件3 图纸上标识对应的尺寸 附件4 附件5 附件6 附件7 材料供应商提供 性能报告 附件8 附件9 附件10 附件11 附件12 附件12 附件13 附件14 附件15 包装协议和作业指导书 附件16 平面图上注明加工该零件的工序 认可证明 认可样件 附件17
No. 序号 1 2 3 4 5
6 7 8 9 10 11
PPAP Element PPAP 文件种类 Completed part submission warrant 完整的零件提交保证书 Appearance approval report / part approved 经批准的外观批准报告或外观样件 Design records with PE approval /sign-off. 产品工程批准的设计记录 PE approved engineering change documents for the part(If any). 产品工程批准的工程更改文件,如果有 Dimension checked print for all parts (Inclusive assembly or sub-parts). 对所有零件尺寸检查标识-包含总成、零件 Dimensional report referenced to the check print for # of samples decided. 和尺寸检验标识对应的尺寸报告 Document of checking fixtures/checking aids used. 检具清单、检具图纸及验证报告 Test List 试验大纲 Material test results summary report (incl. All child parts) with all enclosures in original. 材料 测试结果总结报告,包括所有分零件,并附原始报告 Material Quality Document 材料供应商质保书 Functional/performance/durability test results-summary report with all enclosures. 功能/性能/耐久性测试结果总结报告,并附原始报告 Process flow diagram, duly numbered for each operation (corelate with FMEA & control plan). 过程流程图(工位编号与FMEA和控制计划一致) PFMEA 过程失效模式和效果分析 DFMEA-if supplier is design responsible. 设计失效模式和效果分析-如果供应商是设计责任者 Special Characteristic List 特殊特性清单 produciton Control Plan 生产控制计划. pre-launch control plan 试生产控制计划 Initial Process capability results 初始过程能力 Equipment capability results 设备能力指数 MSA 测量系统分析 Packaging Specifications (If any) 包装说明-如有要求 Subcontractor list and Bill of material 分供方清单和材料清单 Floor Plan 场地平面布置图 Qualified Lab Documentation实验室认可文件 Sample Product 生产件样品 OTS Approval Report OTS 工装样品认可报告 Approved by(审核) :
Date(日期 ):
12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
Completed by (编制):
客户审核(Customer approval):
Date(日期 ):
Co., Ltd. 有限公司 PPAP Checklist / PPAP 检查清单
YFV-DS03-12-08
Supplier Name : 供应商名称 : Part Name : 零件名称 : Part Number : 零件号 : No. of samples submitted for PPAP : 提交PPAP的样品数量 : Supplier promised PPAP Date: 供应商承诺PPAP日期: Project : 项目名称 : Model Year : 车型年份 : Drawing No.&Version: 图纸号及版本: PPAP Submission Level : PPAP的提交等级 : Actual PPAP submit date: PPAP 实际提交日期: