复合材料-1
复合材料的制备方法与工艺(1-1)
预成形体的制造技术
(1)缝合技术
采用高性能纤维和工业用缝合机将多层二维纤维 织物缝合在一起, 织物缝合在一起,经复合固化而成的纺织复合材 料。 美国的NASA。 美国的NASA。 复合材料机翼,28m长的蒙皮复合材料预成形体 长的蒙皮复合材料预成形体。 复合材料机翼,28m长的蒙皮复合材料预成形体。 缝合超过25mm厚的碳纤维层,缝合速度3000针 缝合超过25mm厚的碳纤维层,缝合速度3000针/ 厚的碳纤维层 分。 相对于同样的铝合金零件重量减少25%, 相对于同样的铝合金零件重量减少25%,成本降 20%。 低20%。
(5) 自动铺放技术
该技术在现代飞机上已经获得广泛应用,并 该技术在现代飞机上已经获得广泛应用, 取得了巨大进展。现有的自动铺叠技术已经 取得了巨大进展。 在速度和准确度上有很大增长,而且计算机 在速度和准确度上有很大增长, 技术对它产生了很大影响,铺叠面积也有所 技术对它产生了很大影响, 增长透用) 长纤维的编织(树脂基复合材料的压挤渗透用)
汽车储气罐
门型纤维编织成形机
碳纤维强化网球拍的成形装置
Beech Starship飞机 飞机 翅膀的成型中使用 高压) 的autoclave (高压 高压 成形
(3) 三维机织
是一种高级纺织复合材料。 是一种高级纺织复合材料。 纺织异型整体织物,如T形、U形、工形、 工形、 纺织异型整体织物, 十字形等型材和圆管等, 十字形等型材和圆管等,还可以创造出许多 新的复杂形状织物。 新的复杂形状织物。
(4) 编织
编织是一种基本的纺织工艺, 编织是一种基本的纺织工艺,能够使两条以 上纱线在斜向或纵向互相交织形成整体结构 的预成形体。这种工艺通常能够制造出复杂 的预成形体。 形状的预成形体,但其尺寸受设备和纱线尺 形状的预成形体, 寸的限制。该工艺技术一般分为两类, 寸的限制。该工艺技术一般分为两类,一类 的二维编织工艺,另一类是三维编织工艺。 的二维编织工艺,另一类是三维编织工艺。
复合材料力学-1-en

Made by Bo Zhou,Email: zhoubo@
11
Mechanics of Composite Materials
3. Particulate Composites Particulate composites consist of particles of one or more materials suspended in a matrix of another material. The particles can be either metallic or nonmetallic as can the matrix. Nonmetallic in nonmetallic composites Metallic in nonmetallic composites Metallic in metallic composites Nonmetallic in metallic composites
Made by Bo Zhou,Email: zhoubo@
12
Mechanics of Composite Materials
1.3 Mechanical Behavior of Composite Materials
1. Homogeneous and isotropic A homogeneous body has uniform properties throughout, i.e., the properties are not a function of position in the body.
Made by Bo Zhou,Email: zhoubo@
2
Mechanics of Composite Materials
ANSYS ACP复合材料案例详解-1
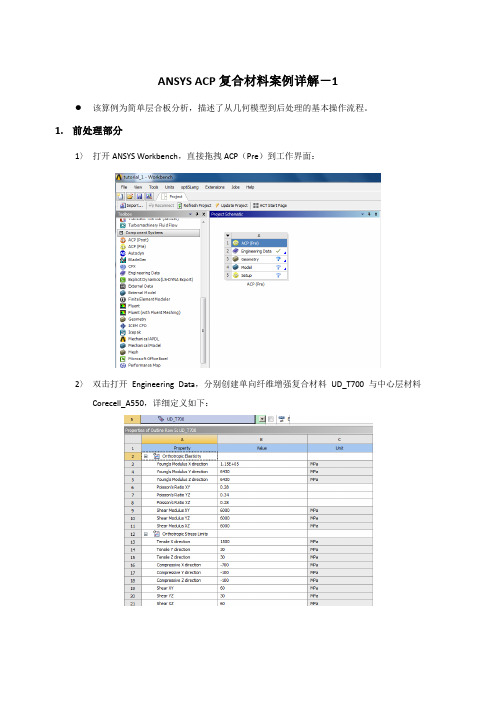
ANSYS ACP复合材料案例详解-1该算例为简单层合板分析,描述了从几何模型到后处理的基本操作流程。
1.前处理部分1〉打开ANSYS Workbench,直接拖拽ACP(Pre)到工作界面:2〉双击打开Engineering Data,分别创建单向纤维增强复合材料UD_T700与中心层材料Corecell_A550,详细定义如下:3〉返回Project,打开DesignModeler界面,设置单位制:4〉创建草图:5〉生成surface:6〉双击Model,打开Mechanical界面,设置厚度(此处厚度设置与铺层厚度无关):7〉网格设置,生成网格:8〉更新流程:9〉双击或者右键-Edit打开ACP,可以看到,Engineering Data中的材料已经自动导入ACP:10〉注意单位设置,另外,ACP操作的每一步都需点击update图标才能更新:11〉创建层板与厚度(Fabrics):12〉创建Stackups:13〉创建子层合板Sub Laminate:14〉创建铺层参考方向Rosetts:15〉定义Oriented Selection Sets,Point选择几何上的任一点即可,带[]部分,点击[],再点击左侧相关项,即可自动导入;其中三Resetts代表的是铺层材料的0°方向,16〉查看参考方向,铺层零度方向,以及法向等可点击工具栏图标,如下:17〉右键点击Modeling Groups,创建三个层组,命名如下:18〉在sandwich_bottom下进行第一个层设置,命名为bottom_1,如下:19〉在sandwich_core下进行第二个层设置,命名为core_2,如下:20〉在sandwich_top下进行第三个层设置,命名为top_3,如下:21〉更新,层定义应该如下图所示:22〉返回workbench主界面,更新ACP流程:拖拽Static Structural流程到界面,将ACP的A5连接到Static Structural的B4,选择传递壳数据,连接好的流程见下图:23〉更新结构分析流程,双击打开Mechanical界面,四条边固定支撑,面上施加0.1Mpa压力,边界条件设置如图:2.求解,点击Solve直接求解3.后处理1〉拖拽ACP(Post)流程到ACP(Pre)上,连接效果如下:2〉将Static Structural的结果Solution与ACP后处理的Results部分连接,求解结果文件将被读入到后处理模块,如图:3〉更新流程,保证静态分析与ACP前处理流程上都是绿色对勾标志,刷新ACP后处理的Results部分:4〉双击打开ACP(Post),在Solution分支下查看变形结果,设置如下:5〉变形结果云图:6〉接下来,配置组合失效准则,创建复合材料结构的失效结果图,两种材料的强度极限最初在Engineer Data中已经定义好。
JH-1复合材料使用说明书
4 导轨板表面也可以要求定制油槽及油孔等。
5 导轨板的固定方式:
a )
粘接固定:将被粘接表面清洗干燥后,用聚胺脂类胶或压敏胶均匀涂在需粘接处,放上 导轨板及对磨件,加压固化。或采用带有精度的双面胶带固定,将更为方便快捷。
b 螺钉固定:用铜埋头螺钉(一般采用 M4 )固定,螺钉面应低于导轨板工作面 0.20 mm )。
N/mm2.m/s
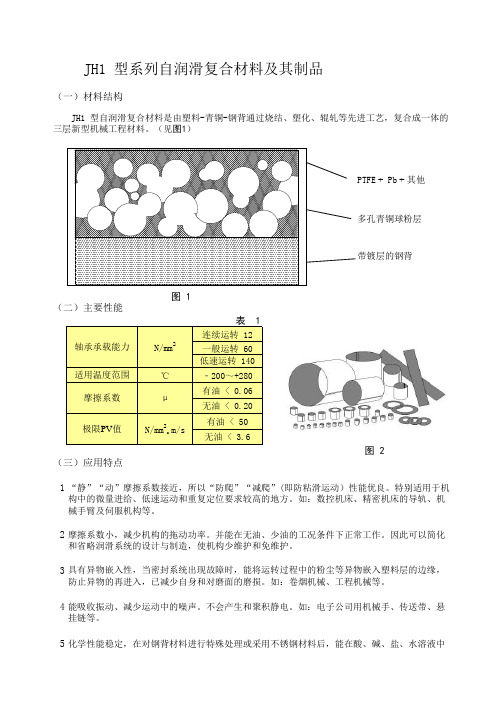
表1 连续运转 12 一般运转 60 低速运转 140 ﹣200~+280 有油 < 0.06 无油 < 0.20 有油 < 50 无油 < 3.6
(三)应用特点
图2
1 “静”“动”摩擦系数接近,所以“防爬”“减爬”(即防粘滑运动)性能优良。特别适用于机 构中的微量进给、低速运动和重复定位要求较高的地方。如:数控机床、精密机床的导轨、机 械手臂及伺服机构等。
1 止推垫圈的安装固定是以垫圈凹槽定位,以圆柱销钉来固定的。凹槽直径尺寸等于垫圈 外径 φD 其公差为 G10,凹槽深度比垫圈厚度 T 小 0.3 ~ 0.5 mm ,垫圈内径 φd 与 轴颈间应有单边不小于 1 mm 的间隙。(见图 9)
2 圆柱销钉端面必须低于垫圈工作表面 0.25mm 。
销钉
定位孔
轴承承载能力 适用温度范围
摩擦系数 极限PV值
N/mm2 ℃ μ
N/mm2.m/s
表4 连续运转 12 一般运转 60 低速运转 140 ﹣200~+280 有油 < 0.05 无油 < 0.20 有油 < 50 无油 < 3.4
图5
4 JH1T 铜背自润滑复合材料。在 JH1 型自润滑复合材料的基础上,将带镀层钢背用青铜板材 替代。使其具有更好的耐腐蚀性能和良好的导热性能,适用于冶金行业连铸机、高温炉吊环部 位、水泥灌浆泵轴承等。
聚丁烯-1基复合材料的制备及其性能研究
技术应用与研究一、聚丁烯-1复合材料的制备方法分析1.熔融共混法。
熔融复合法是制备高分子复合材料时最常用的一种方法,该方法适用于热塑性塑料的填充改性,具体步骤为首先将聚合物原料和填料在高速共混机中混合均匀,然后再利用注射机、双螺杆挤出机或者密炼机等设备将混合均匀的物料熔融混合制备出高分子复合材料。
但是用该方法制备出的复合材料中的第二组份与聚合物基材相容性不好或者在聚合物中分散很差,将直接影响到复合材料的性能。
2.原位复合法。
原位复合法是将填料粒子作为催化剂载体,在催化聚合过程中实现填料粒子在聚合物中分散的一种方法。
使用该方法制备的聚合物复合材料,填料粒子在聚合物基体中分散较为均匀。
由于没有经过熔融或溶解,聚合物本身的结构没有遭到破坏,因此该方法得到的聚合物复合材料性能较为优异。
3.溶液共混法溶液共混法是将聚合物基体溶解在一种溶剂中,同时要求填料也能溶解或分散在该溶剂中,然后通过搅拌的形式来实现材料的复合,最后将复合材料加至一种该聚合物的不良溶剂中,使复合材料析出。
该方法的重点是找到一种合适的溶剂既可以溶解聚合物,又可以分散或溶解填料,而对填料粒子进行改性,使其很好的分散在溶剂中是该方法的难点和重要步骤。
二、聚丁烯-1复合材料性能研究进展1.聚丁烯-1复合材料的机械性能。
MosabKaseem等使用熔融共混法制备PB-1/热塑性淀粉复合材料,力学性能研究结果表明,随着热塑性淀粉用量的增加,复合材料的断裂性能均低于纯PB-1,主要因为淀粉与PB-1的相容性太差,团聚在一起的淀粉粒子,容易产生应力集中,在材料中形成缺陷。
而杨氏模量随着淀粉用量的增加而增加,均要高于纯PB-1,说明了淀粉作为刚性粒子,增加了PB-1抵抗形变的能力。
HisayukiNakatani等制备了PB-1/改性多壁碳纳米管(MWCNTs)复合材料并对其力学性能进行研究,结果表明改性MWCNTs用量为3wt%时,复合材料的杨氏模量提高最为明显,其原因在于改性MWCNTs与PB-1形成了交联结构,这些网状交联结构在材料受到外力时能够有效的传递应力,使复合材料的模量得到提高。
力多环氧树脂复合材料使用说明(1)
3300A/B-1型环氧树脂复合材料使用说明书
一、用途
1.3300A/B-1是双组份室温固化环氧灌封料。
具有粘度低,使用方便等特点,可室温固化,固化物具有良好的不导电性能和机械性能,可用于各种电子型,电器工件绝缘灌封。
二、技术标准
三、配料比例
A:B=100:(15-20)(重量比)建议用量为A:B=100:18
四、固化条件
室温20小时左右固化,可根据用户要求调整
五、操作使用方法:
1.先将A组份预热,冬季(10月-4月)120℃/1-2小时,夏季(5月-9月)100℃/0.5-1小时。
2.将预热的A组份和没有预热的A组份进行调配,夏季调配成40℃左右的
热料待用,冬季调配成50℃左右的热料待用。
3.取调配好温度的热料与B组份按配料比配料,然后迅速搅拌均匀,进行灌料,每次配料必须15分钟内用完。
六、固化物电性能
七、注意事项
1.A组份长期存放,可能有少量沉淀产生,用前搅拌均匀。
2.A、B组份混合15分钟内必须用完。
3.储存于阴凉干燥通风处。
高中化学复合材料教案

高中化学复合材料教案
目标:学生能够了解复合材料的定义、特点、分类和应用,并能够分析其优劣势。
素材准备:
1. 复合材料的定义、特点、分类和应用的相关资料;
2. 实例图片或视频,展示不同种类的复合材料;
3. 小组讨论题目和案例分析材料。
教学过程:
一、导入(5分钟)
通过观看一段视频或展示一些实例图片,引入复合材料的概念,引发学生对该主题的兴趣。
二、讲解复合材料的定义和特点(15分钟)
1. 阐述复合材料的定义和特点:由两种或两种以上的材料组成,具有优异性能和特定功能;
2. 介绍复合材料的优点,如轻质高强、耐磨耐腐蚀、设计性能可调;
3. 引导学生思考:为什么要使用复合材料?
三、介绍复合材料的分类(15分钟)
1. 根据成分的不同,将复合材料分为有机复合材料、无机复合材料、金属-非金属复合材
料等;
2. 详细讲解各类复合材料的特点和应用范围。
四、讨论复合材料的应用领域(15分钟)
1. 小组讨论:学生分组讨论复合材料在航空航天、汽车制造、建筑材料等领域的具体应用;
2. 展示各组讨论结果,让学生分享自己的思考和见解。
五、总结讨论(10分钟)
回顾今天所学内容,总结复合材料的优势和应用领域,让学生能够全面了解复合材料的重
要性和实际应用。
六、作业布置(5分钟)
布置作业:要求学生选择一个实际的产品或领域,分析其中所使用的复合材料的类型、性
能和优势,并撰写相关报告。
备注:教案中的时间分配仅供参考,实际教学中可根据学生反应及课堂情况适当调整。
T-1木塑复合材料特性及对比

I 景塑木塑复合材料特性及与其它材料对比作者:Tiger Huang一材料说明:1. 木塑材料的成型是以回收或新的塑料(PE /PP/ PVC)再加上回收的木纤维经一定工艺处理后,再挤压成型的。
2. 具备可回收再制处理的优良特性,在天然木材资源缺乏的今天,木塑材料已备受关注并为世界各国政府大力支持与推广。
3. 国际标准:一般定为50%以上木粉配合率为木材分类,50%以上PP配合率为塑料分类二.特性说明:1. 低吸水率(防水),不易开裂,不会发霉,抗老化,拒虫害,易安装,低维护,无需涂漆,抗UV,防滑。
三.与原木比较特性说明:1. 具有木材的自然外观、质感。
2. 比木材尺寸稳定性好,无木材节笆。
3. 不会产生裂紋、跷曲、不易变形,产品可制成多种形状,表面无需上保护漆,但也可依使用者喜好,漆上任何喜欢之色彩。
4. 另原木因使用年限之要求,须在切割后安裝前做防腐浸泡处理,以抵御白蚁和其它微生物的浸泡。
5. 因原木经客户使用后,通常会在短期内便释放出剧毒(防腐剂),造成人体接触及流入土壤,形成环境二次污染及人体危害6. 不须担心多年后因腐朽而降低结构力,造成危险因素。
7. 施工安装特别简单,可以采用最普通的木工工具进行切割,钻孔,刨等。
四.材料特性对比表:发布: 2008-11-06 11:19 | 作者:Tiger Huang1、材积差别:空心结构的木塑材料一吨大约为2-2.5 m³(30-35m²),可用材积接近100%;普通木材的圆木可用材积不足50%,方木最高仅为70%左右。
2、使用寿命:从理论上讲,木塑材料的使用寿命可达到50年,目前国外报道木塑材料使用寿命已达10-15年;而目前采用国内使用的未经特殊处理的普通木材户外制品使用年限一般超不过3年。
3、价格比较:木塑制成品的市场价格平均在1万元RMB/吨左右,按比重、体积折算后价格为5000元/m³左右;而目前中等材质的木材市场价格在6000-8000元/ m³左右。
2024年第一章复合材料概述课件

2024年第一章复合材料概述课件一、教学内容本节课主要依据教材《复合材料》第一章“复合材料概述”部分,详细内容如下:1. 复合材料的定义及分类;2. 复合材料的性能特点;3. 复合材料的应用领域;4. 我国复合材料的发展现状及趋势。
二、教学目标1. 让学生掌握复合材料的定义、分类及性能特点;2. 使学生了解复合材料的应用领域及我国复合材料的发展现状;3. 培养学生运用复合材料知识解决实际问题的能力。
三、教学难点与重点教学难点:复合材料的性能特点及其应用领域。
教学重点:复合材料的定义、分类及我国复合材料的发展趋势。
四、教具与学具准备1. 教具:多媒体课件、实物样品;2. 学具:教材、笔记本、文具。
五、教学过程1. 导入:通过展示复合材料实物样品,引发学生对复合材料的兴趣,提出问题:“什么是复合材料?它有哪些独特的性能和应用?”2. 讲解:(1)复合材料的定义及分类;(2)复合材料的性能特点;(3)复合材料的应用领域;(4)我国复合材料的发展现状及趋势。
3. 例题讲解:讲解一道与复合材料性能特点相关的例题,引导学生运用所学知识解决实际问题。
4. 随堂练习:布置一道与复合材料应用领域相关的练习题,检验学生对课堂所学内容的掌握程度。
5. 小组讨论:分组讨论复合材料在日常生活、工程领域的应用,培养学生团队协作和解决问题的能力。
六、板书设计1. 复合材料定义2. 复合材料分类3. 复合材料性能特点4. 复合材料应用领域5. 我国复合材料发展现状及趋势七、作业设计1. 作业题目:简述复合材料的定义、分类及性能特点,并举例说明其在实际应用中的优势。
2. 答案:参照课堂所学内容,结合实例进行解答。
八、课后反思及拓展延伸1. 反思:本节课学生对复合材料的定义、分类及性能特点掌握较好,但在应用领域方面的理解还需加强,今后教学中需注重实际案例的讲解。
2. 拓展延伸:鼓励学生课后查阅资料,了解复合材料在其他领域的应用,如航空航天、建筑、医疗等,拓宽知识面。
复合材料力学-1报告

复合材料的制备
传统意义上的复合材料的制造,目前使用最广、 效果最好的是纤维增强:
采用熔铸、浸渍、层压等方法,把玻璃纤维、有机 纤维、碳纤维及其织物嵌入树脂基体中; 采用熔铸、轧压等方法把硼纤维、高强度钢丝、晶 须等嵌入铝、镁、钛合金中 这样形成了纤维增强塑料、纤维增强金属和纤维增 强陶瓷。 除了纤维增强以外,还广泛使用已有工艺制造复合 材料,如喷涂、离子注入、层叠及骨架复合等
复合材料的性能
强度 刚度 耐腐蚀性 耐磨性 重量
疲劳寿命 与温度有关的性能 绝热性 导热性 隔音性
示例:材料的比强度与比刚度
比强度值越大,表明越轻质高强,在金属中,比强 度值不能突破4X104cm
图 几种高温材料的比强度
图 不同材料比强度与工作温度关系
复合材料的力学性能
普通的工程材料大多是均匀的、各向同性的
绪论——复合材料简介
Composites are made from two or more distinct materials that when combined are better (stronger, tougher, and/or more durable) than each would be separately. Compoistes are considered as combinations of material elements which differ in composition or form on a macroscopic level with respect to each other. The individual fibrous constituent elements can be man-made, are generally insoluble, retain their identities with in the composite and may be continuous or discontinuous
第一章 复合材料绪论

第一章
1-3 复合材料的特性
复合材料的缺点: ➢材料价格高 ➢劳动强度大 ➢抗挤压和抗分层能力差 ➢力学性能受温度/湿度影响 ➢不易检查 ➢对铝会产生电化学腐蚀 ➢固化时间长
第一章
1-3 复合材料的特性
性能:取决于基体相、增强相种类及数量,其次是 它们的结合界面、成型工艺等。 1、主要取决于增强相的性能 ⑴.比强度,比刚度高 ⑵.冲击韧性和断裂韧性高 ⑶.耐疲劳性好 ⑷.减震性 ⑸.热膨胀系数小
70年代民用飞机开始用复合材料做调整片,口盖等. 美国的ACEE计划.从舵面过渡到尾翼.
80-90年代,美国NASA的ACM计划.重点发展DFM-设计制造一体化.
第一章
1-4 复合材料在民用飞机结构上的应用
目前研究低成本的复合材料设计与制造技术 CAI大量的仿真技术.设计,制造,生产一体化仿真实
现异地设计异地制造.80-90年代实现了复合材料向主承力 结构应用的过渡.
金属基复合材料MMC
复合 材料
有机材料基复 合材料
无机非金属基 复合材料
木质基复合材料
聚合物基复 合材料PMC
橡胶基 树脂基
水泥或混凝土基 复合材料
陶瓷基复合材料CMC
热塑性树脂 热固性树脂
第一章
1-2 复合材料的定义与分类
根据第二相(增强体)形态分。 分散强化复合材料
颗粒状分散 相复合材料
颗粒增强复合材料
A380,B787的出现.
第一章
1-4 复合材料在民用飞机结构上的应用
第一章
1-4复合材料在民用飞机结构上的应用
先进树脂基复合材料是民用飞机的主要复合材料.
复合材料在民用飞机的应用出现的几个特征:
➢小型/简单次承力结构
复合材料-课件1
§1-3 复合材料的定义
复合材料(composite materials):由两 种或两种以上不同性能、不同形 态的组分通过复合工艺组合而成 的一种多相材料,它既保持了原 组分材料的主要特点又显示了原 组分材料所没有的新性能。
智能材料(Smart Materials或者Intelligent Material
System)
智能材料是模仿生命系统,能感知环境变化并能实时地改变自身的 一种或多种性能参数,作出所期望的、能与变化后的环境相适应的复合 材料。 智能材料是一种集材料与结构、智然处理、执行系统、控制系统和 传感系统于一体的复杂的材料体系。构成智然材料的基本材料组元有压 电材料、形状记忆材料、光导纤维、电(磁)流变体、磁致伸缩材料和 智然高分子材料等。 研究重点: (1) 智能材料概念设计的仿生学理论研究 (2) 材料智然内禀特性及智商评价体系的研究 (3) 耗散结构理论应用于智能材料的研究 (4) 机敏材料的复合-集成原理及设计理论 (5) 智能结构集成的非线性理论 (6) 仿人智然控制理论
先进陶瓷材料是指采用精制的高 纯、超细的无机化合物为原料及先 进的制备工艺技术制造出的性能优 异的材料。制造的产品可以分别具 有压电、铁电、导电、半导体、磁 性等或具有高强、高韧,高硬、耐 磨。耐腐蚀、耐高温、高热导、绝 PTC陶瓷与压电陶瓷元件 热或良好生物相容性等优异性能。
先进陶瓷材料
研究热点包括陶瓷材料的 强韧化技术、纳米陶瓷材料的 制备合成技术、先进结构陶瓷 材料体系的设计以及电子陶瓷 材料的高匀、超细技术。
国务院关税税则委员会关于2011年关税实施方 案的通知》(金属钕的出口关税税率由15%提 高至25%
纳米材料:主要是纳米材料制备与应用关键技术,
复合材料1

一.概论现代复合材料是材料历史中合成材料时期的产物,所说的现代复合材料不包括天然复合材料和许多历史遗迹中所发现的所谓早期复合材料。
学术界开始使用“复合材料”(composite materials)一词大约是在20世纪40年代,当时出现了玻璃纤维增强不饱和聚酯树脂,开辟了现代复合材料的新纪元。
20世纪60年代开始,陆续开发出多种高性能纤维。
20世纪80年代后,由于各类作为复合材料基体的材料的使用和改进,使现代复合材料的发展达到了更高水平,即进入了高性能复合材料的发展阶段。
1.1复合材料发展史复合材料的历史一般可分为两个阶段:早期复合材料和现代复合材料。
这里不包括具有复合材料特征的天然物质(如树木、骨骼、贝壳和海带等)。
早期复合材料的历史较长,很多实例表现与现存的历史遗迹中,如:(1)中国西安半坡村原始人遗址中发现用草拌泥作墙体和地面,即以天然纤维材料-草-作为黏土的增强剂,用来阻止黏土的干裂和剥落,提高墙体和地面耐受侵蚀的能力,增强了黏土的实用性能,这可以算作纤维复合材料的渊源;(2)中国春秋战国时期(距今约2500年),用含锡量较低的青铜作剑身,采用两次浇注技术。
另外,在其刃部复合一层含锡量较高的青铜,并在锡青铜表面涂覆一层硫化铜(含铬和镍)制成花纹,使其内柔外刚,刚柔相济,作为其代表的著名的越王勾践剑,1965年在湖北江陵楚墓出土时,仍然光可鉴人,锋利异常,被誉为“永不生锈的青铜剑”。
它可看成最早的包层金属复合材料;(3)古埃及文明时代,木材复合材料已有所应用,人们利用紫檀木贴在普通木材上进行表面装饰,到了工业革命以后,欧、美等国家发明了薄片加工机械和各种锯,并与粘接剂技术结合,才演变到胶合板和装饰板的工业生产,这是叠层复合材料的前身;(4)公元前,埃及人建造了闻名于世的金字塔,当时采用了砂石和火山灰制成的混凝土。
古印度人用细砂和虫胶制作磨刀石,是现代砂轮的前身,两者均可看成是颗粒增强复合材料的例子。
1复合材料概述

一、复合材料(Composite Materials,简称CM)概述1.1复合材料的由来人类制造、利用复合材料的历史由来已久。
在世界范围内,复合材料的发展过程可表示为:古代近代现代。
在古代中国,人们将粘土、石灰和砂粒混合,制成所谓的“三合土”,来夯筑城墙,或做地基,其原理是用粘土和石灰做基体,砂粒做骨架,得到坚固、防水的建筑材料。
而人们所熟知的钢筋混凝土,则是一种金属—非金属复合材料,已具有上百年的历史。
它是以水泥作为基体,可形象地理解为“肉”;以钢筋作为增强材料,可理解为“骨骼”。
水泥有很好的抗压强度和耐腐性能,但抗拉性能不好,而钢筋的抗拉性能很好,但不耐腐。
将钢筋包裹在水泥中,得到“筋肉”组合,其性能远超水泥或钢筋单一材料。
近代最早的复合材料是1909年出现的用酚醛树脂混合木粉热压成型的电木。
1932年在美国出现了第一块玻璃纤维增强聚酯复合材料。
后来随着二次世界大战的发展,聚合物基复合材料开始在军用装备上得到大力发展,1942年美国首先研制出玻璃纤维增强聚酯军用飞机雷达罩,1944年又研制出玻璃纤维增强聚酯机身和机翼。
学术界开始在20世纪40年代使用“复合材料”这个名称来称呼玻璃纤维增强聚酯。
二战结束后,复合材料得到迅速发展,继手糊工艺之后,缠绕工艺、预混工艺和真空袋压工艺相继出现。
1940年至1960年间,玻璃纤维增强聚酯复合材料迅速发展,可称为第一代复合材料。
1960年至1980年间,随着碳纤维、石墨纤维和芳纶纤维等高强度、高模量增强纤维的出现,先进复合材料开始发展,称之为第二代复合材料。
1980年至1990年间,出现了纤维增强金属基复合材料,即第三代复合材料。
1990年后,第四代复合材料开始出现,主要是功能性复合材料,如机敏复合材料、仿生复合材料、隐身复合材料等。
我国的复合材料开始发展于1958年,主要引进前苏联的玻璃纤维增强不饱和聚酯技术。
首先用于军工制品,而后逐渐扩展到民用。
1958年以手糊工艺研制了玻璃钢艇,以层压和卷制工艺研制玻璃钢板、管和火箭弹,1961年研制成用于远程火箭的玻璃纤维-酚醛树脂烧蚀防热弹头,1962年引进不饱和聚酯树脂、喷射成型和蜂窝夹层结构成型技术,并制造了玻璃钢的直升机螺旋桨叶和风洞叶片,同年开始纤维缠绕工艺研究并生产出一批氧气瓶等压力容器。
第4章 复合材料的界面结合特性-1
第4章 复合材料的界面结合特性
孙举涛
1
本章主要内容
4.1 复合材料的界面形成过程 4.2 树脂基复合材料的界面结构及界面理论 4.3 非树脂基复合材料的基体及界面结构 4.4 树脂基复合材料界面的破坏原理 4.5 复合材料界面优化设计 4.6 界面分析技术
2
4.1复合材料的界面形成过程
(9)酸碱作用理论 根据酸碱作用理论: 增强材料与聚合物基体的表面酸碱性不同时,易结 合,酸碱性相差越大越易结合; 增强材料与聚合物基体的表面酸碱性一致时,应对增 强材料进行表面处理,改变其表面酸碱性,使增强材料 与聚合物基体的表面酸碱性不同,达到提高增强材料与 聚合物基体之间的结合强度。 界面接触体系的粘附功的非色散成分, 主要来源于界面 的酸碱作用, 而并非是偶极(极性 作用)。
34
4.3 非树脂基复合材料的界面结构
4.3.1 金属基复合材料的界面结合理论
1、金属基复合材料界面类型
类 型 1 类 型 2 类 型 3 纤维与基体互不反应亦 不溶解 钨丝 / 铜 Al2O3 纤维 / 铜 Al2O3 纤维 / 银 硼纤维(BN表面涂层) /铝 不锈钢丝 / 铝 SiC 纤维 / 铝 硼纤维 / 铝 硼纤维 / 镁 界面平整、分子层厚 度;除原组成外不含 其它物质。 纤维与基体互不反 应但相互溶解 镀铬的钨丝 / 铜 碳纤维 / 镍 钨丝 / 镍 合金共晶体丝 / 同一 合金 纤维与基体反应形成界面反 应层 钨丝 / 铜 – 钛合金 碳纤维 / 铝( 580 C) Al2O3 纤维 / 钛 硼纤维 / 钛 硼纤维 /钛-铝 SiC 纤维 / 钛 SiO2 纤维 / 钛
由于充分的润湿两相界面处产生的物理吸附主要是由范德华力的作用实42树脂基复合材料的界面结构及界面理论422树脂基复合材料的界面结合理论两组分能充分浸润则粘结强度高于树脂基体的内聚能1142树脂基复合材料的界面结构及界面理论422树脂基复合材料的界面结合理论1润湿理论湿润理论解释了增强体表面粗化表面积增加有利于提高与基体树脂界面结合力的事实但是单纯以两者润湿好坏来判定增强体与树脂的粘接效果是不完全的
复合材料组成

复合材料组成
复合材料是由两种或两种以上不同性质的材料,通过物理或化学的方法,在宏观上复合而成的一种新型材料。
复合材料主要由两部分组成:
•增强材料(或称为粒料、纤维或片状材料),主要用于承受载荷,提供复合材料力学性能。
增强材料包括玻璃纤维、碳纤维、硼纤维、天然纤维、合成纤维等,以及各种金属和非金属基体。
•基体材料(或称为粘结材料),主要用于保护固定增强材料,并改善复合材料部分性能。
基体材料可以分为金属基体和非金属基体,常用的金属基体材料有钛、铝、铜、镁及其合金;常用的非金属基体材料有树脂、碳、石墨、橡胶等。
这两部分材料在复合材料中发挥着不同的作用,通过精心的组合和设计,可以显著提高材料的综合性能,使其优于各单独的组分材料。
根据增强材料的形态,复合材料大致可以分为纤维增强复合材料、细粒增强复合材料和薄片增强复合材料三类。
其中,纤维增强复合材料由纤维状增强材料和基体材料组成,其纤维材料包括玻璃纤维、石棉纤维、天然纤维、合成纤维以及碳纤维、硼纤维、陶瓷纤维、晶须等。
常用的基体材料有塑料、橡胶、水泥、陶瓷、金属等。
复合材料因其比强度高、抗疲劳性和减振性好、耐高温、易成型及性能可按使用要求设计等特点,广泛应用于宇航、航空、国防、机电、建筑、化工、交通等各部门。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复合材料成型工艺与复合材料界面
1.3.4碳/碳复合材料 C/C
化学组成单一, 元素, 化学组成单一,C 元素,但 C 的形态与结构十分复杂 (1) 基体碳:i) CVD碳;ii) 树脂碳;iii) 沥青碳 基体碳: 树脂碳; 碳 (2) 增强体:高性能碳纤维及其织物 增强体: (3) 性能特点:保持碳材料(石墨)的特性,如:密度低、低 密度低、 性能特点:保持碳材料(石墨)的特性, 蠕变、高导热、 蠕变、高导热、低 CTE、高抗热震性、高耐温、耐烧蚀等的 同 、高抗热震性、高耐温、 时,还具有高强、高模、抗疲劳、力学性能随温度升高而升高的 还具有高强、高模、抗疲劳、 特点。 特点。 缺点:高温下易氧化,材料多孔而疏松。 缺点:高温下易氧化,材料多孔而疏松。 高温结构材料和耐烧蚀材料,近年发展很快。 高温结构材料和耐烧蚀材料,近年发展很快。
复合材料成型工艺与复合材料界面
§1.1 复合材料定义及分类 定义: 定义:由两种或两种以上材料组成的一种有用的多 相材料, 相材料,它的各组分材料在化学性能或物理性能方面 是不同的,且各组分之间有明显的界面。( 。(两种或两 是不同的,且各组分之间有明显的界面。(两种或两 种以上不同化学性质、 种以上不同化学性质、不同组织物体以微观或宏观形 式组合而成的材料)。 式组合而成的材料)。 简言之: 简言之:复合材料由连续基体相 (Matrix Phase) 和 分散增强相 (Disperse Phase) 及界面相 (Interface Phase) 所构 成。 构成: 构成: (1)树脂基体:热固性树脂;热塑性树脂; )树脂基体:热固性树脂;热塑性树脂; (2)增强体:主要有碳纤、玻纤维、芳纶纤维、硼 )增强体:主要有碳纤、玻纤维、芳纶纤维、 纤维等。 纤维等。
复合材料成型工艺与复合材料界面
§1.3 各类复合材料
1.3.1 聚合物基复合材料 聚合物基复合材料PMC
(1) 基体 热固性基体(Thermosetting Matrix): 热固性基体 : i) 熔体或溶液粘度低,易于浸渍与浸润,成型工艺性好 熔体或溶液粘度低,易于浸渍与浸润, ii) 交联固化成网状结构,尺寸稳定性、耐热性好,但性脆 交联固化成网状结构,尺寸稳定性、耐热性好, iii) 制备过程伴有复杂化学反应 热塑性基体(Thermoplastic Matrix): 热塑性基体 : i) 溶体或溶液粘度大,浸渍与浸润困难,需较高温度和压力下 溶体或溶液粘度大,浸渍与浸润困难, 成型, 成型,工艺性差 ii) 线性分子结构,抗蠕变和尺寸稳定性差,但韧性好 线性分子结构,抗蠕变和尺寸稳定性差, iii) 制备过程中伴有聚集态结构转变及取向、结晶等物理现象 制备过程中伴有聚集态结构转变及取向、 (2) 增强体 主要有碳纤、玻纤维、芳纶纤维、 主要有碳纤、玻纤维、芳纶纤维、硼纤维等 树脂基体与增强体相容性、浸润性较差, 树脂基体与增强体相容性、浸润性较差,多经过表面处理与 表面改性,浸润剂、偶联剂、涂复层的使用,使其组成复杂化。 表面改性,浸润剂、偶联剂、涂复层的使用,使其组成复杂化。
树脂基复合材料: 金属基复合材料: 树脂基复合材料:60~250℃;金属基复合材料:400~600℃; ℃ 金属基复合材料 ℃ 陶瓷基复合材料: 陶瓷基复合材料:1000~1500℃. ℃
复合材料成型工艺与复合材料界面
(4)破损安全性好:复合材料具有大量独立的增强 )破损安全性好: 纤维结构,材料构件承载时,即使有少量纤维断裂, 纤维结构,材料构件承载时,即使有少量纤维断裂, 但其所承受的载荷会重新分配到未破坏的纤维上, 但其所承受的载荷会重新分配到未破坏的纤维上,这 样在短期内不会使整个构件失去承载能力。 样在短期内不会使整个构件失去承载能力。 (5)减震性好:复合材料的纤维与基体的界面具有 )减震性好: 吸收振动能量的能力,所以复合材料的振动阻尼很高。 吸收振动能量的能力,所以复合材料的振动阻尼很高。 根据对相同形状和尺寸的梁进行实验得知: 根据对相同形状和尺寸的梁进行实验得知:轻合金需 要九秒钟才能停止振动, 要九秒钟才能停止振动,碳纤维复合材料梁两秒半钟 就停止了。 就停止了。 (6)工艺性好:复合材料制件的制造工艺简单,适 )工艺性好:复合材料制件的制造工艺简单, 合整体成型。采用模具制造的复合材料制件, 合整体成型。采用模具制造的复合材料制件,可一次 成型,从而减少了零部件、紧固件及接头的数目, 成型,从而减少了零部件、紧固件及接头的数目,提 高了产品的质量和缩短了生产周期。 高了产品的质量和缩短了生产周期。
复合材料成型工艺与复合材料界面
复合材料成型工艺与复合材料界面
1.3.3 陶瓷基复合材料CMC
(1) 基体:氧化铝、氮化硅、碳化硅、玻璃等特种陶瓷 基体:氧化铝、氮化硅、碳化硅、 陶瓷本身:高模量、耐高温、耐化学腐蚀、耐磨、 陶瓷本身:高模量、耐高温、耐化学腐蚀、耐磨、抗氧化等 陶瓷致命缺点:性脆、抗热震性(抗热冲击性) 陶瓷致命缺点:性脆、抗热震性(抗热冲击性)差,抗震性差 且对裂纹、气孔和混杂物等细微缺陷敏感,易突然失效。 且对裂纹、气孔和混杂物等细微缺陷敏感,易突然失效。 (2) 增强材料:碳纤维、硼纤维、α-Al2O3纤维、氧化铝 硼酸盐纤 增强材料:碳纤维、硼纤维、 纤维、氧化铝-硼酸盐纤 钨丝、 晶须、 晶须、 颗粒等, 维\钨丝、铌丝、不锈钢丝、SiC晶须、SiN4晶须、ZrO 颗粒等, 钨丝 铌丝、不锈钢丝、 晶须 复合的目的不是提高模量与强度, 复合的目的不是提高模量与强度,而是对陶瓷基体增韧 CMC仍以烧结成型为主,由于基体与增强体都具有高模量、高 仍以烧结成型为主,由于基体与增强体都具有高模量、 仍以烧结成型为主 耐温特点,残余应力很大,会导致微裂纹, 耐温特点,残余应力很大 , 会导致微裂纹, CMC适合于作高温结 适合于作高温结 构材料,被称为“材料的梦想” 构材料,被称为“材料的梦想”。
复合材料成型工艺与复合材料界面
ቤተ መጻሕፍቲ ባይዱ
复合材料成型工艺与复合材料界面
复合材料成型工艺与复合材料界面
1.3 .2 金属基复合材料 MMC
(1) 基体: 基体: Al、Mg、Ti、Ni等轻金属及其它们的合金(比强度、 比模量高) 、 、 、 等轻金属及其它们的合金 比强度、 比模量高) 等轻金属及其它们的合金( (2) 增强体: 增强体: 强度、模量和熔点远高于金属基体的金属或非金属材料。 强度、模量和熔点远高于金属基体的金属或非金属材料。 主要有:硼纤维、碳纤维、 主要有:硼纤维、碳纤维、 SiC纤维、 Al2O3纤维 纤维、 纤维 钨丝、钢丝、 钨丝、钢丝、不锈钢丝 陶瓷颗粒、 陶瓷颗粒、晶须等 特点:保持金属材料特性外,与金属基体相比具有高强、高模、 特点 : 保持金属材料特性外 , 与金属基体相比具有高强 、 高模 、 高韧性、高抗冲、尺寸稳定性好、抗疲劳性能好等特点, 高韧性 、 高抗冲 、 尺寸稳定性好 、抗疲劳性能好等特点 ,可沿 用大部分金属成型加工方法,适合于用作中、高温结构材料。 用大部分金属成型加工方法,适合于用作中、高温结构材料。
复合材料成型工艺与复合材料界面
1.3.5 无机胶凝复合材料
气硬性胶凝材料:只能在空气中不能在水中硬化。 气硬性胶凝材料:只能在空气中不能在水中硬化。 如石灰、 石膏、 如石灰、 石膏、镁质胶凝材料等 水硬性胶凝材料:既能在空气中, 水硬性胶凝材料:既能在空气中,又能在水中硬化 (常称为水泥)。如:硅酸盐水泥、锂酸盐水泥、硫酸铝水泥、 常称为水泥)。如 硅酸盐水泥、锂酸盐水泥、硫酸铝水泥、 )。 磷酸盐水泥等。 磷酸盐水泥等。 水泥的凝结硬化过程是一个复杂的物理和化学过程, 水泥的凝结硬化过程是一个复杂的物理和化学过程,硬化后的 水泥是由晶体、凝胶体、未水化颗粒、游离水、 水泥是由晶体、凝胶体、未水化颗粒、游离水、气孔等组成的多 相不均质结构体,这一结构特征 材料抗拉强度低, 相不均质结构体,这一结构特征—— 材料抗拉强度低,冲击韧性 差(性脆),易突然失效,不能作结构材料。 性脆) 易突然失效,不能作结构材料。 增强纤维:金属纤维、无机纤维、合成纤维、 增强纤维:金属纤维、无机纤维、合成纤维、植物纤维等 复合的目的,是增强、增韧,用作结构材料。 复合的目的,是增强、增韧,用作结构材料。
复合材料成型工艺与复合材料界面
世界各发达国家都把其列为关键技术的重要组 成部分。 成部分。先进材料及其制备技术已列为国家科技发 展纲要中优先支持发展的战略方向。 展纲要中优先支持发展的战略方向。 复合材料的研究一直是当代高新技术的主要 内容之一,它的应用领域已经深入到国民经济和国 内容之一, 防建设的各个领域, 防建设的各个领域,并且是国家高新技术领域优先 支持和发展的9个学科之一, 支持和发展的 个学科之一,因此具有十分重要的 个学科之一 作用。 作用。
复合材料成型工艺与复合材料界面
材
钢 铝合金 钛合金 玻璃钢
料
σb E σb/ρ 3 3 7 × × × (g/cm3) (×10 MPa) (×10 MPa) (×10 cm)
ρ
E/ρ 9 (×10 cm) ×
7.8 2.8 4.5 2.0 1.45 1.6 2.6
1.03 0.47 0.96 1.06 1.50 1.07 1.0
2.1 0.75 1.14 0.4 1.4 2.4 2.0
0.13 0.17 0.21 0.53 1.03 0.67 0.38
0.27 0.26 0.25 0.21 0.21 1.5 0.75
高强度碳 纤维/环氧 纤维 环氧 石墨纤维/ 环氧 硼/铝 铝
复合材料成型工艺与复合材料界面
复合材料具有以下几个特点 (2)耐疲劳性好:金属材料的疲劳破坏是没有明显征 )耐疲劳性好: 兆的突发性破坏。而聚合物复合材料中纤维与基体的结 兆的突发性破坏。 合面有减缓裂纹发展的作用,因此耐疲劳性能好。其疲 合面有减缓裂纹发展的作用,因此耐疲劳性能好。 劳破坏过程是从材料的薄弱环节开始,逐渐扩展到结合 劳破坏过程是从材料的薄弱环节开始, 面上,破坏前形成预兆(如变色、声响等效应)。 面上,破坏前形成预兆(如变色、声响等效应)。 (3)耐高温烧蚀性好:聚合物基复合材料的组分是具 )耐高温烧蚀性好: 有较高的比热、烧蚀热、绝热指数,以及较低的热导率, 有较高的比热、烧蚀热、绝热指数,以及较低的热导率, 因此在高温下能吸收大量的热, 因此在高温下能吸收大量的热,而在其内部保持较低的 温度。 温度。所以经常用聚合物基复合材料作再入大气层的飞 行器的耐烧蚀材料。 行器的耐烧蚀材料。