4509基础技术资料(0.15地耐力)
4509基础技术资料(0.15地耐力)
C4509塔式起重机
基
础
技
术
资
料
山西省工程机械厂建筑机械分厂
地址:太原市恒山路51号
电话:(0351)3134453、3135065
传真:(0351)3134418
邮编:030003
C4509塔机基础浇注技术要求
1、按提供的塔机基础图开挖地基,基础地面须夯实处理,应能承受不
低于150KPa的压力
2、按图纸制作基础钢筋网
3、在基础节上穿上地脚螺栓,拧上螺母,每个地脚螺栓下横穿一根
φ22长750mm的圆钢(或钢筋)
4、以基础节上平面为基准,测量其水平度,水平度误差≤1mm
5、用细铅丝将地脚螺栓与钢筋固定,防止浇注砼时地脚螺栓倾斜,同
时用塑料布捆扎露在地面的螺栓头部,防止溅上水泥
(注意:地脚螺栓为特殊材质,
禁止使用焊接方法固定)
6、砼标号不低于C30,钢筋基础总重量不小于69t
7、预埋螺栓为M36螺栓,强度级别不小于8.8级其预紧力矩必须达到
1.8KN.m
8、设置可靠的接地装置,接地电阻不大于4Ω
9、浇注后对地基进行养护。
附图一、固定式基础示意图(0.15Mpa地耐力)
附图二、钢筋砼基础简图(0.15Mpa地耐力)。
1.4529材料
1.4529材料
产品名称:
25-6Mo 、[1] (UNS N08926)
国内通称:、脱硫脱硝合金、Cronifer1925hMo
各国标准: ASTM A240、 UNS N08926、、 NAS 255NM
主要成分:
机械性能:抗拉强度:σb》 650Mpa; 延长率:δ》 35%
资料说明:
(UNS N08926)在卤化物介质和含硫氢酸性环境中拥有特别高的抗点蚀
和空隙腐化能力,能有效抵挡氯离子应力腐化,在氧化和复原性介质中同
样拥有优秀的耐腐化性,稳固性优秀,机械性能略优于 904L,可用于 -196 到 400 ℃的压力容器制造。
典型工况: 60%硫酸, 80℃以下,年腐化率<
应用领域:
烟气脱硫装置,磷酸生产用蒸发器、换热器、过滤器和混淆器,硫酸
输送装置,冷凝器,灭火系统,海水过滤系统,近海工业中的液压和回灌
管道系统,纸浆流浪系统,盐类蒸发冷凝器,电广污染冷却水管道系统,
反浸透海水淡化妆置,腐化性化学品运输储存罐,卤酸催化的有机物生产
设施等。
配套焊材:ERNiCrMo-3、 ERNiCrMo-3[2]。
高低温沥青针入度仪使用说明书
高低温沥青针入度仪使用说明书一、概述SYD-2801F高低温沥青针入度仪本仪器依据GB/T4509/T0604-2000/ASTMD5沥青针入度试验方法制造,测量在规定的温度和时间内,以规定重量和标准针垂直贯入试样的深度。
本仪器并可对马歇尔试件进行标准养护。
好仪器,好资料,尽在沧州建仪()。
欢迎到网站查询可编辑版本。
打造中国建仪销售第一品牌,树立沧州产品全新形象二、高低温沥青针入度仪主要技术指标1、最小分度:位移:0.01mm时间:0.1s温度:0.1℃2、最大量程:40mm3、针连杆、砝码、标准针合重:100±0.05g150±0.05g4、控温精度:0.1℃5、试验皿:金属制,平底状,尺寸为70×4555×35(mm)6、底保温皿:玻璃制品,容量大于1.5L,皿深大于60mm;附放试样皿用三角架一个。
7、恒温水浴内部尺寸:50X40X30mm8、环境温度:5~40℃9、环境湿度:≦85﹪10、电源:AC220V±10%,50HZ11、外形尺寸:600x500x1300mm12、重量:75KG13、功率:2..5KW三、高低温沥青针入度仪主要结构仪器由机座,立柱及针杆释放器,位移传感器,工作照明灯,温度传感器,恒温水浴等组成。
四、工作原理试验仪的控制由内部电子部件提供。
试验仪面板上的控制按钮可以设定和控制恒温浴的温度;针入时间以及加热器的开关;并设有辅助照明。
在人工确认针入定位后,按下启动按钮,位移传感器初始值自动归零,试验仪通电释放针入组件,针入组件自由落下,标准针插入试件,测量数据送入数显控制面板,试验仪在达到设定针人时间时,自动锁定针入组件;显示最大针入度值,完成试件的检测过程。
五、高低温沥青针入度仪使用和操作方法1.整个设备放置在一个水平的平台上,调整承载表面相对水平。
设备后面与墙壁之间的距离不应小于100mm。
2.控制仪使用供电电压为AC220V、50Hz,如使用的电源电压波动较大时(超过220V 的±10%),应采用稳压设备,保证仪器的正常使用,供电电压不符合要求时,禁止使用操作设备,否则将会导致仪器的严重损坏。
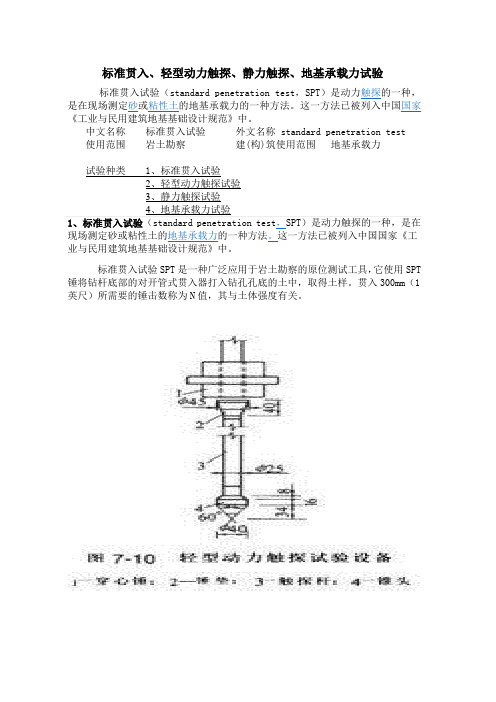
标准贯入、轻型动力触探、静力触探、地基承载力试验
20-30m
30-40m
40-50m
单价
82
102
122
145
173
进尺
1120
1120
1120
1120
1120
4、地基承载力试验
试验报告
项目名称:
建设单位:
检测依据:《建筑地基处理技术规范》(JGJ79—2002)
《建筑地基基础设计规范》(GB 50007—2002)
《岩土工程勘察规范》(GB 50021—2001)
251(湖南)
贯入(轻便触探仪N10贯入法)
点
300元
3、静力触探试验
定义和适用范围:将圆锥形探头按一定速率匀速压入土中 量测其贯入阻力
锥头阻力侧壁摩阻力 的过程称为静力触探试验静力触探是工程地质勘察中的一
项原位测试方位 可用于划分土层 判定土层类别 查明软 硬夹层及土层在水平和
垂直方向的均匀性评价地基土的工程特性 容许承载力 压缩性质 不排水抗剪强
项目名称:检测单位:浙江有色地球物理技术应用研究院
院 长:胡 敬 浓
项目负责:
主要测试人员:
报告编写:
报告审核:
报告批准:
报告提交日期:2009年 月 日
声 明
为确保检测报告的有效性公正性,特作以下声明:
1.报告未加盖本单位计量认证章及检测报告专用章无效;
2.报告无编写、审核、批准人签字无效;
3.复制报告未加盖本单位检测报告专用章无效;
标准贯入
标准贯入试验(standard penetration test,SPT)是动力触探的一种,是在现场测定砂或粘性土的地基承载力的一种方法。这一方法已被列入中国国家《工业与民用建筑地基基础设计规范》中。
英制螺栓机械性能要求

英制螺栓(SAE J429)的机械性质:英制螺栓(ASTM A449)的化学成份和机械性质:配合的螺帽为ASTM A563中的产品:These values are the as the over-tapping required for zinc coated nuts in Specification ASTM A563 1/4至1-1/2英寸普通产品配合的螺帽为ASTM A563的B普通螺帽(hex);1-1/2至3英寸普通产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex);1/4至3英寸镀锌产品配合的螺帽为ASTM A563的DH重型螺帽(heavy hex)英制螺栓(ASTM A307)的化学成份和机械性质:sulfur配合的螺帽为ASTM A563中的产品:1/4至1-1/2英寸普通产品配合的螺帽为ASTM A563的A 普通螺帽(hex);1-1/2至4英寸普通产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex);1/4至4英寸镀锌产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex)英制螺栓(ASTM A354)的化学成份和机械性质:These values are the as the over-tapping required for zinc coated nuts in Specification ASTM A563 译文:这些值为镀锌产品的要求,在ASTM A563中对螺帽有具体要求。
英制螺栓(ASTM A193)的机械性质:NOTES:1.The minimum temperature for Grades B5, B6X,and B7 shall be 1100°F; for GradeB16, 1200°F;译文:等级为B5,B6X和B7的最小回火温度为1100°F,而等级为B16的最小回火温度为1200°F2.To meet the tensile strength requirements, the hardness shall be over Brinell201(Rockwell B94)minimum.译文:硬度一定要在201布氏(94HRB)硬度以上,抗拉强度一定能达到。
ASTM A490M-09 最小拉伸强度为150千磅-平方英寸热处理钢结构螺栓
Designation:A 490M –09Standard Specification forHigh-Strength Steel Bolts,Classes 10.9and 10.9.3,for Structural Steel Joints (Metric)1This standard is issued under the fixed designation A 490M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon (´)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification covers two types of quenched and tempered alloy steel,metric heavy hex structural bolts having a tensile strength of 1040to 1210MPa.1.2These bolts are intended for use in structural connec-tions comparable to those covered under the requirements of the Specification for Structural Joints Using ASTM A 325and A 490bolts,approved by the Research Council on Structural Connections;endorsed by the American Institute of Steel Construction and by the Industrial Fastener Institute.21.3The bolts are furnished in nominal bolt diameters M12to M36,inclusive.They are designated by type denoting chemical composition as follows:Type DescriptionType 1Medium carbon alloy steel Type 2Withdrawn in 2002Type 3Weathering steel1.4This specification is applicable to metric heavy hex structural bolts and alternate designs as established by the Research Council in its publication,Specification for Structural Joints Using ASTM A 325and A 490bolts.1.5For inch-pound bolts,see Specification A 490.1.6The values stated in SI units are to be regarded as standard.No other units of measurement are included in this standard.1.7The following safety hazards caveat pertains only to the Test Methods portion,Section 13,of this specification:This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limita-tions prior to use.2.Referenced Documents 2.1ASTM Standards:3A 325Specification for Structural Bolts,Steel,Heat Treated,120/105ksi Minimum Tensile StrengthA 490Specification for Structural Bolts,Alloy Steel,Heat Treated,150ksi Minimum Tensile StrengthA 490M Specification for High-Strength Steel Bolts,Classes 10.9and 10.9.3,for Structural Steel Joints (Metric)A 563M Specification for Carbon and Alloy Steel Nuts (Metric)A 751Test Methods,Practices,and Terminology for Chemical Analysis of Steel ProductsD 3951Practice for Commercial PackagingE 384Test Method for Microindentation Hardness of Ma-terialsE 709Guide for Magnetic Particle Testing E 1444Practice for Magnetic Particle TestingF 436M Specification for Hardened Steel Washers (Metric)F 568M Specification for Carbon and Alloy Steel Externally Threaded Metric Fasteners (Metric)F 606M Test Methods for Determining the Mechanical Properties of Externally and Internally Threaded Fasteners,Washers,and Rivets (Metric)F 788/F 788M Specification for Surface Discontinuities of Bolts,Screws,and Studs,Inch and Metric SeriesF 959M Specification for Compressible-Washer-Type Di-rect Tension Indicators for Use With Structural Fasteners (Metric)F 1136M Specification for Zinc/Aluminum Corrosion Pro-tective Coatings for Fasteners (Metric)F 1470Practice for Fastener Sampling for Specified Me-chanical Properties and Performance Inspection F 1789Terminology for F16Mechanical FastenersG 101Guide for Estimating the Atmospheric Corrosion1This specification is under the jurisdiction of ASTM Committee F16on Fasteners and is the direct responsibility of Subcommittee F16.02on Steel Bolts,Nuts,Rivets and Washers.Current edition approved May 1,2009.Published May 2009.Originally approved in st previous edition approved in 2008as A 490M –08.2Available from American Institute of Steel Construction (AISC),One E.Wacker Dr.,Suite 700,Chicago,IL 60601-2001,..3For referenced ASTM standards,visit the ASTM webbiest,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM webbiest.1*A Summary of Changes section appears at the end of this standard.Copyright ©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,UnitedStates.Resistance of Low-Alloy Steels 2.2ASME Standards:4B1.13M Metric Screw ThreadsB18.2.3.7M Metric Heavy Hex Structural BoltsB18.24Part Identifying Number (PIN)Code System Stan-dard for B18Fastener Products 2.3ISO Standards:47412Hexagon Bolts for High Strength StructuralBolting With Large Width Across Flats (Short Thread Length)–Product Grade C–Property Classes 8.8and 10.92.4SAE Standards 5:J121Decarburization in Hardened and Tempered Threaded Fasteners2.5IFI Standard 6:IFI 144Test Evaluation Procedures for Coating Qualifica-tion Intended for Use on High-Strength Structural Bolts 3.Terminology3.1Terms used in this specification are defined in Termi-nology F 1789,unless otherwise defined herein.4.Ordering Information4.1Orders for bolts under this specification shall include the following (see Note 1):4.1.1Quantity (number of pieces of bolts and accessories);4.1.2Size,including nominal bolt diameter,thread pitch,and bolt length;4.1.3Name of product:metric heavy hex structural bolts;4.1.4Type of bolt (Type 1or 3).When type is not specified,either Type 1or Type 3shall be furnished at the supplier’s option;4.1.5ASTM designation and year of issue;4.1.6Other components such as nuts,washers,and washer-type direct tension indicators,if required;4.1.7Certification,if required (see Section 16);and4.1.8Protective Coating per Specification F 1136M ,Grade 3,if required.See5.3.4.1.9Special requirements,if required.4.1.10For establishment of a part identifying system,see ASME B18.24.N OTE 1—A typical ordering description follows:1000pieces M24333100mm long,heavy hex structural bolt,Type 1,ASTM A 490M–03;each with two hardened washers,ASTM F 436M ,Type 1;and one heavy hex nut,ASTM A 563M ,Grade DH.4.2Recommended Nuts4.2.1Nuts conforming to the requirements of Specification A 563M are the recommended nuts for use with Specification A 490M heavy hex structural bolts.The nuts shall be of the class and have a surface finish for each type of bolt as follows.Bolt Type and Finish Nut Class and Finish1,plain (uncoated)A 563M —10S,10S3,plain (uncoated)1,coated in accordance with F 1136M ,Grade 3A 563M —10S,10S3coated in accordance with F 1136M ,Grade 53,weathering steelA 563M —10S3,weathering steel4.3Recommended Washers4.3.1Washers conforming to Specification F 436M are the recommended washers for use with Specification F 490M heavy hex structural bolts.The washers shall have a surface finish for each type of bolt as follows.Bolt Type and Finish Washer Finish 1,plain (uncoated)plain (uncoated)1,coated in accordance with F 1136M ,Grade 3coated in accordance with F 1136M ,Grade 33,weathering steelweathering steel4.4Other Accessories4.4.1When compressible washer type tension indicators are specified to be used with these bolts,they shall conform to Specification F 959M ,Type 10.9.5.Materials and Manufacture5.1Heat Treatment —Type 1and Type 3bolts shall be heat treated by quenching in oil from the austenitic temperature and then tempered by reheating to a temperature of not less than 425°C.5.2Threading —The threads shall be cut or rolled.5.3Protective Coatings :4Available from American Society of Mechanical Engineers (ASME),ASME International Headquarters,Three Park Ave.,New York,NY 10016-5990,.5Available from Society of Automotive Engineers (SAE),400Commonwealth Dr.,Warrendale,PA 15096-0001,.6Available form Industrial Fastener Institute (IFI),6363Oak tree Boulevard,Independence.OH 44131,.TABLE 1Chemical Requirements for Type 1BoltsElementHeat Analysis,%Product Analysis,%CarbonFor sizes through M300.30–0.480.28–0.50For size M360.35–0.530.33–0.55Phosphorus,max 0.0400.045Sulfur,max0.0400.045Alloying Elements→See 6.1←TABLE 2Chemical Requirements for Type 3BoltsElementHeat Analysis,%Product Analysis,%CarbonSizes M20and smaller 0.20–0.530.19–0.55Sizes larger than M20.0.30–0.530.28–0.55Manganese,min 0.400.37Phosphorus,max 0.0350.040Sulfur,max 0.0400.045Copper0.20–0.600.17–0.63Chromium,min 0.450.42Nickel,min or0.200.17Molybdenum,min0.150.142标准分享网 免费下载5.3.1When a protective coating is required and specified,the bolts shall be coated with Zinc/Aluminum Corrosion Protective Coatings in accordance with F 1136M Grade 3,which has been qualified in accordance with IFI 1447.5.3.2No other metallic coatings are permitted unless autho-rized by Committee F16.Future consideration of any coating will be based on a review of test results submitted to Commit-tee F16in accordance with the requirements of IFI 144.6.Chemical Composition6.1Type 1bolts shall be alloy steel conforming to the chemical composition requirements in Table 1.The steel shall contain sufficient alloying elements to qualify it as an alloy steel (see Note 2).N OTE 2—Steel is considered to be alloy,by the American Iron and Steel Institute,when the maximum of the range given for the content of alloying elements exceeds one or more of the following limits:manganese,1.65%;silicon,0.60%;copper,0.60%;or in which a definite range or a definite minimum quantity of any of the following elements is specified or required within the limits of the recognized field of constructional alloy steels:aluminum,chromium up to 3.99%,cobalt,columbium,molybde-num,nickel,titanium,tungsten,vanadium,zirconium,or any other alloying elements added to obtain a desired alloying effect.6.2Type 3bolts shall be weathering steel conforming to the chemical composition requirements in Table 2.See Guide G 101for methods of estimating the atmospheric corrosion resistance of low alloy steel.6.3Product analyses made on finished bolts representing each lot shall conform to the product analysis requirements specified in Table 1or Table 2,as applicable.6.4Applications of heats of steel to which bismuth,sele-nium,tellurium,or lead has been intentionally added shall not be permitted for pliance with this requirement shall be based on a statement on the steel certificate indicating that these elements were not intentionally added.6.5Chemical analyses shall be performed in accordance with Test Methods,Practices,and Terminology A 751.7.Mechanical Properties7.1Hardness —The bolts shall conform to the hardness specified in Table 3.7.2Tensile Properties :7.2.1Except as permitted in 7.2.2for long bolts and 7.2.3for short bolts,nominal bolt diameters M24and smaller having a length of 21⁄4D and longer,and nominal bolt diameters larger than M24having a length of 3D and longer shall be wedge tested full size and shall conform to the minimum wedge tensile load,and proof load or alternative proof load specified in Table 4.The load achieved during proof load testing shall be equal to or greater than the specified proof load.7.2.2When the length of the bolt makes full-size testing impractical,machined specimens shall be tested and shall conform to the requirements specified in Table 5.When bolts are tested by both full-size and machined specimen methods,the full-size test shall take precedence.7.2.3Nominal bolt diameters M24and smaller having a length shorter than 21⁄4D down to 2D inclusive,which cannot be wedge tensile tested shall be axially tension tested full size and shall conform to the minimum tensile load and proof load or alternate proof load specified in Table 4.Nominal bolt diameters M24and smaller having a length shorter than 2D which cannot be axially tensile tested shall be qualified on the basis of hardness.7.2.4For bolts on which both hardness and tension tests are performed,acceptance based on tensile requirements shall take precedence in the event of low hardness readings.8.Carburization/Decarburization8.1Definition —This test is intended to evaluate the pres-ence or absence of carburization and decarburization as deter-mined by the difference in microhardness near the surface and core.8.2Requirements :8.2.1Carburization —The bolts shall show no evidence of a carburized surface when evaluated in accordance with the hardness methods established in SAE J121.8.2.2Decarburization —Hardness value differences shall not exceed the requirements set forth for decarburization in SAE J121for Class 2/3H materials.8.3Procedure —Testing for carburization/decarburization shall be performed in accordance with the microhardness (referee)methods established in SAE J121.9.Dimensions9.1Head and Body :9.1.1The bolts shall conform to the dimensions for heavy hex structural bolts specified in ASME B18.2.3.7M for nomi-nal bolt diameter M16to M36inclusive and ISO 7412for size M12.9.2Threads :9.2.1Threads shall Metric Coarse Thread Series as specified in ASME B1.13M ,and shall have Grade 6g tolerance.9.2.2The thread length shall not be changed from that specified for heavy hex structural bolts in ASME B18.2.3.7M and ISO 7412in 9.1.1.Bolts requiring thread lengths other than those required by this specification shall be ordered under Specification F 568M ,Class 10.9and 10.9.3.10.Workmanship10.1The allowable limits,inspection,and evaluation of the surface discontinuities,quench cracks,forging cracks,head7Supporting data have been filed at ASTM International Headquarters and may be obtained by requesting Research Report RR:F16–1001.TABLE 3Hardness Requirements for Bolt SizesM12to M36InclusiveNominal Bolt Diameter,mm Length ABrinell Rockwell C min max min max M12to M24,Less than 2D 3113523339inclusive2D and longer ...352...39Over M24to M36,Less than 3D 3113523339inclusive3D and longer...352...39AHeavy hex structural bolts M24and smaller and shorter than 2D are subject only to minimum and maximum hardness.Heavy hex structural bolts larger than M24to M36inclusive and shorter than 3D are subject only to minimum and maximumhardness.3bursts,shear bursts,seams,folds,thread laps,voids,toolmarks,nicks,and gouges shall be in accordance with Specifi-cation F788/F788M.11.Magnetic Particle Inspection for LongitudinalDiscontinuities and Transverse Cracks11.1Requirements:11.1.1Each sample representative of the lot shall be mag-netic particle inspected for longitudinal discontinuities and transverse cracks.11.1.2The lot,as represented by the sample,shall be free from nonconforming bolts,as defined in11.3,when inspected in accordance with11.2-11.2.4.11.2Inspection Procedure:11.2.1The inspection sample shall be selected at random from each lot in accordance with Table6and examined for longitudinal discontinuities and transverse cracks.11.2.2Magnetic particle inspection shall be conducted in accordance with Guide E709or Practice E1444.Guide E709 shall be used for referee purposes.If any nonconforming bolt is found during the manufacturer’s examination of the lot selected in11.2.1,the lot shall be100%magnetic particle inspected,and all nonconforming bolts shall be removed and scrapped or destroyed.11.2.3Eddy current or liquid penetrant inspection shall be an acceptable substitute for the100%magnetic particle inspection when nonconforming bolts are found and100% inspection is required.On completion of the eddy current or liquid penetrant inspection,a random sample selected from each lot in accordance with Table6shall be reexamined by the magnetic particle method.In case of controversy,the magnetic particle test shall take precedence.11.2.4Magnetic particle indications of themselves shall not be cause for rejection.If in the opinion of the quality assurance representative the indications may be cause for rejection,a sample taken in accordance with Table6shall be examined by microscopic examination or removal by surface grinding to determine if the indicated discontinuities are within the speci-fied limits.11.3Definitions:TABLE4Tensile Load Requirements for Full-Size Bolts Nominal Bolt Diameterand Thread Pitch,mm Stress Area,A mm2Tensile Load,B kNProof Load,BkNAlternative ProofLoad,BkNmin maxLength Measure-ment MethodYield StrengthMethodColumn1Column2Column3Column4Column5Column6 M1231.7584.387.71037079.2 M1632157163190130148 M2032.5245255296203230 M2232.5303315366251285 M2433353367427293332 M2733459477555381431 M3033.5561583679466527 M3634817850989678768A The stress area is calculated as follows:A s=0.7854[D−(0.9382P)2where:A s=stress area,mm2D=nominal bolt size,mm,andn=thread pitch,mm.B Loads tabulated and loads to be used for tests of full-size bolts larger than36mm in diameter are based on the following:Nominal Bolt Diameter,mm Column3Column4Column5Column6 M12to M36inclusive1040MPa1210MPa830MPa940MPaTABLE5Tensile Strength Requirements for SpecimensMachined from BoltsNominal Bolt Diameter,mmTensileStrength,MPaYieldStrength(0.2%offset),min,MPaElongationin50mm,min,%Reductionof Area,min,% min maxM12to M36, inclusive 104012109401440TABLE6Sample Sizes with Acceptance and Rejection Numbersfor Inspection of Rejectable Longitudinal Discontinuities andTransverse CracksLot Size Sample Size,AAcceptanceNumber ARejectionNumber2to50all0151to5005001501to120080011201to3200125013201to1000020001A Inspect all bolts in the lot if lot size is less than sample size.4标准分享网 免费下载11.3.1Nonconforming Bolts—Any bolt with a longitudinal discontinuity(located parallel to the axis of the bolt in the threads,body,fillet,or underside of head),with a depth normal to the surface greater than0.03D,where D is the nominal diameter in millimetres,shall be considered nonconforming.In addition,any bolt with a transverse crack(located perpendicu-lar to the axis of the bolt in the threads,body,fillet,or underside of head)detectable by magnetic particle inspection when examined as specified in11.2.4,shall be considered nonconforming.12.Number of Tests and Retests12.1Testing Responsibility:12.1.1Each lot shall be tested by the manufacturer prior to shipment in accordance with the lot identification control quality assurance plan in12.2-12.5.12.1.2When bolts are furnished by a source other than the manufacturer,the Responsible Party as defined in18.1shall be responsible for assuring all tests have been performed and the bolts comply with the requirements of this specification. 12.2Purpose of Lot Inspection—The purpose of a lot inspection program shall be to ensure that each lot as repre-sented by the samples tested conforms to the requirements of this specification.For such a plan to be fully effective,it is essential that secondary processors,distributors,and purchas-ers maintain the identification and integrity of each lot until the product is installed.12.3Lot Method—All bolts shall be processed in accor-dance with a lot identification-control quality assurance plan. The manufacturer,secondary processors,and distributors shall identify and maintain the integrity of each lot of bolts from raw-material selection through all processing operations and treatments tofinal packing and shipment.Each lot shall be assigned its own lot-identification number,each lot shall be tested,and the inspection test reports for each lot shall be retained.12.4Lot Definition:12.4.1Standard Lot—A lot shall be a quantity of uniquely identified heavy hex structural bolts of the same nominal bolt diameter and length produced consecutively at the initial operation from a single mill heat of material and processed at one time,by the same process,in the same manner,so that statistical sampling is valid.The identity of the lot and lot integrity shall be maintained throughout all subsequent opera-tions and packaging.12.5Number of Tests:12.5.1The minimum number of tests from each lot for the tests specified below shall be as follows:Tests Number of Tests in Accordance with Hardness,tensile strength,proof load Guide F1470Coating weight/thickness Specification F1136M ASurface discontinuities Specification F788/F788MMagnetic particle inspection Table6Dimensions and threadfit ASME B18.2.3.7M and ASME B1.13M A Guide F1470applies if the coating specification does not specify a testing frequency.12.5.2For carburization and decarburization tests,not less than one sample unit per manufactured lot shall be tested for microhardness.13.Test Methods13.1Tensile,Proof Load,and Hardness:13.1.1Tensile,proof load,and hardness tests shall be conducted in accordance with Test Methods F606M.13.1.2Tensile strength shall be determined using the Wedge or Axial Tension Testing Method of Full Size Product Method or the Machined Test Specimens Method,depending on size and length as specified in7.2.1-7.2.4.Fracture on full-size tests shall be in the body or threads of the bolt without a fracture at the junction of the head and body.13.1.3Proof load shall be determined using Method1, Length Measurement,or Method2,Yield Strength,at the option of the manufacturer.13.2Carburization/Decarburization—Tests shall be con-ducted in accordance with SAE J121Hardness Method. 13.3Microhardness—Tests shall be conducted in accor-dance with Test Method E384.13.4Magnetic Particle—Inspection shall be conducted in accordance with Section11.14.Inspection14.1If the inspection described in14.2is required by the purchaser,it shall be specified in the inquiry and contract or order.14.2The purchaser’s representative shall have free entry to all parts of manufacturer’s works or supplier’s place of business that concern the manufacture of the material ordered. The manufacturer or supplier shall afford the purchaser’s representative all reasonable facilities to satisfy him that the material is being furnished in accordance with this specifica-tion.All tests and inspections required by the specification that are requested by the purchaser’s representative shall be made before shipment,and shall be conducted as not to interfere unnecessarily with the operation of the manufacturer’s works or supplier’s place of business.15.Rejection and Rehearing15.1Disposition of nonconforming bolts shall be in accor-dance with the section titled“Disposition of Nonconforming Lots”in Guide F1470.16.Certification16.1When specified on the purchase order,the manufac-turer or supplier,whichever is the responsible party as defined in Section17,shall furnish the purchaser a test report that includes the following:16.1.1Heat analysis,heat number,and a statement certify-ing that heats having bismuth,selenium,tellurium,or lead intentionally added were not used to produce the bolts;16.1.2Results of hardness,tensile,and proof load tests; 16.1.3Results of magnetic particle inspection for longitu-dinal discontinuities and transverse cracks;16.1.4Results of tests and inspections for surface disconti-nuities including visual inspection for head bursts;16.1.5Results of carburization and decarburizationtests; 516.1.6Statement of compliance with dimensional and threadfit requirements;16.1.7Lot number and purchase order number;16.1.8Complete mailing address of responsible party;and 16.1.9Title and signature of the individual assigned certi-fication responsibility by the company officers.16.2Failure to include all the required information on the test report shall be cause for rejection.17.Responsibility17.1The party responsible for the fastener shall be the organization that supplies the fastener to the purchaser.18.Product Marking18.1Manufacturer’s Identification—All Type1and Type3 bolts shall be marked by the manufacturer with a unique identifier to identify the manufacturer or private label distribu-tor,as appropriate.18.2Grade Identification:18.2.1Type1bolts shall be marked“A490M.”18.2.2Type3bolts shall be marked“A490M”underlined. The use of additional distinguishing marks to indicate the bolts are weathering steel shall be at the manufacturer’s option. 18.3Marking Location and Methods—All marking shall be located on the top of the bolt head and shall be either raised or depressed at the manufacturer’s option.18.4Acceptance Criteria—Bolts that are not marked in accordance with these provisions shall be considered noncon-forming and subject to rejection.18.5Type and manufacturer’s or private label distributor’s identification shall be separate and distinct.The two identifi-cations shall preferably be in different locations and,when on the same level,shall be separated by at least two spaces. 19.Packaging and Package Marking19.1Packaging:19.1.1Unless otherwise specified,packaging shall be in accordance with Practice D3951.19.1.2When special packaging requirements are required, they shall be defined at the time of the inquiry and order. 19.2Package Marking:19.2.1Each shipping unit shall include or be plainly marked with the following information:19.2.1.1ASTM designation and type,19.2.1.2Size,including nominal bolt diameter,thread pitch, and bolt length,19.2.1.3Name and brand or trademark of the manufacturer, 19.2.1.4Number of pieces,19.2.1.5Lot number,19.2.1.6Purchase order number,and19.2.1.7Country of origin.20.Keywords20.1alloy steel;bolts;metric;SI;steel;structural;weath-ering steelSUMMARY OF CHANGESCommittee F16has identified the location of selected changes to this standard since the last issue(F490M-08)that may impact the use of this standard.(Approved May1,2009.)(1)Revised 5.3to add provision for specifying a Zinc/Aluminum corrosion protective coating conforming toF1136M,Grade3.Committee F16has identified the location of selected changes to this standard since the last issue(A490M-04a´1)that may impact the use of this standard.(1)In10.1deleted Note3in regard to non injurious bursts.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the riskof infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed everyfive years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standardsand should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of theresponsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you shouldmake your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959, United States.Individual reprints(single or multiple copies)of this standard may be obtained by contacting ASTM at the aboveaddress or at610-832-9585(phone),610-832-9555(fax),or service@(e-mail);or through the ASTM website().6标准分享网 免费下载。
地耐力参考值-概述说明以及解释
地耐力参考值-概述说明以及解释1.引言1.1 概述地耐力是指土壤或地基材料在经受外部荷载作用时的抗力和变形能力。
地耐力的参考值在地基工程设计和施工中起着至关重要的作用,能够帮助工程师确定土壤和地基的承载能力,保障工程的安全性和稳定性。
本文旨在探讨地耐力参考值的确定方法和意义,为工程实践提供参考和指导。
首先将介绍地耐力的定义和重要性,然后分析影响地耐力的因素,最后总结确定地耐力参考值的方法,并阐述其在实际应用中的意义和未来研究方向。
通过本文的学习,可以更好地理解地耐力的重要性,提高工程设计的准确性和可靠性。
文章结构部分的内容如下:1.2 文章结构本文主要分为引言、正文和结论三个部分。
在引言部分中,将对地耐力这一概念进行概述,介绍本文的结构和目的。
正文部分将具体讨论地耐力的定义和重要性,分析影响地耐力的因素,以及确定地耐力参考值的方法。
最后,在结论部分对地耐力参考值的重要性进行总结,探讨实际应用中的意义,并提出未来研究方向。
通过这样的结构安排,将完整展现地耐力在土地利用和保护中的重要性和实际价值。
1.3 目的地耐力参考值是一个重要的概念,它是衡量土壤抗压能力的指标,对于建筑工程、农业生产、环境保护等领域具有重要意义。
本文旨在通过对地耐力参考值的研究和探讨,加深对地耐力概念的理解,探讨确定地耐力参考值的方法和标准,为相关领域的工作者和研究人员提供参考和借鉴。
同时,通过总结地耐力参考值的重要性和在实际应用中的意义,为提高土壤的质量和促进可持续发展提供理论支持和实践指导。
未来研究方向部分将探讨如何进一步完善地耐力参考值的研究,以及在不同领域中的应用和推广。
通过本文的研究,旨在促进地耐力参考值的标准化和规范化,提高土壤的质量和可持续利用,为相关领域的发展和进步做出贡献。
2.正文2.1 地耐力的定义和重要性地耐力是指土壤对轮胎通过所产生的阻力。
它与土壤的密实度、湿度、粘性等因素有关,是衡量土壤承受力的重要指标之一。
WearTuf 450耐磨钢板技术要求
WearTuf 450耐磨钢板技术要求
一、WearTuf450特性
WearTuf 450是经过淬火或淬火加回火调质处理的全马氏体耐磨钢板,平均布氏硬度为450HBW。
WearTuf 450耐磨钢板同时具有良好的耐磨性,可焊性和冷成型性能。
由于冲
击韧性高,钢板在制造和使用过程中有良好的抗裂性。
二、WearTuf450交货状态
淬火/淬火+回火
三、WearTuf 450钢板化学成分
钢水熔炼成分:经晶粒细化和全脱氧处理,wt%
四、WearTuf 450钢板力学性能
五、耐磨板WearTuf450应用:
WearTuf450可广泛应用于传统土运、采矿和运输设备,如挖斗、翻斗矿车、自卸车、
破碎机、锤头、传输机和其他矿业输送设备。
六、耐磨板WearTuf450可供尺寸:
WearTuf450可供厚度范围为4.0-50.0mm,宽度取决于钢板厚度,最宽可达3100mm,长度最长可达18000mm。
七、WearTuf 450耐磨板厂家
上海频开实业有限公司位于国内现有规模较大的钢材市场——乐从钢铁世界,主营产品有耐磨钢、高强度钢板、工程机械用钢、汽车大梁钢、冷轧高强车厢板、耐候钢、耐酸钢和中高碳钢等特殊钢,公司在上海、武汉、娄底、佛山均有库存,常备万吨库存,品种规格全,是集原材料供应、加工、配送于一体的现代化企业。
1.4509的硬度标准

1.4509的硬度标准一、概述1.4509是一种常见的奥氏体不锈钢,具有良好的耐腐蚀性和强度,广泛应用于石油、化工、航空航天等领域。
硬度是衡量金属材料品质的重要指标之一,本篇文章将介绍1.4509的硬度标准。
二、硬度测试方法1.4509的硬度测试通常采用布氏硬度、洛氏硬度和维氏硬度的测试方法。
其中,布氏硬度测试较为常见,其测试原理是将一个具有一定硬度的钢球在与试样表面接触后,根据反弹高度来测定试样的硬度。
2. 洛氏硬度测试则通过测量材料对冲击力的吸收能力来评估其硬度。
维氏硬度测试则是通过测量材料在一定的负荷下压痕的尺寸来评估其硬度。
在实际应用中,可根据具体情况选择合适的测试方法。
三、硬度标准范围根据相关标准,1.4509的硬度标准应在一定范围之内。
具体来说,布氏硬度应在170-210HB之间,洛氏硬度应在24-35HRC之间,维氏硬度应在120-160HV之间。
超出这个范围则说明材料的质量存在问题,需要进一步检查。
四、影响硬度因素影响1.4509硬度的因素主要有以下几个方面:1. 冶炼过程:良好的冶炼过程可以保证材料内部的纯净度,减少杂质对硬度的影响。
2. 热处理工艺:合理的热处理工艺可以保证材料的组织和性能均匀,提高其硬度和耐腐蚀性。
3. 加工工艺:切削加工、热处理等加工工艺都会对材料的硬度产生影响。
4. 表面处理:表面处理质量也会影响材料的硬度,如镀层、氧化处理等。
五、实际应用中的注意事项在实际应用中,需要注意以下几点以保证1.4509的硬度:1. 严格控制冶炼、热处理和加工工艺,确保材料的质量。
2. 定期对材料进行硬度检测,及时发现并解决质量问题。
3. 避免过度加工,防止材料过快磨损。
4. 根据实际工况选择合适的表面处理方式,以提高材料的耐腐蚀性和硬度。
六、总结本篇文章对1.4509的硬度标准进行了详细介绍,包括硬度测试方法、标准范围、影响硬度的因素以及实际应用中的注意事项。
希望能够帮助广大用户正确理解1.4509的硬度标准,选择高质量的材料,提高产品的质量和可靠性。
BS EN 1504-9
BS EN 1504-9介绍BS EN 1504-9是英国国家标准(BS)中的一部分,涉及修复和加固混凝土结构的材料和系统的标准。
该标准与使用纳米技术的材料和涂层的应用有关。
BS EN 1504-9为混凝土修复材料和系统的制造商、供应商和施工商提供了一套准则,并规定了材料和系统的性能要求、施工方法和测试方法。
标准内容BS EN 1504-9标准包含了以下几个主要方面:材料要求BS EN 1504-9规定了混凝土修复材料的特性和要求。
这些要求包括抗压强度、粘结性能、收缩和膨胀行为、耐久性等。
抗压强度材料必须具有足够的抗压强度,以确保修复后的混凝土结构能够承受正常荷载和外界环境的影响。
粘结性能材料必须具有良好的粘结性能,以确保修复材料与原始混凝土结构之间的牢固结合,避免修复层的脱落。
收缩和膨胀行为材料在固化后不应出现过大的收缩或膨胀行为,以免对修复后的混凝土结构造成不利影响。
耐久性材料必须具有足够的耐久性,能够在各种环境条件下长期保持良好的性能。
系统要求BS EN 1504-9还规定了修复系统的要求。
这些要求包括系统的适用范围、施工方法、施工条件等。
适用范围修复系统必须适用于不同类型的混凝土结构,包括桥梁、建筑物、隧道等。
施工方法修复系统的施工方法必须明确,并包括表面处理、底层涂覆和修复层施工等。
施工条件修复系统的施工必须在适宜的温度和湿度条件下进行,以确保材料能够充分固化。
测试方法BS EN 1504-9还规定了针对混凝土修复材料和系统的测试方法。
这些测试方法用于评估材料和系统的性能。
抗压强度测试抗压强度测试用于评估修复材料的承载能力和稳定性。
粘结性能测试粘结性能测试用于评估修复材料与原始混凝土之间的粘结强度。
耐久性测试耐久性测试用于评估修复材料和系统在不同环境条件下的耐久性能。
结论BS EN 1504-9为混凝土修复材料和系统的制造商、供应商和施工商提供了一套明确的准则。
该标准规定了材料和系统的性能要求、施工方法和测试方法,以确保修复后的混凝土结构能够具备足够的强度和耐久性。
德国制造1.4509不锈钢相当于啥钢种
德国制造1.4509不锈钢相当于啥钢种1.4509价格:不锈钢价格变化较快,每天成交报价需来电确认。
报价均含税出厂价。
,周到服务联系及时答复;批零兼营,一片起售,帮助余缺调剂;办理运输,送货上门;节假日不休息,随到随提。
德国制造1.4509不锈钢相当于啥钢种牌号:X2CrTiNb18数字:1.4509分类:铁素体不锈钢 - 特级密度:7.7 克/厘米3标准:EN 10088-2:2005 不锈钢。
一般用途耐腐蚀钢薄板/板和带材交货技术条件EN 10088-3:2005 不锈钢。
一般用途耐蚀钢半成品、棒材、线材、型材和光亮产品交货技术条件EN 10028-7: 2007 压力用钢制成的扁平产品。
不锈钢EN 10296-2: 2005 机械和通用工程用焊接圆形钢管。
不锈钢。
技术交货条件EN 10088-1:2005 不锈钢。
不锈钢一览EN 10088-4:2009 不锈钢。
建筑用耐腐蚀钢薄板/板材和带材的交货技术条件化学成分:碳?c:≤0.03硅?si:≤1.00锰?mn:≤1.00磷?p:≤0.04硫?s:≤0.015铬?cr:17.5-18.5铌?nb:0.3-1.0钛?ti:0.1-0.6X2CrTiNb18钢(1.4509)的力学性能Rm - 抗拉强度 (MPa) (+A)430-630[R P0.2 0.2% 屈服强度 (MPa) (+A)200-250A - 最小。
断裂伸长率 (%) (+A)18布氏硬度(HB):(+A)200X2CrTiNb18钢(1.4509)的性能抗晶间腐蚀:在交货状态下 - 是;在焊接状态 - 是库存产品系列:GH系列高温合金:GH1016、GH1035、GH1040、GH1131、GH1140、GH2018、GH2036、GH2038、GH2130、GH2135、GH2136、GH2302、GH3030、GH3039、GH3044、GH3128、GH4033、GH4037、GH4043、GH4049、GH4133、GH4145、InconeI903;英科耐尔系列合金:Alloy 600、Alloy 601、Alloy 617、Alloy 625、Alloy 625LCF、Alloy 686、Alloy 690、Alloy 706、Alloy 718、Alloy 718SPF、Alloy 725、Alloy X-750、Alloy 751、Alloy 783、Alloy C-276、Alloy G-3、Alloy HX;蒙乃尔系列合金、Alloy 400、Alloy R-405、Alloy K-500;双相不锈钢:2304、2205、2507、Alloy 255;。
zp4501-95标准
zp4501-95标准ZP4501-95标准是一项与建筑施工相关的国家标准,其目的是为了规范和提高建筑施工的质量和安全性。
本文将会从标准的背景、内容和实施情况等方面进行详细介绍,以便更好地理解该标准的重要性和应用。
ZP4501-95标准是由中国国家标准化委员会制定的,于1995年发布。
该标准是建筑施工领域中的一个重要标准,主要涉及施工材料、施工工艺、施工质量控制等方面的内容,以确保建筑物的质量和安全性。
标准的内容主要分为四个方面:施工准备、施工技术、施工控制和施工质量。
施工准备包括工程前期调查、施工图纸编制、选材和设备采购等工作。
施工技术包括基坑开挖、施工措施、施工方案和施工工艺等内容。
施工控制则包括工程监理、施工进度和质量验收等。
施工质量方面则规定了各项质量标准和验收标准等。
ZP4501-95标准的实施对于提高建筑施工的质量和安全性具有重要意义。
首先,该标准的实施可以提高施工单位的施工水平和技术能力,使施工过程更加规范和科学。
其次,标准的实施可以有效地防止和减少安全事故的发生,保护工人和建筑物的安全。
此外,标准的实施还可以提高建筑施工的效率,加快工程进度,减少工程成本。
然而,在实施标准的过程中还存在一些问题。
首先,部分施工单位对标准缺乏重视,没有严格按照标准进行施工。
其次,由于施工过程中的复杂性和变动性,标准的具体实施可能存在困难和问题。
此外,标准的更新和修订也需要加强,以适应建筑施工行业的发展和变化。
为了更好地实施ZP4501-95标准,需要采取一系列的措施。
首先,需要加强对标准的宣传和培训,提高施工单位和从业人员的标准意识和技能水平。
其次,要加强对标准实施情况的监督和检查,及时发现和解决问题,确保标准的有效实施。
此外,还需要不断完善和更新标准,以适应不断发展的建筑施工行业。
总之,ZP4501-95标准是一项重要的建筑施工标准,其实施对于提高建筑施工质量和安全性具有重要意义。
然而,标准的实施还存在一些问题,需要加强宣传、培训和监督等方面的工作。
q450材质标准
q450材质标准
Q450是一种常见的无人机机架材质,一般指的是使用玻璃纤
维增强塑料制造的机架。
由于无人机使用领域广泛,因此没有特定的Q450材质标准。
不过,一般来说,Q450机架的材质
应该具备以下特点:
1.耐用性:材料应该具备足够的强度和耐用性,能够承受飞行
过程中的冲击和振动。
2.轻量化:材料应该足够轻巧,以保持整个无人机的重量较低,提高飞行性能和效率。
3.易加工性:材料应该容易加工成所需的机架形状,并可以进
行必要的改装和修理。
4.耐温性:材料应该具备一定的耐高温和耐低温性能,以适应
不同环境下的飞行需求。
当然,具体的Q450机架材质标准还会受到不同制造商的影响,他们可能有自己的特定要求和品牌特色。
因此,在选择机架时,建议参考相关生产商提供的产品规格和材料信息。
汽车吊地耐力要求

安装地耐力标准
根据汽车吊的型号和重量,对地耐力有不同的 要求。
大型汽车吊要求的地耐力较高,而小型汽车吊 则要求较低。
不同厂家和不同型号的汽车吊对地耐力的要求 也有所不同。
安装地耐力计算方法
根据汽车吊的重量和型号,计算所需的地面承载能 力。
考虑汽车吊可能产生的最大重量和力矩,确保地面 能够承受这些载荷。
03
基础地耐力不足的影响
01
如果汽车吊的基础地耐力不足 ,耐力不足会影响汽车吊的使 用寿命和安全性,增加维护和 修理成本。
03
地耐力不足还可能对周围环境 和建筑物造成影响,引发安全 事故。
02
汽车吊使用地耐力要求
Chapter
使用地耐力标准
1
根据汽车吊的型号和重量,对使用地耐力有不 同的标准要求。
02
对基础进行加固
在安装和拆卸过程中,可能需要 对基础进行加固,以确保其能够 承受相应的载荷。
03
检查周围环境
在安装和拆卸过程中,需要检查 周围环境,包括障碍物、地下管 线等,以确保安全性和稳定性。
THANKS
感谢观看
维护地耐力不足的影响
01
02
03
地耐力不足会导致汽车吊出现倾斜、 翻倒等安全事故。
地耐力不足还会缩短汽车吊的使用寿 命,增加维修和更换零部件的频率。
地耐力不足会影响汽车吊的操作性能 和使用效果。
05
汽车吊地耐力要求的应用
Chapter
地耐力要求在汽车吊设计中的应用
了解土壤力学
汽车吊设计人员需要了解土壤力学,以便对地耐力进行准确的 计算和设计。
保持汽车吊维护良好
为了保持汽车吊的安全性和稳定性,需要定期进行维护保养,包 括润滑、检查液压系统、钢丝绳等。
qb t4509执行标准

qb t4509执行标准qb t4509执行标准是指针对qb t4509这一产品制定的执行标准,旨在规范产品的生产、质量控制、安全性能等方面的要求,以确保产品的质量和安全性能达到国家标准要求。
qb t4509执行标准的制定和执行对于保障消费者权益,维护市场秩序,促进产品质量提升具有重要意义。
首先,qb t4509执行标准对产品的生产工艺、原材料、生产设备等方面提出了具体要求。
生产企业需要按照标准规定的工艺流程进行生产,确保产品在生产过程中不受到污染或损坏,同时对原材料的选择和使用也有严格的要求,以确保产品的质量稳定性和安全性能。
此外,生产设备的选用和维护也是执行标准的重点内容,企业需要保证生产设备的正常运转,以确保产品的质量和安全性能。
其次,qb t4509执行标准对产品的质量控制提出了明确要求。
从原材料采购到成品出厂,整个生产过程都需要进行严格的质量控制,包括原材料的检验、生产过程的监控、成品的检测等环节。
只有确保每一个环节都符合标准要求,才能保证产品的质量稳定性和安全性能。
另外,qb t4509执行标准还对产品的安全性能提出了具体要求。
产品在设计和生产过程中需要考虑到安全性能的要求,确保产品在正常使用过程中不会对消费者造成伤害。
此外,产品在使用过程中可能出现的安全隐患也需要在执行标准中进行详细规定,以确保产品的安全性能达到国家标准要求。
总的来说,qb t4509执行标准的制定和执行对于保障产品质量和消费者安全具有重要意义。
企业需要严格按照执行标准的要求进行生产和质量控制,确保产品的质量和安全性能达到国家标准要求。
消费者在购买和使用产品时,也需要关注产品是否符合qb t4509执行标准的要求,以确保自身的权益和安全。
只有通过严格执行执行标准,才能保障产品质量和消费者安全,促进行业的健康发展。
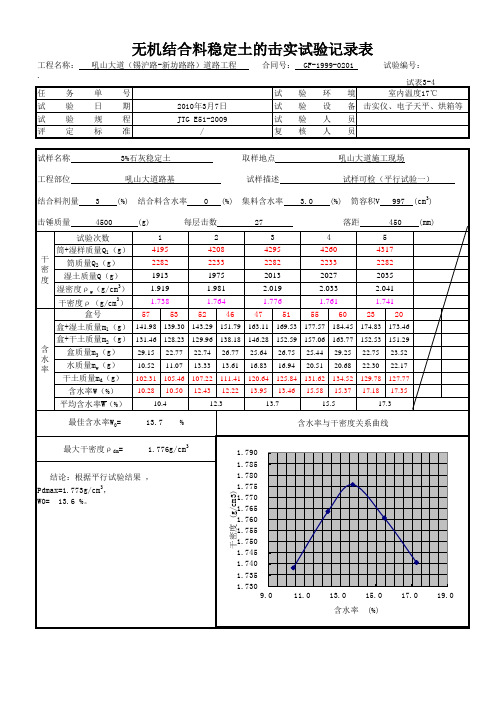
灰土击实试验
9.0
11.0
13.0 15.0 17.0 含水率 (%) 含水量W
19.0 (%)
编号:
.
试表3-4 温度17℃
子天平、烘箱等
场 .
试验一) (cm3) (mm) 6 4516 2557 1958 1.964 1.964
7
95 117.28 #N/A
19.0
(%)
备 击实仪、电子天平、烘箱等
试样名称 工程部位 结合料剂量 击锤质量
吼山大道施工现场 试样可检(平行试验一) (%) 筒容积V 落距 997 450 5 4317 2282 2035 2.041 (cm3) (mm) 6 4516 2557 1958 1.964 .
每层击数 2 4208 2233 1975 1.981
干 密 度
试验次数 筒+湿样质量Q1(g) 筒质量Q2(g) 湿土质量Q(g) 湿密度ρ w(g/cm )
3 3
1.738 1.764 1.776 1.761 1.741 1.964 干密度ρ (g/cm ) 94 盒号 57 53 52 46 47 51 55 60 23 20 141.98 139.30 143.29 151.79 163.11 169.53 177.57 184.45 174.83 173.46 122.29 盒+湿土质量m1(g) 含 水 率 盒+干土质量m2(g) 131.46 128.23 129.96 138.18 146.28 152.59 157.06 163.77 152.53 151.29 盒质量m3(g) 水质量mw(g) 干土质量md(g) 含水率W(%) 平均含水率W(%) 最佳含水率W0= 最大干密度ρ
23.52 22.17 17.35
DILLIDUR 450V
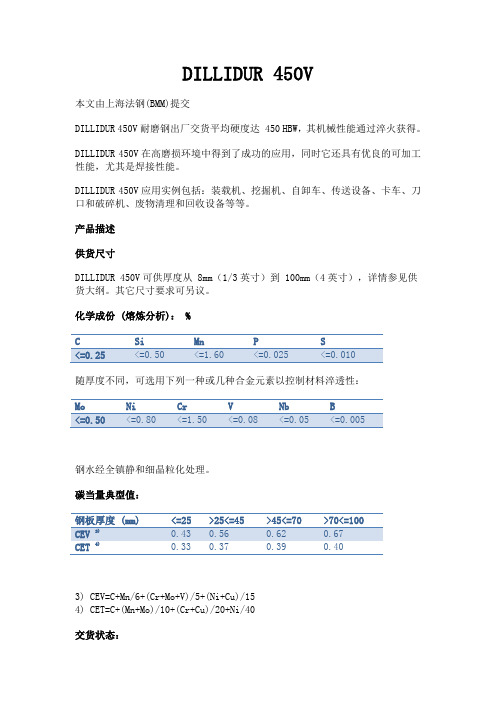
DILLIDUR 450V本文由上海法钢(BMM)提交DILLIDUR 450V耐磨钢出厂交货平均硬度达 450 HBW,其机械性能通过淬火获得。
DILLIDUR 450V在高磨损环境中得到了成功的应用,同时它还具有优良的可加工性能,尤其是焊接性能。
DILLIDUR 450V应用实例包括:装载机、挖掘机、自卸车、传送设备、卡车、刀口和破碎机、废物清理和回收设备等等。
产品描述供货尺寸DILLIDUR 450V可供厚度从 8mm(1/3英寸)到 100mm(4英寸),详情参见供货大纲。
其它尺寸要求可另议。
化学成份 (熔炼分析): %随厚度不同,可选用下列一种或几种合金元素以控制材料淬透性:钢水经全镇静和细晶粒化处理。
碳当量典型值:钢板厚度 (mm) <=25 >25<=45 >45<=70 >70<=100CEV 3)0.43 0.56 0.62 0.67CET 4)0.33 0.37 0.39 0.403) CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/154) CET=C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40交货状态:控温水淬交货状态机械性能硬度室温硬度:420-480HBW。
横向试样室温拉伸试验(20MM(0.8英寸)厚钢板典型值):抗拉强度:1500N/mm2 (220ksi)屈服点:1200N/mm2 (175ksi)延伸率:11%(1o=5.65√So)纵向试样V缺口冲击试验(20MM(0.8英寸)厚钢板典型值):韧性:-20°C(-4°F),30J(22ft·lbf)横向试样弯曲试验(30MM(1.2英寸)厚钢板典型值):可成型性:弯芯半径>=3.0x试样厚度折弯角180°试验表面布氏硬度每炉测试一次(40t)。
钢板标识标识至少包括:·工厂商标·钢种(DILLIDUR 450V)·炉号·板号钢板上印有DILLIDUR 450V字样。
布氏硬度HB洛氏硬度HR知识及对照表汇编
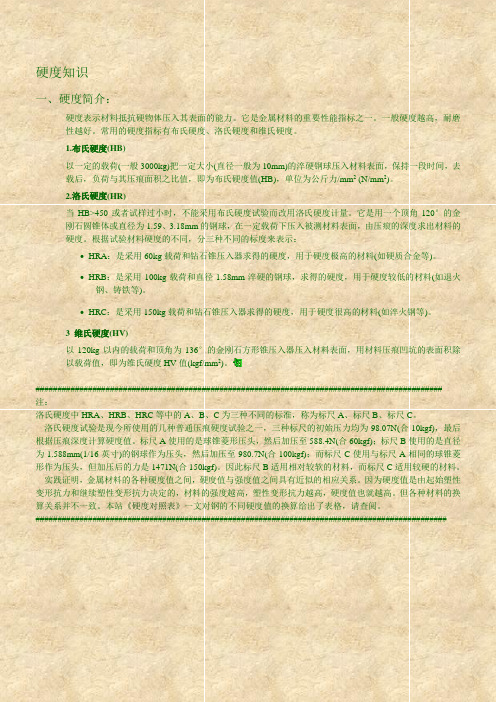
硬度知识一、硬度简介:硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
1.布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
2.洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:•HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
•HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
•HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3 维氏硬度(HV)以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度HV值(kgf/mm2)。
#############################################################################################注:洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C4509塔式起重机
基
础
技
术
资
料
山西省工程机械厂建筑机械分厂
地址:太原市恒山路51号
电话:(0351)3134453、3135065
传真:(0351)3134418
邮编:030003
C4509塔机基础浇注技术要求
1、按提供的塔机基础图开挖地基,基础地面须夯实处理,应能承受不
低于150KPa的压力
2、按图纸制作基础钢筋网
3、在基础节上穿上地脚螺栓,拧上螺母,每个地脚螺栓下横穿一根
φ22长750mm的圆钢(或钢筋)
4、以基础节上平面为基准,测量其水平度,水平度误差≤1mm
5、用细铅丝将地脚螺栓与钢筋固定,防止浇注砼时地脚螺栓倾斜,同
时用塑料布捆扎露在地面的螺栓头部,防止溅上水泥
(注意:地脚螺栓为特殊材质,
禁止使用焊接方法固定)
6、砼标号不低于C30,钢筋基础总重量不小于69t
7、预埋螺栓为M36螺栓,强度级别不小于8.8级其预紧力矩必须达到
1.8KN.m
8、设置可靠的接地装置,接地电阻不大于4Ω
9、浇注后对地基进行养护。
附图一、固定式基础示意图(0.15Mpa地耐力)
附图二、钢筋砼基础简图(0.15Mpa地耐力)。