CNC自动绕线机控制器说明介绍模板之令狐文艳创作
全自动绕线机操作说明

全自动绕线机操作说明一、简介全自动绕线机是一种用于电子元器件生产中的自动化设备,主要用于快速、高效地完成线缆的绕制工作。
本操作说明将详细介绍全自动绕线机的基本操作流程,帮助操作人员正确使用该设备,提高生产效率。
二、安全注意事项1. 在操作绕线机之前,请确保操作人员已经接受过相关培训,了解机器的基本原理和操作方法。
2. 在操作绕线机过程中,严禁将手指或其他物品伸入机器内部,以免发生意外伤害。
3. 确保绕线机周围环境清洁整齐,避免堆积杂物和易燃物品。
4. 绕线机在运行时产生的旋转部件可能存在危险,请确保周围没有松动的衣物或长发等,以免被卷入。
三、操作步骤1. 开机准备a. 确保绕线机连接正常并通电。
b. 检查绕线机的供电线路和开关是否正常。
c. 打开机器,待其自检完成后,屏幕会显示操作界面。
2. 准备线材a. 根据具体要求,选择合适的线材,并确保其质量良好。
b. 将线材端头剥离一段,以便后续操作。
3. 调整参数a. 根据需要,设置绕线机的各项参数,如绕线速度、绕制张力和轴向移动距离等。
b. 确保参数设置符合产品要求,并根据需要进行微调。
4. 启动绕线a. 将线材端头穿入绕线机的引线孔中,并通过轮盘或导向装置,将线材引导到合适的位置。
b. 调整绕线机的工作模式,选择合适的绕线方式(如绕圈、绕柱等)。
c. 按下启动按钮,绕线机开始工作。
d. 观察绕线过程中的绕线效果,确保绕线质量良好。
5. 结束绕线a. 当需要绕线的长度或次数达到要求时,及时停机。
b. 关闭绕线机,并进行清洁,确保设备的卫生和正常运行。
c. 将绕好的线材整理妥善。
6. 故障排除a. 在使用绕线机过程中,如果发生故障或异常情况,请立即停机,并排查故障原因。
b. 根据绕线机的使用手册,按照说明书进行故障排除。
c. 如无法自行解决,及时联系维修人员进行维修。
四、维护保养1. 定期进行绕线机的内部清洁工作,以便保持设备的正常运行。
2. 检查机器润滑油的使用情况,如有需要,及时添加或更换。
CNC自动绕线机控制器说明书精编版

C N C自动绕线机控制器说明书公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-CNC自动绕线机控制器说明书控制器说明书说明书CNC210-S(简要版)控制面板Key pads按键[ 0]~[9]用来输入数字[步序设定] :打开程序设置界面[产量设定] :设置目标产量[起始步序] :设置开始步序[结束步序] :设置结束步序[资料选择] :打开不同程序界面,以做设置[排线方向] :设置排线杆排线方向[绕线方向] :设置绕线的正反向[两端停车] :排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位] :绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动] :灯亮时说明不需按启动键,程序会自动启动[━] : 调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除] :调机时,将参数清除的按键[复制] :调机时,复制上一步的参数[输入] :将参数输入并记忆[转速] :将显示在转速和产量之间轮换[归零] :按住2秒钟,产量数变为0[自动] :启动功能在自动和手动间转换[煞车] :当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段] :跳入下一段绕线程序[退段] :退入上一段绕线程序[复归] :任何时候,按此键将终止当下的程序并回到待机状态[停车] :暂停绕线[启动] :启动绕线或在绕线中暂停绕线数字显示段落显示:显示现在绕线的段落号资料显示:调机时,用来显示程序的内容.绕线或待机时,显示已绕圈数或排线杆的位置产量显示:显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1.设置绕线参数MEMORYRANGE SELECTION·设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可·设置结束步序待机状态下按【结束步序】【0-999】【输入】譬如,欲设第四段为结束段。
CNC200A绕线机说明书
目录1.前言 (2)2.主要特征 (2)3.面板说明 (3)4.编辑绕线资料 (5)5.绕线方式选择 (6)6.执行绕线功能 (7)7.装机设定 (8)8.安装与接线 (10)9.简易保养及故障排除 (13)1.前言CNC-200A是本公司新开发的一款绕线机控制器,由于控制机能完整,广为绕线业界所爱用,已成为绕线机的标准配备。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用FLASH ROM,容量大,可储存1000步序之绕线资料,每一步序可分别设定9种绕线资料,5种功能选择,切断电源后绕线资料不会流失。
◆可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆绕线轴提供100段绕线速度选择,每一步序的高速及低速可分别设定。
◆绕线轴提供100段加速斜率选择,使绕线轴运转更为流畅。
◆计数分辨率高,可达0.05圈。
◆排线轴步进马达驱动器以定电流驱动,提供高速度、高扭力、高精度之定位。
◆排线轴位置可以用教导或按键设定,资料显示窗可以显示排线轴当前位置。
◆排线轴提供99段定位速度选择。
◆排线轴位移单位设置范围广,适用各类规格的螺杆。
◆具有断电记忆功能,绕线过程中突然断电,可记录当前的状态、参数并保存,待上电,启动继续绕制产品,减少原材料浪费。
◆一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强,可直接替代同类型控制器。
◆电源可分AC 100~120V及220V~240V等机种供选择。
3. 面板说明3.1.电源:附有指示灯之电源开关,管制本控制器之AC 电源。
3.2.按键,用来输入数值之用。
:用来进入或离开资料设定状态。
:用来设定目标产量。
:用来指定记忆体起始步序。
:用来指定记忆体结束步序。
:编辑时,选择资料项目;操作时,切换显示总圈数或排线杆位置。
CNC及雕刻机常用G代码之令狐文艳创作
G代码令狐文艳代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G10------数据设置G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点) G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
绕线机说明书CNC-210EXD

绕线机说明书CNC-210EXDCNC-210EXD使用手冊 F-6681版本DOC NO:010503 Page 1 of 15 目錄1.2.3.4.5.6.7.8.9.前言 (2)主要特性 (2)面板說明 (3)編輯繞線資料.............................................................4 繞線方式選擇.............................................................6 執行繞線功能.............................................................8 裝機設定....................................................................9 安裝與接線...............................................................12 簡易保養及故障排除 (14)1. 前言CNC-210S 是本公司所發展出的㆒系列繞線機控制器,由於控制機能完整,廣為繞線業界所愛用,因此CNC-210S幾乎已成為繞線機的標準配備。
本公司為追求 CNC-210S 控制器機能的更加提升,特別針對各方客戶的不同須求及寶貴意見,開發完成新的CNC-210EXD外接驅動器專用機型,以取代原有之外接型控制器。
此新機型採用更精密且功能更強大的單晶片微處理器,不但保留了與原機型相容之操作方式及所有功能,更提升了控制器之運轉效率及介面擴充能力,可依不同運用場合及客戶之需求提供更有彈性的功能修改,使用範圍更為廣泛。
CNC-210EXD 系列依內部驅動迴路的有無分為 CNC-210EXD1 外接㆒型, CNC-210EXD2 外接㆓型等機種,以供不同使用場合選用。
绕线机说明书CNC-210EXD
绕线机说明书CNC-210EXDCNC-210EXD使用手冊 F-6681版本DOC NO:010503 Page 1 of 15 目錄1.2.3.4.5.6.7.8.9.前言 (2)主要特性 (2)面板說明 (3)編輯繞線資料.............................................................4 繞線方式選擇.............................................................6 執行繞線功能.............................................................8 裝機設定....................................................................9 安裝與接線...............................................................12 簡易保養及故障排除 (14)1. 前言CNC-210S 是本公司所發展出的㆒系列繞線機控制器,由於控制機能完整,廣為繞線業界所愛用,因此CNC-210S幾乎已成為繞線機的標準配備。
本公司為追求 CNC-210S 控制器機能的更加提升,特別針對各方客戶的不同須求及寶貴意見,開發完成新的CNC-210EXD外接驅動器專用機型,以取代原有之外接型控制器。
此新機型採用更精密且功能更強大的單晶片微處理器,不但保留了與原機型相容之操作方式及所有功能,更提升了控制器之運轉效率及介面擴充能力,可依不同運用場合及客戶之需求提供更有彈性的功能修改,使用範圍更為廣泛。
CNC-210EXD 系列依內部驅動迴路的有無分為 CNC-210EXD1 外接㆒型, CNC-210EXD2 外接㆓型等機種,以供不同使用場合選用。
最新CNC自动绕线机控制器说明书资料

CNC自动绕线机控制器说明书CNC自动绕线机控制器说明书说明书CNC210-S(简要版)控制面板Key pads按键[ 0]~[9] 用来输入数字[步序设定] :打开程序设置界面[产量设定] : 设置目标产量[起始步序] : 设置开始步序[结束步序] : 设置结束步序[资料选择] : 打开不同程序界面,以做设置[排线方向] : 设置排线杆排线方向[绕线方向] : 设置绕线的正反向[两端停车] : 排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位] : 绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动] : 灯亮时说明不需按启动键,程序会自动启动[━] : 调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除] : 调机时,将参数清除的按键[复制] : 调机时,复制上一步的参数[输入] : 将参数输入并记忆[转速] : 将显示在转速和产量之间轮换[归零] : 按住2秒钟,产量数变为0[自动] : 启动功能在自动和手动间转换[煞车] : 当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段] : 跳入下一段绕线程序[退段] : 退入上一段绕线程序[复归] : 任何时候,按此键将终止当下的程序并回到待机状态[停车] : 暂停绕线[启动] : 启动绕线或在绕线中暂停绕线数字显示段落显示: 显示现在绕线的段落号资料显示: 调机时,用来显示程序的内容.绕线或待机时, 显示已绕圈数或排线杆的位置产量显示: 显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1. 设置绕线参数1.1 MEMORYRANGE SELECTION·设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可·设置结束步序待机状态下按【结束步序】【0-999】【输入】譬如,欲设第四段为结束段。
wonder auto cnc220H绕线机控制器使用说明

wonder auto cnc220H绕线机控制器使用说明
控制面板
Key pads
按键[0]~[9]用来输入数字
[步序设定]:打开程序设置界面
[产量设定]:设置目标产量
[起始步序]:设置开始步序
[结束步序]:设置结束步序
[资料选择]:打开不同程序界面,以做设置
[排线方向]:设置排线杆排线方向
[绕线方向]:设置绕线的正反向
[两端停车]:排线到端面时暂停,方便检查起绕点和幅宽设置的准确性
[自动复位]:绕完当下的步序后,排线杆自动进入下一程序的起绕点
[自动启动]:灯亮时说明不需按启动键,程序会自动启动
[一]:调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会
闪烁,按下新设定的数字再按输入键,新的参数就被设置
[清除]:调机时,将参数清除的按键
[复制]:调机时,复制上一步的参数
[输入]:将参数输入并记忆
[转速]:将显示在转速和产量之间轮换
[归零]:按住2秒钟,产量数变为0
[自动]:启动功能在自动和手动间转换
[煞车]:当绕线轴停止时,刹车器即启动将绕线轴刹住
[跳段]:跳入下一段绕线程序
[退段]:退入上一段绕线程序
[复归]:任何时候,按此键将终止当下的程序并回到待机状态[停车]:暂停绕线
[启动]:启动绕线或在绕线中暂停绕线。
CNC自动绕线机控制器说明书

CNC自动绕线机控制器说明书CNC自动绕线机控制器说明书说明书CNC210-S(简要版)控制面板Keypads按键[0]~[9]用来输入数字[步序设定]:打开程序设置界面[产量设定]:设置目标产量[起始步序]:设置开始步序[结束步序]:设置结束步序[资料选择]:打开不同程序界面,以做设置[排线方向]:设置排线杆排线方向[绕线方向]:设置绕线的正反向[两端停车]:排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位]:绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动]:灯亮时说明不需按启动键,程序会自动启动[━]:调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除]:调机时,将参数清除的按键[复制]:调机时,复制上一步的参数[输入]:将参数输入并记忆[转速]:将显示在转速和产量之间轮换[归零]:按住2秒钟,产量数变为0[自动]:启动功能在自动和手动间转换[煞车]:当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段]:跳入下一段绕线程序[退段]:退入上一段绕线程序[复归]:任何时候,按此键将终止当下的程序并回到待机状态[停车]:暂停绕线[启动]:启动绕线或在绕线中暂停绕线数字显示段落显示:显示现在绕线的段落号资料显示:调机时,用来显示程序的内容.绕线或待机时,显示已绕圈数或排线杆的位置产量显示:显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1.设置绕线参数1.1MEMORYRANGESELECTION·设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可·设置结束步序待机状态下按【结束步序】【0-999】【输入】譬如,欲设第四段为结束段。
按【结束步序】【4】【输入】即可*注意:起始步序必须小于结束步序!1.2设置起绕点或幅宽时使用的“教导式”点按【跳段】按键,可使排线杆向外微动,点按【退段】按键,可使排线杆向内微动。
CNC200A绕线机使用说明.docx
* *目录1 .前言 (2)2 .主要特征 (2)3 .面板说明 (3)4 .编辑绕线资料 (5)5 .绕线方式选择 (6)6 .执行绕线功能 (9)7 .装机设定 (10)8 .安装与接线 (12)9 .简易保养及故障排除 (16)* *1 .前言CNC-200A是本公司新开发的一款绕线机控制器,由于控制机能完整,广为绕线业界所爱用,已成为绕线机的标准配备。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2 .主要特征◆ 采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用 FLASH ROM ,容量大,可储存 1000 步序之绕线资料,每一步序可分别设定9种绕线资料, 5 种功能选择,切断电源后绕线资料不会流失。
◆ 可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆绕线轴提供 100 段绕线速度选择,每一步序的高速及低速可分别设定。
◆绕线轴提供 100 段加速斜率选择,使绕线轴运转更为流畅。
◆计数分辨率高,可达0.05 圈。
◆ 排线轴步进马达驱动器以定电流驱动,提供高速度、高扭力、高精度之定位。
◆ 排线轴位置可以用教导或按键设定,资料显示窗可以显示排线轴当前位置。
◆排线轴提供 99 段定位速度选择。
◆ 排线轴位移单位设置范围广,适用各类规格的螺杆。
* *◆ 具有断电记忆功能,绕线过程中突然断电,可记录当前的状态、参数并保存,待上电,启动继续绕制产品,减少原材料浪费。
◆ 一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强 ,可直接替代同类型控制器。
◆电源可分 AC 100 ~ 120V 及 220V ~240V 等机种供选择。
3 .面板说明待機定位起繞點總圈數高速運轉超速幅寬起繞慢車低速慢車連線線俓停止慢車後退資料起始選擇步序排線結束方向步序步序轉速産量完成繞線自動方向歸位轉速歸零兩端自動停車啓動789步序設定456産量電源設定123―0清除COPY輸入自動煞車跳段退段復歸停車啓動3.1 .电源:附有指示灯之电源开关,管制本控制器之AC 电源。
CNC绕线机操作说明
CNC绕线机操作说明
一、仪器操作
1、程序设置由专业人员或经过专门培训的操作人员设置。
(具体设置见说明书。
)
2、要测试的参数或测试条件根据作业指导书。
二、注意事项
1、确保绕线机正确接地,以防感应电流窜入控制电路影响绕线机运行,有效防止触电事件的发生。
2、安置绕线机的工作台面或地面必须稳固、可靠,以防震动、跌落等情况发生。
3、不要靠近热源、磁源、振动源等。
4、不要超出许可范围使用绕线机,如超大线径和超高速等。
5、绕线机高速运转时严禁接触运动部件,无保护的接触会导致难以预料的后果。
绕线中注意头发不要卷入到绕线轴中发生意外,绕线工位头发要用发夹将头发夹起来或者是留短头发,不允许披头发。
6、不是设备维护工程师严禁拆卸绕线机上的任意部件,机械部件的松动会使绕线机不稳定工作,导致产品的合格率降低,严重可能导致零件高速甩出,十分危险。
电气部件的松动轻则机器工作不良,重则有触电危险,甚至导致火灾。
7、夹具安装应保证螺钉到位,骨架安装时保证贴合到位,挂线是保证引出线不会干扰后续的绕线动作。
四川切诺基电子科技有限公司。
CNC200A绕线机说明书

目录1.前言 (1)2.主要特征 (1)3.面板说明 (2)4.编辑绕线资料 (4)5.绕线方式选择 (5)6.执行绕线功能 (6)7.装机设定 (7)8.安装与接线 (9)9.简易保养及故障排除 (12)1.前言CNC-200A是本公司新开发的一款绕线机控制器,由于控制机能完整,广为绕线业界所爱用,已成为绕线机的标准配备。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用FLASH ROM,容量大,可储存1000步序之绕线资料,每一步序可分别设定9种绕线资料,5种功能选择,切断电源后绕线资料不会流失。
◆可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆绕线轴提供100段绕线速度选择,每一步序的高速及低速可分别设定。
◆绕线轴提供100段加速斜率选择,使绕线轴运转更为流畅。
◆计数分辨率高,可达0.05圈。
◆排线轴步进马达驱动器以定电流驱动,提供高速度、高扭力、高精度之定位。
◆排线轴位置可以用教导或按键设定,资料显示窗可以显示排线轴当前位置。
◆排线轴提供99段定位速度选择。
◆排线轴位移单位设置范围广,适用各类规格的螺杆。
◆具有断电记忆功能,绕线过程中突然断电,可记录当前的状态、参数并保存,待上电,启动继续绕制产品,减少原材料浪费。
◆一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强,可直接替代同类型控制器。
◆电源可分AC 100~120V及220V~240V等机种供选择。
3. 面板说明動動自啓端車兩停動位自歸線向繞方束序結步線向排方始序起步料擇資選完 成産 量轉 速後 退低 速高 速停止慢車起繞慢車總 圈 數線 俓幅 寬起 繞 點連 線超 速定 位慢 車運 轉待 機02145789步 序設 定6産 量設 定3―清 除COPY輸 入啓 動停 車煞 車復 歸退 段跳 段歸 零轉 速自 動電 源步 序3.1.电源:附有指示灯之电源开关,管制本控制器之AC 电源。
CNC自动绕线机控制器说明书精编

C N C自动绕线机控制器说明书精编Lele was written in 2021CNC自动绕线机控制器说明书控制器说明书说明书CNC210-S(简要版)控制面板?Key pads按键[ 0]~[9]用来输入数字[步序设定] :打开程序设置界面[产量设定] :设置目标产量[起始步序] :设置开始步序[结束步序] :设置结束步序[资料选择] :打开不同程序界面,以做设置[排线方向] :设置排线杆排线方向[绕线方向] :设置绕线的正反向[两端停车] :排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位] :绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动] :灯亮时说明不需按启动键,程序会自动启动[━] : 调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除] :调机时,将参数清除的按键[复制] :调机时,复制上一步的参数[输入] :将参数输入并记忆[转速] :将显示在转速和产量之间轮换[归零] :按住2秒钟,产量数变为0[自动] :启动功能在自动和手动间转换[煞车] :当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段] :跳入下一段绕线程序[退段] :退入上一段绕线程序[复归] :任何时候,按此键将终止当下的程序并回到待机状态[停车] :暂停绕线[启动] :启动绕线或在绕线中暂停绕线数字显示段落显示:显示现在绕线的段落号资料显示:调机时,用来显示程序的内容.绕线或待机时,显示已绕圈数或排线杆的位置产量显示:显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1.设置绕线参数MEMORYRANGE SELECTION·设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可·设置结束步序待机状态下按【结束步序】【0-999】【输入】譬如,欲设第四段为结束段。
自动绕线机设备操作说明书
動。起繞點﹕排線杆起始位點位置﹐這個位置是從排線杆原點算起的距離。幅寬﹕線材卷繞排線寬
度。
(1)﹑起繞點設定[0~999.99]﹕按下”輸入”鍵之後﹐步序顯示之前所設定之起繞步序。起繞點燈號即亮
起﹐表示現處於繞線資料編輯狀態﹐資料顯示器上顯示目前起繞點之設定值。
前總圈數之設定值﹐輸入所需的圈數后﹐按輸入鍵完成圈數值設定。
5﹑任何資料的輸入及選擇設定改變後﹐一定要按輸入鍵才算設定完成。編輯完成時﹐再按一次
輸入鍵即可脫離編輯狀態﹐回至待機狀態。
<二>﹑實際作業方法
1﹑插上電源插頭[220V]﹐把電源開關切換至ON(此時繞線機會作自動復歸動作)。
2﹑檢查繞線機各部件是否正常工作。
自動繞線機設備操作說明書
設備名稱
繞線機
設備功能
自動繞線
文件編號
設備型號
廠商
版本
A0
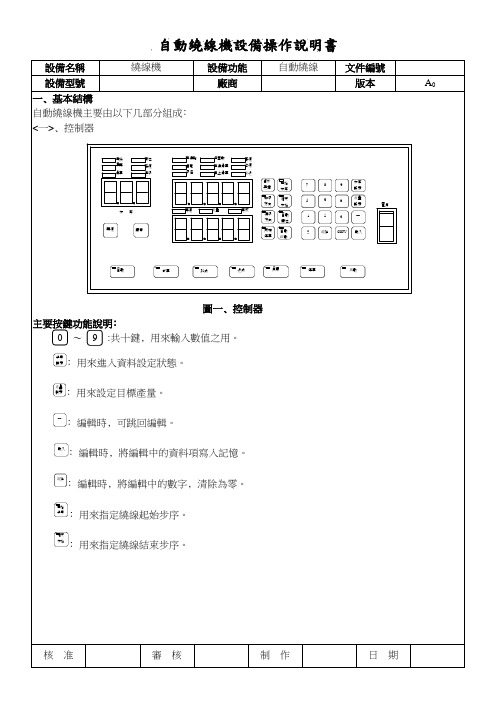
一﹑基本結構
自動繞線機主要由以下几部分組成﹕
<一>﹑控制器
圖一﹑控制器
主要按鍵功能說明﹕
0~9 :共十鍵﹐用來輸入數值之用。
﹕用來進入資料設定狀態。
﹕用來設定目標產量。
﹕編輯時﹐可跳回編輯。
﹕編輯時﹐將編輯中的資料項寫入記憶。
﹕編輯時﹐用來指定該步序﹐是否要有移至幅寬兩端停車功能。
﹕編輯時﹐用來指定執行至該步序時﹐排線杆是否要自動移至起繞位置﹐或按 后才移到起繞位置。
﹕編輯時﹐用來指定執行至該步序時﹐是否要自動啟動繞線或按 後才開始繞線。
﹕轉速與產量顯示切換。
﹕產量計數器清除為零。
﹕自動循環選擇鍵。
CNC200A绕线机说明书(分享借鉴)
CNC200A绕线机说明书(分享借鉴)目录1.前言 (2)2.主要特征 (2)3.面板说明 (2)4.编辑绕线资料 (4)5.绕线方式选择 (5)6.执行绕线功能 (7)7.装机设定 (8)8.安装与接线 (10)9.简易保养及故障排除 (13)1.前言CNC-200A 是本公司新开发的一款绕线机控制器,由于控制机能完整,广为绕线业界所爱用,已成为绕线机的标准配备。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆ 采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆ 记忆体使用FLASH ROM ,容量大,可储存1000步序之绕线资料,每一步序可分别设定9种绕线资料,5种功能选择,切断电源后绕线资料不会流失。
◆ 可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆ 绕线轴提供100段绕线速度选择,每一步序的高速及低速可分别设定。
◆ 绕线轴提供100段加速斜率选择,使绕线轴运转更为流畅。
◆ 计数分辨率高,可达0.05圈。
◆ 排线轴步进马达驱动器以定电流驱动,提供高速度、高扭力、高精度之定位。
◆ 排线轴位置可以用教导或按键设定,资料显示窗可以显示排线轴当前位置。
◆ 排线轴提供99段定位速度选择。
◆ 排线轴位移单位设置范围广,适用各类规格的螺杆。
◆ 具有断电记忆功能,绕线过程中突然断电,可记录当前的状态、参数并保存,待上电,启动继续绕制产品,减少原材料浪费。
◆ 一组编辑密码设定,以防止设定资料被任意更改。
◆ 兼容性强,可直接替代同类型控制器。
◆ 电源可分AC 100~120V 及220V ~240V 等机种供选择。
3.面板说明動動自啓端車兩停動位自歸線向繞方束序結步線向排方始序起步料擇資選完成産量轉速後退低速高速停止慢車起繞慢車總圈數線俓幅寬起繞點連線超速定位慢車運轉待機02145789步序設定6産量設定3―清除COPY輸入啓動停車煞車復歸退段跳段歸零轉速自動電源步序3.1.电源:附有指示灯之电源开关,管制本控制器之AC 电源。
CNC自动绕线机控制器说明书精编版

CNC自动绕线机控制器说明书公司内部编号:(GOOD・TMMT・MMUT・UUPTY・UUYY・DTTI・CNC自动绕线机控制器说明书控制器说明书说明书CNC210-S(简要版)控制面板Key PadS按键[0]〜[9]用来输入数字[步序设定]:打开程序设置界面[产量设定]:设置目标产量[起始步序]:设置开始步序[结束步序]:设置结束步序[资料选择]:打开不同程序界面,以做设置[排线方向]:设置排线杆排线方向[绕线方向]:设置绕线的正反向[两端停车]:排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位]:绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动]:灯亮时说明不需按启动键,程序会自动启动[一]:调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除]:调机时,将参数清除的按键[复制]:调机时,复制上一步的参数[输入]:将参数输入并记忆[转速]:将显示在转速和产量之间轮换[归零]:按住2秒钟,产量数变为O[自动]:启动功能在自动和手动间转换[煞车]:当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段]:跳入下一段绕线程序[退段]:退入上一段绕线程序[复归]:任何时候,按此键将终止当下的程序并回到待机状态[停车]:暂停绕线[启动]:启动绕线或在绕线中暂停绕线数字显示段落显示:显示现在绕线的段落号资料显示:调机时,用來显示程序的内容.绕线或待机时,显示已绕圈数或排线杆的位置产量显示:显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1.设置绕线参数MEMORYRANGE SELECTlON・设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可・设置结束步序待机状态下按【结束步序】【0-999]【输入】譬如,欲设第四段为结束段。
CNC绕线机操作说明

步序 设定
步序设定显示器
步序
按键,此时步序显示器会显示
步序
,同时
起绕点指示灯
步序设定显示器
也会亮起,在
步序资料显示器里输入数字就可以
步序资料设定显示器
了.例如:
输入72.40mm,此时为排线杆向外移动
8
正确的装机设定为:
方法及注意事项
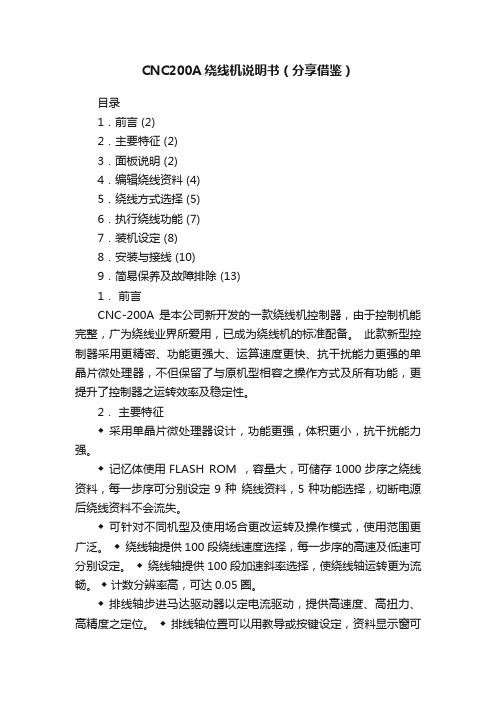
1)包端控圈数说明: 1.起头位置依照作业指导书。 2.5Ts 2.包端控胶带时,层叠整齐,错位不超过端控宽 1.5Ts 0.5Ts 度5%。起头收尾重叠0.1-0.2为一圈,如图示 包端控圈数说明。当线包大时0.8-1.0为一圈。 骨架 3.包胶纸时,起头收尾重叠5-10mm为一圈,如图 示包胶纸圈数说明。 4.配线时,起头收尾对接为一圈,如图示配线 圈数说明。 2)包胶纸圈数说明: 5.包端控,胶带,配线圈数要正确。 2.5Ts 6.逆时针绕线,从轴上面挂起线,轴上面挂收线 1.5Ts 0.5Ts 时,机器设置圈数与《 作业指导书》要求圈 数一致。 骨架 7.逆时针绕线,从轴上面挂起线,轴下面拉回挂 收线时,机器设置圈数比《 作业指导书》要 求圈数多设置一圈。 8.顺时针绕线,从轴下面拉上挂起线,轴上面拉 3)配线圈数说明: 回挂收线时,机器设置圈数比《 作业指导书》 要求圈数少设置一圈。 2.5Ts 1.5Ts 9.顺时针绕线,从轴下面拉上挂起线,轴下面拉 0.5Ts 回挂收线时,机器设置圈数与《 作业指导书》 针脚 要求圈数相同。 9.设定起始,停止慢车,高速,低速依实际上情 况设定。
步序 转速 产量 完成
排线 方向 绕线 方向 两端 停车
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CNC自动绕线机控制器说明书令狐文艳CNC自动绕线机控制器说明书说明书CNC210-S(简要版)控制面板Key pads按键[ 0]~[9] 用来输入数字[步序设定] :打开程序设置界面[产量设定] : 设置目标产量[起始步序] : 设置开始步序[结束步序] : 设置结束步序[资料选择] : 打开不同程序界面,以做设置[排线方向] : 设置排线杆排线方向[绕线方向] : 设置绕线的正反向[两端停车] : 排线到端面时暂停,方便检查起绕点和幅宽设置的准确性[自动复位] : 绕完当下的步序后,排线杆自动进入下一程序的起绕点[自动启动] : 灯亮时说明不需按启动键,程序会自动启动[━] : 调机时,如要改变原有的参数,必须先按下此键。
此时被调的参数会闪烁,按下新设定的数字再按输入键,新的参数就被设置[清除] : 调机时,将参数清除的按键[复制] : 调机时,复制上一步的参数[输入] : 将参数输入并记忆[转速] : 将显示在转速和产量之间轮换[归零] : 按住2秒钟,产量数变为0[自动] : 启动功能在自动和手动间转换[煞车] : 当绕线轴停止时,刹车器即启动将绕线轴刹住[跳段] : 跳入下一段绕线程序[退段] : 退入上一段绕线程序[复归] : 任何时候,按此键将终止当下的程序并回到待机状态[停车] : 暂停绕线[启动] : 启动绕线或在绕线中暂停绕线数字显示段落显示: 显示现在绕线的段落号资料显示: 调机时,用来显示程序的内容.绕线或待机时, 显示已绕圈数或排线杆的位置产量显示: 显示产量或转速其他面板上的LED灯,点亮时显示该功能正在起效,否则,熄灭时则该功能不生效。
1. 设置绕线参数1.1 MEMORYRANGE SELECTION·设置起始步序:待机状态下按【起始步序】【0-999】【输入】譬如,欲设第二段为起始段。
按【起始步序】【2】【输入】即可·设置结束步序待机状态下按【结束步序】【0-999】【输入】譬如,欲设第四段为结束段。
按【结束步序】【4】【输入】即可* 注意:起始步序必须小于结束步序!1.2 设置起绕点或幅宽时使用的“教导式”点按【跳段】按键,可使排线杆向外微动,点按【退段】按键,可使排线杆向内微动。
按住约2秒可使排线杆快动。
目测准确后按【输入】即可1.3 绕线设置·依次按【步序设定】【输入】即进入绕线资料设置界面,面板上“起绕点”的LED亮起。
按入数字,即起绕点的位置。
也可用上市的{教导式}调整。
调好后按【输入】,自动进入调幅宽的界面。
幅宽的LED亮起。
以此类推,直到调完所有参数又回到“起绕点”。
按【步序设定】回到待机状态。
·【排线方向】【绕线方向】【自动归位】和【自动启动】都必须在绕线资料设置界面设置。
他们相应的LED亮起或者熄灭显示相应功能的有与无1.4 清除所有绕线资料待机状态下,按【步序设定】【清除】【2】【输入】所有储存的绕线资料将被清除,机器恢复到出厂设定。
* 注意:此功能只有在调乱机,出现反常现象时才考虑用。
否则清除了的资料将无法恢复2. 几种特别的绕线设置2.1包胶纸:设“幅宽”为02.2起绕点为上一段的终点:设本段的起绕点为999.99 2.3单层均绕:譬如要求在100mm幅宽上用0.27的线均匀绕100圈。
这时电脑并不需要“知道”线径是多少,因此在输入幅宽100mm和圈数100后,线径设为999.99就可以了。
2.4 精确启动:上段圈数误差大于等于0.5圈,本段将无法启动。
装机设定中第7项设为1时,该功能有效2.5断电记忆:能在突然断电时记住实时绕线数据,重新上电后按【启动】按钮可继续绕完该线圈。
方法:依次按【步序设定】【━】【1】,显示0则该功能无效,显示1为有效。
2.6 如何设置“停止慢车”停止慢车是为了准确停在所设定的圈数上而设置的。
方法是:a. 先设停止慢车为0,看实际超出的圈数。
譬如设定100圈,停止后显示为101.7圈b. 设停止慢车为超圈数加0.1~0.2 这里1.7+0.2=1.9c. 检查是否停准在100圈。
3 有关绕线的几个功能3.1 强制低速:运转时,按住0键2秒钟,转速会转为低速再按一次又恢复高速3.2 圈数和排线杆位置转换:按【资料选择】3.3 微调排线杆:排绕多层线圈时,由于积累误差大,排线杆的位置会逐渐超前或滞后,如不调整就会疏绕或叠线。
这时可暂停,点按【跳段】或【退段】给于调整,然后再启动继续绕下去。
3.4 转速和产量的显示转换:按【转速】键4 装机设定:按【步序设定】【资料选择】【0】面板出现诸如10010120的字样自右至左,每个字的排号为1至8.其含意和调整方法如下:①排线杆限速1 为低速,0为高速0低速时步进马达扭力大,宜绕粗线。
高速宜绕细线②排线杆最小位移:1 表示0.01mm. 2表示为0.02mm 4表示为0.04mm绕线机使用的螺杆和同步轮固定后,此参数也固定了,不可改变!③绕线轴零点:0 为绝对零点计数。
计数总是以绕线轴的0点为准的。
譬如,设定100圈,起绕时绕线轴停在1.2圈处,则绕98.8圈就停了。
1 为相对零点计数。
不管绕线轴从哪个位置起绕,电脑都以该位置为0点计数,绕所设定的圈数。
大多数采用该计数方法。
④两端停车:用于调机时检查起绕点和幅宽是否准确或者绕制多层高精度线圈0 为无此功能1为此功能生效⑤刹车模式:有2种模式,一种是两次刹车。
在到达设定的圈数前先刹车一次。
然后,绕线轴在启动,到达设定圈数时再刹车一次。
因为第二次刚启动,转速还没有升上来,所以第二次刹车可以准确地刹停在设定的圈数上。
另一种是一次刹车。
只能用于直流无刷绕线机上。
因为是采用能耗刹车,所以刹车力与转速成正比例,从开始刹车起,刹车就生效直到停止。
所以用一次刹车,停止慢车要设多一点圈数。
但因它没有刹停又启动的过程刹车比一次刹车快。
因此有利于提高生产效率0为一次刹车1为二次刹车⑥计数单位选择: 可以选择0.1圈为最小单位也可以选择1圈。
0 为0.1圈 1 为1圈⑦精确启动功能:0 为关闭 1 为开启⑧启动模式:0 为只有常闭启动按键才运转,松开即停*注意:只有从CN3接上的脚踏开关才有此功能。
面板上的启动按键是没有这个功能的1 表示启动按键只要按一次就运转,按键松开也没关系。
再按一次才会停止4.1 密码设置:按【步序设定】【资料选择】【2】设置密码是防止有人擅改绕线资料,输入一4位数,以后要重新调机必须按【停止】【4位密码】才行。
否则将显示Err-P4.3 幅宽限制按【步序设定】【资料选择】【3】该项设定是为防止幅宽超过引起螺杆上连接排线杆的连接块撞壁如设999.99则表示取消限制4.4 做多少个产品自动复归数的设定:按【步序设定】【资料选择】【4】为防止产品生产中的误差积累,每做一定数量后机器会自动复归一次以消除误差。
可以将合适的数字输入。
譬如10或20(出厂设定为20)设0则取消自动复归4.5 绕线轴的转速限制:按【步序设定】【资料选择】【5】当设高速为99,线径较细,譬如0.1mm,机器运转的转速就是这台机的限速值。
设定限速后电脑会自动将转速控制在不超速的最大值内设0 表示关闭此功能4.6 刹车持续时间设定:按【步序设定】【资料选择】【6】::可以在0~9.9(秒)之间选择,出厂值是0.3。
但当运转的惯量较大时,譬如4头绕线机,该值应设大一点以防刹车松了后绕线轴冲前。
4.7 排线杆移动速率设定:按【步序设定】【资料选择】【7】由0到9,排线杆由慢到快。
选择的原则是只要不超速,该值越小越好。
在超速发生时将设定加大可以解决,但高速排线将使稳定性变差。
所以要权衡考虑4.8 输出信号种类选择:按【步序设定】【资料选择】【8】::0 为模拟信号,用来配合变频器1 为脉冲信号(对应转速0到MAX.输出0~20KHz,常用来接直流无刷马达的驱动器4.9 绕线轴转速变化速率设定:按【步序设定】【资料选择】【9】:可以在0~9之间选择,0是最快,9最慢。
出厂设定为35 停电绕线资料记忆功能:按【步序设定】【━】【1】当按【步序设定】【━】后,机器进入编辑模式,再按【1】即进入第一项0 为功能关闭 1 为功能开启当功能开启后遇停电,实时绕线资料会储存到电脑中,上电后可以继续绕下去,从而避免了浪费。
在绕制高价产品时应启用该功能。
其余2~9共8项都显示255,表示时空白。
等待客户有新的要求时编写新的程式6 错误信号代码的含意Err-P 密码错误Err-2 排线杆当前位置超出排线杆行程限制点Err-3 绕线中碰到原点Err-4 反向排线时设定的起绕点比幅宽小Err-7 起始步序大于结束步序Err-8设定的起绕点大于排线杆的行程限制点Err-9上一步序圈数误差大于等于0.5圈。