液晶灌注工艺
液晶车间灌晶工序操作培训教程

1-2 前工序流程
插片
PI固烤
摩擦
PR前清洗
PI印刷 TOP印刷
涂感光胶
PI/TOP前清洗
TOP固烤
前烘 脱膜
丝印胶边 丝印银点
胶边预烘 银点预烘
喷粉
曝光 蚀刻
贴合
显影 后烘
热压
1-3 后工序流程
玻璃分割
分片入条
切偏光片
贴偏光片
过压喷码
真空灌晶
LCM邦定
外表丝印 QC检查
整形 封口
COG测试
光台检查
• 注意事项:
– 脱泡起泡严重的液晶, 需不上玻璃先脱泡至无泡状态,注意不可让 液晶溢出灌晶条
– 上玻璃后再次脱泡,脱泡时注意液晶不可沾到液晶口;脱泡时间大 于2分钟,新上海绵条脱泡时间大于5分钟,直至无泡状态
– 起泡严重的液晶型号:E234,E300,E310,84D6110-000, 84D6100-000,MLC15690 …
4-2 上灌晶架
1.将灌晶架放入炉内,确认灌晶架必须放置平稳,若有倾斜, 调节架子底部螺丝,直至水平
2.接通电源 3.检查灌晶架上升与下降运作处于正常状态 4.将灌晶条或海绵条放在灌晶架上(已上好液晶)
注意事项
• 1.更换产品或液晶型号时,需用无尘布(纸)清洁灌晶炉 四壁,清洁顺序:由上至下,由内至外。
4-12 过滤操作
注意事项
• 1)操作过程中需佩带乳胶手套。 • 2)过滤不同液晶型号后,需对过滤器进行清洗,并更换过滤膜。 • 3)过滤后,液晶需使用干净液晶瓶装,标示清楚,并做好相应的过滤
记录。 • 4)过滤器为玻璃器皿,操作时应轻拿轻放。
4-12 过滤操作
• 过滤治具清洗
液晶灌注工艺
摩擦 Rubbing
摩擦后水洗 Rubbing Cleaning
丝印边框 Seal Print
框胶预烤 Sealant Pre-baking
热压固化
冷压
贴合
Hot Press Hot Press Assembly
摩擦 Rubbing
摩擦后水洗 Rubbing Cleaning
丝印银点 Silver Printing
喷粉 Spacer Sprayer
6
组合段工艺示意图
框胶
定向材料
点胶
定向材料
液晶盒
撑垫剂
7
投料 ITO Input
ITO基板经拆封后,阻 值、尺寸、厚度检查确 认无误,以25pcs为一 篮,装入Cassette中, 准备基板清洗制程。
8
涂胶前洗净 PR Cleaning
PR 前洗净机之工 程目的在于去除基 上脏点、油污、纤 维以达到PR涂布最 佳效果。
54
整平原理
55
检片
56
2.4 加压封口工艺
2.4.1 加压封口工艺简介
加压封口工艺是利用压力对灌注液晶过程中 引起的液晶盒的形变进行整平,并将液晶灌注口封 闭的过程。
57
2.4.3 加压封口工序的设备及操作流程
a) 加压封口机简介 b) 加压封口流程简介
开机
曝光
反转
排玻璃 设置加压封口程序
点胶
定向材料
液晶盒
撑垫剂
38
1.1.4 后工序
切割 Scribing
裂片(断条) Breaking
液晶灌注 LC Filling
加压封口 End Seal
清洗 Cleaning
磨边 Grinding
lcd制程简介知识讲稿

02
1990年代,LCD技术开始应用于电视和计算机显示
器等领域,成为主流显示技术之一。
03
随着科技的不断进步,LCD技术不断升级和完善,如
高分辨率、低功耗、柔性化等方向的发展。
lcd制程技术的应用场景
01
LCD技术广泛应用于电视、电 脑、手机、平板等电子产品领 域,成为主流显示技术之一。
02
此外,LCD技术还应用于汽车 、航空航天、医疗等领域,如 车载导航、飞机仪表盘、医疗 影像等。
详细描述:技术创新案例分享将涵盖以下内容
分析该技术创新的应用领域和优势,阐述其对LCD制程 的改进和提升作用
结合数据和图表,展示技术创新带来的效果和效益,包 括生产效率的提高、产品质量的提升以及成本的降低等 方面
市场应用案例分享
• 总结词:LCD制程的产品在市场上有着广泛的应 用,从消费电子到工业设备,再到汽车电子等领 域都有涉及。市场应用案例分享将介绍LCD产品 在各个领域的应用情况和市场前景。
详细描述
液晶灌注不足通常是由于灌注设备或工艺问题,导致液晶无法完全填充液晶盒 。这会导致像素不亮、对比度下降等问题。解决方法包括优化灌注设备和工艺 、控制灌注速度和时间等措施。
05
lcd制程发展趋势和展望
高分辨率lcd制程发展
技术创新
随着显示技术的不断发展,lcd制程在分 辨率上取得了显著的提升。新型的lcd面 板制造技术,如nano-crystal和color filter on array (cfa)等,正在不断涌现, 使得lcd面板的分辨率得到了大幅的提升 ,对于消费者来说,更加细腻的画质无 疑会带来更好的视觉体验。
检查
对注入后的液晶进行质量 检查,确保满足性能要求 。
液晶显示器工艺流程
液晶显示器工艺流程
《液晶显示器工艺流程》
液晶显示器作为一种主流的显示技术,广泛应用于电视、手机、电脑等各种电子产品中。
它的制造过程是一个涉及多种工艺流程的复杂过程。
下面我将简要介绍液晶显示器的工艺流程。
首先是基板的制备。
液晶显示器的基板通常采用玻璃基板,需要进行切割和打磨等工艺步骤,以确保基板的平整度和光洁度。
接下来是涂布工艺。
在基板上要涂覆一层透明导电膜层和液晶分子排布层,这一过程需要高精密度的设备进行控制,确保涂布的均匀性和薄度。
然后是光刻和腐蚀工艺。
这一工艺用于在液晶层上形成各种图案和结构,需要利用光刻技术和化学腐蚀技术,确保所形成的结构精确度和清晰度。
接下来是液晶填充工艺。
这一工艺需要将液晶材料填充到液晶层之间的空隙中,并确保液晶的均匀性和稳定性。
最后是封装工艺。
封装是将基板和液晶层组装在一起,并封装在一个密闭的外壳中,保护显示器的内部结构,同时确保显示效果和品质。
以上就是液晶显示器的工艺流程,每一个工艺环节都需要依靠高精密度的设备和技术,确保制造出高质量的液晶显示器产品。
随着技术的不断进步,液晶显示器的工艺流程也在不断完善和提升。
液晶TFT-LCD工艺流程
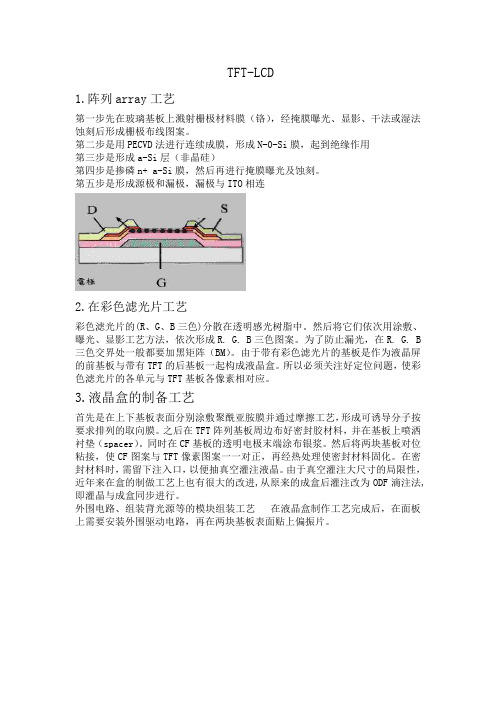
TFT-LCD
1.阵列array工艺
第一步先在玻璃基板上溅射栅极材料膜(铬),经掩膜曝光、显影、干法或湿法蚀刻后形成栅极布线图案。
第二步是用PECVD法进行连续成膜,形成N-0-Si膜,起到绝缘作用
第三步是形成a-Si层(非晶硅)
第四步是掺磷n+ a-Si膜,然后再进行掩膜曝光及蚀刻。
第五步是形成源极和漏极,漏极与ITO相连
2.在彩色滤光片工艺
彩色滤光片的(R、G、B三色)分散在透明感光树脂中。
然后将它们依次用涂敷、曝光、显影工艺方法,依次形成R. G. B三色图案。
为了防止漏光,在R. G. B 三色交界处一般都要加黑矩阵(BM)。
由于带有彩色滤光片的基板是作为液晶屏的前基板与带有TFT的后基板一起构成液晶盒。
所以必须关注好定位问题,使彩色滤光片的各单元与TFT基板各像素相对应。
3.液晶盒的制备工艺
首先是在上下基板表面分别涂敷聚酰亚胺膜并通过摩擦工艺,形成可诱导分子按要求排列的取向膜。
之后在TFT阵列基板周边布好密封胶材料,并在基板上喷洒衬垫(spacer)。
同时在CF基板的透明电极末端涂布银浆。
然后将两块基板对位粘接,使CF图案与TFT像素图案一一对正,再经热处理使密封材料固化。
在密封材料时,需留下注入口,以便抽真空灌注液晶。
由于真空灌注大尺寸的局限性,近年来在盒的制做工艺上也有很大的改进,从原来的成盒后灌注改为ODF滴注法,即灌晶与成盒同步进行。
外围电路、组装背光源等的模块组装工艺在液晶盒制作工艺完成后,在面板上需要安装外围驱动电路,再在两块基板表面贴上偏振片。
ODF制程
助理教授 陳松德
平面顯示器製程技術
熱壓 Hot press 對位 Misalignment Spacer灑佈 Spacer Spray 配向 Rubbing PI 塗佈 PI Coating
TFT
點銀膠 Ag Dispenser
框膠 Sealant Dispenser
配向 Rubbing
液晶灌注製程 一般灌注液晶的製程
一般一片十五吋等級的TFT面板,在灌液晶的 製程中,會在面板周圍封膠,再開一至二個小 孔,以真空抽氣方式灌入液晶分子材料,需時 約八個小時。 四十吋等級的超大面板,必須至少開八個孔, 需時則長達一星期左右,生產效率很低,相對 地生產成本也較高。這也是TFT LCD很少應用 在一般電視家電(尺寸要求較大),而多應用 於資訊產品(尺寸要求相對較小)的原因。
液晶灌注製程 一般灌注液晶的製程
封止液晶注入孔的方式,是在注入孔塗上光硬 化劑後,用UV光加以硬化。它粗略可以分成三 種
為了保持注入後,面板間的適當間隙而藉注入所需 時間的控制加以封孔的方法 注入後把面板加壓,使多餘的液晶從注入孔取出後 加以封孔的方法 把間隔材夾在面板盒內的面板與面板之間,以防止 注入時發生膨脹的封孔方法等。
液晶灌注製程
液晶包封口
液晶灌注製程
一般灌注液晶的製程
液晶灌注製程
液晶包封口膠機
Seal Dispenser
液晶灌注製程
滴下式注入法 (One Drop Filling, ODF)
ODF製程為一劃時代的製造方法,它有效的解 決了以往液晶灌注製程中耗時、良率低且不易 達成的困難;如生產大型面板的電視產品、因 應快速反應的小 Gap 面板、或先進高品質的 MVA 面板,運用 ODF 製程技術,問題均可迎 刃而解。
首页9(OK)灌晶封口
听讲
2分钟
引入
大片玻璃在切割成小块时,它的里面是没有被灌入液晶的;液晶是在大片玻璃切割成小块后才灌入的。
讲授提问
课件演示
听讲
5分钟
新
课
讲
解
切割原理
切割工艺流程
液晶灌注的工艺原理
液晶灌注工艺方法、工艺流程
封口的工艺原理和工艺方法、工艺流程
讲授
板书
课件演示
听讲
68分钟
训练
划玻璃的深度?
玻璃切割流程?
灌晶原理?Biblioteka 灌晶的工艺过程?封口的过程
封口前为什么要冷冻?
什么是大裂片和小裂片
提问讲解
指导
课堂
练习
15分钟
总结
切割工艺、灌注液晶及封口工艺
答疑讲授
板书课件
发问
3分钟
预告
液晶显示器制造后工艺
讲授
1分钟
作业
1、请简述液晶灌注的原理?
2、请简述封口的工艺过程?
3、封口前为什么要冷冻?有没有其他方法可以达到同样的目的?
多媒体讲授
课外作业
1.液晶灌注原理
2.液晶灌注的工艺过程
3.切割工艺流程
4.再排向的目的及方法.
课后体会
教学过程设计
教学
步骤
教学内容:
教学
方法
教学
手段
学生
活动
时间
分配
复习
提问
复习:丝印制盒工艺过程
提问:1、边框胶的调配方法?
2、喷粉的方法和过程?
提问
回答
问题
5分钟
告知
切割工艺、灌注液晶及封口工艺
讲授
lcd工艺流程

lcd工艺流程
《LCD工艺流程》
LCD(Liquid Crystal Display,液晶显示)是一种常见的平板显示器,其制造过程涉及复杂的工艺流程。
下面将介绍LCD 的工艺流程:
1. 衬底制备:首先,选择合适的玻璃或聚酯基板作为LCD的衬底。
然后,在基板上涂覆一层透明的导电层,用于驱动液晶显示的像素。
接着,再涂覆一层辅助层,用于提高玻璃与液晶的附着力。
2. 制造电极:通过光刻技术,在导电层上制造出细小的电极阵列,形成LCD的基本显示单元。
3. 液晶注入:在两块玻璃基板之间注入液晶材料,并保持一定的压力和温度条件。
这个过程需要高度的洁净度和精确的操作控制,以确保液晶充填均匀和无杂质。
4. 封装:将两块涂有电极的基板用密封胶边封装在一起,形成完整的液晶显示器模组。
在这一步骤中,还要加入偏光膜和色彩滤光片,以提高显示效果。
5. 光学调试:对LCD进行逐一的光学调试,检查显示效果和色彩表现,确保每个像素的显示质量。
6. 后期加工:进行最终的边框打磨、组装、测试等后续加工工
艺,生产完成LCD显示器。
以上便是LCD工艺流程的简要介绍,涉及到的工艺技术和设备都需要高度的精密度和稳定性。
随着科技的不断发展,LCD 制造工艺也在不断完善和创新,向着更高的清晰度、更薄的厚度和更广的色域发展。
灌晶工序
注明:
查找《液晶回收记录》,看是否有回 收液晶,或液晶相同且比例相近的液晶。 由比例相近的液晶调制成现在的液晶比例, 需计算出需要加的哪一种液晶单体和加入的 量,重新配制,配制完成后步骤同2.1.4,调 制的液晶和回收液晶都要试灌,首检合格后 才能批量生产。
2.2.配批量生产用液晶
2.2.1.液晶首检合格后方可批量生产,由配 晶员填写《配液晶记录》,写明产品型号、 液晶型号、比例、重量及配制日期和配置种 类,开始配晶。 2.2.2.配生产用液晶,一般一次配置量不超 过250g;其它步骤同“ 2.1.3 ” 2.1.4 ”
灌晶工序
一、着装要求、工作前准备
进入灌晶车间时必须换上连体无尘服并带 上口罩和帽子且头发不可外露,检查完毕进 入风淋室至少三秒(风淋室两门不可对开)。 进入车间检查室温及湿度,重新清洁地面、 整理工作台面的卫生。 *工作环境: 室温:22±3℃ 湿度≤60% RH 洁净度· 1000级
二、工艺流程
8、脱泡
每个液晶槽第一次灌晶,当抽到一定的真空度 时,海绵条和液晶内的气泡会浮出表面。打开照明 灯,在气泡要越过液晶槽之前打开“排气”2~3秒, 使气泡变小,重复上面的操作直到气泡消失。
9、平台上升 当机内真空抽到位时,打开平台“上 升”升上液晶盘,让液晶封住封口。 10、充气 平台上升后,等到液晶与封口完全密 封,1#打开自动、自动启动、限压阀计 时,2#3#打开“排气”计时,利用气压 差将液晶灌入LCD。
试灌注意事项:
试灌时取少量海绵,超出LCD所占位置少 量即可,以免造成浪费。当LCD的宽度不宜放 置重物铁块时,需将较窄的LCD与已报废较宽 的LCD用美纹胶黏贴在一起且封口要对齐。几 种型号LCD同一个槽架试灌时切忌液晶与LCD 混淆。
液晶显示器后段和模组制造工艺基础

开机
曝光
反转
排玻璃 设置加压封口程序
渗胶 封口点胶
真空减压,取玻璃 检验
多段加压 吐液晶
擦拭液晶 翻转
不合格
合格
正式生产
2.4.4 工序的管理项目
• 液晶盒大小 • 玻璃厚度 • 加压大小 • 加压时间 • 渗胶压力控制 • 渗胶时间 • 曝光时间
LCD
LCD
2.5 二次切割和二次裂片工艺
2.5.1 二次切割和二次裂片工艺简介
2.3.1 液晶灌注工艺简介
液晶灌注工艺是利用真空压差原理,将已抽 成真空的液晶空盒倒置在充满液晶的槽上,空盒外 充气后产生的压差将液晶灌入盒内。
2.3.2 液晶灌注工序的主要工艺要求
• 气泡 • 内污 • 灌注速度
LCD
2.3.3 液晶灌注工序的设备及操作流程
a) 液晶灌注机简介 b) 液晶灌注流程简介
• 热压头平整度 • 工作平台平整度 • 热压头与工作平台的平行度 • 净化 • 静电
LCD
3.2 COG(chip on glass)工艺
3.2.1 COG工艺简介
COG工艺是将驱动芯片直接热压焊接在LCD屏 上的特定ITO电极相应位置上的过程。
3.2.2 COG工序的主要工艺要求
• ACF贴附精度 • COG对位精度 • COG压接精度 • COG压接可靠性
入库 Storage
包装 Packag
e
检测 Test
LCD
1.2.2 带载自动封装 (TAB)
带载自动封装 (TAB): Tape Automatic Bonding
清洗屏 Panel Cleaning
贴异方性导电胶 ACF Laminating
液晶灌注工艺及设备
摘 要 : L D 液 晶显示器生产流程 中, 晶的灌 注是很 重要 的部 分, 在 C 液 而且液 晶灌 注时对环境的要 求
严格 。 文章介绍 了液晶灌注工艺及改进 , 并阐述 了液晶灌注设备的腔体表 面处理、 机械 结构 、 电器控制等 部分, 中温度控 制、 面处理、 其 表 充气控制是 文章的重点。 关键 词 : 晶显 示 器 ; 晶灌 注 ; 液 液 灌注腔 体 ; 电解抛 光 ; 温度 控制
,
c to h c so hsat l on r l t ef u f i ri e i S o t c K y rs CD;L e f so ;p f so h m b r lc rc e ia p l hn e wo d :L C p ru in eru in c a e ;ee ta h m c l o i ig;t m p rt r s e eaue
.
sr g n e ur m e t nt ee vr n e t Ths p p rito u e CD p ru in t c n lg ti e tr q i n e n so h n i m n . i a e r d c s L ef so e h oo y o n
射 出来 产 生 画 面 。
液 晶显 示器 的制 造 在 工 艺上 可 以大体 分成 清 洗 与 干燥 、 光刻 、 向排列 、 盒 、 割 、 取 制 切 灌注 液 晶、 目测 、
收 稿 日期 : 0 2 O — 2 2 1 一 5 0
液 晶 灌 注 工 艺
液 晶 灌 注 的 工 艺 原 理 是 将 空 盒 放 置 在 抽 真 空
钱
硕 等 : 晶灌 注工 艺 及 设 备 液
文 章 编 号 :0 6 66 (0 2 0 — 0 9 0 10 — 2 8 2 1 )6 0 3 — 4
灌液晶操作规程

1.0 目的:明確該工序的操作規程,以確保產品質量.2.0 範圍:本規程適用於液晶注入工位.3.0 定義:舊式灌液機是指本公司2000年以前製作的舊立式灌液晶機; 新式灌液晶機是指本公司2004年製作的新立式灌液晶機.4.0 職責:4.1生產部:負責制程作業指導書的制定及所需材料的領取、保管、生產作業及報表的填寫、品質異常的處理.4.2生技組:負責工藝參數的制定、修改、解釋.4.3品保部:負責產品品質檢驗及制程條件的稽核、確認.5.0 作業程序:5.1 設備、工具、材料:灌液晶機、高密度海棉、BUS、鑷子、液晶、灌液晶條、滴管、鑷子、鏍絲刀、記號筆、乳膠手套、口罩、偏光片、尼龍手套、丙酮、酒精、清潔布、液晶、待灌玻玻、壓板.5.2 操作細則:步驟操作過程圖示注意事項裝海綿條1.雙手戴好乳膠手套.將清洗烘烤後的海棉和鋼片一起插入BUS槽中,調整海棉條高度,海棉條比鋼片須高出1~2mm.使用實心注射槽裝海棉條時可不用裝鋼片.2.在海棉上用滴管添加適量液晶.3.新裝海棉條加入LC後需抽真空.1.所有清洗後的海棉條存放不能超過2天.2.海棉條使用前必須檢查,若有超過2天則停止使用,並將此海棉條重新清洗.3.添加液晶時須在機臺內或機台邊進行.灌前準備1.當更換型號、交接班、工藝參數更改、異常處理OK後均需作首件檢查(首檢檢驗具體內容見《後制程生產檢查作業辦法》WI/MF/032.)2.作業前配戴好尼龍手套、乳膠手套、口罩.注意不要讓液晶接觸到皮膚.3.在海棉上添加適量液晶,加至用鑷子壓海棉時液晶有少量溢出海棉條呈銀灰色為好.調整海棉平直均勻,使其與玻璃有足夠的接觸空間並更有彈性.4.按上升開關↑5.將裝有玻璃的液晶條平穩送入機內,將條子兩邊的定位孔對準BUS底座上的定位釘往下放,待條子放平穩後才可脫手.1.檢查所加的液晶與BUS上的液晶型號配方是否相符.2.灌晶前液晶條及玻璃開口絕不能沾液晶.3.在灌液晶前,必須確保每根海棉條液晶飽含(飽含狀呈銀白色).針對面積小或厚度薄的產品需壓壓板及壓條.以增加重量使玻璃與海棉條充分接觸.4.對玻璃高出條子的產品,裝條時要傾斜放入機內,防止玻與BUS或機臺內壁碰撞.灌液晶1. 取下安全掛鉤,右手拉下鐵門並按著,左手按下抽氣開關HOLDINGON .2. 當真空度達到此產品要求值後(參照WI/MF/036),按下下降開關↓,旁邊指示燈FILL亮或超過5分鐘後,再按下停止抽氣開關HOLDING OFF.1.取安全掛鉤時,操作人員必須站在鐵門側面.2.按下降開關時,一定要確保真空度已達到所規定值.飽含液晶狀BUS處於下降狀態3當計時指示燈閃亮後(表明真空關閉時間已過),按下放氣開關VENT ON.4.鐵門自動打開後,按下開始延時開關START,此時開始計時.5.當SOAKING TIME指示燈閃亮後(表明延時時間已到),按下停止延時開關STOP,然後按上升開關↑,並拉起鐵門,掛好安全掛鉤.6.取出灌液晶條,用盤子裝好,並填寫後制程流程卡送前光台檢查. 3.每首LOST玻璃在按上升開關↑前,應先抽出5--10粒玻璃,檢查液晶是否已灌滿.未滿再增加延時時間並重新修定參數.4.入LC換型號時首LOTS作業必須抽10EA左右,并連同流程卡交QA抽測OK後方可正式量產作業.5.對黑膜型號和內印油墨產品適當增加真空度和延時.對過壓彩虹影響透膠的型號可增加延時.6.進氣量控制依據WI/MF/036文件的規定設置.5.2.2 新式灌液機的操作細則:步驟操作過程圖示注意事項裝海棉條1.雙手戴好乾淨乳膠手套。
液晶灌注机的研制
电 字 工 业 毫 用 设 备
-
液 晶灌 注机 的研 制
董 哲, 晓东 赵
( 中国 电子科 技集 团公 司第二研 究所 ,山西 太原 0 0 2 ) 3 0 4 摘 要 : 绍 了液 晶灌 注的_ 艺 , 介 Y - 工作原 理 , 并详 细阐述 了液晶灌 注设备 的技 术特性 , 机械 结 构 电
,
器控 制等部 分 , 中分段 抽真 空 以及 消除液 晶里 的气 泡是 本设备 的特 点。 其
关 键 词 :液 晶 ; 空 ; 泡 真 气
中 图分类 号 : N6 5 T 0
文 献标 识码 : B
文章 编 号 :10 —5 72 1) 10 4 .3 0 44 0 (0 0 1 -0 60
计 , 量 可 以进 行 三 段 设 置 ; 外 也 可 根 据 客 户 的 流 此
如真 空 腔 的 机 体材 料 、 内表面 的粗 糙 度 、 接 后 产 焊
生 的氧 化 夹渣 、 皮残 留、 空机 组 油气 返 侵等 等 , 药 真
要 求 ,可 实现 多段 曲线 真空 度 设置功 能 。 设 备包 括 : 空 室 , 空抽 气 系 统 , 气 装 置 , 真 真 充 电路控 制部 分 。
22 工 装 架 及 升 降 结 构 .
工 装 架 为框 架 式 结构 , 为 固定 架和 移 动 架两 分 部分( 图 2 , 用 不锈 钢和 铝 合金 制 成 。 定架预 见 )采 固 设二层 和 三层 位 置 , 4根 方 钢 管做 支柱 连 接 形成 由 固定架 ; 移动 架 由装 在 真 空室 底 部 的气缸 完 成提 升 和下降, 移动 架 也预 设 二层 和 三层 位 置 与 固定架 相 对应 。为保 证 移动 架 平 稳运 行 , 固定架 和 移动 架 在 之 问 装 有 两根 精 密 导 柱 和 高精 度 直 线 轴 承 组 成 滑
液晶灌注工艺研究

rie t e yed rt n e ra ig t e t e o e h oo ia rc s .I hs a e ,t e as h il a e a d d c e sn h i f t c n lgc lp o e s n t i m p p r h
维普资讯
李冰等: 液晶灌注工艺研究
I 港舞 研 瓤
文章编号 :0 6 6 ( 0 6 0 - 0 5 0 1( 2 8 20 )9- 3 - 4 0- 0
国家 自然 科学基金 资助项 目( o 2 4 6 5 ; N . 0 7 0 4) 陕西省教 育厅专 项研
L D产 品质 量 的严 重 影响 。 晶灌注 是 L D生 产工 C 液 C
艺 流程 中的 关键 工 序 , 在 C 是 F基板 的封 框 内 , 多 用
产厂家为了提高产品质量 , 特别是为了解决 L D起 C
泡 问题 I, 出了各种 改进 措施 。 这些 措施 包括 提 高 ”提 封 边 及封 口的可靠 性 、选 择 不 同的液 晶材 料 和 不同
中 图分类 号 : N1 19 T 4. 文献标 识码 : B
Re e r h o h c n lg fLq i y t er son s a c n t e Te h oo y o i u d Cr sal P f i u
L n L n b ZHANG a g h F I ’ I - ei Bi Xi , F n - u,
(.ih l e V c t n l c o l az o , a d n az o 6 0 ,hn ; 1Hg —e l o ai a S h o i L ih uSh n o gL i u2 1 0C ia v o n h 4 2 S a x Un esyo ce c n e h oo yS a x Xa y n 1 0 1 C ia . h ni i ri f inea dT c n lg ,h n i in a g7 8 , hn ) v t S 2
液晶车间灌晶工序操作培训教材

– 4)高路数产品(80及以上),需采用灌晶条灌晶。 – 5)64及以上中高路数产品液晶,从上架日期开始起,持续生
产1周后,液晶需重新过滤后再生产。
4-15 液晶管控
• 对电流有要求的产品灌晶要求
– 1)德爱,环球客户产品液晶,使用1周后需过滤回收后再使用。 – 2)松下84643,Honeywell 80845,71820,SIGMA
4-0 灌晶房环境要求
• 灌晶房作装要求
要求: 1.头发不可外露,口罩遮住口鼻,工作过程中凡要接触液晶及其灌晶相
关治具须带净化手套(乳胶手套)。 2.净化服每周清洗一次;脏污破损的净化服须及时申请更换
4-0 灌晶操作流程
灌晶准备 检查出货
上灌晶架 产品下架
上玻璃 静置
脱泡 充氮气
抽真空 下架
4-1 灌晶前准备
• 注意事项:
– 脱泡起泡严重的液晶, 需不上玻璃先脱泡至无泡状态,注意不 可让液晶溢出灌晶条
– 上玻璃后再次脱泡,脱泡时注意液晶不可沾到液晶口;脱泡时 间大于2分钟,新上海绵条脱泡时间大于5分钟,直至无泡状态
– 起泡严重的液晶型号:E234,E300,E310,84D6110-000, 84D6100-000,MLC15690 …
插片
PI固烤
摩擦
PR前清洗
PI印刷 TOP印刷
涂感光胶
PI/TOP前清洗
TOP固烤
前烘 脱膜
丝印胶边 丝印银点
胶边预烘 银点预烘
喷粉
曝光 蚀刻
贴合
显影 后烘
热压
1-3 后工序流程
玻璃分割
分片入条
灌晶调盒首批工艺原理1

LC配比
如MLC-14032-040/086S-811它是由以下四瓶原液晶配置而成的。 MLC-14000-000 /086S-811 (1-32%)*(1-40%) MLC-14000-100 /086S-811 (1-32%)*40% MLC-14100-000 /086S-811 32%*(1-40%) MLC-14100-100 /086S-811 32%*40% 而以上四瓶原液晶就构成了一个四瓶系统 • MLC-14 032-040/086 S-811
灌晶/调盒/首批工艺原理
——报告人:吴光雄 2011.01.07
灌晶设备介绍
操作面板 真空计 脱泡按钮
下部柜子
灌晶机外部
托盘支架
LC条 灌晶托盘
灌晶机内部
灌晶操作面板介绍
托盘上升
罗茨泵
操作面板主界面
托盘下降
机械泵
面板锁定
操作面板手动界面
启动按钮
参数设置按钮
操作面板自动界面
操作面板参数界面
参数设定密码界面
调盒原理
调盒的作用: 将已灌注液晶 的LCD盒通过 一定压力,使 盒厚调整至一 致
通过气囊加压的方
式,使盒厚调整至 均匀。
调盒原理
紫 外 线
点胶
紫外 固化
点胶的作用: 将已灌注液晶的 LCD盒封口密封;
调盒质量事故
• 调盒中容易出现的质量事故: • 1.用错压力 • 未查找调盒压力或查找的调盒压力批次范围不正确; • 2.封口污染 • 擦封口处的LC,手法不正确,未将封口处的LC擦干净; • 加压保持时间不够,擦完LC后,仍然有LC从封口处溢出,员工
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷粉 Spacer Sprayer
6
组合段工艺示意图
框胶
定向材料
点胶
定向材料
液晶盒
撑垫剂
7
投料 ITO Input
ITO基板经拆封后,阻 值、尺寸、厚度检查确 认无误,以25pcs为一 篮,装入Cassette中, 准备基板清洗制程。
8
涂胶前洗净 PR Cleaning
PR 前洗净机之工 程目的在于去除基 上脏点、油污、纤 维以达到PR涂布最 佳效果。
刻前处理
15
蚀刻 Etching
产品进行显影后,准 备蚀刻制程,此制程 将基板上无光阻部份 之ITO利用蚀刻液去 除,成为需要之图形 。
16
回顾图案段工艺示意图
导电材料 玻璃基版
UV光
掩膜版 光刻胶
玻璃基版
光刻胶 光刻胶
KOH显影液 光刻胶
17
脱膜 Stripping
剥膜制程,目的将其 ITO基板上剩余光阻 清除,使整片基板上 无光阻覆盖,成为有 ITO图形之基板。
27
摩擦 Rubbing
定向制程是利用毛绒 布与配向膜进行同一 角度摩擦得均一之定 向效果。
28
回顾定向段工艺示意图
酸 光刻胶
玻璃基版
定向材料
导电材料 玻璃基版
定向材料
29
摩擦后洗净 After Rubbing Cleaning
将定向后之基板上的 污垢清除,包括脱落 于上方之毛绒屑,使 基板达至最干净状态 。
9
涂胶 PR Coating
ITO基板经洗净后, 通过光阻涂布机,将 光阻均匀涂布于ITO 基板上,以便进行下一 制程。
10
预烘 Pre Bake
ITO基板经光阻涂布 后,利用预烤温度将 其中有机溶剂挥发, 使涂布后之均匀性更 佳。
11
曝光 Exposure
ITO基板经过光阻涂布 预烤后,来到曝光制程 ,利用光罩将所需的图 形曝光复制于ITO基 板上,准备进行显影制 程。
18
蚀刻检查 Pattern Inspection
基板剥膜完成后,以 图案检查机确认基板 有无短路& 断路。
19
涂TOP
TOP Coating
利用APR凸版将无机 材图形转印于ITO基 板上之出pin 端或面 内,增加产品可靠性 。
20
预固化
Pre Cure
经过无机材印刷后之 ITO基板需将印刷在 上方之无机材烤过, 让其中的有机溶剂挥 发。
35
冷压 Hot Press
将已组合完之大对基 板平整放于治具上加 压,施予一定之压力 ,使基板维持均匀 Cell Gap。
36
热压固化 Hot Press
将压合后之大对基板, 锁上固定治具,连同加 压治具放入固烤炉内烘 烤,使框胶固化,以增 加大对基板之接着性。
TOP Coating
预固化 Pre Cure
清洗 Cleaning
涂PI PI Coating
预固化 Pre Cure
紫外改质 UV Cure
TOP主固化 Main Cure
PI主固化
Main ure
4
定向段工艺示意图
酸 光刻胶
玻璃基版
导电材料 玻璃基版
定向材料 定向材料
5
1.1.3 前工序组合段
摩擦 Rubbing
摩擦后水洗 Rubbing Cleaning
丝印边框 Seal Print
框胶预烤 Sealant Pre-baking
热压固化
冷压
贴合
Hot Press Hot Press Assembly
摩擦 Rubbing
摩擦后水洗 Rubbing Cleaning
丝印银点 Silver Printing
30
印框 Seal Printing
利用网版在基板上 印制与cell 大小之 框,其可帮基板稳 固黏着外,若加上 导电Spacer,另有 导电作用 。
31
印点 Silver Printing
利用网版在基板上 印制银点,可借银 点导通上下基板之 电极。
32
框胶预烤 Sealant Pre-baking
21
紫外改质
UV Cure
经过无机材预烤后之 基板,需经过"UV"照 射,使无机材膜预先 固化,防止固烤后表 面空产生。
22
TOP主固化
Main Cure
经过无机材印刷并预 烤之ITO基板,需通 过高温烘烤,使基板 上之无机材膜固化。
23
PI前洗净 PI Cleaning
•配向膜前洗净 配向膜前洗净机,彻 底清洗基板表面,脏 点、油污,以达到配 向膜印刷最佳效果。
将印框后之基板放 入预烤炉中预烤, 将其中有机溶剂挥 发,避免压合后框 胶产生气泡。
33
喷粉 Spacer Spraying
间隙子散布 为维持上下基板一定 空隙,于是在下片基 板撒上间隙子,以维 持产品之Cell Gap。
34
组合 Assembly
利用基板的对位记号, 将上下基板组合起来, 并在四周点UV处照射 UV光,使两片基板更 牢固,不至偏移。
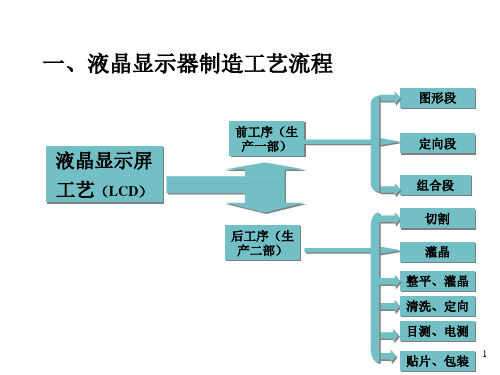
一、液晶显示器制造工艺流程
液晶显示屏 工艺(LCD)
前工序(生 产一部)
后工序(生 产二部)
图形段
定向段
组合段 切割 灌晶
整平、灌晶 清洗、定向 目测、电测 贴片、包装 1
1.1 液晶显示屏制造工艺流程 1.1.1 前工序图形段
投料 ITO Input
涂胶前清洗 PR Cleaning
涂胶
PR Coating
24
涂PI PI Coating
•配向膜涂布 利用APR凸版将配向 膜图形转印于ITO基 板面内,作为基板定 向用。
25
PI预烤 Pre Cure
•配向膜预烤 经过配向膜印刷后之 基板,需将印刷在上 方之配向膜烤过,让 其中有的机溶剂挥发 。
26
PI主固化 Main cure
•配向膜固烤 经过配向膜印刷并预 烤之基板,通过一定 温度之固烤炉,使基 板上之配向膜固化。
12
显影 Developing
ITO基板经曝光后, 进行显影制程,利用 显影液将所需之图形 显现出来。
13
坚膜 Post-baking
经显影后之基板,于 蚀刻前需另经过固烤 制程,使基板上的光 阻表面固化,让产品 质量更稳定。
14
显影检查 Developing Inspection
基板显影完成后,以 图案检查机确认基板 有无短路& 断路,在蚀
预烘 Pre Bake
曝光 Exposure
脱膜 Striping
蚀刻 Etching
坚膜 Post Bake
显影 Developing
2
图案段工艺示意图
导电材料 玻璃基版
光刻胶 光刻胶
UV光
掩膜版 光刻胶
玻璃基版
KOH显影液 光刻胶
3
1.1.2 前工序定向段
TOP前清洗
Cleaning
涂TOP