模架及标准件
第二讲标准模架及其他标准件的介绍与订购

第二讲:标准模架及其他标准件的介绍与订购一、国内(特别是珠江三角洲)采用最多的标准模架的厂商:1、龙记(LKM)用得最多.;2、科达;3、富得巴;4、明利;二、注塑模具标准模架的分类:1、大水口(二板模)标准模架;2、细水口(三板模/小水口)标准模架:(1)标准型;(2)简化型;注意:还可依据其外型把标准模架分为:直身模或者工字型模,主要用“工字型模”注:模胚15—25模胚用CI型号,27—40模胚用CT型号(注:40模胚如果框深超过40以上才开CH模胚)45以上模胚开CH型号。
三、常用材质:王牌料(S50C/S55C)四、大水口模架组成部分与订购:1、模架型号中几个字母的区别如下:1)前面四个字母ABCD的区别:A:代表在后模板下方有一个托板U板,一般适合后模板开通框和后模仁做大镶件时。
B:代表在后模板下方有一个托板U板,而且在A和B之间有一个顶出板S板,一般适合后模板开通框和后模仁做大镶件时和透明塑件或薄壁深腔模时。
C:代表最简单最常用的一种,没有托板和顶出板,一般适合不是透明塑件或薄壁深腔模及后模不开通框。
D:代表在在A和B之间有一个顶出板S板,一般适合透明塑件或薄壁深腔模时。
2)后面三个字母IHT的区别:I:代表工字模。
(常用)H和T:代表都是直身模,H比T少一个板叫面板或上固定板(T板)2、订购大水口模架所需五大尺寸:模具总宽,总长,A\B\C三板的厚度另外:A和B板之间隔空1mm,有两个作用,一是有利于分模面的排气和不走毛边,靠基准角的一套导柱导套向模具的长度内侧偏移了2mm,是为了防止装模板时装反从而保护型芯不损伤。
例如:LKM CI 2530 A50 B60 C80五、细水口模架组成部分与订购:1、模架型号中几个字母的区别如下:1)前面两个字母的区别:D和E的区别,D代表是三板模,有水口板即R板;而E代表是二板半模没有水口板即R板。
2)中间四个字母ABCD的区别:A:代表在后模板下方有一个托板U板,一般适合后模板开通框和后模仁做大镶件时。
模具的标准件
模具的标准件模具是工业生产中常用的一种工具,它能够对原材料进行成型加工,生产出各种各样的产品。
而模具的标准件则是模具中不可或缺的一部分,它们在模具的设计和制造过程中起着至关重要的作用。
本文将就模具的标准件进行详细介绍,包括其定义、分类、特点以及在模具制造中的应用。
首先,模具的标准件是指在模具设计和制造中使用频率较高,且规格标准化的零部件。
它们通常具有统一的规格和尺寸,能够在不同的模具中通用。
模具的标准件包括但不限于导柱、导套、弹簧、螺母、螺栓等,它们在模具的组装和使用过程中起着至关重要的作用。
其次,模具的标准件可以根据其用途和特点进行分类。
按照用途可分为定位元件、连接元件、传动元件等;按照特点可分为标准件、非标准件等。
不同类型的标准件在模具设计和制造中扮演着不同的角色,但它们都是模具中不可或缺的一部分。
模具的标准件具有规格标准化、尺寸统一、通用性强等特点。
这些特点使得模具的设计和制造更加简便、快捷,同时也提高了模具的可靠性和稳定性。
在模具制造过程中,合理选用标准件能够有效地降低成本、缩短周期,提高生产效率。
最后,模具的标准件在模具制造中有着广泛的应用。
它们不仅可以用于模具的组装和调试,还可以用于模具的维护和更换。
合理选用标准件能够有效地提高模具的使用寿命和稳定性,降低模具的维护成本和周期。
总之,模具的标准件是模具制造中不可或缺的一部分,它们具有规格标准化、尺寸统一、通用性强等特点,能够有效地提高模具的可靠性和稳定性。
在模具制造过程中,合理选用标准件能够降低成本、缩短周期,提高生产效率。
希望本文能够对模具的标准件有所了解,并在实际生产中加以应用。
注塑模之标准模架
模架之标准模架模具是制造模型的工具,按特定形状去成型具有一定形状和尺寸的制品的工具。
模具技术在制造业中占用很高的地位。
对于我们产品设计人员来说,模具在工作中频繁出现,与我们的工作内容关系紧密,因为我们设计出来的产品零件很多需要通过模具来实现,对于模具知识的掌握是必不可少的。
模具(注射模)组成:成型部分、浇注系统、导向机构、脱模装置、侧向分型抽芯机构、温度调节和排气系统和标准模架。
一,标准模架结构简述不同产品零件所需要的模具不一样,而模具结构又有很多相同的结构,所以为了更加效率地做出模具,人们开始使用一些标准模架,标准模架构成了模具的骨架,只要换成不同的匹配模仁,就能成型不同的零件,对于整个模具来说,就有三个部分组成:前模板、后模板和模仁,当然,一套模具是相当复杂的,这里只是介绍模具的骨架--标准模架。
1,标准模架的分类对于塑胶模具,按照基本结构分类,一般分为二板模式模具(大水口)和三板式模具(细水口),其中三板式模具又可以细分为细水口模具和简化型细水口模具,对应的就有大水口模架、细水口模架和简化型细水口模架。
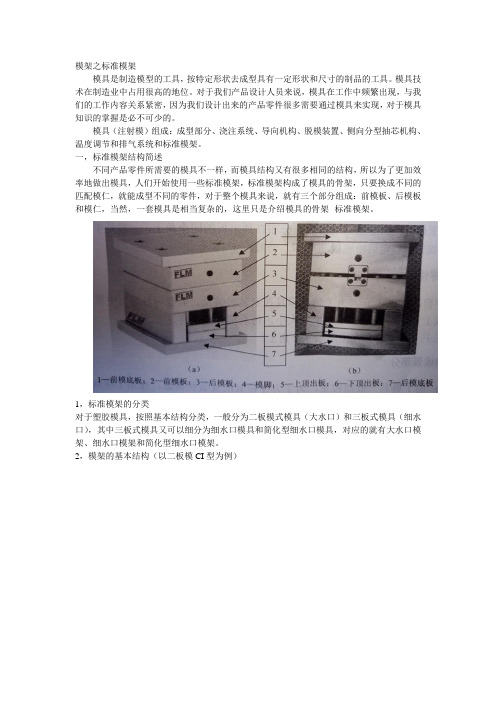
2,模架的基本结构(以二板模CI型为例)由上图可以看出标准模架的组成(1),板子部分:前模底板、后模底板、前模板、后模板、上顶出板、下顶出板、两个模脚。
前后模底板:分别要和注塑机上面的定模扳和动模板固定在一起。
前后模板:两个模仁就是要镶嵌在两个模板里面。
上下顶出板:注塑机上面的合模系统中的顶出机构会顶住这两块板,进而将塑件顶出。
模脚:为零件的顶出支撑出一定的空间。
(2),固定螺钉部分:前模固定螺钉,、后模板固定螺钉、顶出板锁紧螺钉、模脚固定螺钉。
(3),辅助零部件:导柱与导套、回针。
导柱与导套:导柱在后模板,导套在前模板,当前后模合并时起导向作用。
回针:也较复位杆,上面套有弹簧,当注塑机上面的顶出杆顶出顶出板并将塑件顶出,此时回针上面的弹簧使顶出板复位。
(4),辅助零件部分:吊环孔,为了在模具加工时方便搬运而设计的。
冲压模具常用标准件.docx
冲压模具常用标准件一、冲压模架的型号与选择《冲模模架》标准是1991年5月1日由国家技术监督局批准并颁布实施的。
该标准是在原《冷冲模》国家标准基础上修订的新标准。
其中,模架产品标难(GB/T 2851.1、GB/T3851.3~7、GB/T2852.1~4)共10个。
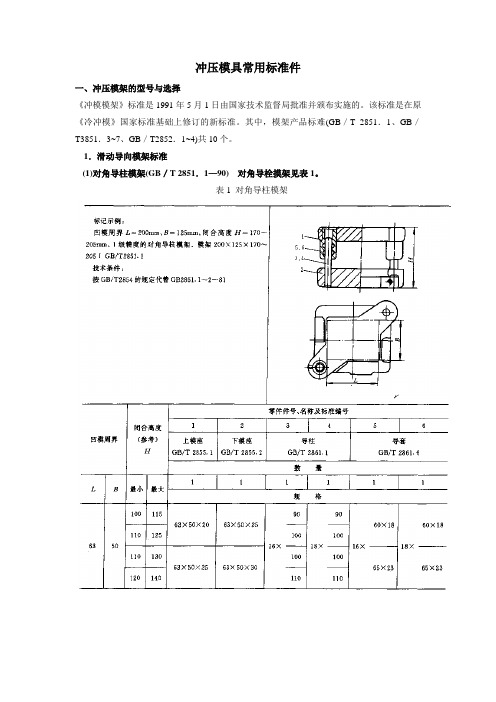
1.滑动导向模架标准(1)对角导柱模架(GB/T 2851.1—90) 对角导栓摸架见表1。
表1 对角导柱模架后侧导柱模架(GB/T2851.3——90)后侧导柱窄形模架(mm)中间导柱模架(mm)中间导柱圆形模架(mm)(续)(续)四导柱模架(GB/T 2851.7—90)(mm)(续)二、导柱导套美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
《模架及标准》课件
要点二
国际模具及五金塑胶产业供应商 协会(IMDS)模架标准
IMDS 1000、IMDS 2000等,为全球模具及五金塑胶产业 提供模架标准。
国家模架标准
中国模架标准
GB/T 12763.3-2008、GB/T 12763.4-2008等,为中国模架行业提供统一的标 准和规范。
未来展望
未来,模架行业将继续保持稳定增长,并逐步实现智能化、绿色化转型 。新兴市场的需求将进一步释放,推动模架行业的技术创新和产业升级 。
模架技术的创新与突破
创新与突破概述
主要创新与突破
未来展望
随着制造业的转型升级,模架技术也 在不断创新和突破。新的材料、工艺 和设计理念不断涌现,推动了模架技 术的进步。
采用多种检测方法,如尺寸测量、表面粗糙度检测、压力测试等,确保模架的性 能和质量。
模架制造的设备与工具
设备
数控机床、铣床、磨床、热处理设备等。
工具
刀具、夹具、量具等。
模架使用与维护
05
模架使用的注意事项
01
确保模架安装稳固,防 止在使用过程中发生倾 斜或倒塌。
02
在使用前应检查模架各 部件是否完好无损,如 有损坏应及时维修或更 换。
性能和降低成本。
模架设计的优化与创新
结构优化
通过改进模架的结构设计,提 高其稳定性和使用寿命。
材料创新
采用新型材料和加工工艺,提 高模架的性能和降低成本。
智能化设计
将现代信息技术引入模架设计 ,实现智能化设计和生产管理 。
绿色设计
注重环保和可持续发展,减少 模架生产和废弃过程中的环境
项目1 模块8 模架选用与标准件
项目1 单分型面注射模设计 模块8:模架的确定和标准件的选用
模技术系
3.推杆
相 关 实 践 知 识
根据制品的结构特点,确定在制品上设置
六根普通的圆顶杆。普通的圆形顶杆按
GB4169.1-1984选用,均可满足顶杆刚度
要求。查手册选用Φ4mm×100mm型号的 圆形顶杆12根。由于件小且精度要求不高 ,推出装置不需要设导向装置。
模具技术系
4.垫块
相 关 理 论 知 识
作用:调节模具闭合高度,形成推出机构所需的推 出空间。 安装要求:两边垫块高度应一致,保证模具上下表 面平行。 材料:中碳钢45
不要总是因为考虑长远的打算而忽略了随时可付出的努力!
项目1 单分型面注射模设计 模块8:模架的确定和标准件的选用
模具技术系
根据图示的塑件零件图以及已确定的模具基本结 构,确定模架的具体形式、规格及标准代号并选 用具体的标准件。
项目1 单分型面注射模设计 模块8:模架的确定和标准件的选用
模具技术系
5.锥面定位机构 当成型精度高的大型、薄壁、深腔塑件时,型腔 内会产生较大侧压力使型芯或型腔偏移,将会导致 相 导柱卡死或损坏。故采用锥面结构。
关 理 论 知 识
不要总是因为考虑长远的打算而忽略了随时可付出的努力!
项目1 单分型面注射模设计 模块8:模架的确定和标准件的选用
模具技术系
(二)支撑零件的设计
相 关 理 论 知 识
动、定模座板
固定板 支承板
垫块
不要总是因为考虑长远的打算而忽略了随时可付出的努力!
项目1 单分型面注射模设计 模块8:模架的确定和标准件的选用
模具技术系
国家模具模架标准
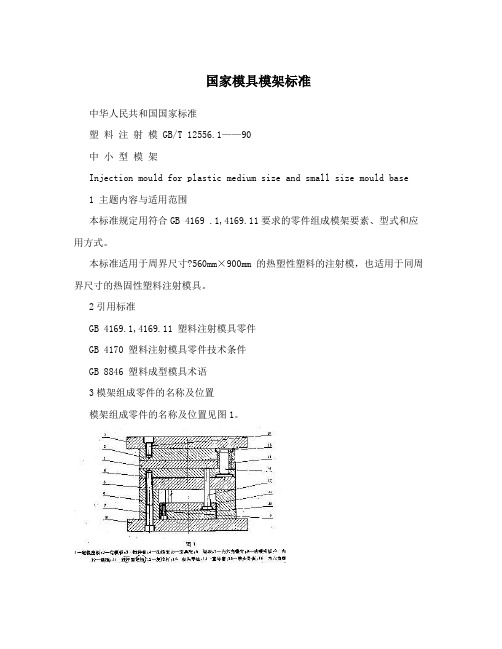
国家模具模架标准中华人民共和国国家标准塑料注射模 GB/T 12556.1——90中小型模架Injection mould for plastic medium size and small size mould base1 主题内容与适用范围本标准规定用符合GB 4169 .1,4169.11要求的零件组成模架要素、型式和应用方式。
本标准适用于周界尺寸?560mm×900mm 的热塑性塑料的注射模,也适用于同周界尺寸的热固性塑料注射模具。
2引用标准GB 4169.1,4169.11 塑料注射模具零件GB 4170 塑料注射模具零件技术条件GB 8846 塑料成型模具术语3模架组成零件的名称及位置模架组成零件的名称及位置见图1。
4组合形式4.1模架以模具所采用的浇注形式、制件脱模方法和定模动模组成数分为基本型和派生型(附录A)两类4.2 基本组合是以直接浇口(包括潜伏浇口)为主,其代号取A,分为A1型、A2型、A3型、A4型四种(图2)。
A1 型 :推杆推制件、定模二模板、动模一模板组成。
A2型 :推杆推制件,定模动模均由二模板组成。
A3 型: 推件板推件,定模动模模板组成同A1型,中间增加推件板。
A4型 :推件板推件,定模动模板组成同A2型,中间增加推件板。
4.3 根据模具使用要求,模架的定模、动模座板可以做成带肩型(图2),也可做成无肩型。
4.4 模架的导向零件,导柱可以采用带头导柱、带肩导柱,或带肩定位导柱,导套可以采用直导套或带头导套。
5 导柱、导套的安装形式5(1 导柱、导套根据使用要求分为正装(代号代号取Z)、反装(代号取F)两种,序号1、2、3分别采用带头导柱、带肩导柱、带肩定位导柱(图3)。
5(2 导柱通过模板的数量和安装形式,允许承制单位按5.1条规定选用。
5 基本型模架组合尺寸5(1 组合尺寸为模板、推杆固定板、推板、垫块四个零件的平面配置尺寸;导柱、导套的孔径、孔位尺寸;复位杆和紧固螺钉的孔径、孔位尺寸、(推荐性)以及模板、推板、垫块选用厚度尺寸。
模具的标准件
模具的标准件模具是制造工业中常用的一种工具,它可以用来制造各种形状的零件或产品。
而模具的标准件则是模具中的重要组成部分,它们在模具设计和制造中起着至关重要的作用。
本文将就模具的标准件进行详细介绍,以便读者更好地了解和应用模具标准件。
首先,模具的标准件包括哪些内容呢?通常来说,模具的标准件主要包括模具底板、导柱、导套、模板、顶针、顶针座、顶针杆、顶出器、顶出器座、定位环、定位柱等。
这些标准件在模具的设计和制造过程中起着至关重要的作用,它们的质量和精度直接影响着模具的使用效果和产品的质量。
其次,模具的标准件有哪些特点呢?首先,模具的标准件通常具有通用性和标准化的特点,它们可以在不同的模具中通用,从而降低了模具的设计和制造成本。
其次,模具的标准件通常具有高精度和高可靠性,它们需要经过严格的加工和检测,以确保其精度和可靠性。
再次,模具的标准件通常具有一定的耐磨性和耐腐蚀性,它们需要能够在长期的使用中保持稳定的性能和精度。
然后,模具的标准件在模具设计和制造中起着怎样的作用呢?首先,模具的标准件可以作为模具的基础部件,它们可以为模具的其他部件提供支撑和定位。
其次,模具的标准件可以作为模具的动作部件,它们可以通过相互配合和运动来完成模具的开合、顶出和定位等动作。
再次,模具的标准件可以作为模具的定位和导向部件,它们可以确保模具在使用过程中保持稳定的位置和方向。
最后,模具的标准件在模具制造中应该如何选择和应用呢?首先,选择适合自己模具的标准件,需要根据模具的具体要求和工作环境来进行选择。
其次,在应用模具的标准件时,需要严格按照标准件的使用说明和要求来进行安装和调试,以确保其正常的使用效果。
再次,需要定期对模具的标准件进行检查和维护,及时发现和解决问题,以确保模具的正常使用和产品的质量。
综上所述,模具的标准件是模具中的重要组成部分,它们在模具的设计和制造中起着至关重要的作用。
选择适合自己模具的标准件,并严格按照要求进行使用和维护,将有助于提高模具的使用效果和产品的质量。
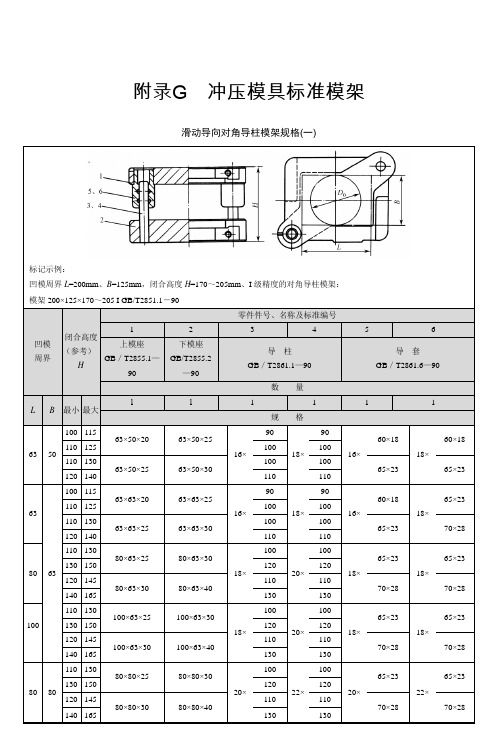
附录G 冲压模具标准模架
1
125×48 140×53 125×48 50× 140×53 140×58 150×58 140×53 150×58 140×53 150×58 150×53 160×63 55× 150×53 160×63
滑动导向后侧导柱模架规格(二)
标记示例: 凹模周界 L=200mm、B=125mm,闭合高度 H=170~205mm、I 级精度的后侧导柱模架: 模架 200×125×170~205 I GB/T 2851.3-90
量 1
格 200 230 230 260 200 230 230
50× 260 230 260 260 290 230 260 260 290 230 260 260 290 220 250 250 280
55× 240 270 270 300
1
125×48 140×53 125×48 45× 140×53 140×58 150×58 140×53 150×58 140×53 150×58 150×53 160×63 50× 150×53 160×63
90
3
4
导柱 GB/T2861.1—90
数量
5
6
导套 GB/T2861.6—90
1
1
1
1
1
1
L B 最小 最大
规格
110 130
100×80×25
100×80×30
130 150
100
120 145
80×80×30
100×80×40
140 165
100
100
120
120
110
110
130
130
65×23 70×28
130 150 100
UG标准件库

•
7.4.1 Injection(浇注系统标准件)
• 标准件库中多家世界著名厂商提供了模具系列标 准件,在浇注系统标准件里就包括有定位环和浇 口套。 • 1. 定位环 • 2. 浇口套
7.4.2 Ejection(顶出系统标准件)
• 顶杆标准件是顶出系统中最简单、常见的一种制品顶出活动部件。在标准 件库中,顶出系统标准件类型中主要有直顶杆、扁顶杆、有托顶杆及顶管 等形式,用户可根据模具的结构来选择适用的顶出标准件。 1. 直顶杆Ejectior Pin(Styaight) 2. 扁顶杆Ejectior Pin(Shouldered) 3. 有托顶杆Ejectior Pin Flat(FW,FK) 4. 顶管Ejectior Sleeve Assy(S,KS)
• • • •
7.4.3 导向标准件
• 导向零件标准件主要有带螺纹的导柱Guide(With Screws)和导套Guide Bushing两种,起开模和闭 模的导向作用,确保模具能正常工作。 • 1. 带螺纹的导柱Guide(With Screws) • 2. 导套Guide Bushing
7.4.4
7.3.1 建模模式下的模架加载
• UG MW专家模架库功能十分强大,不仅可在MW模块里对自动分模创建的成 型镶块进行模架的加载,还可对在建模模式下创建的成型镶块加载适用的 模架。 在建模模式下,模架的加载是基于UG系统的绝对坐标系而进行的,产品及 成型镶块则是参照工作坐标系来创建的,若绝对坐标系与工作坐标系不相 符,那么就需要调整产品及成型镶块在工作坐标系的位置。 下面以一个实例来说明模架的加载过程。因示例模型的工作坐标系与绝对 坐标系不重合且ZC轴向与模具开模不同向,所以将模架的整个加载过程分 为4个部分:设置绝对坐标系、平移模型、旋转模型和加载模架。
模架

模架概况学习随着模具工艺的分节细化,模具制作的部件的规模化。
模具与零部件的分别批量生产已经成熟。
那框架的是指哪部分?基本构造又是如何的?下面为大家整理一些:通常模具是由二类零件组成:一类是工艺零件,这类零件直接参与工艺过程的完成并和坯料有直接接触,包括有工作零件、定位零件、卸料与压料零件等;一类是结构零件,这类零件不直接参与完成工艺过程,也不和坯料有直接接触,只对模具完成工艺过程起保证作用,或对模具功能起完善作用,包括有导向零件、紧固零件、标准件及其它零件等。
应该指出,不是所有的冲模都必须具备上述六种零件,尤其是单工序模,但是工作零件和必要的固定零件等是不可缺少的。
模架就属于结构零件,它主要作用:定位,固定的作用,导正凸模、凹模的间隙。
模架除了提高精度外,装模也变的很方便,避免了因冲床精度引起的质量问题。
模架主要由四部分构成:上模座,下模座,导柱,导套。
1、模座。
属于标准件,根据生产需要选择合适的钢材,对其刚度,变形系数等物理性质有要求。
A。
模座形状分为圆形和矩形。
B。
带模柄的模座。
可根据冲床的情况,制造一种或几种规格的通用模柄,然后按零件情况制出凸、凹模。
对一般冲孔、落料、弯曲、简单的拉深、校形等,均可采用此种方法。
常用于批量小而品种多的冲压件生产。
2、导柱和导套。
是引导模具行程的导向元件。
结构图示例图模架主要类别有:中间导柱模架,四角导柱模架,对角导柱模架。
后侧导柱模架。
按座架形状分,一般模架都分为I型和H型,以配合不同的锁模方式的需要。
I型也称为工字型,H型也称为直身模。
目前全球模架生产企业四强:(哈斯科)德国模具,FUTABA (双叶)日本,(美国)D-M-E公司,(中国)LKM龙记什么是模架模架也叫模胚,或模座。
模具的基座,便于安装模具,起支撑,保护,连接模具的关键部件(模芯)的作用.因为模胚不参与成型,所以其形状没有不会随部品的改变而变化,只与部品的大小,结构有关,所以可以将模胚标准化,即模胚形式大体相似,只有大小,厚薄变化,标准化后加工起来非常方便,模胚厂可以先加工好各种大小不同规格的模胚零件(模板,导柱)等,再根据客户需要组成一套一套的模胚.著名的模胚标准有龙记,富特巴,HASCO等.标准模架加工设备主要是铣床,磨床,钻床。
模具设计的原则有些模具设计六大原则

模具设计的原则有些模具设计六大原则模具设计的原则大家都知道有哪些吗?下面,为大家分享模具设计六大原则,希望对大家有帮助!设计规范化、标准化模具标准化是组织模具专业化生产的前提,而模具的专业化生产是提高模具质量、缩短模具制造周期和降低成本的关键。
1.采用和购买标准模架及其它标准件模架及标准件由专门的厂家、企业通过社会化分工进行生产,使有限的资源得到优化配置。
模具通常在报废之后只是凸凹模(或型芯型腔)不能再用,但模架还基本完好无损,因此,使用标准模架有助于模架的再利用。
冲压模和注塑模的模架都有很多种类,而这些模架也基本是由标准的上下模座、导柱、导套等部件组成。
同时,模架的标准化,可以使生产模架所使用的设备大大减少,从而节约资源,也利于管理。
2.模具各结构单元的规范化、标准化这样可加快设计速度,缩短设计周期,方便加工管理。
材料的选择模具材料的绿色程度对最终产品的绿色性能有着极为重要的影响。
绿色设计的材料选择必须建立在绿色材料的基础上,摒弃过去对材料进行表面处理所采用的化学方法,以物理的方法达到防腐或易于脱模的目的。
选择优质镜面模具钢加工模具型腔,用不锈钢材料来加工防腐的模具以替代电镀,或用对环境危害小的镍磷镀替代电镀铬。
绿色材料应具备的基本性能有:1.低污染、低耗能、低成本;2.易加工和加工过程中无污染或少污染;3.可降解,可重复使用。
可拆卸性设计模具在使用过程当中,部分零部件由于承受过大的摩擦与冲击,磨损较大。
这时,只需更换这部分零部件,模具仍可使用。
此外,有时只要更换工作零件,即可实现一种新产品的生产。
因此,不可拆卸不仅造成大量可重复零部件材料的浪费,而且还会因废弃物不好处置而造成严重的环境污染。
因而,在设计初期就要考虑到拆卸的问题:1.尽可能选择通用结构,以便更换;2.在满足强度要求的前提下,尽量采用可拆卸联接,如用螺纹联接,不用焊接、铆接等。
制造环境设计机械生产车间,尤其是冲压车间的噪音和污染非常严重,对工作人员的身体健康造成非常大的威胁,也干扰了周边的安宁,所以,在进行模具设计时,要对产生的噪音加以控制,甚至消除。
标准模架及模具标准零件

第三章标准模架及模具标准零件3.1.1 塑料注射模架结构模架(mould base):是由模板、导柱和导套等零件组成,但型腔未加工的组合体。
模架的主要零件如图3-1—图3-3所示,从图中可以看出,除凹模和型芯取决于塑件外,模架的其余部分都极其相似。
这就使得模架的标准化成为可能。
标准模架(standard mould bases):由结构、形式和尺寸都标准化、系列化并具有一定互换性的零件成套组合而成的模架。
在标准中规定了主要零件的形状与材料。
以标准为基础组装各种各样功能零件的模具标准件,近年来已经实现了标准化。
如果能完善地应用,那么将在降低模具成本,缩短模具制造周期方面取得明显的效果。
在标准模具标准件的组合方法上,基本上所有厂都相同,但在细节部分,各自进行了各种各样的研究。
在采用模架时,要与生产厂进行协商,正确选择适合于使用目的的形式。
图3-1所示是前面说讲的二板模具的模架。
由于其用途最广、用量最大,而且许多其它类型的模架也可看成由它派生而来,所以初学者应熟悉其结构,掌握其用途。
浇口套定位环导套定模座板定模板动模板垫板导柱模脚动模座板螺钉图3-1 模架图3-2是上述模架分解后的图,图3-3是去掉导柱、导套、螺钉等零件后各模板的图。
从图可以看出模架的主要零件的位置及其装配关系,定模是由定模板装上导套后和它上面的定模座板用螺钉联结,在装上浇口套和定位圈构成。
动模是由动模板装上导柱后与其下面的垫板、模脚、定模座板用螺钉联结而成。
图3-2 模架分解图 图3-3 各模板图3-4是这个模架的正投影图,用来反映该模架的主要结构形式。
一般相同的零件只须表达一个,而各零件的布置则要用俯视图(或TOP 视图)表达,如图3-9为一标准模架的两个视图。
模具标准化的意义:1)模具标准化的实施,能有助于稳定、提高和保证模具设计质量和制造中必须达到的质量规范,使工业产品零件的不合格率减少到最低程度。
2)模具标准化可以提高专业化协作生产水平、缩短模具生产周期、提高模具制造质量和使用性能。
模架知识

模架上标准件的代号gb导套gp导柱rp复位销回位针egp顶针板导柱st垃圾钉止位销a板母模板b板公模板stp限位柱sup支撑柱stb小拉杆ko孔
模架知识
一、注射模的形式
1.两板模:(常见的模具)(大水口)
2.三板模:(常见的模具)(细水口)
点进胶、偏心进胶、双分型面
3.热流道模具:无流道(减少注射压力、节约材料)
4.双色模:
二、பைடு நூலகம்架
1.模架厂商:龙记(LKM)、DME、Futaba、Hasco
(重村钢、铭振)
2.模架类型
a、两板模:SA、SB、SC、SD、SE、SF
b、三板模:DCDF
3.模架上标准件的代号
GB(导套)、GP(导柱)、RP(复位销、回位针)
EGP(顶针板导柱)、ST(垃圾钉、止位销)
A板(母模板)、B板(公模板)、STP(限位柱)
塑料模具模架结构标准及参考图例

168塑料模具零部件结构标准及参考图例第7章注射模零部件结构尺寸及技术要求 7.1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
7.1.1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套;11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板7.1.2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。
直浇口基本型又分为A 型、B 型、C 型和D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
D 型:定模二模板,动模一模板,加装推件板。
直身基本型分为ZA 型、ZB 型、ZC 型和ZD 型;直身无定模板座板型分为ZAZ 型、ZBZ 型、ZCZ 和ZDZ 型。
第9讲 基本结构零件及标准模架

用途:用于中、大批 量生产的精密模具或 导向精度要求高,必 须采用导套的模具。
图9-2 b) 导柱的典型结构
9.1.2 导柱导向机构
1.导柱 (1)结构形式 按有无储油槽分: 1)无储油导柱: 用于小型模具,生产批 量不大的场合。 2)带储油导柱: 用于大型模具,生产批 量较大的场合。
图9-3 润滑油槽
≤16
60
≥60
9.1.2 导柱导向机构
1.导柱 (3)数量要求
标准模架的导柱直径和数量一般都是确定的( 4个)。
9.1.2 导柱导向机构
1.导柱 (4)安装要求 带头导柱固定部分配合直径与导向部分直径 相同;
9.1.2 导柱导向机构
1.导柱 (4)安装要求 有肩导柱固定部分配合直径应与导套的外径 一致,其尺寸可参考表9-2选择; 导柱固定部分长度一般不小于其配合直径的 1~1.5倍,可由导柱固定板厚度确定。
9.2.2 支承板设计
概念:垫在固定板的下面的一块模板。 作用:对固定板及其上的各零件进行支承; 防止成型零件和导向零件产生位移; 承受成型压力。 要求:应有足够的强度和刚度, 以防其上的模具零件发生一定程度 的变形,导致模具发生故障或直接 影响塑件质量。 必要时应对支承板进行强度和 刚度校核。
9.2.3 垫块设计
9.1.2 导柱导向机构
8)用于脱模机构导 向的推板导柱和推板导套 , 如图所示,可防止型芯受 力时的弯曲或折断,保证 顺利地实现推出运动。
推板导柱和推板导套
9.1.2 导柱导向机构
8)用于脱模机构导向的推板导柱和推板导套, 如图所示,推板导柱还可以兼做垫柱,以增加支承 板的刚度。
9.1.3 锥面定位机构
模架 1-定模座板 2-定模板 3-导柱及导套 4-动模板 5-支承板6-垫块 7-动模座板 8-推杆固定板 9-推板
UG标准件库
7.4.3 导向标准件
• 导向零件标准件主要有带螺纹的导柱Guide(With Screws)和导套Guide Bushing两种,起开模和闭 模的导向作用,确保模具能正常工作。
• 1. 加载定位环 • 2. 加载浇口套
7.5 实例:MW模式下模架与标准件的加载
• 回顾本章的学习,首先介绍了正确选用模架的重要性,并 以大量的模架结构图将模架的基本知识形象化、简单化。 随后又介绍了在MW模式下模架与模具标准件的基本内容以 及加载的操作过程。接下来再以一个实例来温习本章所学 内容。
• 标准件库中的滑动标准件仅有一种,即单斜导柱 滑块标准件。它主要用于产品的侧抽芯脱模。单 斜导柱滑块Angle Pin-APD标准件,如图7-57所示。
7.4.6 加载标准件
• 仅当模具模架装配以后,才能加载模具标准件,如定位环、浇口套等。模 具标准件是基于模架作为参照定位而进行加载的。因此,只需设置模具标 准件的参数,即可快速完成自动化的加载。下面以加载定位环和浇口套的 实例来说明标准件的加载过程。
第7章 标准件库
• MoldWizard(以下简称MW)有电子表格驱动的标 准件库,这些库可被客户化,还可以依据用户的 需要来扩展这些库以满足特殊的需求。
• MW模块的标准件库中包含有模架库和标准件。如 何合理的选用模架及标准件,这是每个设计者必 须面对的问题,因此需要先了解模架及标准件的 相关知识。
7.4 MW模具标准件
模架及标准件

1.2 滑块和斜顶设计
• 1.2.1 滑块\斜顶头设计
Moldwizard提供了两种创建方法: 1. 实体头 2. 修剪体
• 1.2.2 滑块\斜顶的方位
1.3 标准件管理
1. 目录:在目录下拉菜单下面,包括了生产 标准件的厂商,有DME、FUTABA、 HASCO、MISUMI等厂商。在调入标准件的 时候首先选取相应的标准件生产厂商。 2. 尺寸:在尺寸对话框中可以修改标准件的 具体尺寸。 3. 分类:对分类菜单下面的类型进行过滤, 便于快速选取所需要的标准件型号,在默认 情况下是:All Standards。在成员视图中可 以看到具体目录下的分类 。 4. 父:表示将要加载的标准件在装配树中的 位置,即将标准件作为哪个组件的子集。 5. 位置:用于设置标准件的定位方式,在注 塑模向导中有9种定位方式。
1.3 标准件管理
• 1.3.1 顶出机构设计
1、顶出位置应设置在顶出阻力最大处,不可离成型镶件或型芯太近。 2、对于对称的产品(阻力平衡)时,顶杆应均衡设置,使顶出平衡。 3、对于存在细而深的加强筋时,一般在其底部设置顶杆。 4、避免在有外观要求的产品表面设置顶杆。 5、在产品进胶口处避免设置顶杆,以免破裂。 6、顶杆与顶杆孔配合,一般采用间隙配合,一般配合长度10-15mm,其余 部分扩孔0.5-1mm成逃孔。 7、顶出系统脱模后在进行下次注射前,必须先退回原处,主要形式有强制 复位、弹簧复位、拉杆复位、油缸复位等。
1.7 综合实例
• 1.7.1 镶块设计
1. AP板镶块设计
轮廓拆分
新建级别
1.7 综合实例
• 1.7.1 镶块设计
1. AP板镶块设计
创建xk级别
引用集
替换引用集
《5.模架及标准件选择》讲稿[2页]
![《5.模架及标准件选择》讲稿[2页]](https://img.taocdn.com/s3/m/9cdb430781c758f5f61f67fe.png)
同学们,今天我们学习项目一中的第五讲,六角形铜片单工序冲裁模模架及标准件选择。
(ppt翻页)首先进行六角形铜片单工序冲裁模标准模架的选择。
(ppt翻页)本节的具体学习任务是:根据前面已经得到的凹模周界尺寸和模具闭合高度,来为六角形铜片单工序冲裁模选择一个合适模架。
(ppt翻页)通过本节的学习,同学们应当掌握标准模架的分类和具体结构,以选择标准模架的一般方法,最终达到能合理地选择冷冲模标准模架的目的。
首先我们进行相关理论知识的学习。
(ppt翻页)大家看,这是一套冷冲压模具,所谓模具是指冷冲模中的这样一组通用成套基础零件。
(点击鼠标)它包括:上模座(点击鼠标)、导套(点击鼠标)、导柱(点击鼠标)、下模座(点击鼠标)。
(点击鼠标)(ppt翻页)模架是整副模具的骨架,其在模具中可以起到三个方面的作用:(点击鼠标)首先是安装作用,从前面的图中可以看出模具零件都是安装在模架上的;(点击鼠标)其次是导向作用,模架可以保证模具的工作部分在工作时间内具有正确的相对位置;(点击鼠标)第三是承载作用,模架需要承受冲压过程的全部载荷。
(ppt翻页)冷冲模的模架的可分为:导柱模架,它由上模座、导套、导柱、下模座组成;和导板模架,其与导柱模模架结构基本相同,不同的是该类模架上面不是上模座而是弹压导板。
(ppt翻页)这两类模架中以导柱模模架模具最为常用。
(点击鼠标)(ppt翻页)导柱模模架模根据导柱、导套之间(点击鼠标)摩擦形式不同可分为(点击鼠标):滑动导向模架,和滚动导向模架。
(ppt翻页)其中滑动导向模架的导向机构由导柱、导套组成,它们之间为间隙配合,以滑动摩擦的形式进行导向,这种结构的运动速度低,导向精度差,寿命短,但有一个好处:可以承受较大的侧向力,因此(点击鼠标),一般用于受力大、精度要求不高的模具。
而滚动导向模架的导向机构由导柱、导套、衬套和滚珠组成,它们之间为过盈配合以滚动摩擦的形式进行导向,这种结构的运动速度高,导向精度好,寿命长,但不能承受较大的侧向力,因此(点击鼠标),一般用于受力小、精度要求高的模具。