150T液压机设计计算说明书
液压机液压系统设计

攀枝花学院学生课程设计说明书题目:液压传动课程设计——小型液压机液压系统设计学生姓名:学号:所在院系:机电工程学院专业:机械设计制造及其自动化班级:指导教师:职称:攀枝花学院教务处制攀枝花学院本科学生课程设计任务书注:任务书由指导教师填写。
摘要液压机是一种用静压来加工金属、塑料、橡胶、粉末制品的机械,在许多工业部门得到了广泛的应用。
液压传动系统的设计在现代机械的设计工作中占有重要的地位。
液体传动是以液体为工作介质进行能量传递和控制的一种传动系统。
本文利用液压传动的基本原理,拟定出合理的液压传动系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格。
确保其实现快速下行、慢速加压、保压、快速回程、停止的工作循环。
关键词:液压机、课程设计、液压传动系统设计AbstractHydraulic machine is a kind of static pressure to the processing of metal, plastic, rubber, the powder product of machinery, in many industrial department a wide range of applications. The design of the hydraulic drive system in modern mechanical design work occupies an important position. Transmission fluid is the liquid medium for the work carried out energy transfer and control of a transmission system.This paper using hydraulic transmission to the basic principle of drawing up a reasonable hydraulic system map ,and then after necessary calculation to determine the liquid pressure system parameters , Then according to the parameters to choose hydraulic components specification. To ensure the realization of the fast down, slow pressure, pressure maintaining, rapid return, stop work cycle.Key words:hydraulic machine, course design, hydraulic transmission system design.目录摘要 (I)Abstract (II)1 任务分析 (1)1.1技术要求 (1)1.2任务分析 (1)2 方案的确定 (2)2.1运动情况分析 (2)3 工况分析 (3)3.1工作负载 (3)3.2 摩擦负载 (3)3.3 惯性负载 (3)3.4 自重 (3)3.5 液压缸在各工作阶段的负载值 (3)4 负载图和速度图 (5)5 液压缸主要参数的确定 (6)5.1 液压缸主要尺寸的确定 (6)5.2 计算在各工作阶段液压缸所需的流量 (6)6 液压系统图 (9)6.1 液压系统图分析 (9)6.2 液压系统原理图 (9)7 液压元件的选择 (11)7.1液压泵的选择 (11)7.2 阀类元件及辅助元件 (11)7.3油箱的容积计算 (12)8 液压系统性能的运算 (13)8.1 压力损失和调定压力的确定 (13)8.2 油液温升的计算 (14)8.3 散热量的计算 (15)结论 (17)参考文献 (18)1 任务分析1.1技术要求设计一台小型液压压力机的液压系统,要求实现快速空程下行—慢速加压—保压—快速回程—停止的工作循环,快速往返速度为V=5.6 m/min,加压速度1V=70mm/min,其往复运动和加速(减速)时间t=0.02s,压制力为320000N,运2动部件总重为40000N,工作行程400mm,(快进380mm,工进20mm),静摩擦系数fs=0.2,动摩擦系数fd=0.1油缸垂直安装,设计该压力机的液压系统传动。
150T四柱液压机液压系统毕业设计

1 绪论本设计的容是150T四柱液压机液压系统设计。
液压技术是机械设备中广泛采用的技术方式。
该技术采用液体作为工作介质,通过动力组件将机械能转换为液体的压力能,在通过管道、控制组件,借助执行组件将压力能转换为机械能,驱动负载实现运动,完成所需动作。
液压传动相对于机械传动来说是一门新技术,液压传动系统有液压泵、阀、执行器与辅助件等液压组件组成。
液压传动原理是把液压泵或原动机的机械能变为液压能,然后通过控制、液压阀和液压执行器,把液压能转变为机械能,以驱动工作机构完成所需的各种动作。
液压传动技术是机械设备中发展速度最快的技术之一,其发展速度仅次于电子技术,特别是近年来液压与微电子、计算机技术相结合,使液压技术的发展进入了一个新的阶段。
从70年代开始,电子学和计算机进入液压技术领域,并获得了重大的效益。
例如在产品设计、制造和测试方面,通过利用计算机辅助设计进行液压系统和组件的设计计算、性能仿真、自动绘图以与资料的采取和处理,可提高液压产品的质量、降低成本并大大提高交货周期。
总之,液压技术在与微电子技术紧密结合后,在微电脑或微处理器的控制下,可以进一步拓宽它的应用领域,使得液压传动技术发展成为包括传动、控制、检测在的一门完整的自动化技术,使它在国民经济的各个方面都得到了应用。
本文研究容是150T四柱液压机液压系统设计,整个设计过程基本上体现了一个典型的液压系统的设计思路。
液压传动在金属切削机床行业中得到了广泛的应用。
例如磨床、车床、铣床、钻床以与组合机床等的进给装置多采用液压传动,它可以在较大围进行无级调速,有良好的换向性能,并易实现自动工作循环。
组合机床是由具有一定功能的通用部件(动力箱、滑台、支承件、运输部件等)和专用部件(夹具、多轴箱)组成的高效率专用机床。
组合机床加工围广、自动化程度高,在机械制造业的成批和大量生产中得到了广泛的应用。
叠加阀是在60年代由美国双A公司等较早开发的,但品种规格少,且都以小通经为主。
160t液压机毕业设计说明书

目录摘要: (I)Abstract: (II)第1章绪论 (1)1.1概述 (1)1.2发展趋势 (2)第2章液压机参数确定 (3)2.1 液压机基本技术参数 (3)2.2 工况分析 (3)2.2.1 外负载 (3)2.2.2 移动部件自重为: (3)2.2.3 惯性阻力F: (4)a2.2.4 密封阻力F: (4)密2.2.5 背压阻力: (4)2.3 绘制主缸的负载图和速度图 (5)第3章液压机系统原理图设计 (6)3.1 拟定液压系统原理图 (6)3.2 电磁铁动作顺序表 (8)第4章液压缸结构设计与校核 (9)4.1 液压缸的基本结构设计 (9)4.1.1 液压缸的类型 (9)4.1.2 钢筒的连接结构 (9)4.1.3 缸口部分结构 (9)4.1.4 缸底结构 (9)4.2 液压缸结构设计及参数确定 (10)4.2.1 液压缸的设计 (10)4.2.2 各缸动作时的流量: (13)4.2.3 上缸的设计计算 (14)4.2.4 下缸的设计计算: (18)第5章液压机柱塞油泵及电机的选择 (22)5.1 快速空程时的供油方式 (22)5.2 确定液压泵流量和规格型号 (22)5.3 确定电机的型号 (22)5.4 泵的构造与工作原理 (23)第6章液压机立柱、横梁设计计算 (24)6.1 立柱结构设计 (24)6.1.1 立柱设计计算 (24)6.1.2 连结形式 (25)6.1.3 立柱的螺母及预紧 (26)6.1.4 立柱的导向装置 (26)6.1.5 底座 (28)6.2 横梁参数的确定 (28)6.2.1 上横梁结构设计 (28)6.2.2 活动横梁结构设计 (28)6.2.3 下横梁结构设计 (29)6.2.4 各横梁参数的确定 (29)第7章液压元件的计算、选型 (30)7.1 管道及管接头 (30)7.1.1 管道 (30)7.1.2 管子的内径和壁厚的确定 (30)7.1.3 管接头 (31)7.2 液压控制阀的选择 (32)7.2.1 先导式溢流阀 (32)7.2.2 节流阀 (32)7.2.3 单向阀 (33)7.2.4 电磁换向阀 (33)7.2.5 顺序阀 (33)7.2.6 背压阀 (33)7.2.7 确定油箱容量 (33)7.2.8 过滤器的选用 (34)第8章液压系统主要性能验算 (37)8.1 系统压力损失计算 (37)8.2 液压回路的效率 (39)8.3 液压系统的温升验算 (40)8.4 液压冲击估算 (40)结论 (41)参考文献 (42)致谢 (43)电机转子硅钢片压紧液压机装置及液压系统设计摘要:本次设计为电机转子硅钢片压紧液压机装置及液压系统,主要对液压机各零部件进行设计计算,以及系统原理图的设计分析。
150T液压机设计计算说明书

1. 工况分析本次设计在毕业实习调查的基础上,用类比的方法初步确定了立式安装的主液压缸活塞杆带动滑块及动横梁在立柱上滑动下行时,运动部件的质量为150Kg 。
1.工作负载 工件的压制抗力即为工作负载:F t =mg=10,000kg ×10N/kg=100,000N2. 摩擦负载 静摩擦阻力: F fs =0.2×150×10=300N动摩擦阻力: F fd =0.1×150×10=150N3. 惯性负载 0.3()5007500.2n v F m N t ∆==⨯=∆60.5100.02412000b F N =⨯⨯= 自重: G=mg=1500N 4. 液压缸在各工作阶段的负载值:其中:0.9m η= m η——液压缸的机械效率,一般取m η=0.9-0.97。
工况负载组成推力 F/m η启动 8080b fs F F F G N =+-= 8977.8N 加速8340b fd m F F F F G N =++-= 9266.7N 快进7590b fd F F F G N =+-= 8433.3N 工进1477590fd t b F F F F G N =++-=1641766.67N 快退5390fd b F G F F N =++=5988.9N2.3负载图和速度图的绘制:负载图按上面的数值绘制,速度图按给定条件绘制,如图:三液压机液压系统原理图设计3.1 自动补油的保压回路设计考虑到设计要求,保压时间要达到5s,压力稳定性好。
若采用液压单向阀回路保压时间长,压力稳定性高,设计中利用换向阀中位机能保压,设计了自动补油回路,且保压时间由电气元件时间继电器控制,在0-20min内可调整。
此回路完全适合于保压性能较高的高压系统,如液压机等。
自动补油的保压回路系统图的工作原理:按下起动按纽,电磁铁1YA通电,换向阀6接入回路时,液压缸上腔成为压力腔,在压力到达预定上限值时压力继电器11发出信号,使换向阀切换成中位;这时液压泵卸荷,液压缸由换向阀M型中位机能保压。
液压压力机液压课程设计说明书
目录一、任务书 (3)二、指导教师评阅表 (4)三、设计内容 (5)(一) (5)(二) (6)(三) (13)(四) (19)(五) (23)(六) (25)四、设计小结 (26)五、参考资料 (27)蚌埠学院本科课程设计评阅表机械与电子工程系2011级机械设计制造及自动化专业(班级):11机制 1 班学生姓名孙明祥学号51101014017课题名称液压压力机指导教师评语:指导教师(签名):2014年月日评定成绩(一)压力机液压系统工况液压机技术参数:(1)主液压缸(a)负载制力压:压制时工作负载可区分为两个阶段。
第一阶段负载力缓慢地线性增加,达到最大压制力的10%左右,其上升规律也近似于线性,其行程为4 mm (压制总行程为10 mm)第二阶段负载力迅速线性增加到最大压制力27×105 N,其行程为6 mm。
回程力(压头离开工件时的力):一般冲压液压机的压制力与回程力之比为5~10,本压力机取为5,故回程力为F h = 5.2×105 N。
移动件(包括活塞、活动横梁及上模)质量=4000 kg。
(在实际压力机液压系统的设计之前,应该已经完成压力机的结构设计,这里假设已经设计完成压力机的机械结构,移动件的质量已经得到。
)(b)行程及速度快速空程下行:行程S l = 300 mm,速度v1=20 mm/s;工作下压:行程S2 = 6 mm,速度v2=1 mm/s。
快速回程:行程S3 = 310 mm,速度v3=18 mm/s。
(2)顶出液压缸(a)负载:顶出力(顶出开始阶段)F d=3.6×105 N,回程力F dh = 2×105 N。
(b)行程及速度;行程L4 = 120 mm,顶出行程速度v4=55 mm/s,回程速度v5=120 mm/s。
液压缸采用V型密封圈,其机械效率ηcm=0.91。
压头起动、制动时间:0.2 s。
设计要求。
本机属于中小型柱式液压机,有较广泛的通用性,除了能进行本例所述的压制工作外,还能进行冲孔、弯曲、较正、压装及冲压成型等工作。
150T压块机使用说明书

KFY-B-150T150吨四柱压块机使用说明书大连科富液压装备制造中心2012-4-25使用须知感谢贵单位使用我公司生产的KFY系列中该规格的四柱压块机,愿我们的产品给您创造最佳的经济效益。
为了人身及设备安全,在使用该产品前须知:1、随机提供的使用说明书是指导用户正确使用、维护和保养机器的主要技术资料,请妥善保存,操作人员必须仔细阅读理解,掌握使用方法后方可进行操作。
2、送料、接料时严禁将手或工具伸进危险区内。
多人操作时须确定指挥者,协调动作紧密配合。
3、操作者离开机器时必须切断电源。
4、遥控系统为精密仪器,请将发射器妥善保管于通风干燥处,防水防尘,不使用时摘下发讯钥匙。
定期更换电池,长时间不使用时要卸下电池。
接收器安装于电控箱外,非专业人员禁止调试或拆卸。
5、机床有异常或故障时必须立即停机检查。
6、机器维护、修理时必须切断电源,上压头须用支撑柱加固。
7、非专业操作人员严禁上机操作8、严禁超过滑块的最大行程。
压头与料槽最大闭合高度应不小于150mm。
9、为保障使用寿命,压块机杜绝超负荷作业或超过偏心距(>50mm)使用。
目录一、机床外观总图 4二、机床的结构概述 51、主体结构及技术参数 62、液压系统及技术参数73、电气系统及技术参数7三、操作说明8四、外购件及易损件清单10五、维修及保养13六、售后服务15 一、外观总图该产品机体采用三梁四柱下压式结构,四柱为煅件表面镀铬,横梁由钢板焊接而成,确保对设备的刚性和强度要求。
主机包括机身、主油缸、工作台提升缸、推料油缸、料槽构件、液压系统、电控系统等。
二、机床结构概述和主要技术参数本机由主机、液压系统、电气控制系统等组成,通过管路及电缆联系起来构成整机;主机部分由机身、主缸、提升缸、推料缸、上压头、滑动工作台、料槽构件等组成;液压系统由插装阀、集成油路、泵组及主油箱等组成;电气控制系统由电控箱、操纵台及各种控制元件等组成。
1、机体结构机身由上横梁、工作头及导柱、滑动工作台、立柱、固定座、锁紧螺母、调节螺母等组成,上横梁和固定座用四根立柱与锁紧螺母联成刚性桁架,滑动工作台则由四根立柱导向,可以往复上下运动。
YZ-150液压站说明书

一、概述新型YZ-150B液压站是由液压、电气两部分组成的全自动液压系统,它具有控制灵敏、保护完善、噪音低、工作可靠等特点,其中电气控制采用台达PLC中心集中控制,采用触摸屏直接控制液压系统,也可以转换成手动模式操作运行,并且还可进行异地控制。
电气柜电器元件均采用国内知名品牌,(包括台达、正泰、德力西等品牌),当液压系统出现各种报警情况时,(比如过压报警、过流报警、油温高报警、过滤器堵塞报警等),可自动体现在人机界面报警窗口;还可根据客户的要求,自行设计电气系统。
本液压系统由于采用新型YB系列叶片泵,而使它的噪音更低,工作更加稳定,广泛应用于冶金矿山、水泥机械等行业,可单泵工作,也可双泵同时工作。
二、技术性能1、工作压力:≤8Mpa2、排量:69L/min3、电动机:Y160M-4 功率:11KW 转速:1460r/min4、油箱:有效容积约1.0m3三、工作原理当电动机M1或M2或M3工作时,液压油经过滤油器7吸入叶片泵9,通过叶片泵产生高压油进入单向阀8,电液换向阀13再入油缸,油缸另一出口经电液换向阀13,节流阀12回油箱。
溢流阀11调节系统工作压力、节流阀12调节系统流量,电液换向阀13通过行程开关换向,使系统自动换向工作,电接点压力表6调节系统最高工作压力。
四、使用1、开机前准备:把电接点压力表6调整好最高保护压力(一般为6~8Mpa);把行程开关SA1、SA2距离调整好,使工作行程大约在290mm左右。
2、开机:按ST1开机,接通运行按钮SM2,电液换向阀得电吸合,液压油推动油缸工作,当挡铁碰到行程开关SA2或SA1时,电液换向阀换向,上述工作循环将不停进行;按ST2开机,同理上述工作循环将不停进行。
五、溢流阀工作压力的设定1、关闭运行开关SM2 ,按ST1开机,油泵9开始工作。
2、把溢流阀11逆时针方向旋转,即把工作压力减到最小。
3、把节流阀12顺时针方向旋转,即关闭节流阀,使液压油经过溢流阀回油箱。
液压压力机设计说明书

液压压力机设计说明书第1章绪论近年来,世界各国经济迅猛发展。
在经济发展的过程中,制造业起着支柱作用。
尤其在中国这一发展中国家,制造业的发展更是日新月异。
制造业就是对各种材料进行加工制造,使其符合人们的使用需要。
在制造加工的方法中,压力加工是不可缺少的一种加工方法。
在制造业的每一个领域,例如航空、汽车、拖拉机、机床、仪表这些行业都缺少不了压力加工。
可见,压力加工是非常重要的。
压力加工应用的主要工具就是各种锻压机械。
锻压机械主要用于金属成形,所以又称为金属成形机床。
锻压机械是通过对金属施加压力使之成形的,力大是其基本特点,故多为重型设备。
锻压机械的发展也是有一个漫长过程的。
最初人们为了制造工具,用人力、畜力转动轮子来举起重锤锻打工件。
这是最古老的锻压机械。
14世纪出现了水力落锤。
15~16世纪航海业蓬勃发展,为了锻造铁锚等,出现了水力驱动的杠杆锤。
18世纪出现了蒸汽机和火车,因而需要更大的锻件。
1842年,英国工程师内史密斯创制第一台蒸汽锤,开始了蒸汽动力锻压机械的时代。
1795年,英国的布拉默发明水压机,但直到19世纪中叶,由于大锻件的需要才应用于锻造。
随着电动机的发明,十九世纪末出现了以电为动力的机械压力机和空气锤,并获得迅速发展。
二十世纪60年代以后,锻压机械改变了从19世纪开始的,向重型和大型方向发展的趋势,转而向高速、高效、自动、精密、专用、多品种生产等方向发展。
于是出现了每分种行程2000次的高速压力机、六万千牛的三坐标多工位压力机、两万五千千牛的精密冲裁压力机。
各种机械控制的、数字控制的和计算机控制的自动锻压机械以及与之配套的操作机、机械手和工业机器人也相继研制成功。
现代化的锻压机械可生产精确制品,有良好的劳动条件,环境污染很小。
锻压机械主要包括各种锻锤、各种压力机和其他辅助机械。
压力机又根据不同的动力及传动形式分为机械压力机和液压机。
机械压力机是用曲柄连杆或肘杆机构、凸轮机构、螺杆机构传动,工作平稳、工作精度高、操作条件好、生产率高,易于实现机械化、自动化,适于在自动线上工作。
液压机主缸参数计算

L/min 11462 L/min 4 mm/s L/min mm/s L/min mm/s 3821 30 1146 80 3057 10
L/min 864.8 980.9 142.4 157.5
10/16/25/32/40/63/80/108/160/250 /400
3.标准阀块类型
标准阀块 泵的数量插装阀通径 上限流量L/min 接管内径 315T 1 16 150 25 500T 2 25 350 32 1250T 2 32 550 40
1.液压机主缸参数计算
名称 系统压力 总吨位 回程力 主缸数量 主缸上腔面积(单缸) 主缸下腔面积(单缸) 活塞直径 活塞杆直径 取标准油缸活塞直径D 活塞杆直径d 标准主缸活塞面积A1 标准主缸环形面积A2 面积比k 快下速度 快下主缸上腔总进油 快下主缸下腔总出油 单缸充液阀流量 充液阀规格(<3m/s) 慢下速度 慢下主缸上腔总进油 慢下主缸下腔总出油 快回速度 快回主缸上腔总出油 快回主缸下腔总进油 慢回速度 慢回主缸上腔总出油 慢回主缸下腔总进油 上腔油口通径(慢下) 下腔油口通径(快回) 下腔油口通径(快下) mm/s 单位 MPa T T 个 m2 m2 m m m m m2 m2 计算结果 25 1600 160 3 0.021 25 630 200 1 0.08 PQ 名称 电机转速 泵排量
2.泵站参数计算
单位 r/min cc/r 计算结果 1450 88 1450 60 87 25
泵输出流量 系统压力
L/min 127.6 MPa kw 25
0.213 0.252 0.521 0.567 0.495 0.468 0.52 0.5 0.63 0.56
54.81 37.37 40% 12 0.85 40% 12 0.85
液压压机设计说明书

液压压机设计说明书设计内容:1.液压传动方案的分析2.液压原理图的拟定3.主要液压元件的设计计算(例游缸)和液压元件,辅助装置的选择。
4.液压系统的验算。
5.绘制液压系统图(包括电磁铁动作顺序表,动作循环表,液压元件名称)A4一张;绘制集成块液压原理图A4一张;油箱结构图 A4一张;液压缸结构图A4一张。
6.编写设计计算说明书一分(3000-5000字左右)。
一、明确液压系统的设计要求对油压机液压系统的基本要求是:1)为完成一般的压制工艺,要求主缸驱动滑块实现“快速下降——压制——保压——快速回退——原位停止”的工作循环,具体要求可参看题目中的内容。
2)液压系统功率大,空行程和加压行程的速度差异大,因此要求功率利用合理。
3)油压机为高压大流量系统,对工作平稳性和安全性要求较高。
二、液压系统的设计计算 1. 进行工况分析,绘制出执行机构的负载图和速度图液压缸的负载主要包括:外负载、惯性阻力、重力、密封力和背压阀阻力(1) 外负载:压制时外负载:=50000 N快速回程时外负载:=8000 N(2) 移动部件自重为:N(3) 惯性阻力:式中:g——重力加速度。
单位为。
G——移动部件自重力。
单位为。
——在t时间内速度变化值。
单位为。
——启动加速段或减速制动段时间。
单位为。
(4) 密封阻力:一般按经验取(F为总负载)在在未完成液压系统设计之前,不知道密封装置的系数,无法计算。
一般用液压缸的机械效率加以考虑,。
(5) 背压阻力:这是液压缸回油路上的阻力,初算时,其数值待系数确定后才能定下来。
根据以上分析,可计算出液压缸各动作阶段中负载,见表1:工况计算公式液压缸的负载(N)启动、加速阶段稳定下降阶段F =压制、保压阶段快退阶段表1(6) 根据上表数据,绘制出液压缸的负载图和速度图2. 拟定液压系系统原理图3. 确定液压缸主要尺寸 (1) 工作压力的确定工作压力可根据负载大小及设备类型来确定由文献<一>表2-1,根据,选定工作压力(2) 计算液压缸的内径D和活塞杆直径按,油缸的机械效率,由文献<一>式2-1:由文献<一>表2-5,液压缸尺寸系列表,将直径圆整成标准直径由文献<一>表2-4,液压缸内径D与活塞杆直径d的关系,取由文献<一>表2-6,活塞杆直径系列,取无杆腔面积:有杆腔面积:按最低工进速度验算液压缸的最小稳定速度:,所以满足最小稳定速度要求。
液压系统设计计算
上述推荐值,有的偏小。例如,现在高压管路中最大流速已接近 15 米/秒。 清华大学俞新陆老师主编的《液压机》介绍了国内外几家插装阀 生产厂家生产的插装阀的额定流量,如表 5。 表 5 插装阀的额定流量
推荐额定流量 L/min 设计制造单位 16 济南铸锻所 上海 704 所 德国 REXROTRH 德 国 Sauer 100 100 160 60 25 250 200 450 160 32 400 400 650 250 40 630 700 1100 400 通 径 mm 50 1000 1000 2000 630 2700 1000 4500 2500 7500 11000 3500 63 1600 80 2500 100 4000 125
Getriebe 日本不二越 中国(普通阀) (φ18) 63 300 (φ24) 100 600 (φ32) 200 (φ38) 250 1200 (φ50) 500 1700 (φ63) 800 2300 (φ80) 1250 3500
按公式(7) 可以计算出表 5 中各厂家产品阀口处的流速
v= 4Q 2Q = 10-4 2 1000 × 60π d 3π d 2
8
泵-机组的设计很重要,它是能源,Байду номын сангаас关泵的寿命,噪音水平。
图 6 泵-电机连接法兰
图 7 组合式泵-电机组 六 确定管径 一般说来,选取泵之后,管径也就确定了。这是因为,一般都是 根据泵的进出油口口径来确定管径的。 华南工学院杨宝光老师主编的《锻压机械液压传动》 ,推荐传动
9
系统中各种油路允许流速值如下: 高压管路 低压管路 排油管路 吸油管路 控制油路 充液油路 3~6 米/秒; ≤ 3 米/秒; ≤ 3 米/秒; 0.5~1 米/秒; 2~3 米/秒; 1~2 米/秒。
液压设计计算说明书
目录一.课程设计题目与其设计要求 (1)二.系统工况分析与方案选择 (1)三.液压元件的计算与产品选择 (6)四.主要部件的结构特点分析与强度校核计算 (10)五.课程设计简单小结 (12)六.参考文献 (13)一、课程设计题目及其设计要求设计一台汽车变速箱体孔系镗孔专用组合机床的液压系统。
要求该组合机床液压系统要完成的工作循环是:几句夹紧工件→工作台快进→工作台1工进→工作台2工进→终点停留→工作台快退→工作台起点停止→夹具松开工件。
该组合机床运动部件的重量(含工作台和多轴箱等部件)为20000N ,快进、快退速度为6m/min ,1工进的速度为800-1000mm/min ,2工进的速度为600-800mm/min ,工作台的最大行程为500mm ,其中工进的总行程为300mm ,工进时的最大轴向切削力为20000N ,工作台的导轨采用山型--平面型组合导轨支撑方式;夹具夹紧缸的行程为25mm ,夹紧力在20000N-14000N 之间可调,夹紧时间不大于1秒钟。
(1)完成该液压系统的工况分析、系统计算并最终完成该液压系统工作原理图的设计工作; (2)根据已完成的液压系统工作原理图选择标准液压元件;(3)对上述液压系统中的进给液压缸进行结构设计,完成该液压缸的相关计算和部件装配图设计,并对其中的1-2非标零件进行零件图的设计。
配图具体参数如下:二、系统工况分析与方案选择 2.1 工况分析首先根据已知条件,绘制运动部件的速度循环图,如图1-1所示。
计算各阶段的外负载并绘制负载图。
液压缸所受外负载F 包括三种类型,即a f F F F F ++=ω (1-1)式中:ωF —工作负载,对于金属钻镗专用机床,本设计中即为工进时的最大轴向切削力,ωF =20000N ; a F —运动部件速度变化时的惯性负载;f F —导轨摩擦阻力负载,启动时为静摩擦阻力,启动后为动摩擦力阻力。
对于山型—平面型组合导轨f F 可由下式求得11co s 45222f F f G f G =∙+∙⨯︒⨯所以 )(212Rn f F G f F ++=G —运动部件重力;Rn F —垂直于导轨的工作负载,本设计中为零;f —导轨摩擦系数,在本设计中取静摩擦系数为0.2,动摩擦系数为0.1。
150T液压机的液压系统设计及分析 说明书

150T液压机的液压系统设计及分析摘要液压机是制品成型生产中应用最广的设备之一。
自十九世纪问世以来发展很快,已成为工业生产中必不可少的设备之一。
由于液压机在工作中的广泛适应性,使得其在国民经济各部门获得了广泛的应用。
如板材成型;管、线、型材挤压;粉末冶金、塑料及橡胶制品成型;胶合板压制、打包;人造金刚石、耐火砖压制和炭极压制成型;轮轴压装、校直等等。
随着液压技术的发展,液压机的应用越来越广泛,尤其是150吨液压机在压装和成型的应用,针对液压机的应用,我设计了“150t液压机液压系统”,此系统,能够实现的工作循环为快速空程下行—慢速加压—保压—快速回程—停止。
要求采用液压方式实现运动部件的平衡;不考虑各种损失。
本次设计,先后做了系统的设计,对系统的元件选型,对非标件的结构设计,性能验算,完成说明书,绘图等任务。
关键词:液压系统设计,液压方式,运动平衡150T hydraulic press hydraulic system design and analysisABSTRACTIn the production of products of molding press is one of the most widely used equipment. Since the 19th century its development is fast, has become an essential equipment in industrial production. Because of the extensive adaptability press at work, so that in the sectors of the national economy has been widely used. Such as sheet forming, pipe extrusion line, powder metallurgy, plastic and rubber molding, plywood, packaging, synthetic diamond, oppression and refractory carbon very pressing molding, wheel pressed, straightening, etc.Along with the development of technology, hydraulic press used more widely, especially in 150 tons of hydraulic pressing and molding application, according to the hydraulic press’application , I designed "150t hydraulic press hydraulic system", this system can realize the work cycle ——downlink rapidly ——compression slowly ——pressure-keeping——the quick return ——stop. Requiring to keep the balance of hydraulic movement. Don't consider various losses. This design has made system design, selection of system components of non-standard parts, the structure design, performance, and completed specifications, drawing computations such tasks.Keywords:hydraulic press system design ,the way in the hydraulic ,the balance of hydraulic movement目录前言 (1)第1章液压传动概述 (2)1.1液压传动的定义和发展情况 (2)1.2液压传动的定义和发展情况 (3)1.3液压传动的组成 (5)1.4液压传动的定义和发展情况 (6)1.5液压传动的特点及应用 (10)第2章液压系统的设计与计算 (13)2.1 液压系统的设计步骤和方法 (13)2.2 液压系统的工况分析和系统的确定 (13)2.3 确定液压系统的主要参数 (14)2.4 液压系统的拟定 (15)2.5 液压元件的计算和选择 (17)2.6 液压系统的性能验算 (20)第3章液压机液压系统的设计 (22)3.1 150t液压机液压系统工况分析 (22)3.1.1 工况分析 (22)3.1.2负载图和速度图的绘制 (23)3.2液压机液压系统原理图设计 (23)3.2.1 自动补油的保压回路设计 (23)3.2.2液压机液压系统原理图拟定 (24)3.3 液压系统的计算和元件选型 (26)3.3.1 确定液压缸主要参数 (26)3.3.2液压元件的选择 (28)3.4 液压系统的验算 (33)3.4.1系统温升的验算 (34)3.5 液压缸的结构设计 (34)3.6液压集成油路的设计 (36)3.6.1液压集成回路设计 (37)3.6.2底板及供油块设计 (37)3.7 液压油箱结构设计 (38)3.8液压站的结构设计 (40)3.8.1电动机与液压泵的联接方式 (40)3.8.2 液压泵结构设计的注意事项 (40)3.8.3 电动机的选择 (41)结论 (42)谢辞 (43)参考文献 (44)外文资料翻译 (45)前言液压技术可以说是历史悠久,从1795年英国制成世界上第一台水压机算起,已有二百多年的历史了,然而在工业上的真正推广使用却是20世纪中叶的事。
达克150吨空气驱动胎轮压机说明书

150 TON AIR POWERED TIRE PRESSModel 33-578INSTRUCTIONAL MANUALWARNING!Read and understand all instructions and responsibilities before operating. Failure to follow safety instructions and labels could result in serious injury.Dake Corporation Phone: 800.937.3253 TABLE OF CONTENTSSAFEGUARDING THE POINT OF OPERATION (2)SPECIFICATIONS (3)SAFETY (4)SET UP (5)OPERATION (5)MAINTENANCE (6)LUBRICATION (6)REPLACING HYDRAULIC OIL (6)TROUBLESHOOTING (6)ELECTRICAL DIAGRAM ............................................... E rror! Bookmark not defined. HYDRAULIC DIAGRAM (8)EXPLODED VIEWS & PARTS LISTS (9)ORDERING INFORMATION (16)SAFEGUARDING THE POINT OF OPERATIONANSI B11.2 - Hydraulic Power Presses -Safety Requirements for Construction, Care, and UseIt is important that Dake press users have a clear understanding of their responsibility involving the care and use of their Dake hydraulic press, including point-of-operation safe guards. Dake strongly recommends that Dake press users obtain a copy of the current American National Standard Institute (ANSI) B11.2 standard, for a more complete understanding of their responsibilities.ANSI B11.2 states the following, relative to point of operation safeguarding:“Normally, only the employer (press user) can determine the requirements of the press productions system components, including the dies and methods for feeding. Therefore, the employer is ultimately responsible to designate and provide the point-of-operation safeguarding system.”The standard also discusses additional responsibilities of the employer. Some of the key responsibilities are: •The employer is responsible for the safety, use, and care of the hydraulic power press production system. •The employer is responsible to consider the sources of hazards for all tasks to be implemented on the hydraulic power press production system.•The employer is required to eliminate or control identified hazards in the scope of their work activity. •The employer is responsible for the training of personnel, caring for, inspecting, maintaining, and operating hydraulic press production systems to ensure their competence.•The employer is responsible to provide and ensure that point-of-operation safeguarding is used, checked, maintained, and where applicable, adjusted on every production operation performed on a pressproduction system.A complete and current copy of the ANSI B.11.2 standard can be obtained by contacting the following:American National Standards Institute1430 BroadwayNew York, NY 10018AMT – The Association For Manufacturing Technology7901 Westpark DriveMcLean, VA 22102SPECIFICATIONSModel Number 33-587Capacity 150 TonRam Travel 12”Width between Uprights 36”Max Daylight 30”Platen Diameter 25”Ram Advance Speed1-1/2 IPMReturn Speed GravityBase 66” x 42”Height 80”Weight 3,350 lbs.In the space provided record the serial number and model number of the machine. This information is only found on the black and gold Dake tag shown below. If contacting Dake this information must be provided to assist in identifying the specific machine.Serial No.Model No.Install Date:SAFETYThis is the safety alert symbol. When you see this symbol on your press be alert to the potential for personal injury.Employer is responsible to perform a hazard/PPE assessment before work activity. Follow recommended precautions and safe operating practices.• Carefully read all safety messages in these instructions and on your press safety signs.Keep safety labels in good condition. Replace missing or damaged safety labels. • Do not alter this press from its original design.• Do not make repairs or adjustments to any hydraulic system unless you are competent orworking under competent supervision. • Only use Dake original parts.• This machine is intended to be operated by one person. This person should be conscious ofthe press ram movement not only for themselves but also for persons in the immediate area of the machine.1. Anchor press to floor using 11/16” holes on the base angles of the press.2. Connect airline from source of supply to Pipe Tee located above operative valve.3. Fill press with oil. We recommend DTE Mobil 24 or equivalent hydraulic oil.a. Remove 3/4” pipe plug from reservoir cover and 1/8” pipe plug located on the side of thereservoir.b. Fill press with filtered oil through the reservoir cover until it starts weeping from the 1/8”pipe tapped hole on the side of the reservoir. Approximately 5 gallons.c. Replace both pipe plugs.OPERATIONHOISTPress is equipped with hoist and hoist handle to raise and lower the upper platen to desired working height.To change the vertical position of the upper platen sufficient tension must be applied to the hoist cable to permit removal of the table pins, then the upper platen may be moved to desired working position and all the table pins must be reinserted.Be sure all table pins are on place before applying any pressure. Also make sure there is slack in the hoist cable before pressing. It is advisable to lower the upper platen opposed to running the ram and lower platen to the limit of its stroke.PRESSING1. Make sure all the pins (6) are being used and that they are fully inserted in the upper headchannel.2. Close the pressure release valve handle located on the left-hand side of the press. To do thispull forward and down on the red handle.•Make sure that tires being pressed are centered on the lower platen. Failure to do this will cause the ram to work at an angle and damage the interior cylinder wall.3. Once everything is in place and all safety precautions have been made, activate the press bypushing down on the air valve handle on the left-hand side of the press.4. The ram will raise the platen at the advance speed until contact is made and pressure iscreated then the press will work at the pressing speed until the work is done.5. Once the cycle is complete and the work has been done, pull out and up on the red pressurerelease handle. Once the pressure is removed using the valve handle gravity will return thelower platen down to its starting position.LUBRICATION•Keep all working parts of the press well-oiled for easier operation.•Keep a light film of oil over the entire surface of the ram to prevent rust.REPLACING HYDRAULIC OILRecommended to replace hydraulic oil every 6 months of machine use.*Amount needed may vary dependent on machine use*TROUBLESHOOTINGWhen performing any maintenance make sure proper lockout procedure is followed. When disconnecting any parts of this machine be extremely careful that all parts are clean to prevent entrance of dirt in the hydraulic system.A. Oil leaks around the piston.1. Oil above the Piston Seal or Leather: If rated stroke of the press is exceeded repeatedly by runningthe piston past rated stroke, bypass hole in the side of the cylinder run bypass line that connectsabove the piston leather. Eventually enough oil may accumulate so that when the piston is raised tothe top of its stroke, oil is forced out between the piston and piston guide.This can be remedied by disconnecting the bypass tube line from the cylinder, then raising the piston slowly, about 2-1/2” less than it’s rated stroke (rated stroke: 18”) allowing the oil above the piston cap to overflow out the bypass hole into a clean bucket. Replace tube line. Oil may be put back intoreservoir by removing the fill plug on the top of the reservoir.2. Check Valve not Seated: On the first presses made with rapid advance the bypass oil was returnedthrough a check valve at the bottom of the reservoir. This has been changed since so that the oil isreturned to the top of the reservoir, above the oil level. Previously, if the check valve failed to seatproperly when the press was operated at rapid advance speed oil was forced back through the by-pass line causing leakage around the piston. These old-style rapid advance presses can be improved by relocating the check valve in the inspection cover so that the oil from the bypass line dischargesabove oil level.B. Press does not hold pressure.1. Loose tube Connection: Check all connections and tighten any loose tube nuts.2. Dirt under Release Valve Ball: Remove release valve stem, packing nut, packing, and ball. Clean outvalve seat. Reseat valve ball using a brass rod as a drift and hit with significant force 2-3 times toreset ball. Reassemble valve. If this occurs frequently the oil should be drained from the reservoir and the reservoir should be flushed out. Fill reservoir with clean oil.3. Worn Leather Cup or Piston Seal: If neither of the previous conditions seem to be the cause of thepress not holding pressure the trouble may be that the piston leather or T-ring & backers are worn out or damaged. To inspect remove lower platen and remove cap screws which bolt piston guide to thecylinder flange. Piston and guide may now be lifted out of the cylinder and inspected or replaced ifnecessary. Be careful not to damage the lip of the leather cup or T-ring as it enters the cylinder.C. Press does not develop rated tonnage.1. Dirt under Release Valve Ball: See section above.2. Worn Leather Cup or Piston Seal: See section above.3. Air pressure too low: If the air supply is less that 90PSI the pump may develop less than the ratedtonnage.4. Relief Valve set incorrect: When the press will not develop rated tonnage even though the air motorcontinues to pump. It may indicate that the oil is bypassing though the relief valve. The relief valve has been set at the factory to bypass oil back to the reservoir when press reaches rated tonnage.The load on the spring which governs the pressure at which the valve will bypass oil is adjusted by turning the threaded cap, Turning clockwise to increase the load on the spring or counterclockwise to decrease the load on the spring. After the valve is adjusted the cap is locked in place with a setscrew, the relief valve not be tampered with after it is set to the capacity for the press.D. Nothing happens when pumps are operated.1. Release Valve is open: Be sure release valve is firmly closed.2. Airline connected improperly: If air motors do not run when first time running the press check air lineconnections.3. Insufficient oil: This is not a likely to be the issue on a tire press but if the press will only make afraction of its rated stroke and no more, check the oil level in the reservoir. With the ram down the oil should be about 4” from the top of the reservoir.4. Repaired Improperly: If press has had any maintenance in the past it is possible that a check valvespring or check ball got missed in the repairs.E. Press is too slow.1. Air pressure too low: If the airline is not large enough to travel a distance from the compressor it mayresult in a large pressure drop in the line while air is being used. Check for pressure drop byinstalling an air gauge near the inlet of the press.2. Wrong oil: Oil that is too heavy will slow the pressing speed. DTE Mobil 24 or equivalent hydraulic oilHYDRAULIC DIAGRAMItem Part No.Description Qty1 1904P Reservoir 12 700232 Check Valve 13 63453 Air Pumps 24 1911 Quick Exhaust Valve 15 710557 Release Valve 16 71268 Gauge 17 700147 Check Valve 18 707070A Workhead 19 1841 Check Valve 110 1912 3-Way Valve 111 701350 Relief Valve 1EXPLODED VIEWS & PARTS LISTSItem Part No.Description Qty 1551P Base Angle 2700147 Check Valve Assembly 1700232 Check Valve Assembly 1583 Clamp, Cable (1/4" Cable) 463565 Decal, Tire Press - Platens Must Not Be Loaded Off-Center 158227 Fitting, Pipe, Straight (3/4" Male Pipe Nipple with Hex) 158226 Fitting, Pipe, Straight (Nipple, 3/8 x 3/8 Male NPTF) 658225 Fitting, Pipe, Straight 1/4 X 1/4 Male NPTF 11252 Fitting, Tube, 37 Deg. (90 Deg. Elbow, 1/2 x 3/8 NPTF) 21511 Fitting, Tube, 37 Deg. (Male Branch Tee, 3/8 x 1/4 NPTF) 173425 Fitting, Tube, 37 Deg. (Straight, 3/8 x 3/8 NPTF) 172047 Fitting, Tube, 37 Deg. (Swivel Nut Elbow, 3/8) 11909P Frame 1300168 Ganged Warning Label. Combined. 171268 Gauge, 150 Ton Hand - 1/4" NPT Male Bottom 1701653 Hoist Crank Assembly, W/Bearing, 150 Ton, (Consists ofItems: 387 Crank & 606 Handle) 1 84487 Label, Caution. Table Pins Inserted before Pressing 176462 Label, Lockout Procedure 1607 Label, Model Number 124798 Label, Warning - Air Must be Moisture Free 184399 Label, Warning - Keep Fingers Out of Pin Holes 136863 Label, Warning , End of Stroke 143647 Lock Washer (1/2) 243648 Lock Washer (5/8) 481003 Name Plate, Dake 144194 Nipple, Pipe XS, (3/4 x 2-1/2) 143919 Nut, Hex (3/4-10) 843917 Nut, Hex (5/8-11) 477271 Pin, Spring (3/8" x 2-1/2") 67205P Pin, Table 6596 Pipe Plug (1/2 NPTF) 1589 Pipe Plug (1/8 NPTF) 11745 Pipe Plug (3/4) 1588 Pipe Plug (3/8 NPTF) 11127 Pipe, Reducer Bushing (1/2 x 3/8 Hex) 11798P Platen, Lower 11813P Platen, Upper 1701825T01 Pressure Tube Assembly 1703770 Pressure Tube Assembly, Release Valve to Cylinder 11563P Pulley, 125 & 150 Ton 21809P Pulley, Cable 263453 Pump, Air Driven 2710557 Release Valve Assembly, 1701350 Relief Valve Assembly, 11904P Reservoir 11822P Reservoir Cover 1 43978 Ring, Retaining (3/4" Shaft Size) 6 302816 Safety Pin for Table Pins 6 43347 Screw (1/2-13 x 1) 6 43365 Screw (5/8-11 x 1-3/4) 4 43348 Screw , Hex Cap (1/2-13 x 1-1/4) 8 70277 Screw, Drive (#4 x 5/16" Round Hd. Type U) 6 43349 Screw, Hex Cap (1/2-13 x 1-1/2) 2 43373 Screw, Hex Cap (3/4-10 x 2) 4 24569 Screw, Soc Cap (3/4-10 x 3-1/4) 4 1810P Shaft, Cable Pulley 1 1811P Shaft, Cable Pulley 2 1819P Stop Block 4 700111-S Table Hoist Sub Assembly, Also need Hoist CrankAssembly 701653 1 1553P Table Spacer 4 79957 Tag, Hook Air Line Here 1 79956 Tag, No Oil in Reservoir 1 713339T02 Tube Assembly 1 713339T03 Tube Assembly 1 713339T04 Tube Assembly 1 713339T06 Tube Assembly 1 701825T02 Tube Assembly, By-Pass 1 1912 Valve, 3-Way Air 1 1911 Valve, Quick Exhaust 1 43649 Washer, Lock (3/4) 4 707070A Workhead Assembly 1707070A Workhead Assembly – New StyleItem Part No.Description Qty1 1796P Piston 12 52478P Retainer 33 31871 Guide, Piston 14 43647 Washer, Lock (1/2”) 105 43419 Screw, Soc Cap (1/4-20 x 2) 46 43359 Screw, Hex Cap (1/2-13 x 4-1/2) 47 1793P Cylinder 18 43817 Screw, Fl. Hd. Slot Mach. (#10-24 x 1/2) 39 1871 Oil Seal, 110 31400 Wear Ring 211 43358 Screw, Hex Cap (1/2-13 x 4) 612 589 Pipe Plug (1/8 NPTF) 213 87611P Piston Cap 114 43916 Hex Nut, (1/2-13) 1015 31399 Wear Ring 116 37052 1-T-ring, 2-backers 1 - 707070A Workhead Assembly (Includes Items: 1-3, 5-16) - - 703922 Workhead Repair Kit (For 707070 & 707070A)Includes Items : 9, 10, 15 & 16. -707070 Workhead Assembly – Old StyleItem Part No.Description Qty1 1796P Piston 12 52478P Retainer 33 31871 Guide, Piston 14 43647 Washer, Lock (1/2”) 105 43916 Screw, Soc Cap (1/4-20 x 2) 106 43359 Screw, Hex Cap (1/2-13 x 4-1/2) 47 1793P Cylinder 18 43817 Screw, Fl. Hd. Slot Mach. (#10-24 x 1/2) 39 1871 Oil Seal, 110 31400 Wear Ring 211 43358 Screw, Hex Cap (1/2-13 x 4) 612 589 Pipe Plug (1/8 NPTF) 213 30425P Piston Cap 114 43417 Screw, Soc Cap (1/4-20 x 1-1/2) 415 31399 Wear Ring 116 43332 Screw (3/8-16 x 1-3/4) 817 1538 Piston Leather 118 43645 Washer, Lock (3/8”) 819 1536 Ring, Supporting 1 N/A 1567 Pipe Plug (1/4 NPTF) 2 - 707070 Workhead Assembly (Includes all items above) - - 703922 Workhead Repair Kit (For 707070 & 707070A)Includes Items : 9, 10, 15 & 17. -701350Relief Valve AssemblyItem Part No.Description QtyA 1093P Relief Valve Body 1B 1222 Valve, Ball (5/16") 1C 1094P Retainer, Ball 1D 1221 Spring, Valve Compressor 1E 1095P Retainer, Spring 1F 1111 O-Ring, Unif 215 Buna 1G 1096P Relief Valve Cap 1H 43548 Screw, Soc Set (#10-24 x 3/4, Cup Point) 1 J 1780P Valve Seat 1 - 701350 Relief Valve Assembly – Includes all item above -700232 Check Valve AssemblyItem Part No.Description QtyA 1825 Body, Check Valve 1B 586 Valve, Ball (1/2") 1C 890 Spring, Check Valve 1D 1109 Retainer, Ball 1 - 700232 Check Valve Assembly - Includes all item above -710557 Release Valve AssemblyItem Part No.Description QtyA 1752P Release Valve Block 1B 1936 Valve, Ball 1C 1937 Washer, Valve Rod Packing 8D 1931P Packing Nut 1E 47946P Release Valve Rod 1F 2230A Handle, Release Valve 1G 348 Spindle Washer (1-1/2" OD x .40" ID x 1/16 Thick) 1H 43326 Hex Cap Screw (3/8-16 x 3/4) 1 J 1935 Ball, Retainer 1 K 596 Pipe Plug (1/2 NPTF) 1 - 710557 Release Valve Assembly – Includes all items above -TABLE HOIST ASSEMBLYItem Part No. Description Qty1 740 Cable Drum 12 43983 Ring, Retaining (1-1/4” Shaft Size) 23 744 Worm, 14 746 Worm Shaft Key (1/4 x 1/4 x 3-7/16) 15 43982 Ring, Retaining (1” Shaft Size) 26 743 Gear, Worm 17 739 Hoist Frame 18 742 Worm Shaft 19 741 Drum Shaft 110 745 Drum Shaft Key (5/16 x 5/16 x 4) 111 701653 Rachet Handle Assembly 1 N/A 45954 Cable, 1/4 Dia. 19ft - 700111-S Hoist Assembly (Parts 1-10) -713339T03 Tube AssemblyPart No.Description QtyPart Part Description QTY1248 Fitting, Tube, 37 Deg. (90 Deg. Elbow, 3/8 x 1/4 NPTF) 151456 Fitting, Tube, 37 Deg. (Inch Sleeve- SAE 14) 251455 Fitting, Tube, 37 Deg. (Nut, 7/8-37 Deg. Flare Style "B") 245923 Tubing, 3/8"x.065 12"701825T02 By-Pass Tube AssemblyPart No.Description QtyPart Part Description QTY1330 Coupling, Pipe (1/4") 151456 Fitting, Tube, 37 Deg. (Inch Sleeve- SAE 14) 251455 Fitting, Tube, 37 Deg. (Nut, 7/8-37 Deg. Flare Style "B") 21247 Fitting, Tube, 37 Deg. (Straight, 3/8 x 1/4 NPTF) 245923 Tubing, 3/8"x.065 12"1841 Valve, Check 1 ORDERING INFORMATIONPlease contact factory for current prices.Parts are available for direct purchase from Dake or through a distributor. When placing a parts order, you will need to provide the part number, name of part, and model number. All parts shipped F.O.B. Factory in Grand Haven, MI.。
液压夹具设计计算说明书
一、设计任务书设计一台钻锤两用组台机床的液压系统。
要求液压系统完成“快进-工进-死挡块停留一快退-原位停止和工件的定位与夹紧,拔销与放松”。
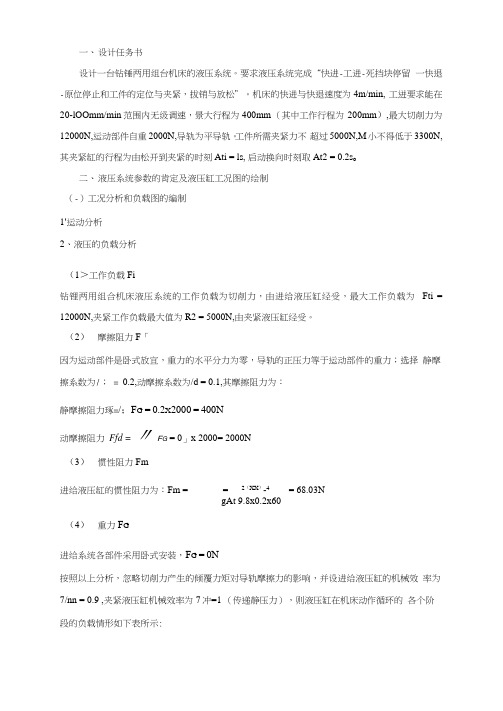
机床的快进与快退速度为4m/min, 工迸要求能在20-lOOmm/min范围内无级调速,景大行程为400mm (其中工作行程为200mm),最大切削力为12000N,运动部件自重2000N,导轨为平导轨。
工件所需夹紧力不超过5000N,M小不得低于3300N,其夹紧缸的行程为由松开到夹紧的时刻Ati = ls, 启动换向时刻取At2 = 0.2s o二、液压系统参数的肯定及液压缸工况图的绘制(-)工况分析和负载图的编制1'运动分析2、液压的负载分析(1>工作负载Fi钻锂两用组合机床液压系统的工作负载为切削力,由进给液压缸经受,最大工作负载为Fti = 12000N,夹紧工作负载最大值为R2 = 5000N,由夹紧液压缸经受。
(2)摩擦阻力F「因为运动部件是卧式放宜,重力的水平分力为零,导轨的正压力等于运动部件的重力;选择静摩擦系数为/; = 0.2,动摩擦系数为/d = 0.1,其摩擦阻力为:静摩擦阻力琢=/;F G =0.2X2000=400N动摩擦阻力Ffd = 〃F G = 0」x 2000= 2000N(3)惯性阻力Fm进给液压缸的惯性阻力为:Fm = = 2(XX)-4= 68.03NgAt 9.8x0.2x60(4)重力F G进给系统各部件采用卧式安装,F G =0N按照以上分析,忽略切削力产生的倾覆力矩对导轨摩擦力的影响,并设进给液压缸的机械效率为7/nn = 0.9 ,夹紧液压缸机械效率为7冲=1 (传递静压力),则液压缸在机床动作循环的各个阶段的负载情形如下表所示:表一:液压缸各个阶段负载工况 计算公式 液压缸负载F (N ) 液压缸推力F/g (N )夹紧 F? = Ft2 50005000启动 Fi =帥 400加速 Fl = F/d + Fm快进 Fi = F/a 200工进 Fi = F/d + Fti 12200快退Fi = F/a2003、负载图和速度图(1) 夹紧液压缸工作时,液压缸的推力能够看做恒立值(33OON-5OOON 范用之内的某一个 数值),而在松开时液压缸的推力主要用来平衡系统的摩擦阻力,英负载很小,列外整个工 作进程中液压缸的运动速度没有严格的要求,运动工况较简单,因此没必要绘制其工况图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一绪论1.1 液压传动与控制概述液压传动与控制是以液体(油、高水基液压油、合成液体)作为介质来实现各种机械量的输出(力、位移或速度等)的。
它与单纯的机械传动、电气传动和气压传动相比,具有传递功率大,结构小、响应快等特点,因而被广泛的应用于各种机械设备及精密的自动控制系统。
液压传动技术是一门新的学科技术,它的发展历史虽然较短,但是发展的速度却非常之快。
自从1795年制成了第一台压力机起,液压技术进入了工程领域;1906年开始应用于国防战备武器。
第二次世界大战期间,由于军事工业迫切需要反应快、精度高的自动控制系统,因而出现了液压伺服控制系统。
从60年代起,由于原子能、空间技术、大型船舰及电子技术的发展,不断地对液压技术提出新的要求,从民用到国防,由一般的传动到精确度很高的控制系统,这种技术得到更加广泛的发展和应用。
在国防工业中:海、陆、空各种战备武器均采用液压传动与控制。
如飞机、坦克、舰艇、雷达、火炮、导弹及火箭等。
在民用工业中:有机床工业、冶金工业、工程机械、农业方面,汽车工业、轻纺工业、船舶工业。
另外,近几年又出现了太阳跟踪系统、海浪模拟装置、飞机驾驶模拟、船舶驾驶模拟器、地震再现、火箭助飞发射装置、宇航环境模拟、高层建筑防震系统及紧急刹车装置等,均采用了液压技术。
总之,一切工程领域,凡是有机械设备的场合,均可采用液压技术。
它的发展如此之快,应用如此之广,其原因就是液压技术有着优异的特点,归纳起来液压动力传动方式具有显著的优点:其单位重量的输出功率和单位尺寸输出功率大;液压传动装置体积小、结构紧凑、布局灵活,易实现无级调速,调速范围宽,便于与电气控制相配合实现自动化;易实现过载保护与保压,安全可靠;元件易于实现系列化、标准化、通用化;液压易与微机控制等新技术相结合,构成“机-电-液-光”一体化便于实现数字化。
1.2 液压机的发展及工艺特点液压机是制品成型生产中应用最广的设备之一,自19世纪问世以来发展很快,液压机在工作中的广泛适应性,使其在国民经济各部门获得了广泛的应用。
由于液压机的液压系统和整机结构方面,已经比较成熟,目前国内外液压机的发展不仅体现在控制系统方面,也主要表现在高速化、高效化、低能耗;机电液一体化,以充分合理利用机械和电子的先进技术促进整个液压系统的完善;自动化、智能化,实现对系统的自动诊断和调整,具有故障预处理功能;液压元件集成化、标准化,以有效防止泄露和污染等四个方面。
作为液压机两大组成部分的主机和液压系统,由于技术发展趋于成熟,国内外机型无较大差距,主要差别在于加工工艺和安装方面。
良好的工艺使机器在过滤、冷却及防止冲击和振动方面,有较明显改善。
在油路结构设计方面,国内外液压机都趋向于集成化、封闭式设计,插装阀、叠加阀和复合化元件及系统在液压系统中得到较广泛的应用。
特别是集成块可以进行专业化的生产,其质量好、性能可靠而且设计的周期也比较短。
近年来在集成块基础上发展起来的新型液压元件组成的回路也有其独特的优点,它不需要另外的连接件其结构更为紧凑,体积也相对更小,重量也更轻无需管件连接,从而消除了因油管、接头引起的泄漏、振动和噪声。
逻辑插装阀具有体积小、重量轻、密封性能好、功率损失小、动作速度快、易于集成的特点,从70年代初期开始出现,至今已得到了很快的发展。
我国从1970年开始对这种阀进行研究和生产,并已将其广泛的应用于冶金、锻压等设备上,显示了很大的优越性。
液压机工艺用途广泛,适用于弯曲、翻边、拉伸、成型和冷挤压等冲压工艺,压力机是一种用静压来加工产品。
适用于金属粉末制品的压制成型工艺和非金属材料,如塑料、玻璃钢、绝缘材料和磨料制品的压制成型工艺,也可适用于校正和压装等工艺。
由于需要进行多种工艺,液压机具有如下的特点:(1)工作台较大,滑块行程较长,以满足多种工艺的要求;(2)有顶出装置,以便于顶出工件;(3)液压机具有点动、手动和半自动等工作方式,操作方便;(4)液压机具有保压、延时和自动回程的功能,并能进行定压成型和定程成型的操作,特别适合于金属粉末和非金属粉末的压制;(5)液压机的工作压力、压制速度和行程范围可随意调节,灵活性大。
二 150t 液压机液压系统工况分析本机器(见图1.1)适用于可塑性材料的压制工艺。
如冲压、弯曲、翻边、薄板拉伸等。
也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。
本机器具有独立的动力机构和电气系统。
采用按钮集中控制,可实现调整、手动及半自动三种操作方式。
本机器的工作压力、压制速度、空载快速下行和减速的行程范围均可根据工艺需要进行调整,并能完成一般压制工艺。
此工艺又分定压、定程两种工艺动作供选择。
定压成型之工艺动作在压制后具有保压、延时、自动回程、延时自动退回等动作。
本机器主机呈长方形,外形新颖美观,动力系统采用液压系统,结构简单、紧凑、动作灵敏可靠。
该机并设有脚踏开关,可实现半自动工艺动作的循环。
2.2 工况分析本次设计在毕业实习调查的基础上,用类比的方法初步确定了立式安装的主液压缸活塞杆带动滑块及动横梁在立柱上滑动下行时,运动部件的质量为500Kg 。
1.工作负载 工件的压制抗力即为工作负载:36150109.8 1.4710t F N =⨯⨯=⨯2. 摩擦负载 静摩擦阻力: 0.25009.8980fs F N =⨯⨯=动摩擦阻力: 0.15009.8490fd F N =⨯⨯=3. 惯性负载 0.3()5007500.2n v F m N t ∆==⨯=∆ 60.5100.02412000b F N =⨯⨯=自重: 4900G mg N ==4. 液压缸在各工作阶段的负载值:其中:0.9m η= m η——液压缸的机械效率,一般取m η=0.9-0.97。
工况负载组成 推力 F/m η 启动 8080b fs F F F G N =+-=8977.8N 加速 8340b fd m F F F F G N =++-=9266.7N 快进 7590b fd F F F G N =+-=8433.3N 工进 1477590fd t b F F F F G N =++-=1641766.67N 快退5390fd b F G F F N =++= 5988.9N2.3负载图和速度图的绘制:负载图按上面的数值绘制,速度图按给定条件绘制,如图:三液压机液压系统原理图设计3.1 自动补油的保压回路设计考虑到设计要求,保压时间要达到5s,压力稳定性好。
若采用液压单向阀回路保压时间长,压力稳定性高,设计中利用换向阀中位机能保压,设计了自动补油回路,且保压时间由电气元件时间继电器控制,在0-20min内可调整。
此回路完全适合于保压性能较高的高压系统,如液压机等。
自动补油的保压回路系统图的工作原理:按下起动按纽,电磁铁1YA通电,换向阀6接入回路时,液压缸上腔成为压力腔,在压力到达预定上限值时压力继电器11发出信号,使换向阀切换成中位;这时液压泵卸荷,液压缸由换向阀M型中位机能保压。
当液压缸上腔压力下降到预定下限值时,压力继电器又发出信号,使换向阀右位接人回路,这时液压泵给液压缸上腔补油,使其压力回升。
回程时电磁阀2YA通电,换向阀左位接人回路,活塞快速向上退回。
3.2 释压回路设计:释压回路的功用在于使高压大容量液压缸中储存的能量缓缓的释放,以免她突然释放时产生很大的液压冲击。
一般液压缸直径大于25mm、压力高于7Mpa时,其油腔在排油前就先须释压。
根据设计很实际的生产需要,选择用节流阀的释压回路。
其工作原理:按下起动按钮,换向阀6的右位接通,液压泵输出的油经过换向阀6的右位流到液压缸的上腔。
同时液压油的压力影响压力继电器。
当压力达到一定压力时,压力继电器发出信号,使换向阀5回到中位,电磁换向阀10接通。
液压缸上腔的高压油在换向阀5处于中位(液压泵卸荷)时通过节流阀9、换向阀10回到油箱,释压快慢由节流阀调节。
当此腔压力降至压力继电器的调定压力时,换向阀6切换至左位,液控单向阀7打开,使液压缸上腔的油通过该阀排到液压缸顶部的副油箱13中去。
使用这种释压回路无法在释压前保压,释压前有保压要求时的换向阀也可用M型,并且配有其它的元件。
机器在工作的时候,如果出现机器被以外的杂物或工件卡死,这是泵工作的时候,输出的压力油随着工作的时间而增大,而无法使液压油到达液压缸中,为了保护液压泵及液压元件的安全,在泵出油处加一个直动式溢流阀1,起安全阀的作用,当泵的压力达到溢流阀的导通压力时,溢流阀打开,液压油流回油箱。
起到保护作用。
在液压系统中,一般都用溢流阀接在液压泵附近,同时也可以增加液压系统的稳定性。
使零件的加工精度增高。
3.3液压机液压系统原理图拟定上液压缸工作循环(1)快速下行。
按下起动按钮,电磁铁1YA通电,这时的油路为:液压缸上腔的供油的油路变量泵1—换向阀6右位—节流阀8—压力继电器11—液压缸15 液压缸下腔的回油路液压缸下腔15—液控单向阀7—换向阀6右位—电磁阀5—背压阀4—油箱油路分析:变量泵1的液压油经过换向阀6的右位,液压油分两条油路:一条油路通过节流阀7流经继电器11,另一条路直接流向液压缸的上腔和压力表。
使液压缸的上腔加压。
液压缸15下腔通过液控单向阀7经过换向阀6的右位流经背压阀,再流到油箱。
因为这是背压阀产生的背压使接副油箱旁边的液控单向阀7打开,使副油箱13的液压油经过副油箱旁边的液控单向阀14给液压缸15上腔补油。
使液压缸快速下行,另外背压阀接在系统回油路上,造成一定的回油阻力,以改善执行元件的运动平稳性。
(2)保压时的油路情况:油路分析:当上腔快速下降到一定的时候,压力继电器11发出信号,使换向阀6的电磁铁1YA断电,换向阀回到中位,利用变量泵的柱塞孔从吸油状态过渡到排油状态,其容积的变化是由大变小,而在由增大到缩小的变化过程中,必有容积变化率为零的一瞬间,这就是柱塞孔运动到自身的中心线与死点所在的面重合的这一瞬间,这时柱塞孔的进出油口在配油盘上所在的位置,称为死点位置。
柱塞在这个位置时,既不吸油,也不排油,而是由吸转为排的过渡状态。
液压系统保压。
而液压泵1在中位时,直接通过背压阀直接回到油箱。
(3)回程时的油路情况:液压缸下腔的供油的油路:变量泵1——换向阀6左位——液控单向阀7——液压油箱15的下腔液压缸上腔的回油油路:液压腔的上腔——液控单向阀14——副油箱13液压腔的上腔—节流阀8——换向阀6左位——电磁阀5——背压阀4——油箱油路分析:当保压到一定时候,时间继电器发出信号,使换向阀6的电磁铁2YA 通电,换向阀接到左位,变量泵1的液压油通过换向阀旁边的液控单向阀流到液压缸的下腔,而同时液压缸上腔的液压油通过节流阀9(电磁铁6YA接通),上腔油通过换向阀10接到油箱,实现释压,另外一部分油通过主油路的节流阀流到换向阀6,再通过电磁阀19,背压阀11流回油箱。