成衣制版缩水率计算
服装工业制板加放缩水率计算方法解析
服装工业制板加放缩水率计算方法解析衣料尤其是天然纤维的衣料会缩水。
因此,在选购衣料时,除了对织物的质量、色泽、花型进行挑选外,对织物的缩水率也应当有所了解。
一件衣服在穿着期间,能否始终保持合身、不变形、平挺美观、耐穿,关键是你对衣料的缩水率是否了解,并在成衣前是否进行预缩。
但成衣化服装生产不同于单件服装制作,它有时不进行预缩。
缩率的大小,是制作裁剪样板时放大和放长的主要依据。
因此,在织物没有充分预缩的情况下,要使裁片经过缝制加工后,规格符合标准,就应根据各种不同织物缩率的大小进行制板预放。
怎样正确掌握不同衣料的缩水率呢 ? 首先弄清缩水率是什么。
缩水率是指衣料经水浸和洗涤后,织物发生收缩的百分率。
2 织物产生缩水的因素及缩水率的测试2.1 织品产生缩水的因素 :缩水率和衣料的纤维特性、织物的组织结构和生产加工工艺过程有着密切的关系。
(1)纤维因素各种纤维织物在纺纱,织造,染色和整理过程中,都要受到不同程度的拉伸力的作用,从而使经纬线产生伸长变形,其中一部分变形即使很长时间仍不能恢复,这样织物内部残留的部分内应力便形成隐性的收缩力。
当织物在被水浸湿后,水分子进入内部和纤维之间,使纤维处于自然状态促使弹性变形恢复,织物就出现缩水现象。
不同纺织纤维起缩水程度也不相同,一般吸湿性比较大的纤维,由于吸水纤维膨胀,直径增大,长度缩短,便发生织物面积变形收缩。
特别是羊毛织品,由于羊毛纤维表面存在鳞片结构,在热水中受到不规则机械力作用,引起毛纤维间相互滑运,由于顺,逆鳞片方向运动摩擦因数间的差异,导致毛纤维发生向纤维尖端方向单向运动由此引起纤维缠结,使纤维密度提高,织物延伸性和表面积减少,最后达到纤维间不能发生相对运动的程度,这种情况称为羊毛的毡缩。
而且这种变化是不可逆的。
因此羊毛织物不适宜用水洗。
(2)密度因素在许多面料中,纱线密度不同,缩水性能也不一样。
密度高的织物如华达呢,卡其等经纱排列得密而紧,在受湿热时,经纱没有多大的余地,这样纬纱的收缩率增加不大,缩水率就小,纬密度较稀的织物,在受湿热时因其排列稀松而可以充分膨胀,使经纱迅速增加曲折度,其缩水情况就会较重。
面料缩水率测试工作指引
Factory ABC有限公司
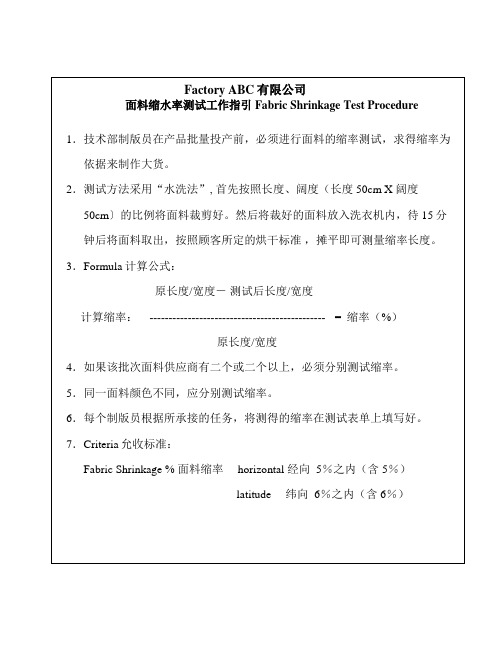
面料缩水率测试工作指引Fabric Shrinkage Test Procedure 1.技术部制版员在产品批量投产前,必须进行面料的缩率测试,求得缩率为依据来制作大货。
2.测试方法采用“水洗法”, 首先按照长度、阔度(长度50cm X 阔度50cm〕的比例将面料裁剪好。
然后将裁好的面料放入洗衣机内,待15分钟后将面料取出,按照顾客所定的烘干标准,摊平即可测量缩率长度。
3.Formula计算公式:
原长度/宽度-测试后长度/宽度
计算缩率: ---------------------------------------------- = 缩率(%)
原长度/宽度
4.如果该批次面料供应商有二个或二个以上,必须分别测试缩率。
5.同一面料颜色不同,应分别测试缩率。
6.每个制版员根据所承接的任务,将测得的缩率在测试表单上填写好。
7.Criteria允收标准:
Fabric Shrinkage % 面料缩率 horizontal 经向 5%之内(含5%)
latitude 纬向 6%之内(含6%)。
纺织品缩水和面料折叠厚度计算
纺织品缩水和面料折叠厚度计算一、面料的缩水服装面料有两种:天然面料和化学合成面料a:天然面料:由天然纤维织成的,主要有植物,如棉、麻等缩水率大,动物如:丝、毛、皮、缩水率校b:化学合成面料:由化学合成纤维织成的主要有涤纶、锦纶、晴纶、氯纶、氯纶等这些不缩水。
(另外一种就天然与化学混和的面料,如涤棉、缩水率小)由于天然面料的特征,使天然面料在洗水后收缩的现象,收缩最大的棉、麻织物显著,在日常生活中,尤其休闲服装多数用纯棉面料,所以在出纸样时必须考虑缩水率。
没缩水率:a洗水前尺寸为m洗水后尺寸为n,则a=m-n/m×100%由于面料的纱方向有两个:横向、纵向,所以缩水率也有两个:a纵=m纵-n纵/m纵×100%a横=m横-n横/m横×100%一般来说,在出纸样时,面料的缩水率是会告知的,如果我们还不知这种面料的缩水率,则可以用下面两种方法求得缩水率。
a:先不考虑缩水率,直接出一个中间码的纸样做板,然后拿到洗水厂去洗水(注意,洗水方法必须同大货的洗水方法一样),洗水回来之后,再去测量这件板,与成品规格比较,多减去,少的加上,这样做板就比较准确,只是做板时间太长。
b:取一块做大货的布料,四周缝边,用笔在布中间画一个方形,边长40cm,两边平行布纹,两边垂直布纹40x40cm,然后洗水,洗水方法同大货一样,洗回后,再测量正方形的每个边,则变成36x36cm的数据。
再利用a=m-n/m×100%a纵40-38/40×100%=8%a横=40-36/40×100%=10%故此面料的缩水率:直:5%横:10%但考虑到缝线的固定作用,服装的缩水率其实稍小些,所以应视具体情况而定。
求出a纵、a横用a纵求长度,用a横求围度求缩水率的目的就是为了求出洗水前的数据K由缩水率公式可以推出K=?进而推出:K纵=e纵/1-a纵(求服装的长度)K横=e横/1-a横(求服装的围度)对于直横相接的部位,缩水率取其平均值,如腰口和裤头布纹互相垂直例:w:66cm-68.6cm(缩水率:直3%/横4%)SL:55.9-57.5cm二、面料的折叠厚度面料有厚薄之分,用面料制作的服装也有厚薄;这种厚薄用折叠量表示,故出纸样时需考虑折叠量,折叠量表示面料折叠厚度的程度,任何服装都有折叠量,只是大小不同,面料越厚,折叠量越大;面料越薄,折叠量越小。
胚布成品缩率计算公式

胚布成品缩率计算公式在纺织品加工过程中,布料在加工过程中会因为各种原因产生缩率,这是一个非常重要的参数,对于制定生产计划、控制生产质量具有非常重要的意义。
因此,了解和掌握布料的缩率计算公式对于纺织企业来说是非常重要的。
一、缩率的定义。
缩率是指布料在加工过程中由胚布变成成品时,长度和宽度的变化。
通常情况下,布料在加工过程中会产生一定的缩率,这是由于纤维的拉伸和收缩等原因所致。
二、缩率的影响因素。
1. 纤维的类型和长度,不同类型的纤维具有不同的弹性和收缩性能,因此对于不同类型的纤维,其缩率也会有所不同。
2. 纺织工艺,纺织工艺中的拉伸、压实等工艺参数也会对布料的缩率产生影响。
3. 环境条件,温度、湿度等环境条件也会对布料的缩率产生一定的影响。
三、缩率的计算公式。
布料的缩率通常用百分比来表示,其计算公式如下:缩率(%)=(胚布长度成品长度)/ 胚布长度× 100%。
举例来说,如果一块胚布的长度为100厘米,在加工成成品后,长度变为90厘米,则其缩率为(100-90)/100 × 100% = 10%。
四、缩率的控制方法。
1. 选择合适的纤维,在生产过程中,可以根据产品的要求选择合适的纤维类型,以减小布料的缩率。
2. 优化纺织工艺,合理的纺织工艺可以减小布料的缩率,例如控制合适的拉伸力、温度等参数。
3. 精确控制环境条件,在生产过程中,可以通过控制温度、湿度等环境条件来减小布料的缩率。
五、缩率的应用。
1. 生产计划制定,了解布料的缩率可以帮助企业更加准确地制定生产计划,避免因为缩率而导致的生产延误。
2. 质量控制,通过掌握布料的缩率,企业可以更好地控制产品的质量,确保产品符合客户的要求。
3. 成本控制,了解布料的缩率可以帮助企业更好地控制生产成本,避免因为浪费而导致成本增加。
六、结语。
布料的缩率是一个非常重要的参数,对于纺织企业来说具有非常重要的意义。
通过了解和掌握布料的缩率计算公式,企业可以更好地控制产品的质量、成本和生产进度,提高企业的竞争力。
缩水率最简单计算方法

缩水率最简单计算方法嘿,朋友们!咱今儿来聊聊缩水率那档子事儿。
你说这衣服啊、布料啊,有时候洗了就会变小,这可让人挺头疼的。
那怎么知道它到底缩了多少水呢?这就得有个简单计算方法啦!咱就拿一件衣服来举例哈。
比如说你买了件新衣服,还挺合身的。
等你洗了一次之后,哎呀,感觉好像变小了点儿呢。
这时候你就得量一量啦。
先量量洗之前的长度或者宽度,记下来这个数字。
然后再量量洗之后的尺寸。
嘿,你想想,这就跟你减肥似的,你得知道原来多重,现在多重,才能算出减了多少斤呀!这衣服的缩水率也是一个道理嘛。
那怎么算呢?很简单呀,用洗之前的尺寸减去洗之后的尺寸,得到的差再除以洗之前的尺寸,然后乘以 100%,这就是缩水率啦!是不是听着还挺容易的?比如说,洗之前衣服长 50 厘米,洗之后变成了 48 厘米,那就是 50 减 48 等于 2 厘米,2 除以 50 等于 0.04,再乘以 100%就是 4%啦。
哇塞,这衣服缩水率 4%呢!你可别小瞧这小小的缩水率哦,要是你买衣服的时候不注意,等洗了之后发现小得穿不下了,那多郁闷呀!所以啊,咱在买衣服的时候,就得问问这布料缩水率高不高呀。
就像你找对象似的,你不得了解了解人家的脾气性格嘛,要是找了个脾气古怪的,那以后日子可不好过呀。
这买衣服也是一样的道理。
而且啊,不同的布料缩水率可不一样呢。
像纯棉的,一般缩水率就会高一些。
那咱就得更注意啦!还有哦,洗的时候也得注意方法。
你不能像个糙汉子似的随便搓搓就完事儿了呀。
得按照衣服上的标签来洗,该手洗就手洗,该用什么温度的水就用什么温度的水。
你想想,要是你把一件好好的衣服给洗坏了,那不就跟把一盘好菜给炒糊了一样可惜嘛!所以呀,朋友们,记住这个缩水率的简单计算方法,以后买衣服、洗衣服就心里有底啦!咱可不能让那些衣服随便缩水,得把它们。
服装制版缩水率计算

腰口线定位:基型在髋骨点上1~2cm。低腰型比基型下落2~6cm。高腰型比基型高出1~2cm。
档位:立档深:基型为0.1号+0.1h。低腰型:基型减去低腰部分约2~5cm。高腰型立档加长1~3cm。
衣长确定
马夹衣长占身高31%~32%,到腰节与臀部中间;茄克衣长占身高35%~42%,袖长放3.5~5Cm;西服衣长占身高43%~45%,袖长放2~3cm;短外套衣长占身高50%~55%,在中指间与膝盖的1/2处,袖长放7~8cm,齐虎口;中长外套衣长占身高50%~63%,在膝盖上下,袖长放7~8cm,齐虎口;长外套衣长占身高65%~70%,在膝下10~15cm处。袖长放7~8cm;休闲
m。360度群摆围修正,腰围线抬高1~1.5cm,底边加2~4cm。
其他
衬衫原形:领宽+0.5=领深;西装原形:领宽-0.5=领深。领口弧线短于领脚弧线0.5cm。后领窜高为后领宽度的1/3,一般位2.5cm。夏装为1cm左右。
袖子部位
衬衫袖窿周长约占半胸围的85%~92%。西装袖窿约占半胸围的92%~96%。薄的袖山吃势量为2~3cm,中厚的如西装,袖山吃势量为7%~12%袖窿,约在3~4.5cm之间;厚的如大衣袖吃势量为7%~12%袖窿周长,约为4~5cm。袖山高:低袖山以袖窿周长/4为基数,约12~14cm;普通袖山以袖窿周长/4为基数,约
标准型笼门宽与19~26cm。茄克宽松类不大于背长。袖窿深之比接近2:3,接近黄金比:袖窿深度为胸围/6+7,无袖式紧身T恤约为17~18cm,衬衫,外套约为19~2领窝深17度,前身肩斜18度,后身肩斜22度,撇胸6度。后身肩斜小于前身2度以上,避免因肩缝线偏后而引起袖子中线偏向。后领窝长度约为2/5颈窝周长,前领窝约为3/5颈窝周长。立领领脚前凸后凹型领脚一般在3-7度或1-2cm;领脚前凹后凸型,领前后各不超过3.5~4.5cm。翻驳领,翻领宽一般为3.5~6cm。领座宽为2.5~5cm。翻领宽与领座宽差值小于0.8cm。
服装用量计算方法及缩水算法

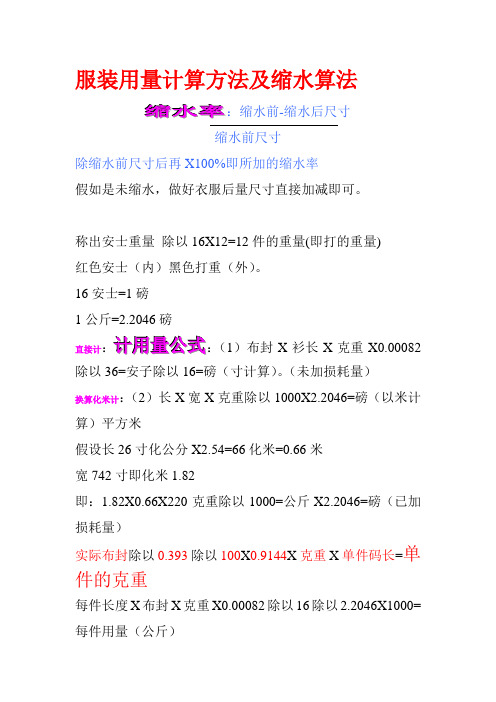
服装用量计算方法及缩水算法缩缩水水率率:缩水前-缩水后尺寸缩水前尺寸除缩水前尺寸后再X100%即所加的缩水率假如是未缩水,做好衣服后量尺寸直接加减即可。
称出安士重量 除以16X12=12件的重量(即打的重量) 红色安士(内)黑色打重(外)。
16安士=1磅1公斤=2.2046磅直接计:计用量公式:(1)布封X 衫长X 克重X0.00082除以36=安子除以16=磅(寸计算)。
(未加损耗量) 换算化米计:(2)长X 宽X 克重除以1000X2.2046=磅(以米计算)平方米假设长26寸化公分X2.54=66化米=0.66米宽742寸即化米1.82即:实际布封除以0.393除以100X 0.9144X 克重X 单件码长=单件的克重每件长度X 布封X 克重X0.00082除以16除以2.2046X1000=每件用量(公斤).衣服应加放松量:2X3.14X衣服与人体距离+2X3.14X内装厚度=人体圆放松量。
一般针织布头板加缩水(半围计)1X1罗纹面身3/4长1/2宽要洗水后裁的衣服尺寸要减一点,大约2分。
耳仔卫衣1/2X1/2烫缩26支平纹5/8X1/22X2拉架罗纹5/8X3/4阔泳衣布1/2X1/220支平纹布1/2X1/22X2罗纹(薄)1/2X1/2烫缩平纹布3/4X1/2长烫缩拉架平纹1/2X3/4长网布原身布领围X0.88=领长,面身1/2X1/2原身布领;领围X0.88-0.90左右,领围大过领3-4CM扁机领短过领围1-11/2,要看领围大小。
1X1拉架罗纹X0.792X2拉架罗纹X0.78拉1X1罗纹袖口,袖口大过拉好尺寸2-3分。
一般针织衫袖山夹直袖肥尺寸1.平纹短袖针织:男袖山高5,女4.52.袖肥男8.88,女7.253.夹直男9.125,女7.754.罗纹短袖紧身T恤:袖山高男5.25,女4.755.袖肥男7.75,女76.夹直男8.5,女7.757.双面布长袖T恤:袖山高男5.75,女58.袖肥男8,女79.夹直男9,女810.珠地布长袖T恤:袖山高男5.5,女4.511.袖肥男8,女712.夹直男8.75,女7.8813.毛巾布长袖T恤;袖山高男5.75,女4.62514.袖肥男7.625,女715.夹直男9,女816.长袖摇粒衫:袖山高男5,女5.62517.袖肥男9,女7.2518.夹直男9.625,女919.加网布风衣:袖山高男5.88,女5.2520.袖肥男9.88,女8.821.夹直男10.25,女9.2522.袖口阔(纸样)6.25,女5.7523.摇粒风衣:袖山高男5.77,女5.21袖肥男10.312,女9.125夹直男10.5,女9.375袖口阔(纸样)男6.5,女5.75衬衫:袖山高男.4.375,女4.88。
布料的缩率测试方法及计算
布料的缩率测试方法及计算布料的缩率测试方法及计算"详"解.... 和大家一起探讨一下.有不对或不足的地方,欢迎大家提出哦首先,和纤维絕對有關係。
但是還沒有聼說過這樣的相關知識(-----这是我回复午夜猫。
的那个问题),,也許是我是沒聼過(見識少啦)。
縮水率是可以控制的:一般的布料做干蒸,洗水。
就可以算出縮率了~測出來后計算好,把數據提供給紙樣師傅,他們參考后放出適量。
就OK了。
以上是基本的流程。
具體的做法是(以下我主要說干蒸和水洗):A:干蒸------也是上面魚說的“燙縮”1)在要測算的布料上(要有足夠的大),画出2塊固定的長和寬,------拿針織内衣來説,一般40*40CM就可以,意要留出约2CM以上的缝位,因為内衣(~像内褲),面積不大,但是針織布料的縮率又很大。
像氨綸布,莫代尓等,要是定型沒定好,可能會縮的可怕。
2)將這2片的画好固定尺寸的布料反面相對,用平車在画好的痕迹上车好 ,这样布料的正面就路在外面了 ,还可以方便一起看看色差,色牢度什么的 ,省料. ,着时在沿着留出来的2CM以上的缝位用锁边机锁好边..3)现在到了干蒸的关键时刻了 ! 拿着这块布去烫工那里去蒸吧!!!注意把握好时间 .一般的针织布料大概5分钟就OK了.缩率大的布料你在蒸的时候还可以用眼睛看到它在缩呢!!!嘿嘿 ..那种布, 可不是好料 !!特别注意哦::蒸的时候 ,别让熨斗和布料接触!!也就是说 ,不是要向人家烫衣服一样去烫这块布 !!!但是距离也布要离的远了 !一寸左右吧!就好了 .还要随时给它翻番身,移动位置,这样受热才均匀,才可以算准确点 !还有 ,尽量布要打开机台的吸风器 ..4) 蒸完了 ,就拿到通风的地方给它晾干,请注意不是要拿到太阳下晒干哦 !这样算出来的也是没效果的 !!5)干了后就是计算了 ,注意要分布料的经纬方向的...经向也就是直纱,维向就纱横纱.(斜纹的例外)例如 :经向现在缩到了 38CM了 ,拿就是38-40=2/40=0.05*100%=5%.,也就是说这布经向的缩率是5%..维向的算发也是如此>>6)最后,干蒸这部分基本就完了.除了提供数据给纸样那边外,还要做的就是把你的原样(也就是测试布料)留底..现在来说说B:水洗:.(同样以针织布为例,因为我在以前的公司做的就是针织类的,)前面的步骤同上面干蒸的 1) 2),也是同样的先做好测试样品..3)水洗,就比较复杂点了 .复杂的不是水洗缩率的算法,而是它的洗法太多了!不过这些是根据布料的特性和客人的要求来定的!下面介绍几种洗缩的名称吧: 干洗 Dry Cleaning机洗 Machine Washable商业洗涤 Do not have Commercially Launder家庭式洗涤 Home Launder手洗 Hand Wash冷水洗 Cold Wash温水洗 Warm Wash热水洗 Hot Wash重点来说说机洗, 机洗时候,虽然只是你在按键操作,但时间要选择好,以前我们公司有专门用来做测试的洗衣机,不是家用的那种.不同的时间和洗法洗出来的布料的缩率是不一样的!根据时间来分,一般有标准洗,家庭洗,超短洗,加长洗,浸泡洗…不同的机器有不同说法.以上的各种洗法中,还可以根据客人和布料特性的需要,选择在水洗过程中是否要用滚筒,?水温多少?是否烘干(一般做布料的缩率不可以烘干,做成品测试时可以.)等…..4)洗好了后,一般是晾干,不要晒干的!5)计算缩率,和前面的干蒸的算法一样.正常情况下,布料干蒸的缩率要比水洗的缩率小..6)同前面的做法..把算来的结果书面提供给技术部,自己存档..。
全面织物幅缩率计算公式

全面织物幅缩率计算公式在纺织品生产过程中,织物幅缩率是一个非常重要的指标。
织物幅缩率是指织物在水洗或其他处理过程中,因受热、受潮、受力等因素而产生的长度和宽度的变化。
织物幅缩率的计算对于织物的设计、生产和使用都具有重要的意义。
下面我们将介绍全面织物幅缩率的计算公式和相关知识。
全面织物幅缩率计算公式如下:幅缩率(%)=((原始幅宽水洗后幅宽)/原始幅宽)×100%。
其中,原始幅宽是指织物在未经任何处理时的宽度,水洗后幅宽是指织物在水洗后的宽度。
通过这个公式,我们可以计算出织物在水洗后的幅缩率。
织物幅缩率的计算对于纺织品生产具有重要的意义。
首先,幅缩率的计算可以帮助生产厂家控制生产过程,确保产品的质量稳定。
在生产过程中,通过对原始织物和水洗后织物的宽度进行测量,可以及时发现生产过程中的问题,并采取相应的措施进行调整,以确保产品的质量符合标准要求。
其次,幅缩率的计算可以帮助设计师进行产品设计。
在设计纺织品时,设计师需要考虑织物在水洗后的幅缩率,以确保产品在使用过程中不会出现尺寸变化过大的问题。
通过对幅缩率的计算,设计师可以选择合适的纱线和织造工艺,以确保产品在水洗后的尺寸稳定。
另外,幅缩率的计算也对于终端用户具有重要的意义。
终端用户在购买纺织品时,通常会关注产品的尺寸稳定性。
通过对幅缩率的计算,终端用户可以了解产品在水洗后的尺寸变化情况,从而选择合适的产品。
除了全面织物幅缩率的计算公式外,我们还需要了解一些影响织物幅缩率的因素。
首先,纤维的收缩性是影响织物幅缩率的重要因素。
不同类型的纤维具有不同的收缩性,如棉纤维的收缩性较大,而涤纶纤维的收缩性较小。
其次,织造工艺和水洗工艺也会影响织物的幅缩率。
不同的织造工艺和水洗工艺会对织物的幅缩率产生不同的影响。
最后,纱线的密度和织物的结构也会影响织物的幅缩率。
因此,在进行幅缩率的计算时,需要综合考虑这些因素。
织物幅缩率的计算是纺织品生产中的一个重要环节。
学习对于缩水率!你要明白这些…

学习对于缩水率!你要明白这些…无论国际还是国内市场,消费者对服装的尺寸稳定性要求越来越高。
特别是国际市场,对面料不断提出防缩、优级防缩、超级防缩的特殊要求,对印染企业生产,缩水率是一个困扰。
01机械预缩整理用物理方法减少织物浸水后的收缩以降低缩水的整理过程,又称机械预缩整理。
织物在染整过程中经向受到张力,经向的屈曲波高减小,因而会出现伸长现象。
亲水性纤维织物浸水湿透时,纤维发生溶胀,经、纬纱的直径增加,从而使经纱屈曲波高增大,织物长度缩短,形成缩水。
长度缩短与原来长度的百分比称为缩水率。
机械预缩是把织物先经喷蒸汽或喷雾给湿,再施以经向机械挤压,使屈曲波高增大,然后经松式干燥。
预缩后的棉布缩水率可以降低到1%以下,并由于纤维、纱线之间的相互挤压和搓动,织物手感的柔软性也会得到改善。
毛织物可采用松弛预缩处理,织物经温水浸轧或喷蒸汽后,在松弛状态下缓缓烘干,使织物经、纬向都发生收缩。
02设备分类橡胶毯预缩机常用的是三辊式,主要由一定厚度并富有弹性的环状无接缝橡胶毯、喂布辊和表面光滑并可加热的承压辊组成(图1)。
橡胶毯保持适当的张力循环运行,经过喂布辊和承压辊之间,两辊对橡胶毯有一轧点P(图2),织物自轧点P进入承压辊和橡胶毯之间,并随之运行。
橡胶毯包在喂布辊上时其外弧受到延伸(图2中之A),当橡胶毯经过轧点包于承压辊时,原来延伸的外弧即转变为内弧而收缩(图2中之A');此外,橡胶毯进入轧点P时被压薄而伸长,出轧点后在PS段内自行收缩并逐渐恢复到原来厚度,使织物在橡胶毯和承压辊的紧压下,随着橡胶毯一起收缩而取得预缩效果。
三辊预缩机配有给湿、松式烘干装置,可用于棉织物及棉与化纤的混纺织物。
两辊阻滞预缩机主要由喂布辊、阻滞辊和压板刀组成(图3)。
喂布辊表面光滑,运行速度较快。
阻滞辊的橡胶表面硬度较低,运行速度较喂布辊稍慢。
压板的前端安装在进入两辊轧点的附近处。
在预缩过程中,由喂布辊以较快速度将织物喂入,进入轧点时,由于阻滞辊速度较慢以及压板前端的阻力,织物受到挤压而收缩。
服装用量计算方法及缩水算法(精品文档)
服装用量计算方法及缩水算法缩缩水水率率:缩水前-缩水后尺寸缩水前尺寸除缩水前尺寸后再X100%即所加的缩水率假如是未缩水,做好衣服后量尺寸直接加减即可。
称出安士重量 除以16X12=12件的重量(即打的重量) 红色安士(内)黑色打重(外)。
16安士=1磅1公斤=2.2046磅直接计:计用量公式:(1)布封X 衫长X 克重X0.00082除以36=安子除以16=磅(寸计算)。
(未加损耗量) 换算化米计:(2)长X 宽X 克重除以1000X2.2046=磅(以米计算)平方米假设长26寸化公分X2.54=66化米=0.66米 宽742寸即化米1.82即:1.82X0.66X220克重除以1000=公斤X2.2046=磅(已加损耗量)实际布封除以0.393除以100X 0.9144X 克重X 单件码长=单件的克重每件长度X 布封X 克重X0.00082除以16除以2.2046X1000=每件用量(公斤).衣服应加放松量:2X3.14X衣服与人体距离+2X3.14X内装厚度=人体圆放松量。
一般针织布头板加缩水(半围计)1X1罗纹面身3/4长1/2宽要洗水后裁的衣服尺寸要减一点,大约2分。
耳仔卫衣1/2X1/2烫缩26支平纹5/8X1/22X2拉架罗纹5/8X3/4阔泳衣布1/2X1/220支平纹布1/2X1/22X2罗纹(薄)1/2X1/2烫缩平纹布3/4X1/2长烫缩拉架平纹1/2X3/4长网布原身布领围X0.88=领长,面身1/2X1/2原身布领;领围X0.88-0.90左右,领围大过领3-4CM扁机领短过领围1-11/2,要看领围大小。
1X1拉架罗纹X0.792X2拉架罗纹X0.78拉1X1罗纹袖口,袖口大过拉好尺寸2-3分。
一般针织衫袖山夹直袖肥尺寸1.平纹短袖针织:男袖山高5,女4.52.袖肥男8.88,女7.253.夹直男9.125,女7.754.罗纹短袖紧身T恤:袖山高男5.25,女4.755.袖肥男7.75,女76.夹直男8.5,女7.757.双面布长袖T恤:袖山高男5.75,女58.袖肥男8,女79.夹直男9,女810.珠地布长袖T恤:袖山高男5.5,女4.511.袖肥男8,女712.夹直男8.75,女7.8813.毛巾布长袖T恤;袖山高男5.75,女4.62514.袖肥男7.625,女715.夹直男9,女816.长袖摇粒衫:袖山高男5,女5.62517.袖肥男9,女7.2518.夹直男9.625,女919.加网布风衣:袖山高男5.88,女5.2520.袖肥男9.88,女8.821.夹直男10.25,女9.2522.袖口阔(纸样)6.25,女5.7523.摇粒风衣:袖山高男5.77,女5.21袖肥男10.312,女9.125夹直男10.5,女9.375袖口阔(纸样)男6.5,女5.75衬衫:袖山高男.4.375,女4.88。
成衣制版缩水率计算
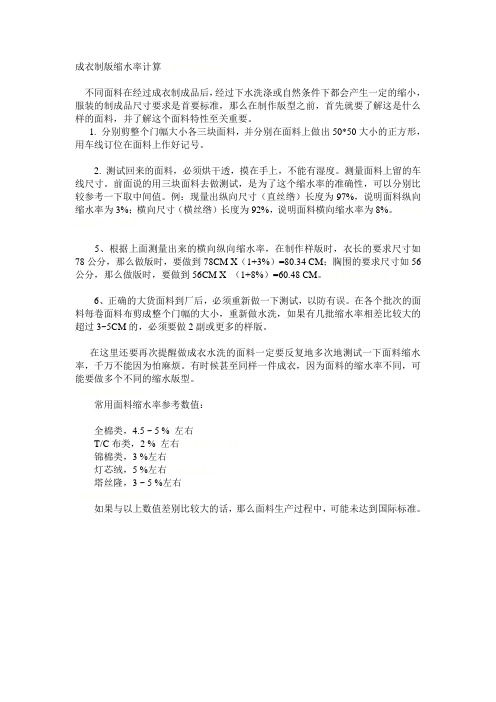
成衣制版缩水率计算- s, U% X5 C( E' m1 x不同面料在经过成衣制成品后,经过下水洗涤或自然条件下都会产生一定的缩小,服装的制成品尺寸要求是首要标准,那么在制作版型之前,首先就要了解这是什么样的面料,并了解这个面料特性至关重要。
1. 分别剪整个门幅大小各三块面料,并分别在面料上做出50*50大小的正方形,用车线订位在面料上作好记号。
2. 测试回来的面料,必须烘干透,摸在手上,不能有湿度。
测量面料上留的车线尺寸。
前面说的用三块面料去做测试,是为了这个缩水率的准确性,可以分别比较参考一下取中间值。
例:现量出纵向尺寸(直丝绺)长度为97%,说明面料纵向缩水率为3%;横向尺寸(横丝绺)长度为92%,说明面料横向缩水率为8%。
* X2 N3 x6 x2 e' ^( i w" M) F5、根据上面测量出来的横向纵向缩水率,在制作样版时,衣长的要求尺寸如78公分,那么做版时,要做到78CM X(1+3%)=80.34 CM;胸围的要求尺寸如56公分,那么做版时,要做到56CM X (1+8%)=60.48 CM。
8 a$ L; Q% ~+ J$ M* `6、正确的大货面料到厂后,必须重新做一下测试,以防有误。
在各个批次的面料每卷面料布剪成整个门幅的大小,重新做水洗,如果有几批缩水率相差比较大的超过3~5CM的,必须要做2副或更多的样版。
在这里还要再次提醒做成衣水洗的面料一定要反复地多次地测试一下面料缩水率,千万不能因为怕麻烦。
有时候甚至同样一件成衣,因为面料的缩水率不同,可能要做多个不同的缩水版型。
4 d8 k' K" z3 [& A5 y' S常用面料缩水率参考数值:全棉类,4.5 ~ 5 % 左右T/C布类,2 % 左右$ E- y5 F$ x6 `. d8 ]锦棉类,3 %左右灯芯绒,5 %左右9 z1 |$ T% A& i塔丝隆,3 ~ 5 %左右( X+ H5 F+ R5 e. k1 ?6 c4 |如果与以上数值差别比较大的话,那么面料生产过程中,可能未达到国际标准。
常用材料缩水率[推荐五篇]
![常用材料缩水率[推荐五篇]](https://img.taocdn.com/s3/m/f24a05ecac51f01dc281e53a580216fc700a5330.png)
常用材料缩水率[推荐五篇]第一篇:常用材料缩水率注塑成型各种缺陷的现象及解决方法1.龟裂龟裂是塑料制品较常见的一种缺陷,产生的主要原因是由于应力变形所致。
主要有残余应力、外部应力和外部环境所产生的应力变形。
(-)残余应力引起的龟裂残余应力主要由于以下三种情况,即充填过剩、脱模推出和金属镶嵌件造成的。
作为在充填过剩的情况下产生的龟裂,其解决方法主要可在以下几方面入手:(1)由于直浇口压力损失最小,所以,如果龟裂最主要产生在直浇口附近,则可考虑改用多点分布点浇口、侧浇口及柄形浇口方式。
(2)在保证树脂不分解、不劣化的前提下,适当提高树脂温度可以降低熔融粘度,提高流动性,同时也可以降低注射压力,以减小应力。
(3)一般情况下,模温较低时容易产生应力,应适当提高温度。
但当注射速度较高时,即使模温低一些,也可减低应力的产生。
(4)注射和保压时间过长也会产生应力,将其适当缩短或进行Th次保压切换效果较好。
(5)非结晶性树脂,如AS树脂、ABS树脂、PMMA树脂等较结晶性树脂如聚乙烯、聚甲醛等容易产生残余应力,应予以注意。
脱模推出时,由于脱模斜度小、模具型胶及凸模粗糙,使推出力过大,产生应力,有时甚至在推出杆周围产生白化或破裂现象。
只要仔细观察龟裂产生的位置,即可确定原因。
在注射成型的同时嵌入金属件时,最容易产生应力,而且容易在经过一段时间后才产生龟裂,危害极大。
这主要是由于金属和树脂的热膨胀系数相差悬殊产生应力,而且随着时间的推移,应力超过逐渐劣化的树脂材料的强度而产生裂纹。
为预防由此产生的龟裂,作为经验,壁厚7“与嵌入金属件的外径通用型聚苯乙烯基本上不适于宜加镶嵌件,而镶嵌件对尼龙的影响最小。
由于玻璃纤维增强树脂材料的热膨胀系数较小,比较适合嵌入件。
另外,成型前对金属嵌件进行预热,也具有较好的效果。
(二)外部应力引起的龟裂这里的外部应力,主要是因设计不合理而造成应力集中,特别是在尖角处更需注意。
由图2-2可知,可取R/7”一0.5~0.7。
缩率和缩水率
缩率和缩水率缩率概念缩率是指从坯布到成品长度之差。
计算公式一般成品缩率计算公式是,坯布长度减成品长度除坯布长度,得出的参数就是缩率。
缩略费缩率费,首先,缩率是指从坯布到成品长度之差,一般成品缩率计算公式是,坯布长度减成品长度除坯布长度,得出的参数就是缩率。
缩率费,就是这中间的差价了。
缩水率中文名称:英文名称:water shrinkage定义:材料浸水后长度的缩小值对其原长度的百分率。
目录欧洲标准织物缩水率测试织物的缩水率是指织物在洗涤或浸水后织物收缩的百分数。
缩水率最小的是合成纤维及混纺织品,其次是毛织品、麻织品、棉织品居中,丝织品缩水较大,而最大的是粘胶纤维、人造棉、人造毛类织物。
一般面料的缩水率为:棉4%--10%;化纤4%--8%;棉涤3.5%--5 5%;本色白布为3%;毛蓝布为3-4%;府绸为3-4.5%;花布为3-3.5%;卡叽华达呢为4-5.5;斜纹布为4%;哗叽为3-4%;劳动布为10%;人造棉为10%。
织品产生缩水的因素:①织物的原材料不同,缩水率不同。
一般来说,吸湿性大的纤维,浸水后纤维膨胀,直径增大,长度缩短,缩水率就大。
如有的粘胶纤维吸水率高达13%,而合成纤维织物吸湿性差,其缩水率就小。
②织物的密度不同,缩水率也不同。
如经纬向密度相近,其经纬向缩水率也接近。
经密度大的织品,经向缩水就大,反之,纬密大于经密的织品,纬向缩水也就大。
③织物纱支粗细不同,缩水率也不同。
纱支粗的布缩水率就大,纱支细的织物缩水率就小。
④织物生产工艺不同,缩水率也不同。
一般来说,织物在织造和染整过程中,纤维要拉伸多次,加工时间长,施加张力较大的织物缩水率就大,反之就小。
欧洲标准织物缩水率测试参考测试方法:1.测试的目的和原理1.1这个测试方法适用于检测经常规的家庭洗涤方法洗涤后各种纺织品的缩水情况。
1.2一次完整的洗涤过程相当与一次家庭洗涤过程2.参考测试方法2.1 ISO 1392.2 ISO 37592.3 BS EN 26330 :19942.4 BS EN 25077 :19933.设备和材料3.1 Wascator FOM LAB 71 水平滚筒式洗衣机3.2 Kenmore 或Whirlpool 搅拌式洗衣机3.3 Kenmore 或Whirlpool 滚筒式干衣机3.4 电子磅3.5 WOB 或ECE 洗衣粉3.6 可量度1mm的不锈钢尺3.7 过硼酸钠3.8 加重布:两层缝合全聚酯纤维针织布,每块为35±3g,30±3 X 30±3cm4.标准环境要求4.1温度:21±2oC4.2相对湿度:65±5%[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成衣制版缩水率计算- s, U% X5 C( E' m1 x
不同面料在经过成衣制成品后,经过下水洗涤或自然条件下都会产生一定的缩小,服装的制成品尺寸要求是首要标准,那么在制作版型之前,首先就要了解这是什么样的面料,并了解这个面料特性至关重要。
1. 分别剪整个门幅大小各三块面料,并分别在面料上做出50*50大小的正方形,用车线订位在面料上作好记号。
2. 测试回来的面料,必须烘干透,摸在手上,不能有湿度。
测量面料上留的车线尺寸。
前面说的用三块面料去做测试,是为了这个缩水率的准确性,可以分别比较参考一下取中间值。
例:现量出纵向尺寸(直丝绺)长度为97%,说明面料纵向缩水率为3%;横向尺寸(横丝绺)长度为92%,说明面料横向缩水率为8%。
* X2 N3 x6 x2 e' ^( i w" M) F
5、根据上面测量出来的横向纵向缩水率,在制作样版时,衣长的要求尺寸如78公分,那么做版时,要做到78CM X(1+3%)=80.34 CM;胸围的要求尺寸如56公分,那么做版时,要做到56CM X (1+8%)=60.48 CM。
8 a$ L; Q% ~+ J$ M* `
6、正确的大货面料到厂后,必须重新做一下测试,以防有误。
在各个批次的面料每卷面料布剪成整个门幅的大小,重新做水洗,如果有几批缩水率相差比较大的超过3~5CM的,必须要做2副或更多的样版。
在这里还要再次提醒做成衣水洗的面料一定要反复地多次地测试一下面料缩水率,千万不能因为怕麻烦。
有时候甚至同样一件成衣,因为面料的缩水率不同,可能要做多个不同的缩水版型。
4 d8 k' K" z3 [& A
5 y' S
常用面料缩水率参考数值:
全棉类,4.5 ~ 5 % 左右
T/C布类,2 % 左右$ E- y5 F$ x6 `. d8 ]
锦棉类,3 %左右
灯芯绒,5 %左右9 z1 |$ T% A& i
塔丝隆,3 ~ 5 %左右
( X+ H5 F+ R5 e. k1 ?6 c4 |
如果与以上数值差别比较大的话,那么面料生产过程中,可能未达到国际标准。