纺粘和熔喷比较
熔喷非织造布技术
熔喷非织造布技术令狐采学一、熔喷非织造布技术简介1、熔喷法熔喷法是将高聚物熔体通过高速高温气流喷吹,使熔体细流受到极度拉伸而形成超细纤维,然后凝聚到多孔滚筒或成网帘上形成纤网,再经自身粘合或热粘合作用得以加固而制成非织造布的一种生产技术。
熔喷工艺流程示意图2.熔喷非织造布工艺特点熔喷工艺流程短,设备简单(不需要固结纤网的设备),生产效率高;能耗大,成本较高,对其应用领域的扩大有一定的消极影响;纤维极细(纤维直径达微米级甚至纳米级),比表面积大,纤网孔隙率高,纤网均匀度好,柔软蓬松,尤其适用于过滤、吸液和保暖材料等;纤维和纤网强度低,取向度低,耐磨性差。
二、熔喷非织造布生产设备以Reifenhause公司的MB2400全自动熔喷生产线为例:整套熔喷设备由主机、加热系统、润滑系统、液压系统、冷却系统、电气控制系统等。
主机主要由喂入系统、螺杆挤出机、过滤装置、计量泵、熔喷模头组合件、接收装置和卷取机构。
生产聚酯及聚酰胺等熔喷非织造材料时,还需要进行切片干燥、预结晶。
1.喂料系统喂料系统采用德国AZOGMOHCO公司的P-320-38G 型三级料箱计量混料系统。
喂料系统由3个料桶组成:1个主料桶、2辅料桶,主料桶加入聚合物切片,两个辅料桶分别加入色母粒和功能母粒,且通过PLC/SBBL自动控制主料、色母粒及抗静电剂的比例和喂入量。
三级料箱计量混料系统料桶示意图实行定时定量喂料,满足挤出量的要求通过PLC/SBBL 控制系统自动控制切片、色母粒和功能母粒的比例;每一料桶有一料位水平指示仪,显示计量桶中料的高度,由程序监控。
混合作用定量加入的粒料在混合计量桶内进一步混合,桶内有一个螺旋搅拌器,通过搅拌使各种粒料混合均匀,再通过喂入管喂入螺杆挤压机。
2.螺杆挤压机在螺杆挤出机的进料端,聚合物切片要与稳定剂、增白剂等添加剂及色母粒等必须的原料,经过充分搅拌混合后进入螺杆挤出机,加热成熔体。
采用RH801单螺杆挤压机。
第一章熔喷法纤维成形技术
熔融挤出 —— 在螺杆挤出机的进料端,聚合物 切片要与稳定剂、增白剂等添加剂及色母粒等必 需的原料,经过充分搅拌混合后进入螺杆挤出机, 加热成为熔体,最后由计量泵经过滤器将熔体送 入喷丝板。在熔喷工艺中,一般挤出机也借其剪 切作用与热降解作用来降低聚合物的分子量。
第一章熔喷法纤维成形技术
接收距离↑
纵横向强度↓,弯曲强度↓,非织 造布手感蓬松、柔软,若用作过滤 材料,过滤效率和过滤阻力↓
第一章熔喷法纤维成形技术
6、螺杆挤出速度
在温度不变的情况下:
挤出量↑
熔喷布定量↑,强度↑
当挤出量过大时,熔喷布的强度反而下降,尤其是MFI >1000时更明显。
强度达一定值后下降,可能是因为挤出量过高时,丝条 牵伸不充分,并丝严重,导致布面粘结纤维减少,从而使强 度↓
相同点
① 聚合物都要在 熔融状态下由喷丝 孔挤出
② 纤网可经热粘 合(面粘合或点粘 合)或自身粘合加 固成非织造布
不同点
①纺粘法中:骤冷空气冷却,同时拉伸, 形成连续长丝,铺放到成网帘上
熔喷法中:高速热空气喷吹,受到极 度拉伸,形成超细短纤维,以极高速度 飞向成网帘或凝网滚筒形成纤网
②纺粘法:纤网加固方式多,除热粘 合外,还可采取针刺、水刺、化学粘 合等多种手段
第一章熔喷法纤维成形技术
2、医用材料
是目前熔喷布的第二大应用领域,全世界每年的用量在 1万吨以上。
在该领域,用量最大的是外科手术衣、手术室帷帘及消 毒包扎布,还有少量用作弹性绷带、胶带、消炎止痛膜等。
第一章熔喷法纤维成形技术
3、卫生材料
(1)在卫生巾方面 ★ 将熔喷布插入卫生巾的吸收芯中间,起毛细管转移层作用 ★ 利用熔喷布的阻隔作用作为对液体渗透的阻隔层,用两层
熔喷布和无纺布的区别是什么?

熔喷布和无纺布的区别是什么?口罩的核心材料是阻隔病菌的熔喷布,熔喷布主要以聚丙烯为主要原料,纤维直径可以达到1~5微米。
空隙多、结构蓬松、抗褶皱能力好,这些具有独特的毛细结构的超细纤维增加单位面积纤维的数量和表面积,从而使熔喷布具有很好的过滤性、屏蔽性、绝热性和吸油性。
可用于空气、液体过滤材料、隔离材料、吸纳材料、口罩材料、保暖材料、吸油材料及擦拭布等领域。
熔喷无纺布以聚丙烯为主要原料,采用高速热空气流对模头喷丝孔挤出的聚合物熔体细流进行牵伸,由此形成超细纤维并收集在凝网帘或滚筒上,同时自身粘合而成为熔喷法非织造布。
熔喷无纺布外观洁白、平整、柔软,材料纤维细度为0.5-1.0um,纤维的随机分布提供了纤维间更多的热粘合机会,因而使熔喷气体过滤材料具有更大的比表面积,更高的空隙率(≥75%)。
经过高压驻极过滤效率,使产品具有低阻、高效、高容尘等特点。
熔喷布主要以聚丙烯为主要原料,纤维直径可以达到1~5微米。
空隙多、结构蓬松、抗褶皱能力好,这些具有独特的毛细结构的超细纤维增加单位面积纤维的数量和表面积,从而使熔喷布具有很好的过滤性、屏蔽性、绝热性和吸油性。
可用于空气、液体过滤材料、隔离材料、吸纳材料、口罩材料、保暖材料、吸油材料及擦拭布等领域。
熔喷无纺布的工艺过程:聚合物喂入---熔融挤出---纤维形成---纤维冷却---成网---加固成布。
应用范围(1)医疗卫生用布:手术衣、防护服、消毒包布、口罩、尿片、妇女卫生巾等;(2)家庭装饰用布:贴墙布、台布、床单、床罩等;(3)服装用布:衬里、粘合衬、絮片、定型棉、各种合成革底布等;(4)工业用布:过滤材料、绝缘材料、水泥包装袋、土工布、包覆布等;(5)农业用布:作物保护布、育秧布、灌溉布、保温幕帘等;(6)其它:太空棉、保温隔音材料、吸油毡、烟过滤嘴、袋包茶叶袋等。
熔喷布堪称医用外科口罩和N95口罩的“心脏”。
医用外科口罩和N95口罩一般采用多层结构,简称为SMS结构:里外两侧为单层纺粘层(S);中间为熔喷层(M),一般分为单层或者多层。
无纺布的分类
无纺布的分类
无纺布是一种非织造布,它直接利用高聚物切片、短纤维或长丝通过各种纤网成形方法和固结技术形成的具有柔软、透气和平面结构的新型纤维制品。
其具有工艺流程短、产量高、成本低、品种变化快、原料来源广泛等特点,无纺布根据生产工艺的不同可以分为:
1、水刺无纺布:是将高压微细水流喷射到一层或多层纤维网上,使纤维相互缠结在一起,从而使纤网得以加固而具备一定强力。
2、热合无纺布:是指在纤网中加入纤维状或粉状热熔粘合加固材料,纤网再经过加热熔融冷却加固成布。
3、浆粕气流成网无纺布:又可称做无尘纸、干法造纸无纺布。
它是采用气流成网技术将木浆纤维板开松成单纤维状态,然后用气流方法使纤维凝集在成网帘上,纤网再加固成布。
4、湿法无纺布:是将置于水介质中的纤维原料开松成单纤维,同时使不同纤维原料混合,制成纤维悬浮浆,悬浮浆输送到成网机构,纤维在湿态下成网再加固成布。
5、纺粘无纺布:是在聚合物已被挤出、拉伸而形成连续长丝后,长丝铺设成网,纤网再经过自身粘合、仍怀合、化学粘合或机械加固方法,使纤网变成无纺布。
6、熔喷无纺布:其工艺过程:聚合物喂入---熔融挤出---纤维形成---纤维冷却---成网---加固成布。
7、针刺无纺布:是干法无纺布的一种,针刺无纺布是利用刺针的
穿刺作用,将蓬松的纤网加固成布。
8、缝编无纺布:是干法无纺布的一种,缝编法是利用经编线圈结构对纤网、纱线层、非纺织材料(例如塑料薄片、塑料薄金属箔等)或它们的组合体进行加固,以制成无纺布。
高熔指熔喷级PP料
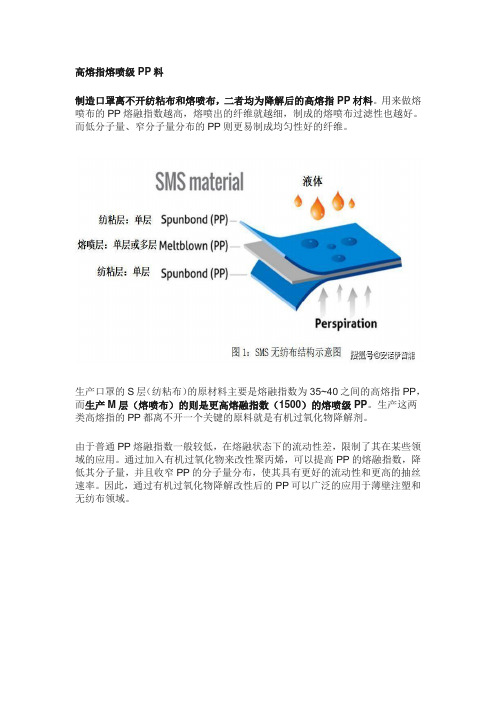
高熔指熔喷级PP料制造口罩离不开纺粘布和熔喷布,二者均为降解后的高熔指PP材料。
用来做熔喷布的PP熔融指数越高,熔喷出的纤维就越细,制成的熔喷布过滤性也越好。
而低分子量、窄分子量分布的PP则更易制成均匀性好的纤维。
生产口罩的S层(纺粘布)的原材料主要是熔融指数为35~40之间的高熔指PP,而生产M层(熔喷布)的则是更高熔融指数(1500)的熔喷级PP。
生产这两类高熔指的PP都离不开一个关键的原料就是有机过氧化物降解剂。
由于普通PP熔融指数一般较低,在熔融状态下的流动性差,限制了其在某些领域的应用。
通过加入有机过氧化物来改性聚丙烯,可以提高PP的熔融指数,降低其分子量,并且收窄PP的分子量分布,使其具有更好的流动性和更高的抽丝速率。
因此,通过有机过氧化物降解改性后的PP可以广泛的应用于薄壁注塑和无纺布领域。
图1. 降解改性聚丙烯的应用领域通过有机过氧化物降解PP的机理如下图所示:第一步:有机过氧化物分解成自由基第二步:自由基从PP分子链上的夺取氢反应第三步:PP分子链段重排几种过氧化物降解剂有机过氧化物是5.2类的危险化学品,在生产、储存、运输和使用过程中都有非常严格的要求。
目前在国内主要应用于PP降解的有机过氧化物屈指可数,以下介绍几种:1.二叔丁基过氧化物(简称“DTBP”)其主要特性如下:● 在PP中没有获得FDA添加许可,不推荐用于食品级和卫材级制品的生产。
● 闪点只有6℃,对静电极其敏感,0.1MJ的能量足以点燃其蒸汽,在室温条件下很容易闪燃闪爆;在高于55℃环境下,即使有氮气保护,仍能闪燃闪爆。
● 导电系数极低,在流动过程中极易累计电荷。
● DTBP在2010年被欧洲化学品管理局(ECHA)归类为3级诱导基因突变物质,不可以推荐在食品接触和直接接触人体产品的领域中作为添加剂使用,存在引起生物毒性的高度风险。
2.2,5-二甲基-2,5-双(叔丁基过氧)己烷(简称“101”)俗称“双二五”,结构式如下图所示:该降解剂是在降解PP领域应用最早的一种过氧化物,由于其适宜的活性温度范围和较高的活性氧含量,并且拥有美国的FDA许可和欧洲的BfR许可,目前仍是此领域应用较为广泛的一种降解剂。
口罩的材料有哪些

口罩的材料有哪些
口罩的材料有:深色无纺布、熔喷无纺布、纺粘无纺布、鼻梁条和松紧耳带。
深色无纺布和纺粘无纺布分别用于口罩的外、内层,具有良好的通气性、吸水性以及防水性。
熔喷无纺布用于中间的过滤层,可用来隔离空气中的灰尘和病毒,防止被吸入口鼻中。
而鼻梁条和松紧耳带,一般用来固定口罩,方便大家佩戴。
医用口罩的材质
口罩一般采用无纺布材料。
无纺布是相对纺织布而言,即非纺织的布。
生产无纺布的基础原料,则是聚丙烯(Polypropylene,简称PP)。
医疗口罩一般采用多层结构,简称为SMS结构:两侧为单层纺粘层,中间为单层或多层的熔喷层。
聚丙烯制成的高熔指无纺布专用料,是口罩用料的最佳选择。
这一材料还可用于生产一次性手术服、隔离服、被单、液体吸收垫、输液注射所用的输液瓶和注射器等。
口罩上纺粘层的纤维直径大概是人类头发丝的1/3,熔喷层M纤维直径则接近头发的1/30。
因为,更细的纤维能保证更好的抗菌阻隔性。
医用口罩的规格一般都是以三层为主,其中选择无纺布作为材质的主要原因是因为无纺布很轻便,而且过滤性也很好,这也就成了口罩制作主要的材质。
不过由于医用口罩的特殊用途和规格,因此无纺布通常还要进行熔喷处理。
医用口罩分为三种,分别是普通医用口罩、医用外科口罩、医用防护口罩这三种,其中医用外科口罩和医用防护口罩常用于医院,且防护性和过滤性会更好。
普通医用口罩的过滤率也很高,但是不防水,因此佩戴的时候要勤更换。
非织造布考试复习题
1、试列出非织造材料的主要应用领域。
(举例说明)答:医用卫生保健材料、建筑土工材料、工业用布材料、生活与家用装饰材料、农用材料以及其他领域材料。
2、列举几种非织造常用纤维和特种纤维,根据他们的性能讨论其在非制造中的用途。
答:常用纤维:丙纶和涤纶最适合用于非织造布,其次是锦纶和粘胶纤维,腈纶,维纶适应性较差。
其主要用途有:服装材料,卫生材料,鞋革类,家用装饰,空气过滤材料,电缆绝缘布,抛光材料,造纸毛毯,土工布. 特种纤维:低熔点粘合纤维用于尿布面料、卫生巾面料、包装材料、湿巾絮片过滤材料、吸油毡、汽车地毡,揩布帽料排水材料异型垫材等。
3、纤维原料混合配料的目的是什么答:保证生产和产品质量的相对稳定;节约原料,降低成本;混入特殊性能纤维。
4、杂乱梳理有哪几种形式,其原理是什么答:三种:凝聚罗拉梳理,杂乱罗拉梳理,凝聚罗拉和杂乱罗拉组合式梳理。
原理:1.在道夫后面安一组凝聚罗拉,使针尖交叉配置,转向相同,道夫比凝聚罗拉转速快,所以道夫纤维进入凝聚罗拉后立即减速,纤维后部被高速推向前部,改变了纤维的方向。
2.在锡林和道夫之间安装一个杂乱罗拉,它能使锡林针齿内的纤维提升至针面,另外它和锡林的气流附面的三角区域形成涡流,也改变了纤维的方向。
5、铺网的形式有哪些各自特点如何答:分为三大种:(1)平行式铺叠成网,特点:外观均匀度高,纵向强力差异较大,幅宽受梳理机宽度限制(2)交叉式铺叠成网:外观有折痕、均匀度差,横向强力远大于纵向强力(3)组合式铺叠成网:使用机器多,占地大,生产应用少(4)垂直式铺叠成网:纤维内大部分纤维趋于垂直排列,加固后具有良好的压缩回弹性。
6、机械梳理的定向纤网,在铺网后,也可使之成为杂乱纤网,需采用什么装置其杂乱原理是什么答:在梳理机道夫后安装杂乱辊。
原理:由于锡林道夫和挡风轮形成气流三角区,且锡林和挡风轮的转速和方向不一致,使纤维形成杂乱凝聚,从而实现杂乱成网7、气流成网原理是什么气流成网有哪几种形式如何提高气流成网的均匀度答:原理:利用气流将道夫上的单纤维吹或吸到成网帘或尘笼上形成纤网,其中的纤网成杂乱排列。
熔喷布情况
SMS无纺布1.无纺布分很多种,医用做口罩应该用到的有纺粘无纺布(S)和熔喷无纺布(M)。
口罩至少三层,SMS,更高级别的可能更多层,如SMMS或SMMMS都有。
2.无纺布企业很多,其中只有少部分是做纺粘无纺布的,做熔喷无纺布的更少,其中又只有极少数能做医用级别的熔喷布,需要较高工艺,有较高门槛。
无纺布non-woven cloth纺粘无纺布spun bond no-woven fabric面罩用熔喷无纺布Melt blown non-woven fabric for maskSMS无纺布与SMMS无纺布的区别SMS无纺布英文为:Spun bond + Melt blown + Spun bond Nonwovens,由纺粘无纺布+熔喷无纺布+纺粘无纺布三层纤网热轧而成,正常克重范围:30-500克/平方米;基本宽幅:1500mm与2400mm;属于复合无纺布,它是纺粘和熔喷的复合产品,无毒无味,高效隔菌。
通过设备特殊处理,能达到抗静电,抗酒精,抗血浆,拒水和产水等性能。
SMS无纺布材料从产品的薄厚型又可以用在不同的领域:1.薄型的SMS产品,因它的防水透气性,特别适合于卫生市场,如作卫生巾、卫生护垫、婴儿尿裤、成人失禁尿裤的防侧漏边及背衬等。
2.中等厚度的SMS产品,适合使用在医疗方面,制作外科手术服、手术包布、手术罩布、杀菌绷带、伤口帖、膏药贴等,也适合于工业上,用于制作工作服、防护服等。
SMS产品以其良好的隔离性能,特别是经过三抗和抗静电处理的SMS产品,更加适合作为高品质的医疗防护用品材料,在世界范围内已得到广泛应用。
3.厚型SMS产品,广泛用作各种气体和液体的高效过滤材料,同时还是优良的高效吸油材料,用在工业废水除油、海洋油污清理和工业抹布等方面。
三抗无纺布SMMS是由纺粘无纺布+熔喷无纺布+熔喷无纺布+纺粘无纺布,四层纤网热轧而成。
具备普通SMMS无纺布的所有特性;抗酒精最高达10级(即100%抗酒精);抗静电能力达108-1012;防油;防血浆;主要用在手术衣、手术洞巾,手术包布,医用床单,洗手服,隔离服,实验服,高级防护服等防护系列产品上,可以根据不同的客户喜欢制作不同的颜色。
熔喷法无纺布生产工艺介绍
主要设备:上料机、螺杆挤出机、计量泵、熔喷模头 组合件、空压机、空气加热器、接收装置、卷绕装置。
生产聚酯等原料,还需要切片干燥装置。生产辅助 设备主要有模头清洁炉、静电施加装置和喷雾装置等。
9
1.上料机 安装于挤出机料斗之上。上料机的功能是将聚合
压降的特点。
22
立体成型(芯轴): 采用立体接收装置,分间歇式接收和连续式接收。
(1) 间歇式接收装置 ➢接收装置来回移动,纤维多层缠绕在芯轴上; ➢改变接收距离,生产具有密度梯度的滤芯; ➢改变芯轴尺寸,生产不同内径的滤芯。 每根滤芯制成后需更换芯轴,因此生产效率较低。
熔喷模头 管状滤芯
活顶 针
纺粘法非织造布纤网中纤维直径的均匀度明显好于 熔喷纤维,因纺粘工艺中,纺丝工艺条件是稳态的, 牵伸和冷却条件变化波动较小。
34
熔喷非织造纤网的扫描电镜
35
熔喷纤维的结晶度和取向度比纺粘法的小。因此 熔喷纤维的强度较差,故纤网的强力也较差。几种PP 纤维的强度如下表:
PP短纤维 纺粘PP纤维 熔喷PP纤维
气流ቤተ መጻሕፍቲ ባይዱ力(MPa)
47
2、熔喷温度(熔体温度) 指熔喷模头的温度。温度越高,熔体粘度越低,纤
维越细。 但熔体粘度过小会造成熔体细丝的过度牵伸,形成
的超短超细的纤维会飞散到空中而无法收集,因此熔 喷工艺中聚合物熔体粘度并不是越小越好。
48
3、接收距离(DCD-Distance of Collector to Die)
41
(二)离线参数 1、喷孔直径 孔径小有利于纺制造超细纤维。但小的孔径加工较 为困难。 2、热空气喷射角度
非织造布主要工艺技术及特性

非织造布主要工艺技术及特性1、纺粘非织造布技术纺粘非织造布是利用化学纤维纺丝成型原理,将聚合物挤出、拉伸而形成连续长丝后铺置成网,纤网再经过自身粘合、热粘合、化学粘合或机械加固方法制成非织造布。
在纺粘非织造布中,丙纶纺粘布比重最大可占到70%左右,其次是涤纶纺粘布约占18%左右,另外还有锦纶纺粘布及少量的功能化纺粘布。
丙纶纺粘布的特性:(1)丙纶纺粘布以聚丙烯树脂为主要生产原料,密度仅0.91,较多元酯、锦纶等材质为轻;(2)同基重制品厚度较厚,具有蓬松性;(3)成品柔软度适中,具有舒适感;(4)拨水透气性好。
PP树脂不吸水,含水率零,制品拨水性佳,且由100%纤维组成,具有多孔性,制品透气性佳,易保持布面干爽;(5)无毒、无刺激性。
PP纺粘制品不含其他化学成分,无毒、无异味且不刺激人体皮肤;(6)抗化学药剂。
PP树脂属化学成分钝性物质,抗化学侵蚀强度佳,产品不受侵蚀而影响强度;(7)抗菌性较好。
不发霉并能隔离存在液体内细菌及虫类的侵蚀;(8)物理机械性能佳。
制品强度较一般短纤产品为佳,强度无方向性,纵横向强度相近;(9)加工容易。
PP树脂属热可塑型树脂,除可以用一般针车加工外,亦可以用高周波热熔缝合方式加工;涤纶纺粘布的特性:(1)高强度,具有较好的拉力强度;(2)具有良好的耐热性,可在120℃环境中长期使用,在150℃环境中也可使用一段时间;(3)耐老化、抗紫外线、延伸率高、隔音;(4) 具有较好的稳定性和透气性;(5) 耐腐蚀性较好,对酸及一般非极性有机溶剂有极强的抵抗力;(6)无毒、耐微生物、能防蛀、不受霉菌等作用;纺粘非织造布广泛应用于家庭用品、包装用品、装饰行业、农业用布、防水材料、高档透气(湿)防水材料基布、过滤材料、绝缘材料、电器、加固材料、支撑材料、汽车装饰材料、复合膜基布、婴儿和成人尿布、卫生巾、防护用品、一次性卫生材料等领域。
纺粘无纺布工艺流程聚合物(聚丙烯+回料)——大螺秆高温熔融挤出——过滤器——计量泵(定量输送)——纺丝(纺丝入口上下拉伸抽吸)——冷却——气流牵引——网帘成网——上下压辊(加固)——轧机热轧(加固)——卷绕——倒布分切——称重包装——成品入库纺粘无纺布的技术类型世界上纺粘无纺布技术主要有德国莱芬的莱科菲尔技术、意大利的STP技术、日本的神户制钢技术等。
非织造布考试复习题

1、试列出非织造材料的主要应用领域。
(举例说明)答:医用卫生保健材料、建筑土工材料、工业用布材料、生活与家用装饰材料、农用材料以及其他领域材料。
2、列举几种非织造常用纤维和特种纤维,根据他们的性能讨论其在非制造中的用途。
答:常用纤维:丙纶和涤纶最适合用于非织造布,其次是锦纶和粘胶纤维,腈纶,维纶适应性较差。
其主要用途有:服装材料,卫生材料,鞋革类,家用装饰,空气过滤材料,电缆绝缘布,抛光材料,造纸毛毯,土工布. 特种纤维:低熔点粘合纤维用于尿布面料、卫生巾面料、包装材料、湿巾絮片过滤材料、吸油毡、汽车地毡,揩布帽料排水材料异型垫材等。
3、纤维原料混合配料的目的是什么?答:保证生产和产品质量的相对稳定;节约原料,降低成本;混入特殊性能纤维。
4、杂乱梳理有哪几种形式,其原理是什么?答:三种:凝聚罗拉梳理,杂乱罗拉梳理,凝聚罗拉和杂乱罗拉组合式梳理。
原理:1.在道夫后面安一组凝聚罗拉,使针尖交叉配置,转向相同,道夫比凝聚罗拉转速快,所以道夫纤维进入凝聚罗拉后立即减速,纤维后部被高速推向前部,改变了纤维的方向。
2.在锡林和道夫之间安装一个杂乱罗拉,它能使锡林针齿内的纤维提升至针面,另外它和锡林的气流附面的三角区域形成涡流,也改变了纤维的方向。
5、铺网的形式有哪些?各自特点如何?答:分为三大种:(1)平行式铺叠成网,特点:外观均匀度高,纵向强力差异较大,幅宽受梳理机宽度限制(2)交叉式铺叠成网:外观有折痕、均匀度差,横向强力远大于纵向强力(3)组合式铺叠成网:使用机器多,占地大,生产应用少(4)垂直式铺叠成网:纤维内大部分纤维趋于垂直排列,加固后具有良好的压缩回弹性。
6、机械梳理的定向纤网,在铺网后,也可使之成为杂乱纤网,需采用什么装置?其杂乱原理是什么?答:在梳理机道夫后安装杂乱辊。
原理:由于锡林道夫和挡风轮形成气流三角区,且锡林和挡风轮的转速和方向不一致,使纤维形成杂乱凝聚,从而实现杂乱成网7、气流成网原理是什么?气流成网有哪几种形式?如何提高气流成网的均匀度?答:原理:利用气流将道夫上的单纤维吹或吸到成网帘或尘笼上形成纤网,其中的纤网成杂乱排列。
Nanoval TM技术——从熔喷到纺粘
即能 将熔 体 ( 或纤 维素溶 液 ) 转变 成 连续 长丝 ( 4 。 了廉价 的喷 丝头 图 )除
和较 少的 操作缺 陷 ( 在忽 略 “ 连锁 反
应 ”的 情况 下 , 灵喷 嘴可以 简单 切 失
换 )外 ,该 工 艺 的 另一 个 优 点是 : L vl a a 喷嘴 中熔体 分布 更简 单 ,从而
Na o a 工 艺本 质上是 一 种利 n vl
步 完 善 了这 种技 术 。 他 的设备 生 其
产 商或 复制现 有设 备 , 开发 自己的 或 系统 , 而且 现在 市场 上流 行 的一些 产 品仍 延续 第一 批 产 品的命名 :杜邦 公
司 的 Re ma e y、 Ty a p r和 Ty e V e d n eg ta O d、
Lur sl Lur d r ta i 和 ta u ,Ak o公 司 的 z
Co b c l a k。
据 估 计 , 0 8 在欧 美地 区 , 20年 纺 丝 成 网非织 造 布 ( 包括 纺 粘和 熔喷 )
的产量 ,无 论以 重量 统计 ,还是 以面
设备 结构 简单 、操 作 灵活 。图 1 展示
代替 了传 统 熔 喷 法 中衣架 型熔 体 分
配流 道 ,避 免 了设 备 老化 带来 的 问 题 。纤 网克 重 的 均 匀 度始 终是 评 判 产 品 品 质的 重 要标 准 ( 另一 个 是 设 备 纵 向与横 向的 强 力比 MD : D) C ,
图 2 熔体裂解时熔体流 的动态力学关系
2 世纪 6 年 代 , 0 0 美国 D P n ( u o t 杜 邦 ) 司直接 用熔 纺法 生产 了世界 上 公 第一 批非 织造布 , 欧洲 的F e d n eg ru e br ( 德 宝 )公 司紧 随 其 后 获 得 成 功 。 科 Du o t 司生 产 的长 丝是 在 一种 带 P n公
非织造布主要工艺技术及特性

非织造布主要工艺技术及特性非织造布主要工艺技术及特性1、纺粘非织造布技术纺粘非织造布是利用化学纤维纺丝成型原理,将聚合物挤出、拉伸而形成连续长丝后铺置成网,纤网再经过自身粘合、热粘合、化学粘合或机械加固方法制成非织造布。
在纺粘非织造布中,丙纶纺粘布比重最大可占到70%左右,其次是涤纶纺粘布约占18%左右,另外还有锦纶纺粘布及少量的功能化纺粘布。
丙纶纺粘布的特性:(1)丙纶纺粘布以聚丙烯树脂为主要生产原料,密度仅0.91,较多元酯、锦纶等材质为轻;(2)同基重制品厚度较厚,具有蓬松性;(3)成品柔软度适中,具有舒适感;(4)拨水透气性好。
PP树脂不吸水,含水率零,制品拨水性佳,且由100%纤维组成,具有多孔性,制品透气性佳,易保持布面干爽;(5)无毒、无刺激性。
PP纺粘制品不含其他化学成分,无毒、无异味且不刺激人体皮肤;(6)抗化学药剂。
PP树脂属化学成分钝性物质,抗化学侵蚀强度佳,产品不受侵蚀而影响强度;(7)抗菌性较好。
不发霉并能隔离存在液体内细菌及虫类的侵蚀;(8)物理机械性能佳。
制品强度较一般短纤产品为佳,强度无方向性,纵横向强度相近;(9)加工容易。
PP树脂属热可塑型树脂,除可以用一般针车加工外,亦可以用高周波热熔缝合方式加工;涤纶纺粘布的特性:(1)高强度,具有较好的拉力强度;(2)具有良好的耐热性,可在120℃环境中长期使用,在150℃环境中也可使用一段时间;(3)耐老化、抗紫外线、延伸率高、隔音; (4) 具有较好的稳定性和透气性;(5) 耐腐蚀性较好,对酸及一般非极性有机溶剂有极强的抵抗力;(6)无毒、耐微生物、能防蛀、不受霉菌等作用;纺粘非织造布广泛应用于家庭用品、包装用品、装饰行业、农业用布、防水材料、高档透气(湿)防水材料基布、过滤材料、绝缘材料、电器、加固材料、支撑材料、汽车装饰材料、复合膜基布、婴儿和成人尿布、卫生巾、防护用品、一次性卫生材料等领域。
纺粘无纺布工艺流程聚合物(聚丙烯+回料)――大螺秆高温熔融挤出――过滤器――计量泵(定量输送)――纺丝(纺丝入口上下拉伸抽吸)――冷却――气流牵引――网帘成网――上下压辊(加固)――轧机热轧(加固)――卷绕――倒布分切――称重包装――成品入库纺粘无纺布的技术类型世界上纺粘无纺布技术主要有德国莱芬的莱科菲尔技术、意大利的STP技术、日本的神户制钢技术等。
纺粘和熔喷技术的未来
会对纺粘和熔 喷技术的发 展具有
额外 影响。关 注的重点将 是如何 消耗最少的能源和原 料制造出符 合市场需求的非织造材料。
达到 上 述 目的 的 方 法 之 一 是
在未来 , 市场和技术仍将继续 相互影响 , 市场需求将推动纺粘和 熔喷技术的进步 , 而技术的发展反 过来又会进一步打开新的市场。 纺粘法和熔 喷法技术发展 的 趋势之一是加大对再生聚 酯纤维 和纤维素的利用。非织 造材 料生 产的另一技术是根据长 丝结构 、 形 状和特性 , 仅通过梳 理直接 生产。 双组分长丝和粘合工艺 的发展将 使纺粘法和熔喷法技术 同样运 用 到生产该类非织造材料的产品中。
是纺粘和熔喷技术最重要的市场 ,
随 着新原料 和新 领域 的 加入 , 会 将 开拓 上述技 术 的应 用 范围 。
波技术 , 可使传统的热粘合进一步 改进并复苏。 熔喷技术在未来将取得进 一
专业设备的使用将降低 所有 细分市场 上产品的成本——即使
此外 , 结合纺粘、 熔喷、 ห้องสมุดไป่ตู้理和 气流成网法的生产线将利用一些 个别方法在 “ 在线 ” 生产工艺 上取
技术为此提供 了较好 的工艺 和设
备。
此外 , 非织造业将调整非织造 材料一 些特 殊性 能的 必要 性 , 这
高品质的土工布 , 或者是屋顶沥青
薄膜 。 此 外 , 粘技 术结 合 不 同的 粘 纺
样 , 众多 性能 中针对 地 挑选 一 在
二, 可大大节省能源消耗。
同样纺粘法 和熔喷法也可 用
于生产 具最多样化 特征 的弹性 非 织造材料。未来几年 , 使用这一技 术有可能生产出具有 高回复性 的 单向弹性 非织造材料和普 通非织
国内外非织造装备与技术的发展现状与格局——纺粘、熔喷与后整理设备

誊 郁袁 j _ 脯壳 霞械
热轧 .水刺 1 o 6 o 8
SM XS SCS、 S CA
欧瑞康纽马格
PTP E /E
整板 狭缝
、
正 压
7
P A
、
PA L
SS
大 连 合纤 所
小板 、管式、正压
P T E 瓶片 E P T
热轧 针刺
70
纺织导报 C i x l L a e . 0 N . h a e te e d r 2 1 o9 n T i 0
www xl d o n t ea er r c e cn
I I 中 际展 I'暨 A 机 览 TfM 国亚 览 会 Il 纺 械 MC  ̄T 洲 会 国 织 展 AI M I
l TMA As a+ CI i TME 2 1 0 0
该公司的纺粘生 产线具 有如下特点。 ( 可将 多种非 织造 布成网技 术与纺粘 法相结 合形成 1 )
粘生产线 改造成 S S( A 纺粘/ 气流成 网/ ) 产线 。 纺粘 生
表 1 参展 商的纺粘设备可生产的部分品种和主要技术
参商 j茔 一 最 晨 生品 | 产确
PP、 E、 S
.
主技 摄 要慕
S S
,
。 蒜 学 | 一甩 逸 遗 再
PE、 PP. PET、
I 中际展 置A机0 IsI览 TiT1 M亚览 I纺械0 罾aM会 T-E AI会 M- 罾洲展 织 2 AC
Wxrn Wl. Wam .d tec ec eo
国内外非织造装备与技术的发展现状与格局
纺粘 、熔 喷与后整理设备
U s r mbigt eD v lp n tt sq oo n c a l h e eo me t a u - u f n S
无纺布工艺分类

无纺布工艺分类
无纺布可以根据其生产工艺分类为以下几种:
1. 熔融喷吹工艺:这种工艺是将熔融态的聚合物通过喷嘴喷射出来形成纤维,然后在收集器上形成网状结构。
这种工艺生产的无纺布通常具有较强的拉伸性和阻燃性能。
2. 渔网工艺:这种工艺是将聚合物加热至熔化状态,然后将其通过旋转喷嘴喷出,经过快速拉伸和冷却后形成纤维网状结构。
这种工艺生产的无纺布具有较高的强度和抗拉性能。
3. 纺粘工艺:这种工艺是将聚合物溶解在溶剂中,然后通过纺丝设备将溶液抽出,使溶液的聚合物形成纤维,最后经过加热或化学方法使纤维固化。
这种工艺生产的无纺布具有较好的柔软性和吸水性能。
4. 隔离阻燃工艺:这种工艺是将熔融态的聚合物通过喷嘴喷射到传送带上,然后经过高温烘干,使聚合物熔融并固化成纤维,形成无纺布。
这种工艺生产的无纺布通常具有较好的阻燃性能和耐高温性能。
总之,无纺布的工艺分类主要根据不同的生产方式来区分,每种工艺生产的无纺布具有不同的性能和用途。
纺熔和纺粘

纺熔和纺粘简介纺熔和纺粘是现代纺织工业中两种常见的纺纱工艺。
纺熔主要用于化学纤维的生产,而纺粘则适用于天然纤维。
纺熔1.纺熔的定义–纺熔是一种将熔融的化学纤维直接纺丝成纱的工艺。
2.纺熔的原料–纺熔采用的原料主要包括聚酯、聚酰胺、聚烯烃等化学纤维。
3.纺熔的工艺步骤–熔体制备–熔体过滤–液体纺丝–凝固拉丝–伸长和卷绕纺粘1.纺粘的定义–纺粘是一种通过化学方法将溶解的纤维素溶液变成纤维并进行纺丝的工艺。
2.纺粘的原料–纺粘常使用的原料为天然纤维素,如棉花、木浆等。
3.纺粘的工艺步骤–纤维素的加工和预处理–纤维素的溶解–溶液的过滤和脱泡–纺丝–凝固和拉伸纺熔和纺粘的比较1.工艺原理比较–纺熔是利用化学纤维原料的熔化特性进行纺丝,而纺粘则是通过溶解纤维素原料制成纤维再进行纺丝。
2.耗能比较–纺熔工艺中需要大量的热能用于将化学纤维材料熔化,而纺粘则需要较少的能源用于溶解纤维素。
3.纺纱品质比较–纺熔生产的化学纤维具有较好的力学性能和化学特性,而纺粘生产的纤维具有较好的柔软性和吸湿性。
4.适用领域比较–纺熔适用于制备化纤纱和纺织品,而纺粘则广泛用于纺织品和非织造布的生产。
纺熔与纺粘的发展趋势1.纺熔的发展趋势–随着纺丝技术的发展,纺熔工艺会越来越高效和节能,生产的化学纤维也会具有更优异的性能。
2.纺粘的发展趋势–纺粘工艺在环保性和可持续性方面有很大潜力,未来会更加注重原料的可再生与回收利用。
结论纺熔和纺粘作为现代纺织工业中的两种重要纺纱工艺,各有其特点和适用领域。
随着技术的进步和需求的变化,纺熔和纺粘工艺将不断发展并创新,推动纺织行业的进步与繁荣。
技术:熔喷法在非织造布生产中安装和拆卸纺纱组件
技术:熔喷法在非织造布生产中安装和拆卸纺纱组件由于熔喷非织造布的生产过程明显不同于纺粘非织造布的生产过程, 因此纺粘和熔喷纺纱部件的安装和拆卸也随纺纱工艺而变化。
纺粘组件在安装到纺纱箱,配电板,喷丝板和滤网之前已经组装成一个整体, 属于整个安装和拆卸。
而熔喷组件可依据不同的结构形式分为两种类型,因此安装和拆卸也可依据结构形式分为两种。
L整体熔体喷射纺丝组件更换方法一体化熔体喷射纺丝组件由熔体安排板,过滤网,喷丝板和气刀等组成,可在安装前拆卸调整。
安装过程简洁,时间短,假如同时采纳预热过程,效率更高。
2.分体式熔喷纺丝组件更换方法在更换分体式熔喷纺丝组件的过程中,组件中的各种部件,如过滤器,喷丝头,气刀等,一个接一个地安装在纺纱箱上。
在安装过程中连续测试部件之间的协作关系,并在初次装配后再次进行全面检查和调整(主要是气道间隙和锥体两侧),达到工作温度后(或在一段时间后运行))甚至再次或更热的紧固和微调,直到满意技术要求。
将纺纱组件安装在纺纱箱上后,需要使用通风气流和箱体的热量来加热组件,这需要很长的加热和平衡时间才能投入运行。
假如平衡时间不足,喷丝头将在喷丝头的尖端达到工作温度之前启动并运行。
由于熔体的高流淌阻力,在部件和盒子中简单产生高压,这可能导致喷丝头的裂缝和损坏(对于整体部件存在相同的潜在危急)。
熔体喷射纺纱组件的组件是精密和简单的机械工件,因此必需特别当心地安装。
虽然拆分式组件的安装会花费更多的时间,但这种形式的纺纱组件的尺寸和重量较小的部件,一般可以使用小型专用工具或人工来完成操作。
另外,由于零件之间的匹配关系不固定,也可以依据生产工艺要求或产品质量(主要是两侧气道宽度)进行优化和调整,具有肯定的敏捷性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紡粘和熔噴再比較
相同點:
工藝流程類似
不同點:
1、工藝技術不同
(1)對原料的要求不同。
紡粘要求PP的MFI在20-40g/min,熔噴要求400-1200g/min。
(2)紡絲溫度不同。
熔噴法紡絲比紡粘法高50-80℃。
(3)纖維的牽伸速度不同。
紡粘6000m/min,熔噴30Km/min。
(4)牽伸距離不筒。
紡粘2-4m,熔噴10-30cm。
(5)冷卻和牽伸條件不同。
紡粘絲用16℃冷風正/負壓牽伸,熔噴絲用接近200℃熱風正壓吹絲。
2、產品性能不同
紡粘布斷裂強力和伸長率比熔噴布大得多,成本低。
但手感和纖維網均勻度較差。
熔噴布蓬鬆柔軟,過濾效率高阻力小,阻隔性能好。
但強力低,耐磨性差。
<1>工艺特点对比
熔喷法非织造布的特点之一是纤维细度较小,通常小于10μm(微米),大多数纤维细度在1—4μm。
从熔喷模头喷丝孔到接收装置的整条纺丝线上各种作用力无法保持平衡(高温高速气流的拉伸力波动、冷却空气的速度和温度等的影响),使熔喷纤维细度大小不一。
纺粘法非织造布纤网中纤维直径的均匀度明显好于熔喷纤维,因纺粘工艺中,纺丝工艺条件是稳态的,牵伸和冷却条件变化波动较小。
<2>结晶和取向度对比
熔喷纤维的结晶度和取向度比纺粘法的小。
因此熔喷纤维的强度较差,故纤网的强力也较差。
几种PP纤维的强度如下图
因熔喷成形的纤维强度较差,熔喷法非织造布实际应用时,主要是应用其超细纤维的特点。
<3>熔喷纤维和纺粘纤维的对比
A、纤维长度------纺粘为长丝,熔喷为短纤维
B、纤维强度------纺粘纤维强度>熔喷纤维强度
C、纤维细度------熔喷纤维比纺粘纤维细
<4>加工示意对比图
<5>纺粘法与熔喷法工艺对比总结。