原材料烘干记录表
焊条烘干记录表、焊条发放领用记录
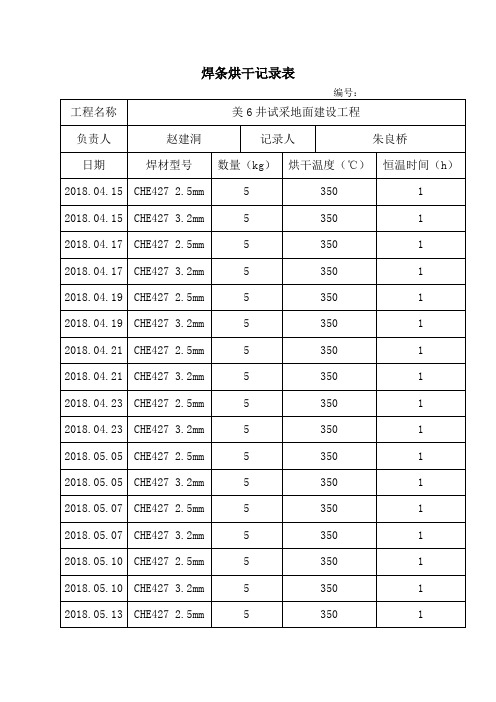
编号:
工程名称
美6井试采地面建设工程
负责人
赵建洞
记录人
朱良桥
日期
焊材型号
数量(kg)
烘干温度(℃)
恒温时间(h)
2018.04.15
CHE427 2.5mm
5
350
1
2018.04.15
CHE427 3.2mm
5
350
1
2018.04.17
CHE427 2.5mm
5
350
1
2018.04.17
CHE427 3.2mm
5
350
1
2018.04.19
CHE427 2.5mm
5
350
1
2018.04.19
CHE427 3.2mm
5
350
1
2018.04.21
CHE427 2.5mm
5
350
1
2018.04.21
CHE427 3.2mm
5
350
1
2018.04.23
CHE427 2.5mm
5
350
174009-14
5
2018.05.05
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.05
陈强德
朱良桥
CHE427 2.5mm
174009-14
5
2018.05.09
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.09
陈强德
朱良桥
CHE427 2.5mm
174009-14
焊材烘焙记录表

编号:
批号:合格证号:烘焙日期:
焊材厂家:
烘焙日期从 时分至时分
备注
12345678910
11
焊接工程师: 检验员: 记录人员: 施工班组:
保温时间(h)保温要求焊材牌号:钢材材质:
实际烘焙降至
恒温(℃)
序号
说明:
1.焊条、焊剂在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(桶)取出到施焊的时间不得超过2小时,酸性焊条不宜超过4小时。
烘干温度250℃-300℃。
规格(mm):烘焙方法:
烘焙数量(kg)
烘干温度(℃)施焊部位
溧阳市天煜港湾机械有
限公司
项目名称:烘干
时间(h)烘焙要求
领用时间领用人(焊工代号)
回收时间
焊接材料烘干、领用、回收记录。
焊条烘干记录表
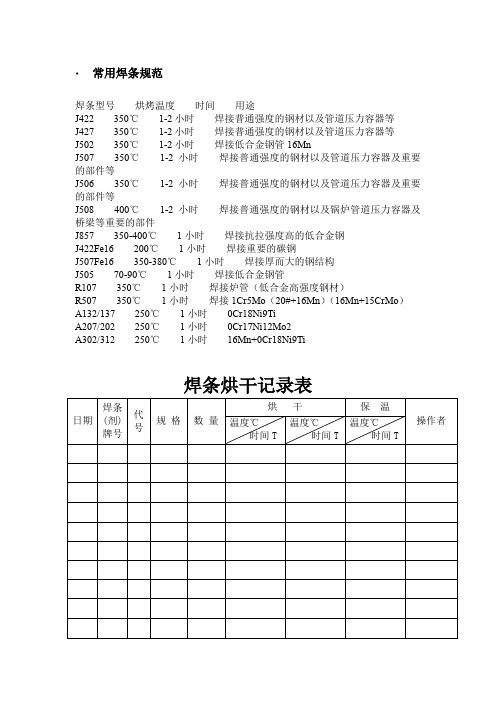
•常用焊条规范
焊条型号烘烤温度时间用途
J422 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J427 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J502 350℃1-2小时焊接低合金钢管16Mn
J507 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J506 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J508 400℃1-2小时焊接普通强度的钢材以及锅炉管道压力容器及桥梁等重要的部件
J857 350-400℃1小时焊接抗拉强度高的低合金钢
J422Fe16 200℃1小时焊接重要的碳钢
J507Fe16 350-380℃1小时焊接厚而大的钢结构
J505 70-90℃1小时焊接低合金钢管
R107 350℃1小时焊接炉管(低合金高强度钢材)
R507 350℃1小时焊接1Cr5Mo(20#+16Mn)(16Mn+15CrMo)
A132/137 250℃1小时0Cr18Ni9Ti
A207/202 250℃1小时0Cr17Ni12Mo2
A302/312 250℃1小时16Mn+0Cr18Ni9Ti
焊条烘干记录表。
预烘、入味、烘制记录表

:
入味结束时间
:
半成品批号
半成品投入量(kg)
料液投入量(kg)
静置入味
月日时分----------------月日时分
操作人:生产主管:
烘制
类型:后道烘制设备名称:□热风烘干机□烘房投料重量(kg):
半成品名称:半成品批次:半成品规格:
日期
年月日
烘制时间:时分----------------时分
预烘、入味、烘制记录表
预烘
类型:前道烘制设备名称:热风烘干机投料重量(kg):
半成品名称:半成品批次:半成品规格:
日期
年月日
烘制时间:时分----------------时分
时间
设备完好
温度(℃)
质量状况
□ 符合烘制检验要求;□不符合;请说明:
备注:①烘制温度和设备检查为1小时/次;
②设备完好栏,符合请打√,不符合打×,在备注栏说明情况。
时间
设备完好
温度(℃)
质量状况
□ 符合烘制检验要求;□不符合;请说明:
备注:①烘制温度和设备检查为1小时/次;
②设备完好栏,符合请打√,不符合打×,在备注栏说明情况。
操作人:生产主管:
饼干生产烘烤工序记录表

3.烤后 发现, 过焦, 或夹生 情况。 请填写 温度时 间调整 情况。 如4区 加温 125底 火, 130面 火,时 间5分 钟。夹 生,降 温到多 少,时 间多少 。 4.发现 成型控 制,有 非正常 现象, 请在情 况备注 发现时 间,并 当天报 告主管 。
16 第 手
17 第 手
18 第 手
19 第 手
20 第 手
1区面 火
1区底 火
2区面 火
温度控制 2区底 3区面 火火
ห้องสมุดไป่ตู้
3区底 火
日期:____年__月__日
4区面 4区底 火火
出炉色泽
烤后生熟
温度时间 调整备注
烤炉操作
浅色 正常 深色 正常 焦 夹生
填表 说 明: 1. 记录 生产 名称 、时 间、 各区 控制 温度
烤炉操作(烘烤工序)表
部门名称: 品类:__韧性、__酥性、__烘烤类、__其它类
烘烤时间
序号 批次 产品名称 开始时 结束时
间
间
1 第 手
2 第 手
3 第 手
4 第 手
5 第 手
6 第 手
7 第 手
8 第 手
9 第 手
10 第 手
11 第 手
12 第 手
13 第 手
14 第 手
15 第 手
部门主 管,需 在周例 会上, 提出异 常情况 改善方 案。
5.机台 异常停 机请说 明,停 机原 因,停 机时间 段。
填表 人:
审核 人:
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
颗粒干燥记录

品名
规格
批号
操作人
复核人
烘干日期—
年月
_日
班次
_班
操作室
机器型号
编号
共1页第1页
指令
工艺参数
操作参数
备注
1烘干设备清洁、完好
设备完好设备清洁
口完好口不完好口清洁□未清洁
2烘干容器具清洁、完好,容器外无原有的任何标记。
容器具完好
容器具清洁容器外原有的任何标记
口完好口不完好口清洁口未清洁口有口无
每次烘干时间
状态牌填写情况
生产现场情况
SOP执行情况
工艺卫生执行情况
备注
操作人:复核人:QA:
3烘干室有上批清场合格证副本及生产指令
上批清场合格证副本生产指令
口有口无
口有口无
4按颗粒干燥SOP进行烘料
数项目
1
2
3
4
5
开始时间
升温时间
结束时间
烘箱温度
每盘装量(≤5kg)
共一盘烘前重量kg烘后重量kg损耗—%
5贴注标志,送至整粒总混室
异常、偏差情况
检查情况
时间、
温度(℃)
相对湿度(%)
烘箱温度(C)