折弯机模具手册
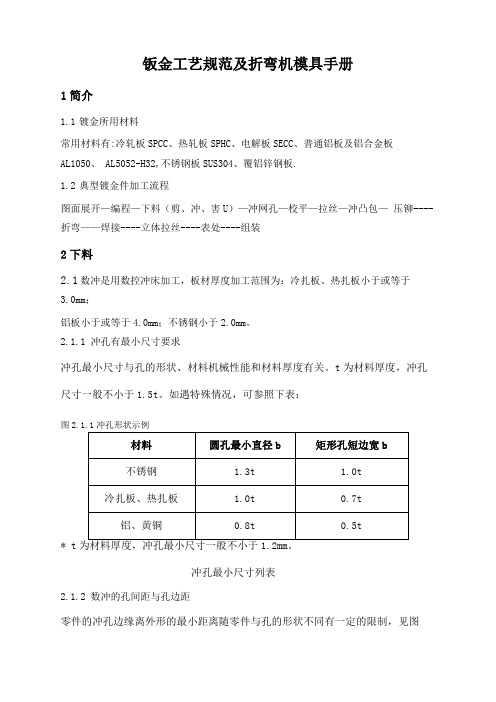
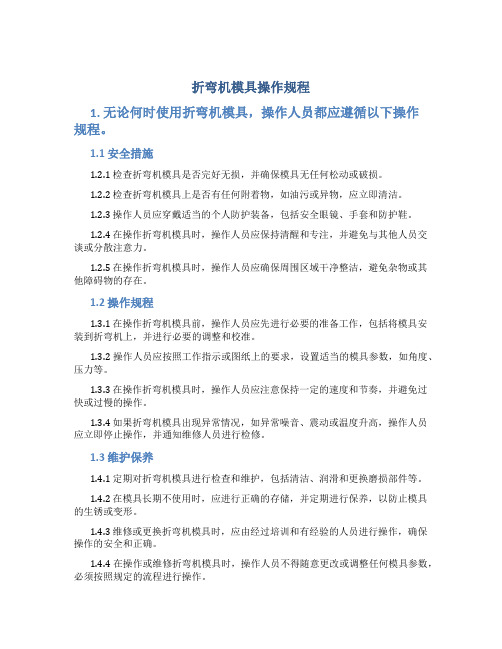
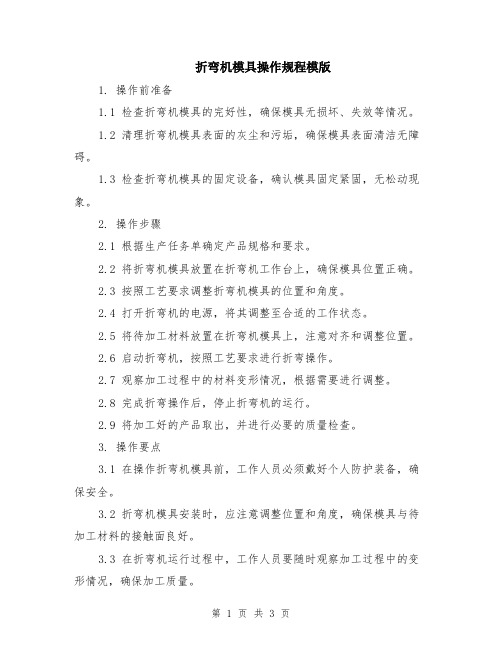
折弯模具基础资料[1]
![折弯模具基础资料[1]](https://img.taocdn.com/s3/m/43434a8a8762caaedd33d4dd.png)
3512 1200 500
5012 1200 500
5020 2000 500
8020 2000 700
8025 2500 700
1025 2500 700
1030 3000 700
1253 3000 700
开口高度
最大行程
mm
mm
420
420
420
420
420
420
420
420
150
150
150
150
压平折弯时需要很大的折弯压力来保证、作業時对于机床与模具之间的干涉、常常会出现
对这样大的压力理解不足。 下图表是压平折弯不同材料, 不同板厚所需要的折弯压力(顿数)。(所用机床能否满足压平所需的压力吨数)
板厚t (mm) SPCC、SS400 折弯形状 2t 板厚t (mm) SUS 折弯形状 2t
密着折弯
精密折弯 コイニング
最小边延尺寸
折弯加工最 终完成 时、材料与下模的両肩膀必然要正面接触。 换句 话说 :最小 边缘 尺寸选定的目标: 90* °V槽的下模 , 正好是前后V槽大斜边的长 。 など) 高い材料は、86°ダイ( SUS 下模斜辺的長是如下図最小边缘尺寸:(V/2)×√2≒0.7V *边缘 低い材料は、88°ダイ 例如: V幅10mm时,最小 尺寸約为7mm。
折弯基礎知識之折弯模具的选择 折弯的基本路径
世界のお客様にモノづくり視点による全工程のソリューションを提供し、新たな板金市場を創造する
根据设计图选择模具・选择机床的要点
2009年3月10日
北京天田机床模具有限公司 模具销售部
折弯模具选择的要点
1. 根据被加工工件的材料、板厚选择合适的下模V槽宽度. 2. 根据工件的材料、板厚、下模V槽宽、工件全长计算所需折弯压力. P=C*T*T*L*ɑ/1000*V≈68*T*T/V(1M,SPCC板所需压力) 例如: 3MM的SPCC板,用25V槽下模. P=68*3*3/25=24.5(吨/每米) 如果: 2MM的SUS板, 用16V槽下模. P=1.5*68*2*2/16=25.5(吨/米) 3. 根据工件的形状选择适宜的上模. 避免干涉现象产生. 4. 确认折弯所需压力一定要在模具所要求的范围内和机床能力的范围内. 5. 确认模具的闭合高度一定要在机床最大行程范围内. 机床行程 ≥ 上下模间距 + 0.5V (V是下模槽宽) 6. 模具安装前一定要确认模具是否有损伤. 7. 注意: 不同的折弯机机床的开口是不同的; 机床的行程也是不同的. 所以, 要根据机床的开口高度和机床的最大行程来选择模具组合.
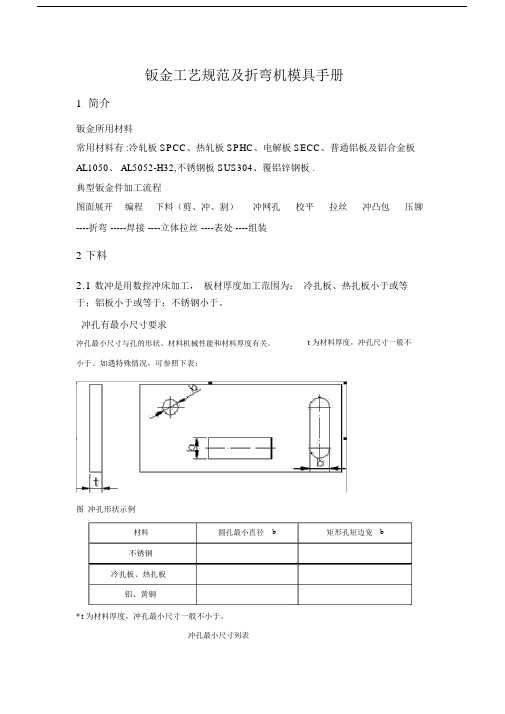
钣金工艺规范及折弯及模具手册
钣金工艺规范及折弯机模具手册1简介1.1镀金所用材料常用材料有:冷轧板SPCC、热轧板SPHC、电解板SECC、普通铝板及铝合金板AL1050、 AL5052-H32,不锈钢板SUS304、覆铝锌钢板.1.2典型镀金件加工流程图面展开—编程—下料(剪、冲、害U)—冲网孔—校平—拉丝—冲凸包—压铆----折弯——焊接----立体拉丝----表处----组装2下料2.1数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于3.0mm;铝板小于或等于4.0mm;不锈钢小于2.0mm。
2.1.1冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t为材料厚度,冲孔尺寸一般不小于1.5t。
如遇特殊情况,可参照下表:图* t为材料厚度,冲孔最小尺寸一般不小于1.2mm。
冲孔最小尺寸列表2.1.2数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.1.2。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。
图2.1.2冲裁件孔边距、孔间距示意图2.1.3折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
用于螺钉、螺栓的过孔*要求钣材厚度t^h。
用于沉头螺钉的沉头座及过孔*要求钣材厚度t^h。
用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于8.0mm;不锈钢小于或等于4.0mm ;铝板小于等于5.0mm。
其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!折弯折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
折弯机及模具作业指导书

折弯机及模具作业指导书折弯机及模具作业指导书(上)一、前言折弯机是一种用于折弯金属板材的机械设备,广泛应用于各个制造行业。
而模具则是折弯机操作的关键工具,其设计和使用也对折弯机的效果产生重要影响。
本篇文章将围绕折弯机和模具的操作指导进行介绍,帮助读者全面了解和掌握折弯机及模具的使用技巧。
二、折弯机的基本操作1. 折弯机的安全操作(1)操作人员需佩戴符合安全标准的个人防护装备,如护目镜、耳塞等。
(2)在操作前应确保折弯机的机械及电气设备状况良好,无异常噪音和漏电现象。
(3)操作人员应熟悉折弯机的各个控制按钮和安全装置的功能,并严格按照操作规程进行操作。
2. 折弯角度和长度的调整(1)根据需求选择适当的折弯角度和长度,并将其调整至目标数值。
(2)注意调整折弯角度时,应均匀施力,避免过大或过小的力度。
3. 板材的定位和夹紧(1)将待折弯的板材放置在折弯机工作台上,并根据需求进行定位。
(2)使用折弯机提供的夹紧装置将板材夹紧,确保其稳定性。
4. 折弯机的操作步骤(1)将选定的模具装入折弯机上,注意确认模具安装牢固。
(2)按下启动按钮,折弯机开始运行。
(3)操作人员需时刻关注折弯过程中的形状和角度变化,以确保折弯质量。
(4)折弯完成后,将折弯好的板材从折弯机上取下。
三、模具的选择与使用1. 模具的种类与选取模具的种类繁多,常见的有V型模具、U型模具、多段模具等。
选择模具时需根据折弯件的形状和材料的特性进行合理搭配。
2. 模具的安装与调整(1)根据折弯件的形状选择合适的模具,并将其装入折弯机上。
(2)使用调节螺杆进行模具的调整,确保其与工作台平齐且牢固。
3. 模具的维护与保养(1)模具使用过程中应注意保持其清洁干燥,避免接触腐蚀性液体。
(2)定期对模具进行检查,如发现变形或损坏应及时更换。
(3)模具存放时应放置在干燥通风的地方,避免受潮。
四、折弯机及模具操作常见问题及解决方法1. 折弯角度不准确(1)可能是由于模具安装不正确,应重新进行调整。
数控折弯机操作手册
DA-65操作手册第一章操作概览和一般介绍1.1 操作方式1.2 前面板1.3 编程方式1.3.1 帮助文本1.4 图形编程1.4.1 控制键* 二维产品图形光标控制* 二维产品水平成垂直投影1.5硬盘选择1.6以太网选择1.7软件版本1.8注意事项第二章产品图形/二维产品图形编辑2.1 介绍2.2 删除一个角成线段或插入一个角度2.3 精度选择2.4 大弧度2.5 产品参数2.6 说明* 参数解释(屏幕1.5/2.5)* 参数解释(屏幕1.6/2.6)* 参数解释(屏幕1.7/2.7)2.7 折弯步骤* 恢复一个折弯步骤* 最小X轴尺寸* 机床/模具选择* 折弯形成指示* 生产时间* 屏幕参数显示* 功能和控制键说明* 折弯步骤运算* 保存第三章用三维绘制/编辑一个产品(仅适用于DA69)第四章数据编程及编辑4.1 介绍* 一般参数的解释4.2 折弯编程* 折弯参数解释(屏幕3.2/4.2)* 折弯参数解释(屏幕3.3/4.3)* 折弯程序列表(屏幕4.6)* 结束参数修改/参数编辑(屏幕3.5/4.5)4.3 特殊编辑功能4.4 编辑注意事项第五章产品选择5.1介绍第一章操作概览和一般介绍1.1操作方式:系统有四种以下方式:手动方式在这种方式下可以编制单个折弯的所有参数,CNC被启动后所有参数激活,后挡料将到达编程位置,另外可以手动移动.编程方式在这种方式下您可以对折弯程序进行编程或编辑,并可以从软盘和附加存贮设备上读写自动方式选定的程序可以自动执行单步方式选定的程序可以一步一步地执行您可通过前面板上按键选择上述方式,同时这些按键上的LED批示灯亮表明选中该方式.1. 2 前面板前面板除了四种操作方式选择按钮外,还包括以下键键盘数字字母键小数点清除键回车键手轮,手动控制任意轴(Y轴和后挡料轴)光标方式控制包括帮助键(?)在页面右下角,若有“?” 符号,按下此键得到功能和参数解释。
功能键,这些键的功能显示在显示器屏幕最下行结束菜单程序 停止键 起动键1.3编程方式选择编程方式?S1 S1 S1 S1 S1 S1 S1 S1 EN I 0通过按下菜单数字键和回车键选择编程对象:1 + 回车键在屏幕上画产品图并计算折弯步骤2 + 回车键编辑你的产品图形并计算折弯步骤3 + 回车键创建一个新的CNC程序4 + 回车键编辑一个已有的CNC程序5 + 回车键从产品库中选择一个程序6 + 回车键从软盘上读写程序,软盘可插入系统后面驱动中7 + 回车键上模尺寸编程8 + 回车键下模尺寸编程9 + 回车键机床上部外形编程10 + 回车键机床工作台尺寸编程11 + 回车键程序参数编程从软盘续写模具参数、机床外形1.3.1帮助文本系统备有在线帮助文本,这种帮助文本在问号“?”出现在屏幕右下角时有效。
折弯机模具操作规程
折弯机模具操作规程一、目的为确保折弯机模具在操作中的安全性和有效性,保护操作人员的人身安全,提高工作效率,制定本操作规程。
二、适用范围本操作规程适用于所有使用折弯机模具的操作人员。
三、基本原则1. 操作人员必须先接受相关的培训,具备一定的机械操作技能和安全防范意识。
2. 模具操作前,必须检查模具的完好性和安全性,确保没有损坏和松动的部分。
3. 操作人员必须依据操作规程进行操作,严禁违规操作,保证操作的安全性和稳定性。
四、操作流程1. 操作准备1.1 确保折弯机断电,并将电源插头拔掉,防止非授权人员误操作。
1.2 检查折弯机模具的完好性,是否有松动或破损的部分。
1.3 检查操作台上的模具附件是否齐全,如压边夹具、弯曲模具等。
2. 安装模具2.1 将模具放在折弯机模具床上,确保模具的安全和稳定。
2.2 根据需要,安装附件,如压边夹具、弯曲模具等。
2.3 确保模具安装牢固后,拧紧紧固螺丝,防止松动和脱落。
3. 调整模具3.1 根据工件的要求,调整模具的位置和角度,确保工件的精度和质量。
3.2 调整模具时,必须使用专门的调整工具,避免使用手工操作。
3.3 操作过程中,应定期检查模具的调整情况,确保其稳定性和一致性。
4. 操作流程4.1 打开折弯机的电源,启动机器,测试机器的运行情况。
4.2 根据工件的要求,放置工件到模具上。
4.3 依照工艺要求,按下启动按钮,进行折弯操作。
4.4 折弯过程中,操作人员必须保持清醒和专注,避免发生意外。
5. 完成操作5.1 完成折弯任务后,及时关闭折弯机的电源。
5.2 清理折弯机和模具床上的残留物和废料,保持工作区整洁。
5.3 对模具进行清洁和保养,确保模具的使用寿命和质量。
5.4 将操作结束的模具归位,放置在固定的储存位置。
五、安全注意事项1. 操作人员必须穿戴防护设备,如安全帽、安全眼镜、耳塞等。
2. 禁止操作人员在折弯机工作过程中,将身体或手部靠近模具。
3. 操作人员离开折弯机时,必须关闭电源,防止非授权人员误操作。
折弯机及模具作业指导书(1)
折弯机及模具作业指导书(1)折弯机及模具作业指导书1.目的规范操作,延长模具使用寿命,保障人身及设备安全。
2.适用范围折弯机3.安全作业3.1校刀安全作业3.1.1开机前检查机床上有无异物,检查机床电气是否正常。
3.1.2机床使用时,要先启动机床主电源,然后才能启动其它电源。
3.1.3开电源时,旋转电源旋纽到不动时即可。
3.1.4选用模具时,上模角度要小于或等于下模角度。
3.1.5刀模要轻拿轻放,不能和其它金属物品相碰撞,以免损坏刀模。
3.1.6校模之前,先将维拉夹具擦拭干净,再将刀模摆到工作台上擦拭干净,特别注意,下模V槽不可有铁屑杂物,擦拭干净后才能装入机床。
3.1.7快速模夹校刀时需将上下模错开校刀。
3.1.8不可用长度小于300mm的模具校模。
3.1.9校模时,当上模刀尖与下模V槽距离较近时(4-5mm),需改用慢速上升,并密切注意压力值的变化,当压力达到原点设定压力时,D值会自动归零。
3.1.10 校模完毕降下工作台至最低点即可。
3.2 折弯机加工安全作业3.2.1 原则上实行单人单机操作,因工作需要,而需要他人辅助时,一定要保证其人身安全。
在踩下脚踩板前,一定要提醒对方有无不安全的动作,确认后再踩下脚踏板。
3.2.2作业操作时,不得与旁人交谈,精神要高度集中,阻止与工作无关人员进入工作区域,参观人员未经允许,不得进入斑马线以内。
3.2.3机床开机后,人身体的任何部位不得进入机床上下模之间。
3.2.4 折弯作业时,双手要戴手套,但在折弯较小工作时可不戴手套。
3.2.5折弯作业时,手扶工件靠位,不可用力推住工作,身体重心要稳。
3.2.6较大工件折弯时,折曲速度要调慢,操作者身体的任何部位不得超过工件折弯运动范围。
3.2.7 遇到紧急情况,马上按下紧急停止按纽。
同台机床,一次不可装几种不同高度的刀模。
3.2.9 机床在使用过程中,不可对机床进行维护。
3.2.10 调整或更换模具时,如果手要伸入上下模之间,必须先将紧急按纽下或关闭油压马达,再装上模,再装下模。
折弯机模具操作规程
折弯机模具操作规程1. 无论何时使用折弯机模具,操作人员都应遵循以下操作规程。
1.1 安全措施1.2.1 检查折弯机模具是否完好无损,并确保模具无任何松动或破损。
1.2.2 检查折弯机模具上是否有任何附着物,如油污或异物,应立即清洁。
1.2.3 操作人员应穿戴适当的个人防护装备,包括安全眼镜、手套和防护鞋。
1.2.4 在操作折弯机模具时,操作人员应保持清醒和专注,并避免与其他人员交谈或分散注意力。
1.2.5 在操作折弯机模具时,操作人员应确保周围区域干净整洁,避免杂物或其他障碍物的存在。
1.2 操作规程1.3.1 在操作折弯机模具前,操作人员应先进行必要的准备工作,包括将模具安装到折弯机上,并进行必要的调整和校准。
1.3.2 操作人员应按照工作指示或图纸上的要求,设置适当的模具参数,如角度、压力等。
1.3.3 在操作折弯机模具时,操作人员应注意保持一定的速度和节奏,并避免过快或过慢的操作。
1.3.4 如果折弯机模具出现异常情况,如异常噪音、震动或温度升高,操作人员应立即停止操作,并通知维修人员进行检修。
1.3 维护保养1.4.1 定期对折弯机模具进行检查和维护,包括清洁、润滑和更换磨损部件等。
1.4.2 在模具长期不使用时,应进行正确的存储,并定期进行保养,以防止模具的生锈或变形。
1.4.3 维修或更换折弯机模具时,应由经过培训和有经验的人员进行操作,确保操作的安全和正确。
1.4.4 在操作或维修折弯机模具时,操作人员不得随意更改或调整任何模具参数,必须按照规定的流程进行操作。
1.4 废弃处理1.5.1 废弃折弯机模具应按照相关规定进行分类、包装和标记,并送交专门的废弃处理单位进行处理。
1.5.2 在废弃折弯机模具时,操作人员应注意安全和环保,避免将废弃模具随意丢弃或毁坏。
结论以上是折弯机模具的操作规程,操作人员在进行折弯机模具操作时,务必严格按照规程操作,确保安全和生产质量。
同时,对于模具的维护保养和废弃处理也是非常重要的,需要定期进行检查和维护,以延长模具的使用寿命并确保环保要求的达标。
钣金工艺规范及折弯及模具手册.doc
钣金工艺规范及折弯机模具手册1简介钣金所用材料常用材料有 :冷轧板 SPCC、热轧板 SPHC、电解板 SECC、普通铝板及铝合金板AL1050、 AL5052-H32,不锈钢板 SUS304、覆铝锌钢板 .典型钣金件加工流程图面展开 ---编程 ---下料(剪、冲、割) ----冲网孔 ----校平 ----拉丝 ----冲凸包 ----压铆----折弯 -----焊接 ----立体拉丝 ----表处 ----组装2 下料2.1 数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于;铝板小于或等于;不锈钢小于。
冲孔有最小尺寸要求t 为材料厚度,冲孔尺寸一般不冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
小于。
如遇特殊情况,可参照下表:图冲孔形状示例b 矩形孔短边宽 b材料圆孔最小直径不锈钢冷扎板、热扎板铝、黄铜*t 为材料厚度,冲孔最小尺寸一般不小于。
冲孔最小尺寸列表数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于。
(图 1.4 )图冲裁件孔边距、孔间距示意图折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔 d2和沉孔 D,应优先保证过孔 d2。
用于螺钉、螺栓的过孔*要求钣材厚度 t≥ h。
用于沉头螺钉的沉头座及过孔*要求钣材厚度 t≥ h。
用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于;不锈钢小于或等于;铝板小于等于。
其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!折弯折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
折弯机模具操作规程
折弯机模具操作规程1. 前言本文档旨在为折弯机模具的使用者提供一个操作规程,以便能够更加安全有效地使用折弯机模具,减少意外事故的发生,保护使用者的人身安全和设备。
2. 折弯机模具的基本操作2.1 确认模具型号在使用折弯机模具之前,必须要先确认模具型号。
确认模具型号的方法为查看模具上的标识或询问生产单位。
2.2 安装模具在进行模具安装时,必须先停机并控制好电源开关,然后按照操作手册上的说明进行模具的安装。
2.3 调整模具在使用模具之前需要对模具进行调整,以确保模具正常工作。
具体调整方法可参照操作手册。
2.4 加工工件在进行加工工件前,需要先选择合适的加工参数,并调整机器工作状态,以保证加工工件质量。
2.5 取出模具在加工完成后,需要将模具从机器中取出。
在取出模具之前,必须先停机并控制好电源开关。
然后按照操作手册的说明进行模具取出工作。
3. 折弯机模具的安全使用方法3.1 规范化使用在使用折弯机模具时,必须严格按照操作手册上的说明进行操作,不得擅自更改加工参数或使用方式。
任何情况下,都不得对机器进行改动或拆卸。
3.2 保持机器清洁在使用折弯机模具之前,必须先清理好机器和模具上的灰尘、油污等杂物,以免影响加工工件的质量。
3.3 安全防护措施在使用折弯机模具时,必须戴好安全帽、安全眼镜等防护用品,并确保其他人员也遵守相应的安全规定,以保证人员的人身安全。
3.4 工作环境在使用折弯机模具时,必须确保工作场所的环境干燥、通风、明亮,并且禁止在工作区域内吸烟、喝酒等不良行为,以保证工作环境卫生和人员安全。
4. 折弯机模具的维护保养4.1 日常维护在使用折弯机模具之后,必须对机器和模具进行日常维护,包括清洁、润滑、更换易损件等工作,以提高机器的使用寿命。
4.2 保养计划在使用折弯机模具时,必须制定好相应的保养计划,定期对机器进行全面检修和维护保养,防止机器出现故障或损坏。
5.通过本文档的介绍和说明,我们可以更加深入地了解折弯机模具的基本操作、安全使用方法和维护保养等方面的知识,从而更加有效地使用折弯机模具,保障使用者的人身安全和设备。
折弯机模具操作规程
折弯机模具操作规程一、概述折弯机模具是金属板材加工行业中常用的工具之一,其主要作用是加工金属板材,将其折弯成所需的形状和大小。
为了保证操作的顺利进行,提高操作的效率和安全性,我们制定了下面的操作规程。
二、使用前准备2.1 安全注意事项在使用折弯机模具之前,首先要注意其安全问题:•操作前,必须将模具安装好,紧固螺栓要在力学原理和要求的前提下正确选用并加紧。
•工作台面上不允许临时堆放杂物,严禁脚踏或直接放置有刃的工具或板料。
•工作中必须佩戴安全防护用品,如防护眼镜、手套、耳塞等。
•所有的金属材料应符合国家相关标准。
2.2 设备准备在使用折弯机模具之前,也需要对设备进行相关检查和准备:•确认设备在操作前已完全升温或降温。
•检查气动元件的接头、接线和气缸、阀门及油源等工作能否正常,工作部分应平稳、灵活、无卡住等现象。
•对整台设备进行清洁和维护。
三、操作流程3.1 板料定位将需要折弯的板料放在工作台面上,并将其定位好。
注意定位的位置要准确,工作面宽度和长度要与模具的大小相符合。
3.2 模具调整根据需要折弯的板料和几何形状大小,选择和更换合适的模具。
将模具安装到折弯机上,并调整合适的距离和角度。
3.3 折弯操作将板料放在模具上,并调整好位置。
打开气源,将气缸动力输出,将板料的端部向下推均匀力,使其沿模具边缘弯曲。
注意操作时不能用力过猛或是过快,以免出现板料变形或是其他操作不当的意外情况。
3.4 完成操作当板料折弯完成后,需要将其取下并进行检查,以确定其质量是否达到所需的标准和要求。
如果有需要,可以进行再次加工和确认。
四、安全操作注意事项在使用折弯机模具和设备时,操作人员需要要注意以下安全事项:1.操作前,必须对设备进行检查和准备,并使用相关的安全防护用品。
2.操作时,需要注意操作的技巧和规范,不能用力过猛或是操作过快。
3.发现设备异常行为时,应立即停机检查,切勿强行操作。
4.在操作完毕后,必须对设备进行清洁和维护,准确储存模具和板料。
折弯机模具操作规程模版
折弯机模具操作规程模版1. 操作前准备1.1 检查折弯机模具的完好性,确保模具无损坏、失效等情况。
1.2 清理折弯机模具表面的灰尘和污垢,确保模具表面清洁无障碍。
1.3 检查折弯机模具的固定设备,确认模具固定紧固,无松动现象。
2. 操作步骤2.1 根据生产任务单确定产品规格和要求。
2.2 将折弯机模具放置在折弯机工作台上,确保模具位置正确。
2.3 按照工艺要求调整折弯机模具的位置和角度。
2.4 打开折弯机的电源,将其调整至合适的工作状态。
2.5 将待加工材料放置在折弯机模具上,注意对齐和调整位置。
2.6 启动折弯机,按照工艺要求进行折弯操作。
2.7 观察加工过程中的材料变形情况,根据需要进行调整。
2.8 完成折弯操作后,停止折弯机的运行。
2.9 将加工好的产品取出,并进行必要的质量检查。
3. 操作要点3.1 在操作折弯机模具前,工作人员必须戴好个人防护装备,确保安全。
3.2 折弯机模具安装时,应注意调整位置和角度,确保模具与待加工材料的接触面良好。
3.3 在折弯机运行过程中,工作人员要随时观察加工过程中的变形情况,确保加工质量。
3.4 折弯机操作完成后,应立即停止折弯机的运行,并将加工好的产品取出。
3.5 操作人员应定期对折弯机模具进行清洁和维护,确保模具的正常工作状态。
4. 安全注意事项4.1 操作折弯机模具时,必须使用个人防护装备,包括安全眼镜、防护手套等。
4.2 在折弯机运行过程中,禁止将手指或其他物体伸入模具内部,以免发生意外。
4.3 操作人员应熟悉折弯机的操作规程和安全操作要点,严禁未经培训人员操作。
4.4 若发现折弯机模具有损坏或失效现象,应立即停止操作,并报告有关部门进行维修或更换。
5. 常见故障处理5.1 若折弯机模具无法固定,应检查紧固装置是否松动,并重新固定模具。
5.2 若折弯机运行过程中出现异常声音或振动,应立即停止操作,并检查原因。
5.3 若操作人员不熟悉折弯机操作规程或模具调整不当,可请教有关专业人员进行指导。
钣金工艺规范及折弯及模具手册

钣金工艺规范及折弯机模具手册1简介1.1钣金所用材料常用材料有:冷轧板SPCC热轧板SPHC电解板SECC普通铝板及铝合金板AL1O50AL5052-H32,不锈钢板SUS304覆铝锌钢板.1.2典型钣金件加工流程图面展开---编程---下料(剪、冲、害【J) ----冲网孔----校平----拉丝----冲凸包----压铆----折弯——焊接----立体拉丝----表处----组装2下料2.1数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于3.0mm 铝板小于或等于4.0mm 不锈钢小于2.0mm2.1.1冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t为材料厚度,冲孔尺寸一般不冲孔最小尺寸列表2.1.2数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图 2.1.2。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t ;平行时,应不小于1.5t。
图2.1.2 冲裁件孔边距、孔间距示意图2.1.3折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
用于沉头螺钉的沉头座及过孔用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于8.0mm不锈钢小于或等于4.0mm ;铝板小于等于5.0mm其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!折弯折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
折弯机模具操作规程
折弯机模具操作程序折弯机模具分为手动折弯机模具,液压折弯机和数控折弯机模具。
根据同步模式,液压折弯机的模具可分为:扭轴同步、机液同步,和电液同步。
液压折弯机模具按运动方式又可分为:上动式、下动式。
包括支架、工作台和夹紧板,工作台置于支架上,工作台由底座和压板构成,底座通过铰链与夹紧板相连,底座由座壳、线圈和盖板组成,线圈置于座壳的凹陷内,凹陷顶部覆有盖板。
操作时要注意以下几点:1.严格遵守机床工人的安全操作规程,按规定穿戴好劳动防护用品。
2.启动前须认真检查电机、开关、电路及接地是否正常牢固,检查设备各操纵部位、按钮是滞在正确位置。
3.检查上下模的重合度和坚固性;检查各定位装置是否满足加工要求。
4.当上滑板和每个定位轴不在原点时,运行回原点程序。
5.设备启动后空运转1—2分钟,上滑板满行程运动2—3次,如果发现异常声音或故障,立即停车,将故障排除,一切正常后方可工作。
6.工作时应由1人统一指挥,使操作人员与送料压制人员密切配合,发送弯板信号前,确保配合人员处于安全位置。
7.板料折弯时必须压实,防止板材在弯曲过程中翘起并伤人。
8.压模调味时必须切断电源,停止运转后进行。
9.在改变可变下模的开口时,不允许任何材料与下模接触。
10.机床工作时,任何人不得站在机床后部。
11.严禁单压折板一端。
12.运转时发现工件或模具不正,应停车校正,严禁在操作过程中用手纠正,以防止手受伤。
13.禁止折叠厚铁板或淬火钢板、高级合金钢、方钢和超过板料折弯机性能的板料,以免损坏机床。
14.经常检查上、下模具的重合度;压力表指示是否符合要求。
15.发生异常立即停机,检查原因并及时消除。
16.关机前,在两侧油缸下方的下模板上放置木块,并将上滑板降到木块上。
17.首先退出控制系统程序,后切断电源。
数控折弯机操作标准手册范例

D A - 6 5 操作手册第一章操作概览和一般介绍操作方式前方板编程方式帮助文本图形编程控制键二维产品图形光标控制二维产品水平成垂直投影硬盘选择以太网选择软件版本注意事项*第二章产品图形/二维产品图形编写介绍删除一个角成线段或插入一个角度精度选择大弧度产品参数说明参数解说(屏幕)参数解说(屏幕)参数解说(屏幕)折弯步骤恢复一个折弯步骤最小X轴尺寸机床/模具选择折弯形成指示生产时间屏幕参数显示功能和控制键说明折弯步骤运算保留第三章用三维绘制/编写一个产品(仅合用于DA69)第四章数据编程及编写介绍一般参数的解说折弯编程折弯参数解说(屏幕)折弯参数解说(屏幕)折弯程序列表(屏幕)结束参数改正/参数编写(屏幕)特别编写功能编写注意事项第五章产品选择介绍第一章操作概览和一般介绍1操作方式:系统有四种以下方式:手动方式在这类方式下能够编制单个折弯的所有参数,CNC被启动后所有参数激活,后挡料将抵达编程地点,此外能够手动挪动.编程方式在这类方式下您能够对折弯程序进行编程或编写,并能够从软盘和附带存贮设施上读写自动方式选定的程序能够自动履行单步方式选定的程序能够一步一步地履行您可经过前方板上按键选择上述方式,同时这些按键上的LED批改灯亮表明选中该方式.2前方板前方板除了四种操作方式选择按钮外,还包含以下键键盘A BCD EF789G HIJ KL456数字字母键MOP QRN23S TUV XY小数点.W±Z消除键回车键*手轮,手动控制随意轴(Y轴和后挡料轴)光标方式控制包含帮助键(?)在页面右下角,如有“?”符号,按下此键获得功能和参数解说。
?功能键,这些键的功能显示在显示器屏幕最下行S1S 1S1S1S1S1S1结束菜EN单程序停止0键起动I键编程方式S1选择编程方式经过按下菜单数字键和回车键选择编程对象:1+回车键在屏幕上画产品图并计算折弯步骤2+回车键编写你的产品图形并计算折弯步骤3+回车键创立一个新的CNC程序4+回车键编写一个已有的CNC程序5+回车键从产品库中选择一个程序6+回车键从软盘上读写程序,软盘可插入系统后边驱动中7+回车键上模尺寸编程8+回车键下模尺寸编程9+回车键机床上部外形编程10+回车键机床工作台尺寸编程11+回车键程序参数编程从软盘续写模具参数、机床外形帮助文本系统备有在线帮助文本,这类帮助文本在问号“?”出此刻屏幕右下角时有效。
MERUGA折弯机操作手册20081023简
长时间连续显示会出现残像的情况, 这属于正常情况,残像经过一段时间后 会自动消失。
根据不同显示条件,会看见不均匀微小的斑点, 这属于正常情况。
ห้องสมุดไป่ตู้配件的寿命
本机床包含有使用寿命的配件,此配件经过一段时间使用后会发生磨耗、劣 化,动作不灵活等情况,为了更长久良好地使用本机床、所以在一定期间内 有更换配件的需要。
况,本公司将提供有偿维修服务,敬请注意。(请详细阅读保证书) 维修时, 系统内储存的数据有可能被删改,请定期小心备份储存重要的数
据。 本机床的维修用配件,最低保障供应期为制造后的 10 年内。
折弯机床的安全标准
如错误或不正确操作和管理机床时,会引发人身伤亡的重大事故,所以大多 数的国家都会设有适合自己国家的安全标准。
1)总电源开关 ...................................................................................................4-3 2)电源开关 .......................................................................................................4-3 3)液压油泵的启动及停止 ...............................................................................4-4 4)工作台下降 ...................................................................................................4-4 5)脚踏开关 .......................................................................................................4-4 6)手轮 ...............................................................................................................4-4 7)紧急停止按钮 ...............................................................................................4-4 8)程序启动和停止按钮 ...................................................................................4-5 9)液压表阀门开关 ...........................................................................................4-5 10)压力调整阀 .................................................................................................4-5 4.系统画面的名称及机能 ...................................................................................4-6 1)画面的分布 ...................................................................................................4-6 2)模式 ...............................................................................................................4-6 3)工作台的动作 ...............................................................................................4-7 4)警告 ...............................................................................................................4-9 5.模式的操作 .....................................................................................................4-10 1)手动 .............................................................................................................4-10 2)单步 .............................................................................................................4-11 3)自动 .............................................................................................................4-15 4)参数 .............................................................................................................4-16 6.折弯前的准备 .................................................................................................4-18 1)模具的安装 .................................................................................................4-18
S530折弯机 中文操作手册
ESAESA/Gv s.r.l elettrosistemiapplocati 操作手册折弯机数控系统 KVARA Duemlia 2005C/S530折弯机数控系统=== COMPANY WITH QUALITY SYSTEM CERTIFIED BY DNV ISO 9001===We provide high technical & excellent service for you目录读者须知 (i)标记说明 (ii)打印协议 (iii)术语............................................ .. (iv)1 基本说明1……………………………………………………………………………………….1.11.1通电后滑块执行的操作………………………………………………………………..…1.11.1.1 滑块回参考点………………………………....………………………………...1.11.1.2 后挡料料回参考点……..……………………....……………………………….1.11.2 上模和下模列表………………………………………….....…....………………...…1.21.3 如何输入一个新的上模…………………………………....……….….……….………..1.71.3.1 要绘制的上模………………………………....…………....……………………1.91.3.2预设上模………………………………………....………………………………1.141.4如何输入一个新的上模….………………………………………………………………..1.151.4.1 要绘制的下模……………………………………………………………………1.171.4.2 预设下模…………………………………………………………………………1.242 基本说明2………………………………………………………………………………………..2.12.1 程序列表…………………………………………………………………………………2.12.1.1 程序更新………………………………………………………………………….2.42.2 数值程序的输入…………………………………………………………………………2.52.3 箱体的折弯制作……………………………………………………………………....…2.142.4 折弯步序自动计算……………………………………………………………………….2.152.5 材料列表………………………………………………………………………………...2.192.5.1 如何进入材料列表界面..……………………………………………………….2.212.5.2 如何使用材料列表……………………………………………..……………….2.212.6 系数……………………………………………………………………………………….2.212..6.1 如何进入校正系数页面………………………………………………………..2.222.7 内部半径校正…………………………………………………………………………..2.232.8 计算延伸的DIN公式选择………………………………………………………………..2.232.8.1 程序检验…………………………………………………………………………2.23 3基本说明33.1 “加工机床”功能…………………………………………………………………………….,.3.13.1.1 如何激活”板金加工机床”功能………………………………………………….3.13.1.2 “新折弯”功能………………………………………………………………………3.13.1.3 强迫压边………………………..…………………………………………………3.23.2 新”机床功能”页面…………………………………………………………………………3.34 内置CAD ………………………………………………………………………………………….4.14.1 简介……………………………………………………………….………….…………….4.14.2 绘制功能…………………………………………………….………..……………..………4.14.2.1 绘制数据的数值输入……………………………………….…………………….4.14.2.2 基本数据…………………………………………………………………………..4.24.3 绘制窗口…………………………………………………………………………………...4.34.4 绘制数据输入……………………………………………………………………………….4.44.4.1如何以数值模式绘制图形…………………………………………………………4.45 存储数据管理………………………………………………………………………………………..5.15.1 输入………………………………………………………………………………………...5.15.2 存储设备…………………………………………………………………………………...5.15.2.1 闪存……………………………………………………………………………....5.15.2.2 内部存储(缓冲RAM) ……………………………...…………………………....5.15.2.3 硬盘……………………………………………………………………………....5.15.2.4 软盘……………………………………………………………………………....5.15.3 数据的逻辑位置…...………………………………………………………………………..5.25.4 不同存储备间的数据交换...........................................................................................5.35.4.1 保存/载入配置参数...................................................................................5.45.4.2 保存/载入轴参数.......................................................................................5.65.4.3 保存/载入PILZ配置参数.................................................................................5.75.4.4 保存/载入上模 .........................................................................................5.85.4.5 保存/载入下模 .........................................................................................5.95.4.6 保存/载入所有模具.................................................................................5.105.4.7 保存/载入程序........................................................................................5.115.4.8 保存/载入所有程序.................................................................................5.135.5 向你推荐的安全保存..............................................................................................5.145.5.1 致折弯机制造商......................................................................................5.145.5.2 致最终用户.............................................................................................5.146. 程序数据说明.................................................................................................................... 6.16.1 域名部分....................................................................................................... 6.1名称...............................................................................................................6.1折弯...............................................................................................................6.1截面....................................................... .... ..................................................6.16.2 不可更改的辅助信息................................................................................... 6.26.3 截面加工数据...............................................................................................6.3板料. ................................................ ....... ................................................ 6.3完成板料........................................... ......... .............................................. 6.3测量法......................................................... ........ ..................................... 6.3长度.......................................................... .................................................. 6.4说明.............. .......................................... .... ............................................ 6.46.4 基本数据..................................................................................................... 6.5宽度............................................................................................................ 6.5厚度............................................................................................................ 6.5压力............................................................................................................ 6.5材料.................................................................................................................. 6.6 下模.................................................................................................................. 6.6 槽口.................................................................................................................. 6.7 上模.................................................................................................................. 6.7 下模方向........................................................................................................... 6.7 上模方向.......................................................................................................... 6.7 6.5 轴数据和角度................................................................................................... 6.8角度Y1............................................................................................................. 6.8 Y1 下止点........................................................................................................ 6.8 Y1 校正............................................................................................................ 6.8 上止中心点........................................................................................................ 6.8 角度Y2 ............................................................................................................. 6.9 Y2下止点.......................................................................................................... 6.9 Y2 校正............................................................................................................ 6.9 X1..................................................................................................................... 6.9 X1 辅退...........................................................................................................6.10 X1 校正...........................................................................................................6.10 X2....................................................................................................................6.10 X2 辅退...........................................................................................................6.10 X2 校正...........................................................................................................6.11R1....................................................................................................................6.11R2....................................................................................................................6.11 A1(机械绕度补偿)............................................................................................6.11 6.6 加工数据........................................................................................................6.12压力...............................................................................................................6.12绕度补偿........................................................................................................6.12步序转换时间........................................ .......................................................6.12 压紧点.................................................. ........................................................6.12 变速点................................................................ ...........................................6.13 折弯时间.......................................................................... .............................6.13 慢速向上........................................................................................................6.13 速度...............................................................................................................6.13 辅助功能1到20..............................................................................................6.14 重复...............................................................................................................6.14 方向...............................................................................................................6.14 Ri内部半径.....................................................................................................6.15读者须知摘要本手册的内容仅适用于封面上指明的软件版本.本手册对某些功能的介绍可能有遗漏。
折弯机使用说明书【操作指南】

数控折弯机大家都知道,用途肯定也不用多说,折弯机现在一般是数控的比较多,代替了老早的普通折弯机,实现了批量化生产。
今天小编为大家介绍一下:折弯机使用操作方法-几大要点,如下1、行程调节,折弯机使用必须要注意调节行程,在折弯前一定要试车。
折弯机上模下行至最底部时必须保证有一个板厚的间隙。
否则会对模具和机器造成损坏。
行程的调节也是有电动快速调整和手动微调。
2、折弯槽口选择,一般要选择板厚的10倍宽度的槽口。
如折弯4mm的板料,需选择40左右的槽口。
最大槽可折10mm的板。
超过10mm的板不允许使用。
3、后挡料调整一般都有电动快速调整和手动微调,方法同剪板机。
4、踩下脚踏开关开始折弯,折弯机与剪板机不同,可以随时松开,松开脚折弯机便停下,在踩继续下行。
具体折弯机的操作方法如下:安装插挂件:根据深化设计图中各种插、挂件的形式和它们在板边上的百位置,用夹钳将插、挂件卡在板边上临时固定,然后用拉铆钉或自攻螺钉把插挂件与饰面板边固度定牢固。
安装加强肋:加强肋的位置应根据设计确定,也可按板材的性质问和具体分格尺寸,经过结构计算而确定。
首先用清洁剂清理加强答肋的安装面,然后在加强肋上涂一层粘接胶或贴上双面胶带,再将其放在饰面板背面的安装位置上,施加一定挤压力,专以保证折弯机粘接牢固,但应注意不要使饰面板变形。
安装加强肋的同时,应将防撞条、门套加强板等粘贴于饰面板背面。
首先是接通电源;行程调节,折弯机使用属必须要注意调节行程,在折弯前一定要试车;折弯槽口选择;后挡料调整;踩下脚踏开关开始折弯。
数控折弯机模具包括支架、工作台和夹紧板,使用时由导线对线圈通电,通电后对压板产生引力,从而实现对压板和底座之间薄板的夹持。
由于采用了电磁力夹持,使得压板可以做成多种工件要求,而且可对有侧壁的工件进行加工,操作上也十分简便。
折弯机模具操作规程模版
折弯机模具操作规程模版第一章总则第一条为了规范折弯机模具操作,确保操作安全,提高工作效率,特制定本《折弯机模具操作规程》。
第二条本规程适用于公司内所有折弯机模具操作人员。
第三条技术部负责对折弯机模具操作进行培训,并向操作人员提供必要的技术指导。
第四条折弯机模具操作人员应严格遵守本规程,任何单位和个人都无权修改规程。
第五条操作人员在操作折弯机模具前,应认真阅读本规程,确保理解并能够正确执行。
第六条对于未能正确执行规程而导致的事故后果,由操作人员本人负责。
第七条折弯机模具的维修和保养工作由技术部门负责,操作人员不得擅自进行。
第二章折弯机模具的操作准备第八条操作人员在使用折弯机模具前,应对折弯机模具进行外观检查和清洁工作。
第九条外观检查包括对折弯机模具是否有明显的损坏或变形进行检查,若发现问题应及时报告技术部门。
第十条清洁工作包括去除折弯机模具表面的油污和杂物,并确保无油渍和异物残留。
第十一条折弯机模具操作人员在操作前应穿戴好劳动防护装备,包括防护眼镜、耳塞、手套等。
第十二条在折弯机模具操作前,操作人员应确保折弯机的紧急停车装置和保护装置正常工作。
第十三条操作人员在操作起始前,应检查折弯机模具的调整和固定是否正确,并确保有足够的工作空间。
第十四条操作人员应根据要求选择合适的折弯机模具,并按照标准程序安装在折弯机上。
第三章折弯机模具的操作流程第十五条折弯机模具操作人员在操作折弯机模具时,应按照以下流程进行操作:1. 调整双脚位置,保持身体平衡。
2. 用手轻轻触碰开关,确保折弯机正常,并避免误操作造成事故。
3. 用气枪将折弯机模具表面的杂物清除,确保无异物。
4. 按照工艺要求设置折弯机模具的参数,包括角度、深度、长度等。
5. 将待加工的材料放到折弯机模具上,并确保固定牢靠。
6. 启动折弯机,逐步加大压力,进行折弯操作。
7. 注意观察加工过程中的异常情况,如卡料、滚动变形等,及时采取措施处理。
8. 完成加工后,关闭折弯机,清理加工现场,并及时将折弯机模具归位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
折弯机模具手册Press Brake Tooling北京普赛斯利数控模具技术有限公司自由折弯的折弯压力对照表Capacity chart for air bending本表格中的数据是在90°折弯,材料抗拉强度δb=420MPa,折弯长度为1m基础上计算的结果。
The given data has been calculated based upon bending material with a tensile strength ofδb=420MPa over a length of 1m.V 6 8 10 12 16 18 20 24 32 35 40 50 60 63 80 100 120 130 140 150 160 180 190 200 230 260b 4.5 5 7 8.5 12 13 15 17 23 25 28 35 43 45 57 71 85 92 100 105 115 130 135 140 160 180r 1 1.2 1.6 2 2.5 2.8 3 3.5 5 5.5 6 8 9.5 10 12 15.5 19 21 23 24.5 26 28 30 32 36 400.5 2.50.8 7 4.81.0 11 8 61.2 12 9 71.5 15 12 82.0 23 16 13 12 9.52.5 26 22 20 15 113.0 30 24 16 14 124.0 44 31 28 23 185.0 53 47 43 31 256.0 61 45 36 348.0 88 69 65 47 3610 110 80 60 47 43 3912 120 90 71 65 58 55 5016 140 125 115 105 95 81 80 7118 148 135 125 110 100 95 8020 140 130 120 110 90内径R约等于凹模开口宽度V的16%The internal radius R corresponds to approximate 16% of the die opening V自由折弯建议凹模开口宽度VRecommended die opening V for air bending材料厚度/Material thickness t 0.5~2.5mm 3~8mm 9~10mm >12mm/ 凹模开口宽度/Die opening V 6 ×t 8 ×t 10 ×t 12 ×t折弯力/Bending force for铝Alu δb=300 MPa F=F(表)×0.65F=F(chart)×0.65不锈钢S.S δb=700 MPa F=F(表)× 1.6F=F(chart)×1.6折弯压力吨位计算公式(参考值)Determination of the bending force for air bending (approximation)F(表)= 65 × t2 / V (吨 / Ton)常见上模夹紧形式Upper tool clamping普通斜楔夹紧重型斜楔夹紧实用于50t~220t之间欧式上模的安装实用于220t以上欧式上模的安装机械快速夹紧美式夹紧快夹可以方便欧式上模的快速安装适用于美式上模的安装常见上模夹紧形式Upper tool clamping过渡模柄夹紧过渡联接块适用于大行程机床的安装适用于滑块受重载的安装YAWEI上模液压夹紧 WILA上模液压夹紧式适用于上模的快速安装NSCL Ⅱwith Top with Safety Click常见下模夹紧形式Dies tool clamping1V插槽式 1V插槽式 2V可调式模具肩部受力模具底部受力下模口可前后调节2V快换式多V插槽分段式下模口可快速更换适用于分段多V下模常见下模夹紧形式Dies tool clamping多V工作台式下模插片式适用于整体多V下模模口可分级增大,适用于大吨位折弯机YAWEI下模液压夹紧液压夹紧工作台适用于1V下模快速安装NSCR Ⅱwith OZU bottom tool标准上模Standard upper tools上模模柄结构/Upper tool fixtures标准欧式/ EUROPEAN STYLE TOOLING加强型欧式/ EUROPEAN STYLE TOOLING 美式/ AMERICAN STYLE PREMIUM TOOLING 大吨位过渡模柄上刀标准分段方式/Aegmentatioon of upper tool标准上模85°Standard upper tools10.100 10.101 10.102 Max Tons:100t/m Max Tons:80t/m Max Tons:60t/m10.103 10.104 10.105 Max Tons:80t/m Max Tons:100t/m Max Tons:80t/m10.106 10.107 10.108 Max Tons:50t/m Max Tons:50t/m Max Tons:100t/m标准上模85°Standard upper tools10.109 10.110 10.111Max Tons:80t/m Max Tons:40t/m Max Tons:80t/m10.112 10.113 10.114Max Tons:70t/m Max Tons:40t/m Max Tons:50t/m10.115 10.116 10.117Max Tons:100t/m Max Tons:60t/m Max Tons:45t/m标准上模85°Standard upper tools10.118 10.119 10.120Max Tons:80t/m Max Tons:80t/m Max Tons:50t/m标准上模88°Standard upper tools10.130 10.131 10.132 Max Tons:100t/m Max Tons:80t/m Max Tons:60t/m10.133 10.134 10.135 Max Tons:100t/m Max Tons:50t/m Max Tons:20t/m标准上模88°Standard upper tools10.136 10.137 10.138 Max Tons:80t/m Max Tons:45t/m Max Tons:20t/m10.139 10.140 10.141 Max Tons:70t/m Max Tons:50t/m Max Tons:50t/m10.142 10.143 10.144 Max Tons:30t/m Max Tons:20t/m Max Tons:50t/m标准上模90°Standard upper tools10.150 10.151 10.152 Max Tons:100t/m Max Tons:35t/m Max Tons:80t/m10.153 10.154 10.155 Max Tons:80t/m Max Tons:20t/m Max Tons:60t/m10.156 10.157 10.158 Max Tons:60t/m Max Tons:20t/m Max Tons:50t/m标准上模60°Standard upper tools10.170 10.171 10.172 Max Tons:80t/m Max Tons:80t/m Max Tons:70t/m10.173 10.174 10.175 Max Tons:100t/m Max Tons:100t/m Max Tons:60t/m10.176 10.177 10.178 Max Tons:160t/m Max Tons:60t/m Max Tons:40t/m标准上模30°Standard upper tools10.190 10.191 10.192 Max Tons:80t/m Max Tons:80t/m Max Tons:90t/m10.193 10.194 10.195 Max Tons:70t/m Max Tons:100t/m Max Tons:100t/m10.196 10.197 10.198Max Tons:80t/m Max Tons:160t/m Max Tons:70t/m标准R型圆模Standard upper tools10.210 10.211 10.212Max Tons:100t/m Max Tons:100t/m Max Tons:80t/m10.213 10.214 10.215 Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m10.216 10.217 10.218 Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m标准R型圆模Standard upper tools10.219 10.220 10.221 Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m10.222Max Tons:80t/m10.230Max Tons:80t/mRmm Rmm10.231 R3 3 R5.5 5.510.232 R3.5 3.5 R6 610.233 R4 4 R6.5 6.510.234 R4.5 4.5 R7 710.235 R5 5 R7.5 7.5标准圆模Standard upper tools10.240 10.241Max Tons:100t/m Max Tons:100t/m分段方式Rmm Rmm10.242 R8 8 R20 2010.243 R10 10 R25 2510.244 R12.5 12.5 R30 3010.245 R15 15 R35 3510.246 R17.5 17.5 R40 40复平模具Flattening tools10.250+20.134 10.251+20.135 10.252+20.13610.250 Max Tons:A 80t/m B 100t/m 10.251 Max Tons:A 80t/m B 100t/m 10.252 Max Tons:A 80t/m B 100t/m 20.134 Max Tons:A 50t/m B 100t/m 20.135 Max Tons:A 50t/m B 100t/m 20.136 Max Tons:A 50t/m B 100t/mA Bs mm Amm450Mpat/m700Mpat/msmmAmm450Mpat/m700Mpat/m0.6 3.0 9 15 0.6 1.2 23 350.8 3.0 12 20 0.8 1.6 32 501.0 3.5 15 25 1.02.0 40 601.5 4.6 22 38 1.5 3.0 63 952.0 5.5 30 50 2.0 4.0 80 130复平模具Flattening tools10.260 10.261 10.262Max Tons:60t/m Max Tons:60t/m Max Tons:60t/m10.263 10.264 10.265Max Tons:40t/m Max Tons:100t/m Max Tons:100t/ms mm Amm450Mpat/m700Mpat/msmmAmm450Mpat/m700Mpat/m0.6 3.0 9 15 0.6 1.2 23 350.8 3.0 12 20 0.8 1.6 32 501.0 3.5 15 25 1.02.0 40 601.5 4.6 22 38 1.5 3.0 63 952.0 5.5 30 50 2.0 4.0 80 1302.5 6.5 55 2.5 5.0 903.0 8.0 70 3.0 6.0 100标准Z型模Standard upper tools10.270 10.271 10.272Max Tons:100t/m Max Tons:100t/m Max Tons:100t/mZ mm B°smaxmaxt/mZ-1 1 160°0.5 100 Z-1.5 1.5 160°0.6 100 Z-2 2 150°0.8 100 Z-2.5 2.5 140° 1.0 100 Z-3 3 90° 1.0 100 Z-3.5 3.5 90° 1.2 100 Z-4 4 90° 1.2 100 Z-4.5 4.5 90° 1.5 100 Z-5 5 90° 1.5100 Z-5.5 5.5 90° 1.5100 Z-6 6 90° 1.5100 Z-6.5 6.5 90° 1.5100 Z-7 7 90°2100 Z-7.5 7.5 90° 2 100 Z-8 8 90° 2.5 100Z mm B°smaxmaxt/mZ-9 9 90° 2.5 100Z-10 10 90° 3 100Z-11 11 90° 3 100Z-12 12 90° 3 100上刀附件Accessories for upper tools10.300 10.301 10.302Max Tons:100t/m10.303 10.304 10.305Max Tons:100t/m Max Tons:100t/m Max Tons:160t/m10.306 特殊折弯方式Max Tons:100t/m1V下刀1V lower tools20.100 20.101 20.102Max Tons:40t/m Max Tons:40t/m Max Tons:50t/m20.103 20.104 20.105Max Tons:60t/m Max Tons:80t/m Max Tons:85t/m20.106 20.107 20.108Max Tons:90t/m Max Tons:100t/m Max Tons:100t/m1V下刀1V lower tools20.109 20.110 20.111Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m20.112 20.120 20.121Max Tons:145t/m Max Tons:40t/m Max Tons:40t/m20.122 20.123 20.124Max Tons:55t/m Max Tons:55t/m Max Tons:60t/m1V下刀1V lower tools20.125 20.126 20.127 Max Tons:40t/m Max Tons:40t/m Max Tons:40t/m20.128 20.129 20.130 Max Tons:40t/m Max Tons:55t/m Max Tons:55t/m20.131 20.132 20.133 Max Tons:60t/m Max Tons:50t/m Max Tons:50t/m1V下刀1V lower tools20.140 20.141 20.142 Max Tons:95t/m Max Tons:95t/m Max Tons:95t/m20.143 20.144 20.145 Max Tons:95t/m Max Tons:95t/m Max Tons:95t/m20.146 20.147 20.148 Max Tons:95t/m Max Tons:95t/m Max Tons:95t/m1V下刀1V lower tools20.160 20.161 20.163 Max Tons:60t/m Max Tons:65t/m Max Tons:70t/m20.164 20.165 20.166 Max Tons:70t/m Max Tons:70t/m Max Tons:70t/m20.167 20.168 20.169 Max Tons:70t/m Max Tons:65t/m Max Tons:70t/m1V下刀1V lower tools20.170 20.171 20.172 Max Tons:70t/m Max Tons:70t/m Max Tons:70t/m分段方式sectioning of lower tools特殊下模lower die with rollers 20.180Vmm Rmm Max Tons20.181 35 3 10020.182 40 4 10020.183 50 5 10020.184 60 6 10020.185 80 8 10020.186 100 10 1002V下刀2V lower tools20.220 20.221 20.222Max Tons:70t/m Max Tons:80t/m Max Tons:80t/m20.223 20.224 20.230Max Tons:80t/m Max Tons:80t/m Max Tons:60t/m20.231 20.232 20.233Max Tons:60t/m Max Tons:100t/m Max Tons:100t/m2V下刀2V lower tools20.234 20.235 20.236Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m20.237 20.238 20.239Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m20.250 20.251 20.252Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m2V下刀2V lower tools20.300 20.301 20.302Max Tons:70t/m Max Tons:80t/m Max Tons:80t/m20.303 20.304 20.305Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m20.306 20.307 20.308Max Tons:60t/m Max Tons:60t/m Max Tons:100t/m2V下刀2V lower tools20.320 20.321 20.322Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m20.323 20.324 20.325Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m20.340 20.341 20.342Max Tons:60t/m Max Tons:60t/m Max Tons:60t/m1V下刀1V lower tools20.350/Tx 20.351/TxMax Tons:100t/m Max Tons:100t/mVmm Rmm Smm max t/mT6 6 0.4 14 100T8 8 0.5 14 100T10 10 0.8 18 100T12 12 2.75 18 100T16 16 2.75 24 100T20 20 3 30 100T25 25 3 35 100TR6 6 2.75 14 100TR8 8 2.75 14 100TR10 10 2.75 18 10020.352/TxMax Tons:60t/mVmm Rmm Smm max t/mT6 6 0.5 14 60T8 8 0.8 14 60T10 10 0.8 18 60T12 12 0.8 18 60T16 16 2.75 24 60T20 20 3 30 60T25 25 3 35 60TR6 6 1.5 14 60TR8 8 1.5 14 60TR10 10 2.75 18 60TR12 12 2.75 18 6020.353/Tx 20.354/Tx 20.355/TxVm Rm Sm max t/m Vm Rm Smm max t/m Vm Rm Smm max t/m T6 6 0.8 14 50 T6 6 0.8 14 35 T6 6 0.8 16 20T8 8 1 18 50T8 8 1 16 35T8 8 1 20 20T110 1.2 18 50T10 10 1.2 20 40T10 10 1.2 24 20T112 1.6 24 50T12 12 1.6 22 40T12 12 1.6 26 20T116 2.75 26 50T16 16 3 30 45T220 3 30 50T20 20 3 35 50T225 3 37 50T25 25 3 40 501V下刀1V lower tools20.356/Tx 20.357/TxMax Tons:100t/m Max Tons:100t/mVmm Rmm Smm max t/mT6 6 0.4 14 100T8 8 0.5 14 100T10 10 0.8 18 100T12 12 2.75 18 100T16 16 2.75 24 100T20 20 3 30 100T25 25 3 35 100TR6 6 2.75 14 100TR8 8 2.75 14 100TR10 10 2.75 18 10020.358/TxMax Tons:60t/mVmm Rmm Smm max t/mT6 6 0.5 14 60T8 8 0.8 14 60T10 10 0.8 18 60T12 12 0.8 18 60T16 16 2.75 24 60T20 20 3 30 60T25 25 3 35 60TR6 6 1.5 14 60TR8 8 1.5 14 60TR10 10 2.75 18 60TR12 12 2.75 18 6020.359/Tx 20.360/Tx 20.361/TxVm Rm Sm max t/m Vm Rm Smm max t/m Vm Rm Smm max t/m T6 6 0.8 14 50 T6 6 0.8 14 35 T6 6 0.8 16 20T8 8 1 18 50T8 8 1 16 35T8 8 1 20 20T110 1.2 18 50T10 10 1.2 20 40T10 10 1.2 24 20T112 1.6 24 50T12 12 1.6 22 40T12 12 1.6 26 20T116 2.75 26 50T16 16 3 30 45T220 3 30 50T20 20 3 35 50T225 3 37 50T25 25 3 40 501V下刀1V lower tools20.400 20.401 20.402Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m20.403 20.404 20.410Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m20.411 20.412 20.420Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m1V下刀1V lower tools20.421 20.422 20.430Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m20.431 20.440 20.441Max Tons:100t/m Max Tons:80t/m Max Tons:80t/m 分段方式sectioning of lower tools多V下刀V lower tools20.500 20.501 20.502 20.503 20.504 20.505 20.506 20.507 20.508多V下刀V lower tools20.509 20.510 20.511 20.512 20.513 20.514 20.515 20.516 20.517多V下刀V lower tools20.530 20.531 20.540Max Tons:80t/m Max Tons:80t/m Max Tons:60t/m20.541 20.550 20551Max Tons:100t/m组合凹模Multi-V dies20.560 20.561Max Tons:100t/m Max Tons:100t/m下刀附件Accessories for lower tools20.600 20.601 20.602 20.603 20.604 20.605 20.606 20.607 20.608下刀附件Accessories for lower tools20.609 20.610 20.611 20.612 20.613 20.614 20.615 20.616 20.61740。