各类表面处理存放一览表
表面处理一览表

表面处理
发黑 黒染め 淬火 焼入れ 电镀 メッキ 氧化 アルマイト 喷砂后氧化 ブラスト後 アルマイト 喷漆 塗装 调制 調質 氮化 窒化処理 镀硬铬 クロムメッキ 喷涂亮光漆 特別のペイント塗装 保证精度、耐蚀 精度保証、耐食性 硬度高,耐磨 高高度、耐摩耗性 耐蚀、耐磨性、导电性、反光性及增进美观 耐食性、耐摩耗性、導電性、光沢性、美観 增进美观 美観 增进美观 美観 增进美观、耐蚀 美観、耐食性 得到强度、塑性较好的综合机械性能 中強度、中硬度 增加耐磨性、耐疲劳性、耐蚀性及耐高温的特性 耐摩耗性、耐疲労性、耐食性と耐熱性 表面光洁度好、耐蚀、耐高温、耐磨、硬度高 表面光沢、耐食性、耐熱性、耐摩2 45、Cr12
示例
主轴制动轴,轴,安装在机器内部体积较大的零件,对精度要求高的 零件 スピンドル駆動軸、軸、装置内部大型部品、高精度部品
ASSAB88、45、Cr12、Cr12MOV 治具,切刀,有硬度要求,撞击频率高的零件 ASSAB88、45、Cr12、Cr12MOV ジグ、切刃、高硬度、高衝撃頻度部品 45、SPCC 45、SPCC 2A12、6061 2A12、6061 C型材、铝铸件 Cフレーム、アルミ鋳物 SPCC SPCC 40Cr 40Cr Cr12、45 Cr12、45 Cr12 Cr12 PVC PVC 暴露在空气中,体积较小零件 空中使用小型部品 上料板,强度要求不高,质量轻 フークパレット、低強度、軽量部品 型材、铝铸件,安装在机器外部的零件 フレーム、アルミ鋳物、外観部品 标准机整体外壳、非标机架台侧板、罩壳 標準機全体カバー、標準機以外の架台側板、カバー 线嘴棒 ノズルホルダー 自制滑道 滑り台 导向轴、隔套 シャフト、ブッシュ 滑梯 滑り台
PCB板各表面处理保存及使用条件

本文件为规定化银、OSP、无铅喷锡、化金&金手指、CT的表面处理板在做完表面处理工艺后到包装,PCB真空包装到库存的存储条件及时间,防止由于环境问题及放置时间过长导致表面氧化。
2定义
无
3责任
3.1生产工序负责生产控制。
3.2品质部负责监督。
3.3包装部所有客户返工板,在小包装内放小标签,以便区分.
4程序
4.1各表面处理保存及使用条件:
工序
生产结束——包装
PCB真空包装后库存
化银
储存
条件
1.温度:22±4℃
2.相对湿度:50%~70%
3.无强酸性、无硫、无氯空气环境下。
4.以叠板形式放置,板与板之间隔无硫纸,最外面板需以无硫纸覆盖。
1.温度: ≤25℃
2.相对湿度:40%~65%
3.真空包装(按客户要求放干燥剂)
2.相对湿度:40%~65%
3.真空包装(按客户要求放干燥剂)
4.无强酸性、无硫、无氯空气环境下。
储存
期限
1.储存期限:<24小时
2.要求在1天内完成检查及真空包装。
1.储存期限:真空包装时<3个月
5记录和表格
无
6附录
无
(注:文档可能无法思考全面,请浏览后下载,供参考。可复制、编制,期待你的好评与关注!)
2.要求在1天内完成检查及真空包装。
1.储存期限:真空包装时<6个月
化金&金手指
储存
期限1Leabharlann 温度:<30℃2.相对湿度:<85%
3.无强酸性、无硫、无氯空气环境下。
4.以叠板形式放置,板与板之间隔无硫纸,最外面板需以无硫纸覆盖。
1.温度: ≤25℃
常用表面处理
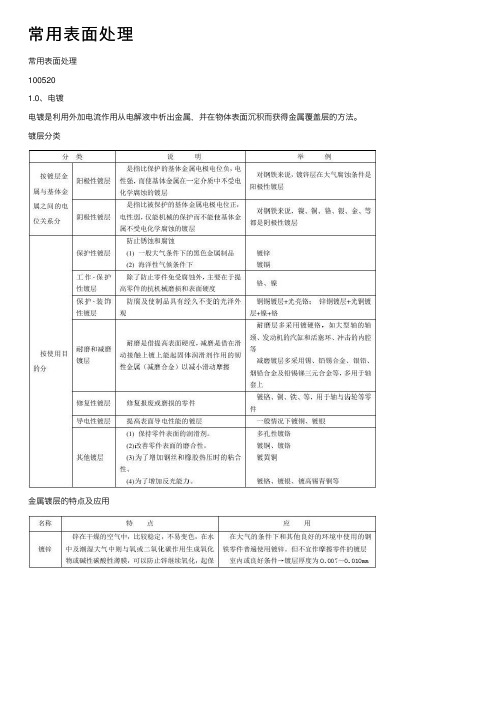
常⽤表⾯处理常⽤表⾯处理1005201.0、电镀电镀是利⽤外加电流作⽤从电解液中析出⾦属,并在物体表⾯沉积⽽获得⾦属覆盖层的⽅法。
镀层分类⾦属镀层的特点及应⽤2.0、化学镀、热浸镀、真空镀膜化学镀、热浸镀、真空镀膜的特点及应⽤离⼦镀TiN、TiC 化合物镀膜3.0、⾦属的氧化处理⾦属的氧化处理的特点及应⽤铝及铝合⾦的氧化与着⾊铝及铝合⾦阳极氧化物的分类、特点和应⽤铝及铝合⾦的着⾊4.0、油漆油漆品种繁多,其性能也各不相同。
正确选择油漆品种,对于涂层质量有着密切的关系。
选择油漆主要应考虑以下⼏个因素:①各种油漆的性能及其⽤途;②涂层的作⽤及其使⽤环境;③施⼯条件的可能性。
例如,没有喷涂设备,就不宜采⽤挥发型油漆;④油漆的成本。
同时,还必须注意配套的问题,即应⽤⼏种油漆共同制得图层的原则,称为“多层异类原则”,以充分发挥各种油漆的优点,相互取长补短,获得⽐较理想的涂层。
按涂层的功能选择不同⾦属⽤底漆的选择不同⽤途对涂料的要求5.0、涂装⽅法涂装⽅法的特点6.0、喷沙、刷光、滚光、磨光和抛光6.1喷砂多利⽤铸件电镀硬铬的镀前处理,⼀些机床零件镀乳⽩铬前的消光处理,或清理焊接件焊缝以保证组合件电镀质量。
总之,喷砂的⽬的是为了除掉⾦属表⾯的⽑刺、氧化⽪以及铸件表⾯上的熔渣等杂质。
喷砂系⽤压缩空⽓流将沙⼦喷在零件表⾯上,利⽤沙⼦的冲击⼒,将零件表⾯的锈垢等除掉。
因此,喷砂除了⼀些精密零件和有特殊要求的零件外,⼀般都可以使⽤。
喷砂特别适于涂装油漆表⾯准备以及电镀、氧化、磷化等表⾯准备⼯序。
喷砂⽤的喷嘴常⽤铸铁和陶瓷材料制成。
经喷砂处理后的零件应及时进⾏表⾯处理,不能及时进⾏表⾯处理的可放于碳酸钠或硝酸钠溶液中保存。
6.2刷光在装有刷光轮⼦的抛光机上进⾏刷光,零⽤弹性很好的⾦属上丝的端⾯侧锋切刮来刷光⾦属表⾯的锈⽪、污垢等,具有基本不会改变零件⼏何形状的特点。
刷光轮常⽤黄铜丝、青铜丝、铜丝等材料制成。
有时为了特殊⽬的,也可选⽤其他材料制成。
表面处理表方法及选择应用

表面处理表示方法及选择应用零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
另外通过表面处理还可以充分发挥材料的潜力和节约能源,降低生产成本。
所以设计者在进行零件、构件设计时应充分合理的选择各种表面处理。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1、金属镀覆和化学处理表面方法用的各种符号1)基体材料表示符号(常用基体材料)材料名称符号铁、钢Fe铜、铜合金Cu铝、铝合金Al锌、锌合金Zn镁、镁合金Mg钛、钛合金Ti塑料PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方法处理方法表示符号:方法名称符号(英文缩写)电镀Ep化学镀Ap电化学处理Et化学处理Ct3)化学和电化学处理名称的表示符号处理名称符号钝化P(不能理解为元素符号磷)氧化O电解着色Ec磷化Ph阳极氧化 A电镀锌铬酸盐处理Ca.电镀锌光亮铬酸盐处理C1Ab.电镀锌彩虹铬酸盐处理C1B (漂白型)常用c.电镀锌彩虹铬酸盐处理C2C (彩虹型)常用d.电镀锌深色铬酸盐处理C2D(符号-C;分级1、2;类型:A.B.C.D)2、金属镀覆和化学、电化学的表示方法(在图纸上的标记)1)金属镀覆表示方法:示例:例1.Fe/Ep.Cu10.Ni15b.Cr0.3mc.(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬0.3μm)例2. Fe/Ep.Zn7.C2C(钢材。
常用表面处理参考
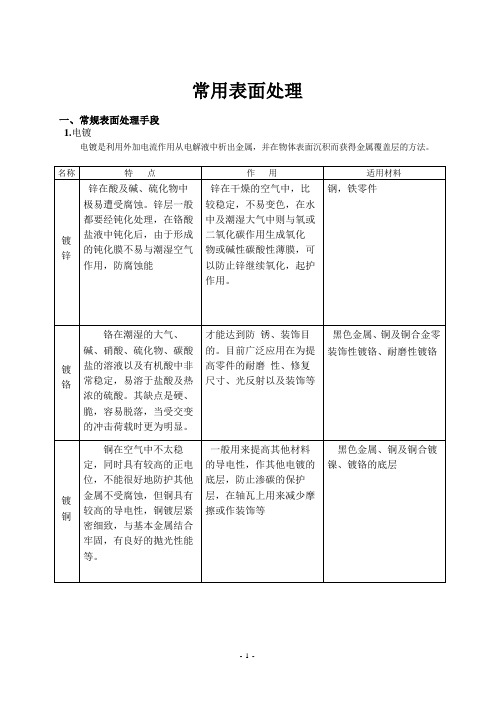
常用表面处理一、常规表面处理手段1.电镀电镀是利用外加电流作用从电解液中析出金属,并在物体表面沉积而获得金属覆盖层的方法。
名称特点作用适用材料镀锌锌在酸及碱、硫化物中极易遭受腐蚀。
锌层一般都要经钝化处理,在铬酸盐液中钝化后,由于形成的钝化膜不易与潮湿空气作用,防腐蚀能锌在干燥的空气中,比较稳定,不易变色,在水中及潮湿大气中则与氧或二氧化碳作用生成氧化物或碱性碳酸性薄膜,可以防止锌继续氧化,起护作用。
钢,铁零件镀铬铬在潮湿的大气、碱、硝酸、硫化物、碳酸盐的溶液以及有机酸中非常稳定,易溶于盐酸及热浓的硫酸。
其缺点是硬、脆,容易脱落,当受交变的冲击荷载时更为明显。
才能达到防锈、装饰目的。
目前广泛应用在为提高零件的耐磨性、修复尺寸、光反射以及装饰等黑色金属、铜及铜合金零装饰性镀铬、耐磨性镀铬镀铜铜在空气中不太稳定,同时具有较高的正电位,不能很好地防护其他金属不受腐蚀,但铜具有较高的导电性,铜镀层紧密细致,与基本金属结合牢固,有良好的抛光性能等。
一般用来提高其他材料的导电性,作其他电镀的底层,防止渗碳的保护层,在轴瓦上用来减少摩擦或作装饰等黑色金属、铜及铜合镀镍、镀铬的底层镀镍镍在大气和碱液中化学稳定性好,不易变色,但易溶于稀硝酸。
在浓硝酸中易钝化,其缺点是有多孔性,为克服这一缺点,可采用多层金属镀层,而镍为中间层。
镍镀层硬度高、易于抛光、有较高的光的反射性并可增加美观耐,具有好的耐腐蚀性能。
可沉积在各种材料的表面上,例如:钢镍基合金、锌基合金、铝合金、玻璃、陶瓷、塑料、半导体等材料镀锡锡具有较高的化学稳定性,在硫酸、硝酸、盐酸的稀溶液不容易溶解,硫化物对锡不起作用,锡在有机酸中也很稳定,其化合物无毒。
广泛用于食品工业的容器上和航空、航海及无线电器材的零件上。
可以用来防止铜导线不受橡胶中硫的作用,以及作为非渗氮表面的保护层铁、铜、铝及其各自的合金上进行镀铜锡合金电镀铜锡合金是在零件上镀铜锡合金后,不必镀镍,而直接镀鉻。
钢材表面处理一览表

Heating in gas
Discharging in reduced pressure gas
In reduced pressure nitrogen gas
high
Local coating
possible
possible
possible
possible
impossible
possible
possible
possible
impossible
possible
possible
Heat curing for hardening base metal
before plating
together with the treatment
Reheating affter treatment or together with the treatment
Reheating affter treatment or together with the treatment
After-process
Center
ditto
ditto
1,2ditto 3,200~500
ditto
ditto
ditto
ditto
ditto
ditto
500~900
300~900
Requirde time
1~5
1~5
1,100~200 2,3,1~8
1~4
4~8
1~2
2~4
0.3~8
表面处理一览表

97 黑色(亮面)carbon look
23 粉體:烤漆亮銀 48 液體:綠YS7612 73 陽極:亮黑
98 透明
24 粉體:烤漆霧銀 49 液體:藍YS964 74 陽極:霧金
99 皮膜
25 粉:黃色\金亨泰EE205T 50 珍珠白YS894
75 陽極:霧藍
A0 其:ED+烤漆銀黑 A1 其:ED+烤漆霧黑 A2 其:ED+烤漆霧銀
AAT 噴漆 透明藍色
U 噴漆 透明 A
V 硝酸黑 A
W 陽極冷灰色 A
X A
噴細沙+陽極亮銀
YA 塑膠黑色-噴光油
Z
AB G41.G42.G43-486塑膠藍<黑/灰> AC 塑膠綠色\文昌JR1000
AD 水度鈦色
AE A
水轉印CARBON顏色
AF carbon披覆水轉印 CL-053L
GA 塑膠:銀灰 色KA-36
H 噴砂+陽極霧黑
AI 噴漆透明紅
AAJ 粉體烤漆霧銀(YS-953) KA 批覆白色 PVC AL 陽極綠(駿淵)JY007 MA 陽極灰(駿淵)JY009 NA 陽極橘(駿淵)JY005 O 陽極霧銀+carbon銀
83 染黑
9 鍍藍鋅
34 粉體:銀灰(新晟) 59 液體:白色
84 磷酸鹽
10 黑鎳
35 P/C Pantone877c CND-1(411)
60 液體:紅YS9032 85 塑膠:黃色
11 ED:亮黑
36 粉:霧黑\金亨泰#EN222T 61 陽極:亮銀
86 塑膠:黑色
12 ED:霧黑
37 粉體:烤漆綠色 62 陽極:霧銀
焊接、钻孔、表面处理要求一览表
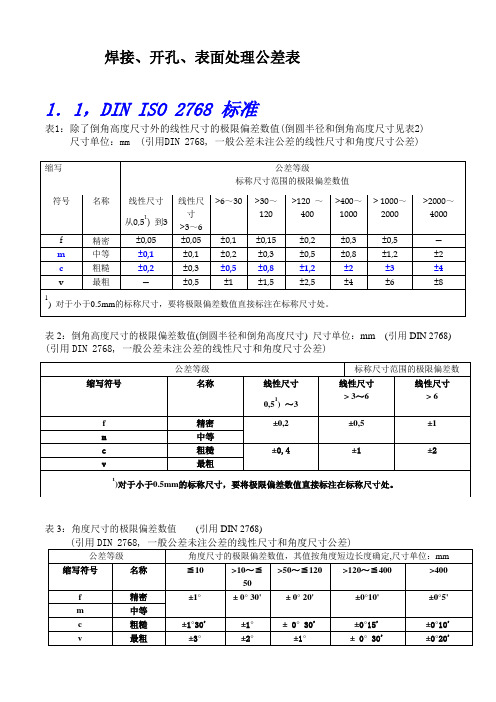
焊接、开孔、表面处理公差表1.1,DIN ISO 2768 标准表1:除了倒角高度尺寸外的线性尺寸的极限偏差数值(倒圆半径和倒角高度尺寸见表2) 尺寸单位:mm (引用DIN 2768, 一般公差未注公差的线性尺寸和角度尺寸公差)表2:倒角高度尺寸的极限偏差数值(倒圆半径和倒角高度尺寸) 尺寸单位:mm (引用DIN 2768) (引用DIN 2768, 一般公差未注公差的线性尺寸和角度尺寸公差)表3:角度尺寸的极限偏差数值(引用DIN 2768)表4:直线度和平面度的一般公差数值单位:mm (引用DIN 2768) (引用DIN 2768, 一般公差未注公差的线性尺寸和角度尺寸公差)表5:对称度的一般公差数值单位:mm表6:摆动的一般公差数值单位:mm1.2,DIN ISO 13715 标准1.3,DIN ISO 13920 标准本欧洲标准规定了焊接结构的线性尺寸和角度尺寸以及几何尺寸的一般公差,并以通常的车间精度为依据,分为4个公差等级。
选择特定公差等级的主要依据,就是须以保证功能要求为前提。
在任何情况下,所使用的公差/极限尺寸就是图纸标注。
为了不必在图纸上对公差/极限尺寸一一进行标注,就可以使用本标准的公差等级。
线性尺寸和角度尺寸以及几何尺寸的一般公差,与在本标准中规定的一样,适用于焊接机、焊接组件等。
对于复杂的组部件,可能要规定特殊条件。
本标准中的规定,是建立在ISO8015独立原则基础之上的。
按此准则,可以相互独立的应用尺寸的极限偏差和几何公差。
包含线性尺寸或角度尺寸或几何尺寸未注公差/未注极限尺寸的生产资料,如果他没有或没有完全指明一般公差,就可以将这些生产资料看作是不完整的。
这一点当然不能用于因时间关系还没有完成的一些中间尺寸。
表1:线性尺寸的极限尺寸表2:角度尺寸的极限尺寸表3:直线度公差,平面度公差和平行度公差1.4,DIN ISO 1101 标准表格1—几何特征的符号表格2---附加符号1.5,DIN ISO 25817 标准表1是缺陷的极限值。
直缝焊管表面处理要求一览表

直缝焊管表面处理要求一览表
本表列出了直缝焊管的表面处理要求,以确保其质量和可靠性。
表面处理类型
1. 碱洗:使用适当的碱性溶液进行清洁,去除焊接过程中产生
的氧化物和杂质,提高焊缝的质量。
2. 酸洗:使用适当的酸性溶液进行清洗,去除焊接过程中产生
的氧化皮和铁锈,提高焊缝的可靠性。
3. 打磨:使用砂轮或研磨工具对焊缝进行抛光和磨光,达到光
滑和平整的表面效果。
4. 镀锌:将焊管表面浸泡在熔融的锌溶液中,形成一层锌镀层,提高焊管的抗腐蚀能力。
表面处理步骤
1. 检查焊管表面是否有明显的氧化皮、铁锈或其他杂质。
2. 如果有明显杂质,首先进行碱洗,使用合适的碱性溶液进行
清洗。
3. 碱洗后,再进行酸洗,使用合适的酸性溶液进行清洗,确保焊缝表面干净无杂质。
4. 如果表面有凹坑、划痕或其他瑕疵,可以进行打磨,使用砂轮或研磨工具进行抛光和磨光。
5. 最后,可以选择将焊管表面镀锌,提高其抗腐蚀能力和使用寿命。
注意事项
1. 在进行表面处理时,应注意使用适当的防护措施,避免溶液溅入眼睛或皮肤。
2. 确保表面处理的步骤和参数符合相关标准和要求。
3. 根据焊管的具体要求和用途,选择合适的表面处理方法和工艺。
4. 在表面处理完成后,应对焊管进行质量检验,确保其符合技术要求。
以上是直缝焊管表面处理要求的一览表,通过正确的表面处理可以提高焊管的质量和可靠性,延长使用寿命。
表面处理及热处理汇总

镀镍+2%特氟龙 喷环氧聚脂(乳白色) 镀镍+环氧聚脂 静电喷漆(黑色)
Ni8~10 Ni8~10 特氟龙无尺 特氟龙无尺 寸变化 寸变化 60~120 60~120
钢件发黑(黑色) 去应力 时效
Ni5~18 Ni5~18 10 喷粉30~80 喷粉30~80 10~12 10~12 60~80 10~12 10~12 60~80 11 12 13 14
10~15 20~25 4 铝硬质阳极氧化(本色) 硬白 30~35 50~55 铁灰色 20~25 5 铝硬质阳极氧化(黑色) 硬黑 30~35 50~55 6 铬酸盐转化膜(本色) 7 铬酸盐转化膜(金色) 8 不锈钢钝化
钝化 铬酸盐
/ / / / / / / /
渗氮深度0.3mm±0.1 HV650~700 渗透层厚度0.5~0.8mm 600~700HV3 渗氮深度0.3mm±0.1 HV650~700 渗碳深度0.6mm HRC43~45 单边增厚-2~0μ m
无尺寸变化 无尺寸变化
10 11 12 13 14 15 16 17 18 19 20 21
镀锌(彩色) 镀锌(黑色) 硬铬 铬白 氮化钛(金黄色) 镀金 特氟龙 硬白+特氟龙
8~12 8~12 10~15 15~20 3~5 0.5~2 0.8~1.2 10 15
8~12 8~12 10~15 15~20 3~5 0.5~2 0.8~1.2 10 15
/
22 静电喷漆(哑光黑色) 23 24 喷粉(黑色)
无尺寸变化
备注:在公司对外报价时可写简称,在工艺及外协单要求写明表面处理类型&膜厚及处理要求.
批准:
表面处理
序号 表面处理类型 简称 膜厚μ m 增厚μ m 序号
家电公司品管部资料各类金属表面处理方法
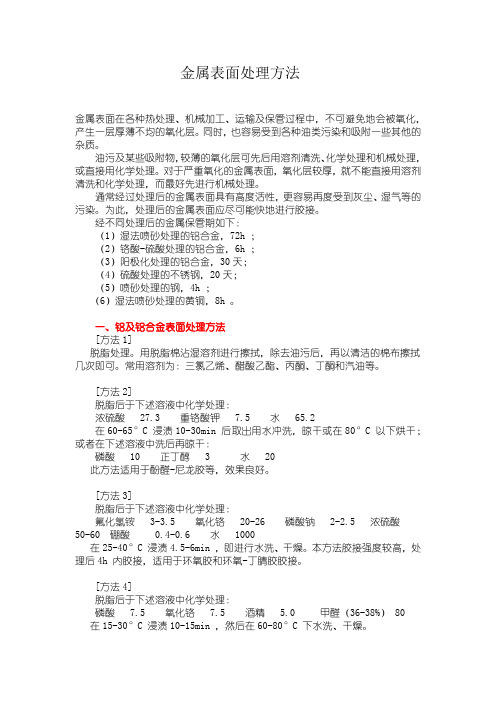
金属表面处理方法金属表面在各种热处理、机械加工、运输及保管过程中,不可避免地会被氧化,产生一层厚薄不均的氧化层。
同时,也容易受到各种油类污染和吸附一些其他的杂质。
油污及某些吸附物,较薄的氧化层可先后用溶剂清洗、化学处理和机械处理,或直接用化学处理。
对于严重氧化的金属表面,氧化层较厚,就不能直接用溶剂清洗和化学处理,而最好先进行机械处理。
通常经过处理后的金属表面具有高度活性,更容易再度受到灰尘、湿气等的污染。
为此,处理后的金属表面应尽可能快地进行胶接。
经不同处理后的金属保管期如下:(1)湿法喷砂处理的铝合金,72h ;(2)铬酸-硫酸处理的铝合金,6h ;(3)阳极化处理的铝合金,30天;(4)硫酸处理的不锈钢,20天;(5)喷砂处理的钢,4h ;(6)湿法喷砂处理的黄铜,8h 。
一、铝及铝合金表面处理方法[方法1]脱脂处理。
用脱脂棉沾湿溶剂进行擦拭,除去油污后,再以清洁的棉布擦拭几次即可。
常用溶剂为:三氯乙烯、醋酸乙酯、丙酮、丁酮和汽油等。
[方法2]脱脂后于下述溶液中化学处理:浓硫酸 27.3重铬酸钾 7.5水65.2在60-65°C 浸渍10-30min 后取出用水冲洗,晾干或在80°C 以下烘干;或者在下述溶液中洗后再晾干:磷酸 10正丁醇 3水20此方法适用于酚醛-尼龙胶等,效果良好。
[方法3]脱脂后于下述溶液中化学处理:氟化氢铵 3-3.5氧化铬20-26磷酸钠 2-2.5 浓硫酸50-60硼酸 0.4-0.6水 1000在25-40°C 浸渍4.5-6min ,即进行水洗、干燥。
本方法胶接强度较高,处理后4h 内胶接,适用于环氧胶和环氧-丁腈胶胶接。
[方法4]脱脂后于下述溶液中化学处理:磷酸7.5氧化铬 7.5酒精 5.0 甲醛(36-38%) 80 在15-30°C 浸渍10-15min ,然后在60-80°C 下水洗、干燥。
[方法5]脱脂后于下述溶液中进行阳极化处理:浓硫酸 22g/l在1-1.5A/dm2 的直流强度下浸渍10-15min ,再在饱和重铬酸钾溶液中,于95-100°C 下浸渍5-20min,然后水洗,干燥。
不同表面处理标准版文档

-1.4x10-7-1.2x10-7
-1.4x10-7
第五页,共9页。
-10
-8
1.0x10-6
0.0
-6
-4
-2
U/V
-1.0x10-6
-2.0x10-6
未处理 氨水处理 45%的KOH溶液煮沸 去胶机 ICP刻蚀 HF:HCl:H2O(1:1:10)
I/
-3.0x10-6 -4.0x10-6 -5.0x10-6 -6.0x10-6 -7.0x10-6
-2.0x10-8
U/V
-4.0x10-8-6.0x10-8
I/A
I/A
452%1的K3O0H-溶K液O煮沸H IC4P刻1蚀30-ICP HF6:-HHClF:H:H2OC(1l:1:10)
-6.0x10-8-8.0x10-8
-8.0x10-8
-1.0x10-7-1.0x10-7
-1.2x10-7
HF:HCl:H2O=(1:1:10),
HF:HCl:H2O(1:1:10)
GaN基Schottky型探测器的I-V曲线,在11.
HF:HCl:H2O(1:1:10)
不同表面(biǎomiàn)处理对照
HF:HCl:H2O(1:1:10)
45%的KOH溶液煮沸5min
HF:HCl:H2O(1:1:10)
第六页,共9页。
U/V
452%1的K3O0H-溶K液O煮沸H IC4P刻1蚀30-ICP HF6:-HHClF:H:H2OC(1l:1:10)
第七页,共9页。
I/A
-2.0x10-8 -4.0x10-8 -6.0x10-8 -8.0x10-8 -1.0x10-7 -1.2x10-7 -1.4x10-7
表面处理标准对照表
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。
常见表面处理讲解

MI流程:…-电测-FQC全检--化锡–FQC检查…
备注:当客户有化白锡要求的时候,在ERP流程单中必须备注清楚。
一般生产流程为:脱脂-->微蚀-->酸洗-->纯水清洗-->有机涂覆-->清洗 过程控制相对其他表明处理工艺较为容易。
MI流程:…-电测-FQC全检-OSP–FQC检查…
注意OSP板,最小生产尺寸3*3”,当出货尺寸小于此要求的时候,需要提出 (飞利浦客户OSP板有HT-OSP 要求,需要注意,用指定的OSP药水)
OSP+ENIG HASL+ GOLD PLATING ENIG + GOLD PLATING
Immersion Tin
厚度规格 0.1-1.0mil 1u“(min)
4-16u” 0.2-0.5um 5u”(min)
同上 同上 同上
0.8-1.2um
备注 (分为垂直和水平喷锡)
厂内用的药水”东硕“ 全板电镀金厂内不做
一般生产流程为:脱酸洗清洁-->微蚀-->预浸-->活化-->化学镀镍-->化学浸金;其过 程中有6个化学槽,涉及到近百种化学品,过程比较复杂。
MI流程:…-字符-化金-成型 … 或者 …防焊-化金-文字…
2021/5/18
4
二.表面概述和流程
化银(Immersion Silver )
浸银工艺介于OSP和化学镀镍/浸金之间,工艺较简单、快速。浸银不是给 PCB穿上厚厚的盔甲,即使暴露在热、湿和污染的环中,仍能提供很好的电性能 和保持良好的可焊性,但会失去光泽。因为银层下面没有镍,浸银不具备化学 镀镍/浸金所有的好的物理强度。
史上最全的表面处理大汇总,10几种表面处理工艺,你都有见过吗?

史上最全的表面处理大汇总,10几种表面处理工艺,你都有见过吗?引言:表面处理即是通过物理或化学的方法在材料表面形成一层具有某种或多种特殊性质的表层。
通过表面处理可以提升产品外观、质感、功能等多个方面的性能。
外观:颜色、图案、logo、光泽\线条(3D、2D);质感:手感、粗糙度、寿命(品质)、流线型等等;功能:硬化、抗指纹、抗划伤;下面就金属、塑料、玻璃的多种表面处理工艺做详尽介绍:表面处理金属一、阳极氧化阳极氧化:主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜。
这层氧化膜具有防护性、装饰性、绝缘性、耐磨性等特殊特性。
工艺流程:单色、渐变色:抛光/喷砂/拉丝→除油→阳极氧化→中和→染色→封孔→烘干双色:①抛光/喷砂/拉丝→除油→遮蔽→阳极氧化1→阳极氧化2 →封孔→烘干②抛光/喷砂/拉丝→除油→阳极氧化1 →镭雕→阳极氧化2 →封孔→烘干技术特点:1、提升强度,2、实现除白色外任何颜色。
3、实现无镍封孔,满足欧、美等国家对无镍的要求。
技术难点及改善关键点:阳极氧化的良率水平关系到最终产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破。
阳极氧化处理相关厂商1、比亚迪2、富士康3、大禹化工4、鸿荣恒铝制品……二、电泳 ( ED-Electrophoresis deposition )电泳:用于不锈钢、铝合金等,可使产品呈现各种颜色,并保持金属光泽,同时增强表面性能,具有较好的防腐性能。
工艺流程:前处理→电泳→烘干技术特点:优点:1、颜色丰富;2、无金属质感,可配合喷砂、抛光、拉丝等;3、液体环境中加工,可实现复杂结构的表面处理;4、工艺成熟、可量产。
缺点:掩盖缺陷能力一般,压铸件做电泳对前处理要求较高。
电泳处理相关厂商1、船南济城科技2、弘昕五金……三、微弧氧化 (MAO)微弧氧化:在电解质溶液中(一般是弱碱性溶液)施加高电压生成陶瓷化表面膜层的过程,该过程是物理放电与电化学氧化协同作用的结果。
涂装部废弃物分类(电脑配件)

分类
废弃物名称
处理方法
可回收废弃物
廢紙
放置在標識有”可回收”的 垃圾桶,由清潔工統一進行分 類,回收
廢金屬(報廢的噴槍,攪拌機),廢棄的
氣管
廢棄的包材,塑料,廢棄的治具
廢手套,砂紙
廢無塵布,無塵衣
一般废弃物
廢抹布(不粘有油漆的或溶劑)
放置在標識有”不可回收” 的垃圾桶,由清潔工清理到指 定地點
生活之垃圾
廢棄的口罩
危险废弃物
廢抹布(粘有油漆或溶劑的)
車間統一集中放置在標識 有”危險廢棄物”的垃圾桶, 等管理部統一交由有資質的 環保公司處理,不可隨便丟棄
廢棄的油漆,油渣
廢含汞燈管,如日光燈,防爆燈
廢機油,齒輪油,黃油
經溶劑回收機回收后之油漆渣
廢棄之活性碳
廢電池,粘有油漆或ຫໍສະໝຸດ 劑的乳膠手套廢化學品容器:膠桶,油漆桶,溶劑桶
交原廠回收
審核:
制表:
保存期限:二年
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化錫資料 內容 錫厚外觀 一般真空包裝 無 是 否 25℃/RH65%以下 ℃ 以下 (六個月 六個月) 六個月 SERA或XRF 或 Sn厚:30U" 厚 需評估 2次 次 最好避免 22℃/RH65%以下 ℃ 以下 視環境, 視環境, 最好3天內完成 最好 天內完成 可
化金資料 內容 金厚,鎳厚 金厚 鎳厚 真空包裝 - 否 有 以下, 26℃以下 ℃以下,65%以下 以下 (一年 一年) 一年 X-RAY AU:2-5U", NI:100U"以上即可 以上即可 可 2次 次 可 26℃以下,6料 內容 銀厚度,漏銅 刮傷, 漏銅,刮傷 銀厚度 漏銅 刮傷 每片隔無硫紙 客戶自備 否 有 溫度<30℃溼度<75%, ℃溼度 溫度 (一年 一年) 一年 X-RAY量測 量測 依客戶要求( 依客戶要求 4-12U") 可 但請特別注意UNDER CUT<1 mil 但請特別注意 2次 次 可 烘烤120℃1小時以內 ℃ 小時以內 烘烤 溫度<30℃溼度<75% 溫度 ℃ 溼度 ( 一年 ) 化銀板儲存建議不超過六個月,拆封後應立 化銀板儲存建議不超過六個月 拆封後應立 即組裝1天內 即組裝 天內 需自備O/S專用模具 可,需自備 需自備 專用模具