道路工程外文文献翻译---沥青混合料的应用、理论和原则
SMA沥青混合料的工程应用
SMA沥青混合料的工程应用摘要:SMA全称沥青马蹄脂碎石沥青混合料,StoneMasic(Matrix)Asphalt的缩写。
在20世纪60年代中期,德国工作者为提高路面的抗滑能力,抵抗轮胎对路面破坏而开发的新技术,能显著提高沥青混凝土的路用性能,特别适用于重交通道路。
本文将详细介绍SMA沥青混合料在工程方面的应用。
关键词:SMA;沥青混合料;路用性能1、SMA性能介绍1.1 SMA组成原理及特点沥青玛蹄脂碎石混合料(SMA)是一种以沥青、矿粉及纤维稳定剂组成的沥青玛蹄脂结合料,填充于间断级配的矿料骨架中,所形成的混合料。
其组成特征主要包括两个方面:①含量较多的粗集料互相嵌锁组成高稳定性(抗变形能力强)的结构骨架;②细集料矿粉、沥青和纤维稳定剂组成的沥青玛蹄脂将骨架胶结一起,并填充骨架空隙,使混合料有较好的柔性及耐久性。
沥青马蹄脂是由沥青、粗集料、矿粉、纤维及少量的细集料组成的混合物。
SMA路面是按照内摩擦角最大的原则配置间断级配的粗集料。
使其形成相互嵌挤锁结的骨架,然后用足量的沥青马蹄脂(细集料、矿粉、沥青和纤维稳定剂组成)填充其骨架空隙的一种路面结构。
1.2 SMA构成组织SMA的结构组成可概括为“三多一少,即:粗集料多、矿粉多、沥青多、细集料少”。
①5mm以上的粗集料,用量高达70%~80%;②矿粉填充用量达8%~13%;③沥青结合料用量多,高达5.0%~7.0%,粘结性要求高,并希望选用针入度小、软化点高、温度稳定性好的沥青(最好采用改性沥青);④细集料,尽量很少使用细集料;⑤纤维稳定剂占混合料0.3%~0.4%,用来吸附沥青1.3强度形成机理1.3.1高温稳定性SMA高温稳定性主要取决于内摩擦角φ值,φ值主要取决于矿质骨料的尺寸均匀度,颗粒形状及表面粗糙程度。
SMA作为一种间断级混合料,4.75mm~9.5mm之间的粗集料占粗集料总量的40%左右,远高于普通密集配混合料,且矿质颗粒粗大,均匀,同时SMA对集料的针片状含量、洛杉矶磨耗损失有着严格的要求。
关于路面实验的 外国文献
Assessment of the effect of mineral filler on asphalt–aggregate interfaces based on thermodynamic propertiesAllex E.Alvarez a ,⇑,Evelyn Ovalles a ,Silvia Caro ba Department of Civil Engineering,University of Magdalena,Santa Marta,ColombiabDepartment of Civil and Environmental Engineering,University of Los Andes,Bogotá,Colombiaa r t i c l e i n f o Article history:Received 26May 2011Received in revised form 13August 2011Accepted 16August 2011Available online 27November 2011Keywords:Mineral fillerSurface free energy (SFE)AdhesionWork of adhesion Moisture damage WettabilityHot mix asphalt (HMA)Pavementsa b s t r a c tThe material properties of hot mix asphalt (HMA)are modified by the amount and properties of the min-eral filler (or filler)incorporated in the HMA.This paper focuses on the analysis of the filler effect on asphalt–aggregate interfaces of HMA based on thermodynamic properties (i.e.,measurements of surface free energy,SFE,performed on asphalts,mastics (asphalt–filler combinations),and aggregates).Seven asphalts,three different mineral fillers added at different proportions,and six aggregates were assessed.The analysis was conducted in terms of energy parameters computed by using the SFE components of the materials evaluated.Corresponding results suggest that the inclusion of filler in the asphalt led to changes in the resistance to both fracture and moisture damage of the mastic–aggregate systems,and the wettability of the mastic over the aggregate as evaluated in terms of the energy parameters.Since these particular effects are not comprehensively captured based on conventional tests currently used for filler characterization—which mainly evaluate particle size,presence of harmful fines,and morpho-logical properties,the HMA mix design can benefit from characterization of fillers and mastics in terms of the SFE and subsequent computation of the energy parameters included in this study.Ó2011Elsevier Ltd.All rights reserved.1.IntroductionAccording to ASTM [1],the mineral filler (or filler)should con-sist of ‘‘finely divided mineral matter’’(e.g.,rock dust),dry enough to flow,and free from agglomerations.Corresponding filler grada-tions (i.e.,passing 100%the No 30–600l m sieve)are also specified [1].In addition,as discussed by Anderson [2],from the perspective of ‘‘filling’’the asphalt binder (or asphalt),the filler corresponds to the fraction of particles smaller than 50–75l m.The actual filler’s maximum size—within this range—depends on both the hot mix asphalt (HMA)and filler characteristics and would define the frac-tion of this phase that can be suspended in the asphalt without reaching ‘‘stone-on-stone’’contact.For practical applications,the filler is often referred as material finer than 75l m [2].This crite-rion was followed in this study to define the mineral filler.Several fillers have been typically used in HMA including natu-ral fillers (i.e.,mineral dust)as well as imported fillers (i.e.,Port-land cement,lime,fly ash,and slag)[3].The mineral dust is mostly obtained from the screening and crushing of aggregates and should correspond to inert material to avoid deleterious effects on the HMA.This research focused on this type of fillers.In addi-tion,selection and addition of mineral dust is conventionally con-ducted by applying a combination of the following tests:particle size analysis (ASTM D546),sand equivalent (ASTM D2419),liquid-and plastic-limit (ASTM D4318),methylene blue index of clay (ASTM C837),Rigden voids (BS 812),Rigden voids-Penn State mod-ified,and German Filler test [4].These tests can allow identification of the particle size distribution,presence of harmful fines (e.g.,ac-tive clay or organic content),and indirect assessment of morpho-logical properties,including shape,angularity,and texture of the filler.However,it can be expected that the quality and response of the aggregate–mastic (i.e.,asphalt with filler particles)system in the HMA depends not only on the physical properties of the filler (e.g.,gradation and surface properties),but also on its chemical and thermodynamic properties [5].As indicated by Roberts et al.[3],the mineral filler is used in HMA to:(i)meet aggregate gradation specifications,(ii)reduce the optimum asphalt content by filling voids in the granular skele-ton,(iii)increase mixture stability and (iv)enhance ‘‘bond’’of the aggregate–asphalt system.More recently,Prowell et al.[6]summa-rized that the addition of filler to HMA can be associated with the following main effects:(i)stiffen the asphalt,(ii)extend the asphalt—increase the asphalt volume in the HMA,or (iii)simulta-neously extend and stiffen the asphalt.Consequently,the inclusion of filler can significantly modify the material properties of both the asphalt and HMA [3,7–11].Research conducted in this direction in-cludes measurements of indirect tensile strength,toughness index,asphalt pavement analyzer rut depth [7],Marshall stability,retained strength [11],stiffness [8],fracture energy density,and0950-0618/$-see front matter Ó2011Elsevier Ltd.All rights reserved.doi:10.1016/j.conbuildmat.2011.08.089Corresponding author.Tel./fax:+5754301292.E-mail address:allexalvarez@ (A.E.Alvarez).dissipated creep strain energy to failure[12].Several other studies have concentrated on quantifying the effect offillers on the mechanical performance of HMA,in terms of its fatigue cracking and permanent deformation resistance[2,4]as well as its suscepti-bility to moisture damage[4,6,13–15].Results from these works suggest that proper selection of thefiller is of paramount impor-tance to optimize both the performance and response of HMA.As summarized by Roberts et al.[3],previous research con-ducted in the1970’s already highlighted that the response of dif-ferent material combinations for HMA can vary due to the existence of some interaction between the asphalt and the miner-alogy of naturalfillers.In this study,it is hypothesized that,in addition to the physical properties,the surface free energy(SFE) (a fundamental thermodynamic property)of neat asphalts(or as-phalt),fillers,and aggregates included in the HMA have an effect on the response of systems formed by combinations of these mate-rials.The SFE is also related to the chemical composition of as-phalts[16],fillers and aggregates[5,17].In addition,the SFE can be used to compute both the physical adhesion of asphalt–aggregate systems and the loss of this physical adhesion due to the presence of water(i.e.,debonding)at the as-phalt–aggregate interface.As discussed by Bhasin[18],physical adhesion is probably the adhesion component(over the chemical interactions and mechanical interlocking)that predominantly con-tributes to the overall adhesion of the asphalt–aggregate systems. Although large differences in SFE and physical adhesion have been previously reported,respectively,for aggregates of different miner-alogy[17]and for different aggregate–asphalt combinations[18], at present,however,there is limited information available on the evaluation of fundamental material properties applied to quantita-tively assess the physical adhesion of aggregate–mastic systems and its influence on the HMA performance.Since a better understanding of the physical adhesion of mas-tic–aggregate systems is required to better select combinations of these materials that maximize the performance of HMA,this pa-per assesses the effect of thefiller on asphalt–aggregate interfaces of HMA based on measurements of SFE and computation of energy parameters using the SFE components values.The objectives of this study as well as the working methodology and materials and methods sections,arefirst introduced.Then,a section on the SFE and energy parameters used for assessing the mineralfiller effect is included,followed by results and analysis of thefiller effect.Con-clusions and recommendations complete the paper.2.Objective and methodologyThe objective of this study focused on assessing the mineralfil-ler effect,added at different proportions to the asphalt,on asphalt–aggregate interfaces based on SFE measurements and computation of energy parameters.Achievement of this objective required the following main tasks:Laboratory testing to measure the SFE of aggregates,asphalts, and asphalt mastics(i.e.,combination of asphalt andfiller).Computation of SFE components as well as energy parameters to quantitatively analyze the effect of the mineralfiller on the physical adhesion and wettability of asphalt–aggregate sys-tems.As subsequently described,these energy parameters included:work of adhesion in both dry-and wet-condition,A1 and A2indexes,energy ratio,and spreading coefficient.3.Materials and methodsTable1summarizes the materials used in this research work.Two asphalt groups were tested for SFE,namely unmodified-and modified-asphalts.The unmodified asphalts were produced at the Colombian refineries of Barrancabermeja (80–1001/10mm penetration asphalt)and Apiay(60–701/10mm penetration as-phalt).The modified asphalts were sampled after being industrially prepared by using different neat asphalts and addition of polymers(i.e.,elastomers),and they are named as type I,II,III,and V modified asphalts,according to material specifica-tions in Colombia[19].Thefillers(i.e.,material passing the200sieve—75l m)included in this study corresponded to mineral dust obtained from the screening and crushing of aggre-gates of different mineralogical composition(i.e.,sandstone,basalt,and limestone). The mastics were prepared by addingfiller to the asphalt at two ratios offiller to asphalt by volume(i.e.,0.6and1.2,identified in the Table1as50%and100%, respectively).The maximumfiller to asphalt ratio used(1.2)corresponded to the upper threshold defined by Anderson[2]for the addition of mineralfiller in dense-graded HMA and was,therefore,arbitrary identified as100%addition.Thefil-ler to asphalt ratio for preparation of the mastics fabricated with all the unmodified asphalts was0.6(i.e.,50%).Six aggregates(Table1)of different mineralogical composition were used to as-sess possible asphalt–aggregate and mastic–aggregate combinations.These aggre-gates are used in actual fabrication of HMA and were characterized in terms of SFE as part of previous studies[5,20].3.1.Surface free energy(SFE)and indexes used for assessment of the mineralfiller effectThe SFE is defined as the amount of energy required to create a new surface unit in a given material under vacuum[21].According to the Good-Van Oss-Chaudhury theory,the SFE of a material can be decomposed in:(i)a monopolar basic compo-nent,CÀ,(ii)a monopolar acid component,C+,and(iii)a non-polar component,C LW [18].In this study,the SFE components of the asphalts and asphalt mastics were mea-sured by means of the Wilhelmy plate method,in accordance with the procedure suggested by Hefer et al.[22].Based on the recommendations provided by these authors for the selection of probe liquids appropriate for asphalt testing—substanti-ated on analysis of the condition number,the following liquids were selected in this research:distilled water,glycerol,formamide,ethylene glycol,and methylene iodide(diiodomethane).Thesefive probe liquids were used in the laboratory to im-prove the reliability of the measurements,since only three liquids are required for the SFE computation.In addition,final selection of the probe liquids included in the SFE computation(i.e.,based on advancing contact angles measured for each probe liquid)was conducted based on the analysis of the C L cos h versus C L plot, where C L is the total SFE of the probe liquid and h is the dynamic contact angle be-tween the asphalt and the liquid.As recommended by Hefer et al.[22]a probe liquid that deviates from a smooth curve plot of C L cos h versus C L,should not be included in the SFE calculation.A minimum of four replicate specimens were used in the laboratory to measure the contact angles with each probe liquid.The coefficient of variation for these replicate measurements was smaller than3.87%in all cases.The SFE components of the aggregates were determined by using the Universal Sorption Device in accordance with the procedure discussed by Bhasin and Little [23].Three probe vapors(i.e.,water,n hexane,and methyl propyl ketone)were used in the corresponding testing.Details on these equipment and the corresponding testing procedures can be found in previous work[5,21,23].Based on the SFE components values,different energy parameters were com-puted in this study to assess the resistance to fracture(i.e.,work of adhesion in dry condition)and the moisture damage susceptibility(i.e.,work of adhesion in wet condition and energy ratio index)of the asphalt–aggregate(interfaces)systems as well as the mastic–aggregate(interfaces)systems.In addition,specific indexes (A1and A2)were included to quantify the change in the work of adhesion in dry-and wet-condition of asphalt–aggregate systems when thefiller is added into the system.The wettability of the asphalt and mastic over the aggregate was also quan-titatively assessed in terms of the spreading coefficient.Selection of these energy parameters was based on previous research that proved good correlation between the work of adhesion and energy ratio index and the laboratory-andfield-perfor-mance of HMA[24–26].Details on the computation of these energy parameters are subsequently indicated and additional discussion on their physical meaning is integrated in the context of the analysis of results.Adhesion can be defined as the interfacial strength between the aggregate and asphalt[17].The work of adhesion—a quantitative index of physical adhesion—is defined as the amount of energy that should be supplied to propagate an existent crack at the interface of two materials(e.g.,asphalt–aggregate interface)creating two new surfaces of unit area[25].The work of adhesion in dry condition(i.e.,with-out water at the materials’interface)for an asphalt–aggregate system,W dryAS,and inwet condition(i.e.,with presence of water at the materials’interface),W wetWAS,can be computed based on the Eqs.(1)and(2),respectively.W dryAS¼c AS¼2ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiC LWAC LWSqþ2ffiffiffiffiffiffiffiffiffiffiffiffiffiCþACÀSqþ2ffiffiffiffiffiffiffiffiffiffiffiffiffiCÀACþSqð1ÞW wetWAS¼c AWþc SWÀc ASð2Þwhere the subscripts A,S,and W represent the asphalt,aggregate,and water,respec-tively.The computation of the c AW and c SW components(Eq.(2))can be conducted based on Eq.(1)by applying the corresponding SFE components of asphalt,aggre-gate,and water.600 A.E.Alvarez et al./Construction and Building Materials28(2012)599–606Based on the computations of work of adhesion in dry-and wet-condition,the effect of the mineralfiller was computed in terms of the following indexes:A1¼W dryFSÀW dryASW dryASÂ100ð%Þð3ÞA2¼W wetASÀW wetFSW wetASÂ100ð%Þð4ÞIn these computations the subscript A represents the neat asphalt,and F represents the asphalt–filler(i.e.,mastic)tested to determine the SFE components.Therefore, W dryFSis the work of adhesion in dry condition computed based on the SFE of the mas-tic and a particular aggregate,W dryASis the work of adhesion in dry condition com-puted based on the SFE of the neat asphalt and a particular aggregate,W wetASis the work of adhesion in wet condition computed based on the SFE of the neat asphaltand a particular aggregate,and W wetFSis the work of adhesion in wet condition com-puted based on the SFE of the mastic and a particular aggregate.Positive values of the A1index indicate a favorable effect of thefiller addition in terms of the quality of adhesion for the mastic–aggregate system.The A2index evaluates thefiller effect on the moisture susceptibility of the asphalt–aggregate system by quantifying the proportion of change in the work of adhesion,respect to the work of adhesion of the neat asphalt–aggregate system,due to thefiller addition.The energy ratio(ER)index,defined as the ratio between the work of adhesion in dry condition and the work of adhesion in wet condition(Eq.(5)),was used to identify material combinations that produce systems with appropriate adhesion characteristics and reduced susceptibility to develop debonding processes under the presence of water.ER¼W dryASW wetWASð5ÞFinally,the spreading coefficient(SC),a quantitative measure of the wettability of the asphalt(A)over the aggregate(S),was calculated as indicated in previous re-search[27]:SC¼W dryASÀW AAð6Þwhere,W AA is the work of cohesion of the asphalt(or the mastic),which is computed by replacing twice in Eq.(1)the SFE components of the asphalt for an asphalt–as-phalt interface.As discussed by Kim[17],the SFE,physical adhesion,and wettability concepts, as the ones just described,have been only recently applied for improving the char-acterization of paving materials and constitute an alternative,fundamental ap-proach,for optimizing HMA.For example,Bhasin et al.analyzed both the effect of different modification processes on the work of adhesion of different asphalts [24]and moisture sensitivity of paving materials[28].In addition,Wasiuddin et al.[27]characterized warm mix asphalt additives based on SFE concepts.4.Results and analysisThis section presents the results and analysis of the evaluation of the mineralfiller effect on asphalt–aggregate interfaces based on thermodynamic properties(i.e.,SFE)and subsequent computation of energy ly,the results are expressed in terms of:(i)resistance to fracture:work of adhesion in dry condition and A1index,(ii)moisture damage susceptibility:work of adhesion in wet condition,A2index,and energy ratio index,and(iii)wetta-bility of the asphalt over the aggregate:spreading coefficient.Cor-responding results are presented for both unmodified and modified asphalts combined with aggregate of diverse geological origin and mineralogy.Overall,the analysis of the SFE measurements indicated that the addition of mineralfillers to unmodified-and modified-asphalts had an important effect in modifying both the SFE components and the total SFE values of the generated mastic,as compared to those of the neat asphalt.Ultimately,these modifications in SFE led to the changes in the energy parameters as subsequently dis-cussed.A detailed analysis of thefiller effect was not pursued in terms of the individual SFE components,since previous published literature[17]pointed out the limitations of comparing the magni-tudes of the base or acid SFE components(CÀand C+,respectively), since they are computed based on a relative scale of acid-base components.Additional research is still required,however,to ex-plore at a more detailed scale(e.g.,including the chemical and/or mineralogical composition and interaction of the basic constitu-ents)the reasons explaining the observed SFE modifications and the material responses here discussed.4.1.Resistance to fracture:work of adhesion in dry condition and A1 indexFig.1shows indicative values of work of adhesion in dry condi-tion computed for modified asphalt–aggregate combinations as well as mastic(i.e.,modified asphalt andfiller)-aggregate combina-tions.These data exemplified the tendencies obtained for both modified and unmodified asphalts.High values of work of adhesion in dry condition provide indication of asphalt–aggregate interfaces with high resistance to fracture—and longer expected fatigue life—as compared to those systems that develop reduced work of adhe-sion values.Evaluation of Fig.1data suggests that the range of work of adhesion values associated with the change of aggregate type can be of the same order of magnitude that the range of work of adhe-sion values induced by the addition offiller(i.e.,range of differ-ences in the work of adhesion values computed for corresponding asphalt–aggregate and mastic–aggregate systems). For example,the range of work of adhesion values for the I M as-phalt due to the change of aggregate is60.7erg/cm2,and the range of differences in work of adhesion values between the IM-aggre-gate and I M+F2–100%-aggregate systems is31.1erg/cm2.A sim-ilar comparison based on the V M asphalt and the V M+F2–100% mastic lead to range values of126.9erg/cm2for the aggregate ef-fect and98.2erg/cm2for thefiller addition effect.The effect of thefiller addition on the work of adhesion of as-phalt–aggregate systems can be better evaluated based on the A1 (dry condition)and A2(wet condition)indexes.Figs.2and3pres-ent,respectively,the A1index values related to unmodified-and modified-asphalts.Positive values of the A1index(Eq.(3))indicate a favorable effect of thefiller addition in terms of the quality ofTable1Assessed material combinations.Neat asphalts Fillers and proportion added AggregatesUnmodified I:Apiay-2007F1–50%Limestone I:Texas,USAII:Barrancabermeja-2007F1–50%Granite:Oklahoma,USAIII:Barrancabermeja-2009F1–50%Quartzite:Arkansas,USAF2–50%F3–50%Modified(M)I M:Modified asphalt type I F2–100%Sandstone:Oklahoma,USAII M:Modified asphalt type II F2–100%III M:Modified asphalt type III F2–50%Limestone II:Ohio,USAF2–100%V M:Modified asphalt type V F2–50%Gravel(Basalt):Risaralda,ColombiaF2–100%F1:Sandstone;F2:Basalt;F3:Limestone.A.E.Alvarez et al./Construction and Building Materials28(2012)599–606601adhesion for the mastic–aggregate system,since the work of adhe-sion is higher for the mastic–aggregate system than for the neat as-phalt–aggregate system evaluated.The coefficient magnitude quantifies the proportion of change in the work of adhesion,re-spect to the work of adhesion of the neat asphalt–aggregate sys-tem,due to the addition of thefiller.Therefore,data in Figs.2and3provide detailed evidence about the magnitude of modification,in either a positive or a negative way,in the values of work of adhesion in dry condition induced by the addition offiller to the asphalts evaluated.Some mastic–aggregate combinations(e.g.,those based on the I+F1mastic—Fig.2—and the I M+F2–100%mastic—Fig.3—)led to positive re-sults expressed in terms of higher work of adhesion values than those obtained for the corresponding neat asphalt–aggregate com-binations.This increase in adhesion due to the addition offiller was close to20%for these materials.However,the addition of the same filler(F1)to the III asphalt systematically decreased,in a range of 20–50%,the work of adhesion values evaluated with all the aggre-gates(Fig.2).Mixed results were obtained for the II+F1mastic–aggregate combinations,since the combination with limestone re-sulted in a smaller work of adhesion value,whereas the combina-tion with all other aggregates generated the increment of the work of adhesion values.Although previous literature[3]indicates that thefiller can be used in HMA to enhance‘‘bond’’of the aggre-gate–asphalt system,the results previously discussed indicate that proper material selection—for example,based on the herein energy parameters discussed—is required to ensure the pursued enhance-ment.These results also suggest that some of the differences re-ported in the literature[7–10,15]for the response of HMA fabricated with differentfillers could be explained by thefiller ef-fect on the adhesion properties between the constitutive phases of the mixture.As shown in the Fig.3,the amount offiller added to the modi-fied asphalt also had a variable effect on the work of adhesion in dry condition values obtained for the mastic–aggregate combina-tions.This conclusion is exemplified by the opposite tendencies obtained for the III M+F2and V M+F2asphalts mixed withfiller at proportions of50and100%.Based on the data shown in the Figs.1and3,and except for the mastic–limestone I combination, in thefirst case(III M+F2)the increment in thefiller proportion led to increase the work of adhesion values,while the same incre-ment in thefiller proportion led to a decrease in the work of adhe-sion in the second case(V M+F2).Comparisons of energy indexes calculated for mastics prepared with differentfillers added atthe602 A.E.Alvarez et al./Construction and Building Materials28(2012)599–606two proportions tested were not attempted,since differences in the filler gradation limited these comparisons.As expected,comparison of the data shown in Figs.2and 3sug-gests that the type of asphalt (i.e.,unmodified as compared to modified)has an important effect on the work of adhesion ob-tained when combined with the filler and aggregate.For the mate-rials assessed,higher changes in the work of adhesion values were obtained for the unmodified asphalts as compared to those of the modified asphalts.Additional interaction between the filler and the polymer included in the modified asphalts can occur,leading to the reported differences in the work of adhesion of the different combinations.Additional research is required to further analyze this particular aspect.In addition,significant variability was ob-served in the work of adhesion in dry condition values associated with the II and III asphalts,which were obtained from the Barra-ncabermeja refinery,in 2007and 2009,respectively.The results shown in the Fig.2suggests that both binders behave as if they were different asphalts.This might be explained by the fact that this refinery blends different crude oils in the distillation process,and the proportion of the individual crudes in those blends changes regularly,producing asphalts with different chemical composition and rheological and thermodynamic properties.As discussed in previous literature [17],both the fracture (i.e.,fatigue damage)and healing of HMA are related to the SFE charac-teristics of the asphalt–aggregate system.Therefore,additional re-search should be conducted to assess the modification induced by the addition of mineral filler on the healing properties of the HMA.However,based on the analysis of the fracture resistance of the as-phalt–aggregate interfaces evaluated in terms of the work of adhe-sion,modifications in the healing properties of the HMA can also be expected after the addition of mineral filler.4.2.Moisture damage susceptibility:work of adhesion in wet condition,A 2index,and energy ratio indexResults of work of adhesion in wet condition (i.e.,with the pres-ence of water at the materials’interface)computed for both mod-ified asphalt–aggregate combinations and mastic (i.e.,modified asphalt and filler)-aggregate combinations are shown in Fig.4.The negative values consistently obtained denote that there exists a thermodynamic potential for the water to disrupt the asphalt–aggregate interface of these systems.In other words,these values exemplify the fact that no external energy is required to be added into the system in order to separate the asphalt–aggregate inter-face due to the natural preference of the aggregates to be covered by water instead of asphalt.In addition,small absolute values of work of adhesion in wet condition are associated with asphalt–aggregate systems with reduced susceptibility to moisture damage [18],which allows a relative comparison of the systems assessed with and without the addition of filler.Thus,data presented in the Fig.4suggest that the addition of filler can affect the resistance to moisture damage of asphalt–aggregate interfaces.For some systems (e.g.,I M asphalt and filler 2[F2])the filler effect can be minimum,but important magnitudes of change were also obtained,as in the case of the V M asphalt and filler 2(e.g.,up to 169%for the sandstone).The A 2index values related to unmodified-and modified-as-phalts are shown in Figs.5and 6,respectively.The A 2index (Eq.(4))evaluates the filler effect on the moisture susceptibility of the asphalt–aggregate system by quantifying the proportion of change in the work of adhesion,respect to the work of adhesion of the neat asphalt–aggregate system,due to the filler addition.Po-sitive values of the A 2index are indicative of the positive effect of the filler addition into the system,since its addition generates low-er absolute values of work of adhesion in wet condition,which im-plies less thermodynamic potential for the water to disrupt the asphalt–aggregate interface.The results shown in the Figs.5and 6suggest that the addition of filler affects the susceptibility to moisture damage of the mas-tic–aggregate systems in variable proportions for different material combinations.As previously discussed for the changes in the work of adhesion in dry condition,changes in the A 2index suggest that the addition of a specific filler type can improve the resistance to moisture damage (e.g.,I +F1system)and,in other cases,increase the susceptibility to moisture damage (e.g.,III +F1system)of the mastic–aggregate systems.These results demonstrate that fillers can have an important effect in increasing or reducing the resis-tance of mastic–aggregate systems to moisture damage.Since moisture damage in asphalt mixtures is considered to be one of the main causes of early deterioration of flexible pavements [29],it can be concluded that fillers play an important role in the dura-bility characteristics of asphalt courses.The amount of filler added to the asphalt also had a variable ef-fect on the work of adhesion in wet condition values obtained for the mastic–aggregate combinations.This conclusion,which is coincident with that previously stated for the work of adhesion in dry condition,is exemplified by the values of the A 2index com-puted for the III M +F2mastic with filler at 50and 100%.In addi-tion,comparison of the data included in the Figs.5and 6suggests that the presence of water at the mastic–aggregate interface can lead to different thermodynamic potential for debonding when analyzing unmodified-or modified-asphalts.In terms of the ER index,Fig.7shows the values calculated for the asphalt–aggregate and mastic–aggregate combinations.Unmodified asphalts were included in this evaluation.Similar data are shown in Fig.8for the modified asphalts,computed based on the data included in the Figs.1and 2.The ER index can be used to efficiently identify material combinations that produce systems with high adhesion characteristics (i.e.,high values of work of adhesion in dry condition)and low susceptibility to develop deb-onding processes under the presence of water (i.e.,low absolute values of work of adhesion in wet condition)(Eq.(5)).For asphalt mixtures,high values of the ER index are,therefore,desirable in or-der to promote resistance to fracture and durability of thematerialA.E.Alvarez et al./Construction and Building Materials 28(2012)599–606603。
道路工程外文翻译

The Early Days of SUEThe value of SUE became apparent to highway engineers when an engineering company in ManassasPark, VA, introduced the practice in 1982.The company combined two relatively new technologies- surface geophysic(s 近地表地球物理)and air/vacuum excavatio(n 真空开挖)-to gather data (收集数据)on the exact locati on of subsurface utilities early in the development of projects.1982 年马纳萨斯帕克一家工程公司将地下实用工程引入到公路建设项目后,地下实用工程对公路工程项目的价值开始凸显。
此工程公司结合近地表地球物理和真空预压开挖两种相对较新的科学技术来收集早期已建设项目中地下公用设备的准确位置。
One year later, the tran sportati on departme nt in n earb(在…附近)Fairfax County (费尔法克斯县),VA (维吉尼亚州),beame the first government agency (代理,中介;代理处,经销处)to use SUE on highway projects. In 1985 the Virginia (弗吉尼亚州)Department of Transportation (VDOT) became the first State agency (州政府机构)to use it.此一年之后,维吉尼亚州费尔法克斯县交通部正式成为第一家将地下实用工程运用到公路项目中的政府机构,而1985 年,弗吉尼亚州交通部也正式成为第一家应用地下实用工程的州政府机构。
道路路桥工程中英文对照外文翻译文献
道路路桥工程中英文对照外文翻译文献Asphalt Mixtures: ns。
Theory。
and Principles1.nsXXX industry。
XXX。
The most common n of asphalt is in the n of XXX "flexible" XXX them from those made with Portland cement。
XXX2.XXXXXX the use of aggregates。
XXX。
sand。
or gravel。
and a binder。
XXX for the pavement。
XXX。
The quality of the asphalt XXX to the performance of the pavement。
as it must be able to XXX。
3.PrinciplesXXX。
with each layer XXX layers typically include a subgrade。
a sub-base。
a base course。
and a surface course。
The subgrade is the natural soil or rock upon which the pavement is built。
while the sub-base and base courses provide nal support for the pavement。
The surface course is the layer that comes into direct contact with traffic and is XXX。
In n。
the use of XXX.The n of flexible pavement can be subdivided into high and low types。
沥青混合料在市政道路施工中的应用
沥青混合料在市政道路施工中的应用沥青混合料是一种常用的路面材料,广泛应用于市政道路的施工中。
下面将从沥青混合料在道路施工中的特点、施工过程、施工技术和质量控制等方面进行介绍。
沥青混合料是由矿料、沥青和填料按一定比例混合而成的材料,其特点有以下几点:1. 抗水性强:沥青能够有效阻止水分进入路面结构,提高道路的耐久性和抗水性能。
2. 粘接性好:沥青能够与矿料牢固粘结,形成坚固的路面结构,提高道路的承载能力和抗车辙性能。
3. 耐久性高:沥青混合料能够长期抵御日晒、雨淋和车辆磨损等外界环境的侵蚀,保持道路的平整和良好的行车性能。
1. 矿料的加工:首先对石料进行粉碎、筛分和洗涤等加工,使其满足规定的质量要求。
可以根据道路使用的需要,调整石料的粒径分布。
2. 沥青的加热:将固态的沥青加热至液态,以便与石料充分混合。
3. 矿料和沥青的混合:将加热后的沥青均匀地混入矿料中,通过搅拌机或搅拌车进行混合,形成沥青混合料。
4. 铺设与压实:将混合料均匀地铺在道路基层上,并通过压路机等设备进行压实,使混合料与基层紧密结合。
5. 边缘处理:对混合料的边缘进行修整和加固,以确保道路边缘的平整和稳固。
沥青混合料的施工技术主要包括以下几个方面:1. 温度控制:在施工过程中,需要控制沥青和矿料的温度,保持其在一定的温度范围内,以确保混合料的质量和施工效果。
2. 压实控制:在压实过程中,需要控制压路机的振动频率和行驶速度,以及施工人员的安排和指导,保证混合料能够得到充分的压实和牢固的压实。
3. 现场管理:要加强对施工现场的管理,包括施工设备和工具的管理、施工人员的培训和安全保护措施的落实等,确保施工过程安全、顺利进行。
1. 原材料检测:对沥青、矿料和填料等原材料进行检测,确保其符合相关标准和规范的要求。
2. 施工过程检验:对混合料的温度、厚度、均匀性和密实度等进行实时和现场的检验,确保施工质量达到设计要求。
3. 施工品质检测:对施工完成后的道路进行质量检测,包括坡度、平整度、车辙等方面的检测,以确保道路满足使用要求。
道路与桥梁工程中英文对照外文翻译文献
中英文对照外文翻译(文档含英文原文和中文翻译)Bridge research in EuropeA brief outline is given of the development of the European Union, together with the research platform in Europe. The special case of post-tensioned bridges in the UK is discussed. In order to illustrate the type of European research being undertaken, an example is given from the University of Edinburgh portfolio: relating to the identification of voids in post-tensioned concrete bridges using digital impulse radar.IntroductionThe challenge in any research arena is to harness the findings of different research groups to identify a coherent mass of data, which enables research and practice to be better focused. A particular challenge exists with respect to Europe where language barriers are inevitably very significant. The European Community was formed in the 1960s based upon a political will within continental Europe to avoid the European civil wars, which developed into World War 2 from 1939 to 1945. The strong political motivation formed the original community of which Britain was not a member. Many of the continental countries saw Britain’s interest as being purelyeconomic. The 1970s saw Britain joining what was then the European Economic Community (EEC) and the 1990s has seen the widening of the community to a European Union, EU, with certain political goals together with the objective of a common European currency.Notwithstanding these financial and political developments, civil engineering and bridge engineering in particular have found great difficulty in forming any kind of common thread. Indeed the educational systems for University training are quite different between Britain and the European continental countries. The formation of the EU funding schemes —e.g. Socrates, Brite Euram and other programs have helped significantly. The Socrates scheme is based upon the exchange of students between Universities in different member states. The Brite Euram scheme has involved technical research grants given to consortia of academics and industrial partners within a number of the states— a Brite Euram bid would normally be led by an industrialist.In terms of dissemination of knowledge, two quite different strands appear to have emerged. The UK and the USA have concentrated primarily upon disseminating basic research in refereed journal publications: ASCE, ICE and other journals. Whereas the continental Europeans have frequently disseminated basic research at conferences where the circulation of the proceedings is restricted.Additionally, language barriers have proved to be very difficult to break down. In countries where English is a strong second language there has been enthusiastic participation in international conferences based within continental Europe —e.g. Germany, Italy, Belgium, The Netherlands and Switzerland. However, countries where English is not a strong second language have been hesitant participants }—e.g. France.European researchExamples of research relating to bridges in Europe can be divided into three types of structure:Masonry arch bridgesBritain has the largest stock of masonry arch bridges. In certain regions of the UK up to 60% of the road bridges are historic stone masonry arch bridges originally constructed for horse drawn traffic. This is less common in other parts of Europe as many of these bridges were destroyed during World War 2.Concrete bridgesA large stock of concrete bridges was constructed during the 1950s, 1960s and 1970s. At the time, these structures were seen as maintenance free. Europe also has a large number of post-tensioned concrete bridges with steel tendon ducts preventing radar inspection. This is a particular problem in France and the UK.Steel bridgesSteel bridges went out of fashion in the UK due to their need for maintenance as perceived in the 1960s and 1970s. However, they have been used for long span and rail bridges, and they are now returning to fashion for motorway widening schemes in the UK.Research activity in EuropeIt gives an indication certain areas of expertise and work being undertaken in Europe, but is by no means exhaustive.In order to illustrate the type of European research being undertaken, an example is given from the University of Edinburgh portfolio. The example relates to the identification of voids in post-tensioned concrete bridges, using digital impulse radar.Post-tensioned concrete rail bridge analysisOve Arup and Partners carried out an inspection and assessment of the superstructure of a 160 m long post-tensioned, segmental railway bridge in Manchester to determine its load-carrying capacity prior to a transfer of ownership, for use in the Metrolink light rail system..Particular attention was paid to the integrity of its post-tensioned steel elements. Physical inspection, non-destructive radar testing and other exploratory methods were used to investigate for possible weaknesses in the bridge.Since the sudden collapse of Ynys-y-Gwas Bridge in Wales, UK in 1985, there has been concern about the long-term integrity of segmental, post-tensioned concrete bridges which may b e prone to ‘brittle’ failure without warning. The corrosion protection of the post-tensioned steel cables, where they pass through joints between the segments, has been identified as a major factor affecting the long-term durability and consequent strength of this type of bridge. The identification of voids in grouted tendon ducts at vulnerable positions is recognized as an important step in the detection of such corrosion.Description of bridgeGeneral arrangementBesses o’ th’ Barn Bridge is a 160 m long, three span, segmental, post-tensionedconcrete railway bridge built in 1969. The main span of 90 m crosses over both the M62 motorway and A665 Bury to Prestwick Road. Minimum headroom is 5.18 m from the A665 and the M62 is cleared by approx 12.5 m.The superstructure consists of a central hollow trapezoidal concrete box section 6.7 m high and 4 m wide. The majority of the south and central spans are constructed using 1.27 m long pre-cast concrete trapezoidal box units, post-tensioned together. This box section supports the in site concrete transverse cantilever slabs at bottom flange level, which carry the rail tracks and ballast.The center and south span sections are of post-tensioned construction. These post-tensioned sections have five types of pre-stressing:1. Longitudinal tendons in grouted ducts within the top and bottom flanges.2. Longitudinal internal draped tendons located alongside the webs. These are deflected at internal diaphragm positions and are encased in in site concrete.3. Longitudinal macalloy bars in the transverse cantilever slabs in the central span .4. Vertical macalloy bars in the 229 mm wide webs to enhance shear capacity.5. Transverse macalloy bars through the bottom flange to support the transverse cantilever slabs.Segmental constructionThe pre-cast segmental system of construction used for the south and center span sections was an alternative method proposed by the contractor. Current thinking suggests that such a form of construction can lead to ‘brittle’ failure of the ent ire structure without warning due to corrosion of tendons across a construction joint,The original design concept had been for in site concrete construction.Inspection and assessmentInspectionInspection work was undertaken in a number of phases and was linked with the testing required for the structure. The initial inspections recorded a number of visible problems including:Defective waterproofing on the exposed surface of the top flange.Water trapped in the internal space of the hollow box with depths up to 300 mm.Various drainage problems at joints and abutments.Longitudinal cracking of the exposed soffit of the central span.Longitudinal cracking on sides of the top flange of the pre-stressed sections.Widespread sapling on some in site concrete surfaces with exposed rusting reinforcement.AssessmentThe subject of an earlier paper, the objectives of the assessment were:Estimate the present load-carrying capacity.Identify any structural deficiencies in the original design.Determine reasons for existing problems identified by the inspection.Conclusion to the inspection and assessmentFollowing the inspection and the analytical assessment one major element of doubt still existed. This concerned the condition of the embedded pre-stressing wires, strands, cables or bars. For the purpose of structural analysis these elements、had been assumed to be sound. However, due to the very high forces involved,、a risk to the structure, caused by corrosion to these primary elements, was identified.The initial recommendations which completed the first phase of the assessment were:1. Carry out detailed material testing to determine the condition of hidden structural elements, in particularthe grouted post-tensioned steel cables.2. Conduct concrete durability tests.3. Undertake repairs to defective waterproofing and surface defects in concrete.Testing proceduresNon-destructi v e radar testingDuring the first phase investigation at a joint between pre-cast deck segments the observation of a void in a post-tensioned cable duct gave rise to serious concern about corrosion and the integrity of the pre-stress. However, the extent of this problem was extremely difficult to determine. The bridge contains 93 joints with an average of 24 cables passing through each joint, i.e. there were approx. 2200 positions where investigations could be carried out. A typical section through such a joint is that the 24 draped tendons within the spine did not give rise to concern because these were protected by in site concrete poured without joints after the cables had been stressed.As it was clearly impractical to consider physically exposing all tendon/joint intersections, radar was used to investigate a large numbers of tendons and hence locate duct voids within a modest timescale. It was fortunate that the corrugated steel ducts around the tendons were discontinuous through the joints which allowed theradar to detect the tendons and voids. The problem, however, was still highly complex due to the high density of other steel elements which could interfere with the radar signals and the fact that the area of interest was at most 102 mm wide and embedded between 150 mm and 800 mm deep in thick concrete slabs.Trial radar investigations.Three companies were invited to visit the bridge and conduct a trial investigation. One company decided not to proceed. The remaining two were given 2 weeks to mobilize, test and report. Their results were then compared with physical explorations.To make the comparisons, observation holes were drilled vertically downwards into the ducts at a selection of 10 locations which included several where voids were predicted and several where the ducts were predicted to be fully grouted. A 25-mm diameter hole was required in order to facilitate use of the chosen horoscope. The results from the University of Edinburgh yielded an accuracy of around 60%.Main radar sur v ey, horoscope verification of v oids.Having completed a radar survey of the total structure, a baroscopic was then used to investigate all predicted voids and in more than 60% of cases this gave a clear confirmation of the radar findings. In several other cases some evidence of honeycombing in the in site stitch concrete above the duct was found.When viewing voids through the baroscopic, however, it proved impossible to determine their actual size or how far they extended along the tendon ducts although they only appeared to occupy less than the top 25% of the duct diameter. Most of these voids, in fact, were smaller than the diameter of the flexible baroscopic being used (approximately 9 mm) and were seen between the horizontal top surface of the grout and the curved upper limit of the duct. In a very few cases the tops of the pre-stressing strands were visible above the grout but no sign of any trapped water was seen. It was not possible, using the baroscopic, to see whether those cables were corroded.Digital radar testingThe test method involved exciting the joints using radio frequency radar antenna: 1 GHz, 900 MHz and 500 MHz. The highest frequency gives the highest resolution but has shallow depth penetration in the concrete. The lowest frequency gives the greatest depth penetration but yields lower resolution.The data collected on the radar sweeps were recorded on a GSSI SIR System 10.This system involves radar pulsing and recording. The data from the antenna is transformed from an analogue signal to a digital signal using a 16-bit analogue digital converter giving a very high resolution for subsequent data processing. The data is displayed on site on a high-resolution color monitor. Following visual inspection it is then stored digitally on a 2.3-gigabyte tape for subsequent analysis and signal processing. The tape first of all records a ‘header’ noting the digital radar settings together with the trace number prior to recording the actual data. When the data is played back, one is able to clearly identify all the relevant settings —making for accurate and reliable data reproduction.At particular locations along the traces, the trace was marked using a marker switch on the recording unit or the antenna.All the digital records were subsequently downloaded at the University’s NDT laboratory on to a micro-computer.(The raw data prior to processing consumed 35 megabytes of digital data.)Post-processing was undertaken using sophisticated signal processing software. Techniques available for the analysis include changing the color transform and changing the scales from linear to a skewed distribution in order to highlight、突出certain features. Also, the color transforms could be changed to highlight phase changes. In addition to these color transform facilities, sophisticated horizontal and vertical filtering procedures are available. Using a large screen monitor it is possible to display in split screens the raw data and the transformed processed data. Thus one is able to get an accurate indication of the processing which has taken place. The computer screen displays the time domain calibrations of the reflected signals on the vertical axis.A further facility of the software was the ability to display the individual radar pulses as time domain wiggle plots. This was a particularly valuable feature when looking at individual records in the vicinity of the tendons.Interpretation of findingsA full analysis of findings is given elsewhere, Essentially the digitized radar plots were transformed to color line scans and where double phase shifts were identified in the joints, then voiding was diagnosed.Conclusions1. An outline of the bridge research platform in Europe is given.2. The use of impulse radar has contributed considerably to the level of confidence in the assessment of the Besses o’ th’ Barn Rail Bridge.3. The radar investigations revealed extensive voiding within the post-tensioned cable ducts. However, no sign of corrosion on the stressing wires had been found except for the very first investigation.欧洲桥梁研究欧洲联盟共同的研究平台诞生于欧洲联盟。
道路路面毕业设计外文翻译

毕业论文(外文翻译)(2012届)学院名称土木与水利工程学院专业(班级)土木工程七班姓名(学号)李小润(20083650)指导教师扈惠敏系(教研室)负责人方诗圣PavementHighway pavements are divided into two main categories: rigitand flexible.The wearing surfaceof a rigid pavement is usually constructed of Portland cement concrete such that it acts like a beam over any irregularities in the underlying supporting material.The wearing surface of flexible pavements, on the other hand, is usually constructed of bituminous material such that they remain in contact with the underlying material even when minor irregularities occur.Flexible pavements usually consist of a bituminous surface underlaid with a layer of granular material and a layer of a suitable mixture of coarse and fine materials.Coarse aggregatesFine aggregatesTraffic loads are transferred by the wearing surface to the underlying supporting materials through the interlocking of aggregates, the frictionaleffect of the granular materials, and the cohesion of the fine materials.Flexible pavements are further divided into three subgroups: high type, intermediate type, and low type. High-type pavements have wearing surfaces that adequately support the expected traffic load without visible distress due to fatigue and are not susceptible to weather conditions.Intermediate-type pavements have wearing surfaces that range from surface treated to those with qualities just below that of high-type pavements. Low-type pavements are used mainly for low-cost roads and have wearing surfaces that range from untreated to loose natural materials to surface-treated earth.✹The components of a flexible pavement include the subgradeor prepared roadbed, the subbase, basecourse, and the surface course (Fig.11.1).✹Upper surface courseMiddle surface courseLower surface courseThe performance of the pavement depends on the satisfactory performance of each component, which requires proper evaluation of the properties of each component separately.✹The subgrade is usually the natural material located along the horizontal alignment of the pavement and serves as the foundation of the pavement structure.✹The subgrademay also consist of a layer of selected borrow materials, well compacted to prescribedspecifications.✹Compacting plantCompaction deviceCompactnessIt may be necessary to treat the subgrade material to achieve certain strength properties required for the type of pavement being constructed.Located immediately above the subgrade, the subbase component consists of a superior quality to that which generally is used for subgrade construction. The requirements for subbase materials are usually given in terms of the gradation, plastic characteristics, and strength. When the quality of the subgrade material meets the requirements of the subbase material, the subbase component may be omitted.In cases where suitable subbase material is not readily available ,the available material can be treated with other materials to achieve the necessary properties. This process of treating soils to improve their engineering properties is know as stabilization.✹The base course lies immediately above the subbase. It is placed immediately above the subgrade if a subbase course is not used.✹This course usually consists of granular materials such as crushed stone, crushed or uncrushed.The specifications for base course materials usually include stricter requirements than those for subbase materials, particularly with respect to their plasticity, gradation, and strength.Materials that do not have the required properties can be used as base materials if they are properly stabilized with Portland cement, asphalt, or lime .In some cases, high-quality base course materials may also be treated with asphalt or Portland cement to improve the stiffness characteristics of heavy-duty pavementsThe surface course is the upper course of the road pavement and is constructed immediately above the base course. The surface course in flexible pavement usually consists of a mixture of mineral aggregates and asphaltic materials.It should be capable of withstanding high tire pressures, resisting the abrasive forces due to traffic, providing a skid-resistant driving surface, and preventing the penetration of surface water into the underlying layers.✹The thickness of the wearing surface can vary from 3 in. to more than 6 in.(inch,英寸,2.54cm), depending on the expected traffic on the pavement.It was shown that the quality of the surface course of a flexible pavement depends on the mix design of the asphalt concrete used.✹Rigid highway pavements usually are constructed to carry heavy traffic loads, although they have been used for residential and local roads. Properly designed and constructed rigid pavements have long service lives and usually are less expensive to maintain than the flexible pavements.✹The Portland cement concrete commonly used for rigid pavements consists of Portland cement, coarse aggregate, fine aggregate, and water. Steel reinforcing rods may or may not be used, depending on the type of pavement being constructed.Rigid highway pavements be divided into three general type: plain concrete pavements, simply reinforced concrete pavements, and continuously reinforced concrete pavement. The definition of each pavement type is related to the amount of reinforcement used.Plain concrete pavement has no temperature steel or dowels for load transfer.However, steel tie bars are often used to provide a hingeeffect at longitudinal joints and to prevent the opening of these joints. Plain concrete pavements are used mainly on low-volume highways or when cement-stabilized soils are used as subbase.Joints are placed at relatively shorter distances (10 to 20 ft) than with the other types of concrete pavements to reduce the amount of cracking.In some case, the transverse joints of plain concrete pavements are skewed about 4 to 5 ft in plan, such that only one wheel of a vehicle passes through the joint at a time. This helps to provide a smoother ride.Simply reinforced concrete pavements have dowels for the transfer of traffic loads across joints, with these joints spaced at larger distances, ranging from 30 to 100 ft. Temperature steel is used throughout the slab, with the amount dependent on the length of the slab. Tie bars are also commonly used in longitudinal joints.Continuously reinforced concrete pavements have no transverse joints, except construction joints or expansion joints when they are necessary at specific positions, such as at bridges.These pavements have a relatively high percentage of steel, with the minimum usually at 0.6 percent of the cross section of the slab. They also contain tie bars across the longitudinal joints.h/2h/25~10cm填缝料 横向施工缝构造填缝料平缝加拉杆型Bituminous Surface CoursesThe bituminous surface course has to provide resistance to the effects of repeated loading by tyres and to the effects of the environment.✹In addition, it must offer adequate skid resistance in wet weather as well as comfortable vehicle ride. It must also be resistant to rutting and to cracking.✹It is also desirable that surface course is impermeable, except in the case of porous asphalt.Hot rolled asphalt (HRA) is a gapgraded material with less coarse aggregate. In fact it is essentially a bitumen/fine aggregate/filler mortar into which some coarse aggregate is placed.The mechanical propertiesare dominated by those of the mortar. This material has been extensively used as the wearing course on major road in the UK, though its use has recently declined as new materials have been introduced.✹It provides a durablelayer with good resistance to cracking and one which is relatively easy to compact. The coarse aggregate content is low (typically 30%) which results in the compacted mixture having a smooth surface. Accordingly, the skid resistance is inadequate and precoated chippings are rolled into the surface at the time of laying to correct this deficiency.In Scotland, HRA wearing course remains the preferred wearing course on trunk roads including motorway but,since 1999 thin surfacings have been the preferred option in England and Wales. Since 1999 in Northern Ireland, HRA wearing course and thin surfacings are the preferred permitted options.Porous asphalt (PA) is a uniformly graded material which is designed to provide large air voids so that water can drain to the verges within the layer thickness. If the wearing course is to be effective, the basecourse below must be waterproof and the PA must have the ability to retain its open textured properties with time.Thick binder films are required to resist water damage and ageing of the binder. In use, this material minimizes vehicle spray, provides a quiet ride and lower rolling resistance to traffic than dense mixtures.✹It is often specified for environmental reasons but stone mastic asphalt (SMA) and special thin surfacings are generally favoured in current UK practice.There have been high profile instances where a PA wearing course has failed early in its life. The Highways Agency does not recommend the use of a PA at traffic levels above 6000 commercial vehicles per day.✹Asphaltic concrete and dense bitumen macadam (DBM) are continuously graded mixtures similar in principle to the DBMs used in roadbases and basecourses but with smaller maximum particle sizes. Asphaltic concrete tends to have a slightlydenser grading and is used for road surfaces throughout the world with the excepting of the UK.✹It is more difficult to meet UK skid resistance Standards with DBMs than HRA, SMA or PA. This problem can be resolves by providing a separate surface treatment but doing so generally makes DBM economically unattractive.✹Stone mastic asphalt (SMA) material was pioneeredin Germany and Scandinavia and is now widely used in the UK. SMA has a coarse, aggregrate skeleton, like PA, but the voids are filled with a fine aggregate/filler /bitumen mortar.✹In mixtures using penetration grade bitumen , fibres are added to hold the bitumen within the mixture (to prevent “binder drainage”).Bitumen✹oil bitumen( earth oil)✹natural bitumen✹TarWhere a polymer modified bitumen is used, there is generally no need for fibres. SMA is a gap-graded material with good resistance to rutting and high durability. modified bitumen✹SBS✹SBR✹PE\EV A✹It differs from HRA in that the mortar is designed to just fill the voids in the coarse aggregate whereas, in HRA, coarse aggregate is introduced into the mortar and does not provide a continous stone matrix. The higher stone content HRAs ,however, are rather similar to SMA but are not wide used as wearing courses in the UK, being preferred for roadbase and basecourse construction.A variety of thin and what were called ultra thin surfacings (nowadays, the tendency is to use the term ‘thin surfacings’ for both thin and ultra thin surfacings ) have been introduced in recent years, principally as a result of development work concentrated in France.These materials vary in their detailed constituents but usually have an aggregate grading similar to SMA and often incorporate a polymer modified bitumen.They may be used over a high stiffness roadbase and basecourse or used for resurfacing of existing pavements. For heavy duty pavements (i .e those designed to have a useful life of forty years), the maintenance philosophy is one of minimum lane occupancy, which only allows time for replacement of the wearing course to these ‘long life’ pavement structures. The new generation of th in surfacings allows this to be conveniently achieved.The various generic mixture types described above can be compared with respect to their mechanical properties and durability characteristics by reference to Fig.12.1. This shows, in principle, how low stone content HRA, asphaltic concrete, SMA and PA mixtures mobilize resistance to loading by traffic.Asphaltic concrete (Fig.12.1a)) presents something of a compromise when well designed, since the dense aggregate grading can offer good resistance to the shear stresses which cause rutting, while an adequate binder content will provide reasonable resistance to the tensile stresses which cause cracking.In general, the role of the aggregate dominates. DBMs tend to have less dense gradings and properties which, therefore, tend towards good rutting resistance andaway from good crack resistance.HRA (Fig.12.1b)) offers particularly good resistance to cracking through the binder rich mortar between the coarse aggregate particles. This also provides good durability but the lack of coarse aggregate content inhibits resistance to rutting.SMA and PA are shown in the same diagram ( Fig.c)) to emphasis the dominant role the coarse aggregate. In both case, well coated stone is used. In PA, the void space remains available for drainage of water, whilst in SMA, the space is occupied by a fine aggregate/ filler/ bitumen/ fibre mortar.Both materials offer good rutting resistance through the coarse aggregate content. The tensile strength of PA is low whilst that of SMA is probably adequate but little mechanical testing data have been reported to date.Drainage for Road and Airports✹Provision of adequate drainage is important factor in the location and geometric design of road and airports. Drainage facilities on any highway, street and airport should adequately provide for the flow of water away from the surface of the pavement to properly designed channels.Inadequate drainage will eventually result in serious damage to the structure.✹In addition, traffic may be slowed by accumulated water on the pavement, and accidents may occur as a result of hydroplaning and loss of visibility from splash and spray. The importance of adequate drainage is recognized in the amount of highway construction dollars allocated to drainage facilities. About25 percent of highway construction dollars are spent for erosion control anddrainage structures, such as culverts, bridges, channels, and ditches.✹Highway Drainage Structures✹One of the main concerns of the highway engineer is to provide an adequate size structure, such that the waterway opening is sufficiently large to discharge the expected flow of water.Inadequately sized structures can result in water impounding, which may lead to failure of the adjacent sections of the highway due to embankments being submerged in water for long periods.✹The two general categories of drainage structures are major and minor. Major structures are those with clear spans greater than 20 feet, whereas minor structures are those with clear spans of 20 feet or less .✹Major structures are usually large bridges, although multiple-span culverts may also be included in this class. Minor structures include small bridges and culverts.Emphasis is placed on selecting the span and vertical clearancerequirements for major structures. The bridge deck should be located above the high water mark .The clearance above the high water mark depends on whether the waterway is navigable ✹If the waterway is navigable, the clearance above the high water mark should allow the largest ship using the channel to pass underneath the bridge without colliding with the bridge deck. The clearance height, type, and spacing of piers also depend on the probability of ice jams and the extentto which floating logs and debris appear on the waterway during high water.✹An examination of the banks on either side of the waterway will indicate the location of the high water mark, since this is usually associated with signs of erosion and debris deposits. Local residents, who have lived near and observed the waterway during flood stages over a number of years, can also give reliable information on the location of the high water mark. Stream gauges that have been installed in the waterway for many years can also provide data that can be used to locate the high water mark.Minor structures, consisting of short-span bridges and culverts, are the predominant type of drainage structures on highways. Although openings for these structures are not designed to be adequate for the worst flood conditions, they shouldbe large enough to accommodate the flow conditions that might occur during the normal life expectancy of the structure.✹Provision should also be made for preventing clogging of the structure due to floating debris and large boulders rolling from the banks of steep channels.✹Culverts are made of different materials and in different shapes. Materials used to construct culverts include concrete(reinforced and unreinforced), corrugated steel, and corrugatedaluminum. Other materials may also be used to line the interiorof the culvert to prevent corrosion and abrasionor to reduce hydraulic resistance. For example, asphaltic concrete may be used to line corrugated metal culverts. The different shapes normally used in culvert construction include circular, rectangular (box), elliptical, pipe arch, metal box, and arch.✹The drainage problem is increased in these areas primarily for two reasons: the impervious nature of the area creates a very high runoff; and there is little room for natural water courses. It is often necessary to collect the entire storm water into a system of pipes and transmit it over considerable distances before it can be loosed again as surface runoff. This collection and transmission further increase the problem, since all of the water must be collected with virtually no pending, thus eliminating any natural storage; and through increased velocity the peak runoffs are reached more quickly.Also, the shorter times of peaks cause the system to be more sensitive to short-duration,high intensive rainfall.Storm sewers,like culverts and bridges,are designed for storms of various intensity-return-period relationships, depending upon the economy and amount of ponding that can be tolerated.✹Airport Drainage✹The problem of providing proper drainage facilities for airports is similar in many ways to that of highways and streets. However, because of the large and relatively flat surface involved, the varying soil conditions, the absence of natural water courses and possible side ditches, and the greater concentration of discharge at the terminus of the construction area, some phases of the problem are more complex. For the average airport the over-all area to be drained is relatively large and an extensive drainage system is required. The magnitude of such a system makes it even more imperative that sound engineering principles based on all of the best available data be used to ensure the most economical design.Overdesigning of facilities results in excessive money investment with no return, and underdesigning can result in conditions hazardous to the air traffic using the airport. In order to ensure surfaces that are smooth, firm, stable, and reasonably free from flooding, it is necessary to provide a system which will do several things.It must collect and remove the surface water from the airport surfaces; intercept and remove surface water flowing toward the airport from adjacent areas; collect and remove any excessive subsurface water beneath the surface of the airport facilities and in many cases lower the ground-water table; and provide protection against erosion of the sloping areas.路面公路的路面被分为两类:刚性的和柔性的。
二级公路毕业设计外文文献

外文资料及翻译Effects of Design Features on Rigid Pavement PerformanceThe performance of rigid pavements is affected by a variety of design features, including slab thickness, base type, joint spacing, reinforcement, joint orientation, load trans fer, dowel bar coatings, longitudinal joint design, joint sealant, tied concrete shoulders ,and subdrainage . A study was made by ERES Consultants, Inc. under FHWA contract on the effects of these features on rigid pavement performance . Ninety-five pavemen tsections located in four major climatic regions were thoroughly evaluated . The following conclusions, which provide some revealing insights into pavement performance, are abstracted from the report (Smith et al., 1990a).Slab Thickness The effect of slab thickness on pavement performance was significant.It was found that increasing slab thickness reduced transverse and longitudinal cracking in all cases. This effect was much more pronounced for thinner slabs than fo rthicker slabs . It was not possible to compare the performance of the thinner slabs and the thicker slabs directly, because the thick slabs were all constructed directly on th esubgrade and the thinner slabs were all constructed on a base course .Increasing the thickness of slab did not appear to reduce joint spalling or join tfaulting . Thick slabs placed directly on the subgrade, especially in wet climates an dexposed to heavy traffic, faulted as much as thin slabs constructed on a base course .Base Type Base types, including base/slab interface friction, base stiffness, base erodibility, and base permeability, seemed to have a great effect on the performance of jointed concrete pavements . The major performance indicators, which were affected by variations in base type, were transverse and longitudinal cracking, joint spalling, and faulting .The worst performing base type, consisted of the cement-treated or soil cement bases, which tended to exhibit excessive pumping, faulting, and cracking. This is most likely due to the impervious nature of the base, which traps moisture and yet can brea- k down and contribute to the movement of fines beneath the slab .The use of lean concrete bases generally produced poor performance . Large curl -ing and warping stresses have been associated with slabs constructed over lean concrete bases. These stresses result in considerable transverse and longitudinal cracking of the slab . The poor performance of these bases can also be attributed to a bathtub design, in which moisture is trapped within the pavement cross section .Dense-graded asphalt-treated base courses ranged in performance from very poor to good. The fact that these types of bases were often constructed as a bathtub design contributed to their poor performance . This improper design often resulted in severe cracking, faulting, and pumping.The construction of thicker slabs directly on the subgrade with no base resulted In a pavement that performed marginally. These pavements were especially susceptible to faulting, even under low traffic levels.Pavements constructed over aggregate bases had varied performance, but were generally in the fair to very good category. In general, the more open-graded the aggregate,the better the performance . An advantage of aggregate bases is that they contribute the least to the high curling and warping stresses in the slab . Even though aggregate bases are not open-graded, they are more permeable and have a lower friction factor than stabilized bases .The best bases in terms of pavement performance were the permeable bases . Typical base courses have permeabilities ranging from 0 to less than 1 ft/day (0 .3 m/day) ; good permeable bases have permeabilities up to 1000 ft/day (305 m/day) . Specific areas of concern were the high corner deflections and the low load transfer exhibited by the permeable bases . These can affect their long-term performance, so the use of dowel bars might be required . An unexpected benefit of using permeable bases was the reduction in "D" cracking on pavements susceptible to this type of distress .Slab Length For JPCP, the length of slabs investigated ranged from 7 .75 to 30 ft(2.4to9.1m). It was found that reducing the slab length decreased both the magnitude of the joint faulting and the amount of transverse cracking. On pavements with random joint spacings, slabs with joint spacings greater than 18 ft (5.5 m) experienced more transverse cracking than did the shorter slabs .For JRCP, the length of slabs investigated ranged from 21 to 78 ft (6 .4 to 23 .9 m) .Generally, shorter joint spacings performed better, as measured by the deteriorated transverse cracks, joint faulting, and joint spalling . However, several JRCP with long joint spacings performed quite well . In particular, the long jointed pavements in New Jersey, which were constructed with expansion joints, displayed excellent performance .An examination of the stiffness of foundation was made through the use of the radius of relative stiffness, f . Generally speaking, when the ratio L/E, where L is the length of slab, was greater than 5, transverse cracking occurred more frequently . Thisfactor was further examined for different base types . It was found that stiffer base courses required shorter joint spacings to reduce or eliminate transverse cracking .Reinforcement The amount of steel reinforcement appeared to have an effect in controlling the amount of deteriorated transverse cracking . Pavement sections with less than 0.1% reinforcing steel often displayed significant deteriorated transverse cracking.A minimum of 0 .1% reinforcing steel is therefore recommended, with larger amounts required for more severe climate and longer slabs.Joint Orientation Conventional wisdom has it that skewed joints prevent the application of two wheel loads to the joint at the same time and thus can reduce load-associated distresses . The results from the limited sample size in this study were ambiguous, but all of the nondoweled sections with skewed joints had a lower PSR than similar designs with perpendicular joints . The available data provide no definite conclusions on the effectiveness of skewing transverse joints for nondoweled slabs . Skewed joints are not believed to provide any benefit to doweled slabs.Load Transfer Dowel bars were found to be effective in reducing the amount of joint faulting when compared with nondoweled sections of comparable designs. The diameter of dowels had an effect on performance, because larger diameter bars provided better load transfer and control of faulting under heavy traffic than did smaller dowels.It appeared that a minimum dowel diameter of 1 .25 in . (32 mm) was necessary to provide good performance .Nondoweled JPCP slabs generally developed significant faulting, regardless of pavement design or climate . This effect was somewhat mitigated by the use of permeable bases. However, the sections in this group had a much lower number of accumulated ESAL, so no definite conclusions can be drawn yet .Dowel Bar Coatings Corrosion-resistant coatings are needed to protect dowels from the adverse effects of moisture and deicing chemicals .While most of the sections in this study did not contain corrosion-resistant dowel bars, those that did generally exhibited enhanced performance. Very little deteriorated transverse cracking was identified on these sections. In fact, one section in New Jersey with stainless steel-clad dowel bars was performing satisfactorily after 36 years of service .Longitudinal Joint Design The longitudinal joint design was found to be a critical design element.Both inadequate forming techniques and insufficient depths of joint can contribute to the development of longitudinal cracking . There was evidence of the ad vantage of sawing the joints over the use of inserts . The depth of longitudinal joints is generally recommended to be one-third of the actual, notdesigned, slab thickness, but might have to be greater when stabilized bases are used .Joint Sealant Joint sealing appeared to have a beneficial effect on performance . This was particularly true in harsh climates with excessive amounts of moisture . Preformed compression sealants were shown to perform well for more than 15 years under heavy traffic.Except where "D" cracking occurred, pavement sections containing preformed sealants generally exhibited little joint spalling and were in good overall conditions.Rubberized asphalt joint sealants showed good performance for 5 to 7 years.Tied Concrete Shoulders It is generally believed that tied concrete shoulders can reduce edge stresses and corner deflections by providing more lateral supports to the mainline pavement, thus improving pavement performance . Surprisingly, this study showed that, although tied concrete shoulders performed better than asphalt shoulders,many of the tied shoulders were not designed properly and actually contributed to poor performance of the mainline pavement . The tiebars were spaced too far apart ,sometimes at a spacing of 40 in.(1016 mm), and were not strategically located near slab corners to provide adequate support . In some cases, tied concrete shoulders were constructed over a stabilized dense-graded base in a bathtub design, resulting in the poor performance of mainline pavement.Subdrainage The provision of positive subdrainage, either in the form of longitudinal edge drains or the combination of a drainage layer and edge drains, generally reduced the amount of faulting and spalling related to "D" cracking . With few exceptions, the load-associated distresses, especially faulting and transverse cracking, decreased as the drainage characteristics improved . The overall pavement performance can be improved by using an open-graded base or restricting the percentage of fines . A filter layer must be placed below the permeable base, and regular maintenance of the outlets must be provided .译文结构特点对刚性路面性能的影响刚性路面的性能受种种结构特点的影响,如板厚、基层类型、接缝间距、钢筋用量、接风方向、荷载传递、传力杆涂层、纵缝设计、接缝填封料、有拉杆混凝土道肩和地下排水等。
沥青混合料在市政道路施工中的应用
沥青混合料在市政道路施工中的应用沥青混合料是指通过混合沥青、矿粉、石料、沥青类添加剂等组成的具有一定力学性能和工作性能的混合物。
该材料广泛应用于市政道路的建设和维护工作中,对城市的发展和交通运输起到了重要的作用。
本文将从沥青混合料的组成、施工工艺和优点三个方面进行探讨。
1.沥青混合料的组成(1)沥青:沥青是油质分子较大的有机物质,是沥青混合料中的主要成分。
沥青可以通过加热软化,使石料和矿粉充分润湿,从而形成坚实的路面。
(2)石料:石料是沥青混合料中的重要成分之一,是用于支撑路面荷载和提高路面强度的关键因素。
石料的种类和规格对沥青混合料的性能和质量有着决定性的影响。
(3)矿粉:矿粉是一种细粉状物质,用于填补石料之间的空隙,增加沥青的填充性和粘附性,从而提高路面的抗水性和抗裂性。
(4)沥青类添加剂:沥青类添加剂可以改善沥青混合料的流动性、合拌性和耐久性,减少路面龟裂、水损和车辙等缺陷的出现。
2.施工工艺(1)摊铺:在摊铺前,需要对路面进行平整处理,然后将沥青混合料均匀地摊铺在路面上,利用铺面机或人工铺设将其压实,使之与道路表面紧密结合。
(2)密实:密实是沥青混合料施工中的重要环节,它可以有效地提高路面的密实度和耐用性。
常用的密实方式有振动碾压、静碾压、手持压路机等多种手段。
(3)养护:在摊铺和密实完成后,需要进行养护,待材料充分固化后,方可正式投入使用。
养护期间需要保持路面干燥,避免车辆或行人的过度损害。
3.优点(1)强度高:沥青混合料具有强度高、疲劳性好、耐久性强等特点,能够适应各种环境和荷载条件,有效地延长路面寿命。
(2)施工快速:相对于传统的路面铺装方法,沥青混合料的施工效率更高,覆盖范围更大,大大缩短了工期和施工难度。
(3)适应性强:沥青混合料可以根据不同道路的使用场所、设计荷载和气候条件等进行调配,提高材料的适应性和工作性能,从而满足路面施工的要求。
总之,沥青混合料在市政道路建设中具有不可替代的作用,其优点在于提高路面强度、施工快速、适应性强等特点,已成为现代城市道路建设的重要组成部分。
Superior Performing Asphalt Pavement sup料

• •
•
Superpave沥青混合料与AC沥青混合料的区 别
• 原材料
类型 SUP 粗集料 玄武岩 碎石 石灰岩 碎石 细集料 石灰岩 碎石 石灰岩 碎石 胶接料 进口改 性沥青 普通沥 青 填料 石灰岩 矿粉 石灰岩 矿粉 外加剂 抗剥落 剂 无
AC
• 级配范围
16 AC 100 13.2 9.5 95100 90100 7088 6484 4.75 2.36 4868 3558 3653 2039 1.1 0.6 8 24- 1841 30 16- 1026 19 0.3 1222 516 0.15 0.07 5 816 512 4-8 4-8
• 1、Superpave沥青混合料是美国战略公路研究计划(SHRP)的研究成果之一。Superpave是 “Superior Performing Asphalt Pavement”的缩写,中文意思就是“高性能沥青路 面”Superpave沥青混合料设计法是一种全新的沥青混合料设计法,包含沥青结合料规范,沥青 混合料体积设计方法,计算机软件及相关的使用设备、试验方法和标准。其作为SHRP研究成果 的专有名称,它包含了沥青标准和集料标准、矿料级配曲线的组成规定和混合料的体积设计方法 三大内容,提出了控制点和限制区的概念。高性能沥青路面的先进性在于它开发了一套全新的实 验设备和方法,从根本上改变了现行试验方法和规范的纯经验性质,从而避免了由此带来的局限 性,高性能沥青路面沥青结合料与混合料规范的新体系将试验方法与指标同沥青路面的路用性能 建立起直接关系,通过控制高温车辙、低温开裂和疲劳开裂,来达到全面改进路面性能的目的, 形成了一个基于路用性能基础上的沥青。 2、Superpave技术作为20世纪90年代世界道路工程界的一项突出成就,一经出现,便引起了世 界各地同行的广泛关注,并争相研究和应用,对世界各国道路建设、养护产生了重要的影响。 1、Superpave沥青混合料是美国战略公路研究计划(SHRP)的研究成果之一。Superpave是 “Superior Performing Asphalt Pavement”的缩写,中文意思就是“高性能沥青路 面”Superpave沥青混合料设计法是一种全新的沥青混合料设计法,包含沥青结合料规范,沥青 混合料体积设计方法,计算机软件及相关的使用设备、试验方法和标准。其作为SHRP研究成果 的专有名称,它包含了沥青标准和集料标准、矿料级配曲线的组成规定和混合料的体积设计方法 三大内容,提出了控制点和限制区的概念。高性能沥青路面的先进性在于它开发了一套全新的实 验设备和方法,从根本上改变了现行试验方法和规范的纯经验性质,从而避免了由此带来的局限 性,高性能沥青路面沥青结合料与混合料规范的新体系将试验方法与指标同沥青路面的路用性能 建立起直接关系,通过控制高温车辙、低温开裂和疲劳开裂,来达到全面改进路面性能的目的, 形成了一个基于路用性能基础上的沥青。 2、Superpave技术作为20世纪90年代世界道路工程界的一项突出成就,一经出现,便引起了世 界各地同行的广泛关注,并争相研究和应用,对世界各国道路建设、养护产生了重要的影响。
沥青路面摊铺施工研究英文文献
沥青路面摊铺施工研究英文文献Asphalt pavement construction is a critical process in the development of road infrastructure, which ensures the durability and safety of road surfaces. The method of asphalt laying is a complex procedure that involves meticulous planning, precise temperature control, and a series of mechanical steps to achieve a smooth, durable surface.The initial phase of asphalt pavement construction involves the preparation of the base course. This layer provides a stable foundation for the asphalt layers and must be properly graded and compacted to prevent future settling and cracking. The materials used for the base course typically consist of crushed stone or gravel, which is then compacted using heavy machinery to create a solid base.Following the base course preparation, the binder layer is applied. This layer consists of large aggregate mixed with oil, which binds the aggregate together and provides strength to the pavement. The binder layer also helps to distribute traffic loads evenly across the pavement, reducing stress on any one area.The next step is the application of the asphalt concrete layer, commonly referred to as the surface course. This layer is composed of smaller aggregate, sand, and asphalt oil, creating a smooth and skid-resistant surface. The asphalt mixture is transported to the site in insulated trucks to maintain the required temperature. Upon arrival, the mixture is dumped into a paving machine, which spreads and levels the asphalt.Temperature control is crucial during the laying process. The asphalt must be kept at a high temperature to remain workable and ensure proper compaction. If the asphalt cools too quickly, it can become difficult to work with and may not compact correctly, leading to a weak pavement.Compaction is the final step in the asphalt laying process. Rollers are used to compact the asphalt, starting from the edges and working towards the center to removeany air pockets and ensure a dense, uniform surface. The number of passes with the roller depends on the thickness of the asphalt layer and the type of roller used.In recent years, advancements in technology have led to improvements in asphalt pavement construction. Recycled materials are increasingly being used in asphalt mixtures, reducing the environmental impact of road construction. Warm-mix asphalt is another innovation that allows for lower production temperatures, resulting in energy savings and reduced emissions.Quality control is an integral part of the asphalt pavement construction process. Testing is conducted at various stages to ensure the materials and the final pavement meet the required specifications. Parameters such as the asphalt temperature, the rate of application, and the final density of the pavement are all closely monitored.In conclusion, asphalt pavement construction is a sophisticated process that requires careful attention to detail and adherence to best practices. Through proper planning, execution, and quality control, a durable and safe asphalt pavement can be achieved, providing a smooth ride for road users for years to come. The ongoing research and development in this field continue to enhance the efficiency and sustainability of asphalt pavement construction. 。
双语道路工程材料-沥青混合料2
Principal of Composition Mix Design 3.3For hot mix mixture12The performances of asphalt mixture areclosely related with to environmentalconditions, such as temperature, rainfall etc., so the weather condition must beconsidered during the process of mix design or properties testing.Climate condition is considered from three aspects: high temperature in summer, low temperature in winter and rainfall in annual time.——Climate areas3.33——Climate areas3.3Climate AreaIndexes of Climate Area<2020~30>30Maximum average temperature onJuly (℃)Cool area Hot area Burning hotareaName321Climate Area on high temperatureIndex on high temperature>-9.0-21.5~ -9.5-37.5~-21.5<-37.5Extreme lowest temperature (℃)warm cold Very cold Severe cold area Name4321Climate area on low temperatureIndex on low temperature<250500~2501000~500>1000Annual rainfall (mm)Arid region Semi-arid regions Humid region Moist region Name4321Climate Area on rainfallIndex on rainfall4Lower MarkHeavy loadstrafficHigh temperature last long timeHigh Temperature In summerChannelizationMountain hilly areaSection with low speed——Materials Requirements3.3Asphalt——How to choice proper mark for asphalt5Qualified the requirements on physical andmechanical specifications (Table 3-9);Satisfied adhesiveness to asphalt: not less than grade4; if it dos not meet the requirements, improving methods are——apply antistripping agent;——add appropriate amount cement or slaked lime powder to substitute for mineral filler.Favorable specifications.(Table 3-10).Coarse aggregate——Materials Requirements3.36Qualified the physical and mechanicalspecifications (table 3-11); Favorable specifications.——Materials Requirements3.3Fine aggregateEnough fineness to ensure contact surface areabetween filler and asphalt, forming much more structural asphalt;Obviously alkaline characteristic.filler7Principal of composition mix design :——the Marshall design method Design process:——the stage of target composition mix design ;——the stage of production composition mix design ;——the stage of confirmation on composition mix design .The work of asphalt composition mix design includes two parts:——design process of mineral composition;——determining optimum asphalt content;——Introduction of Mix Proportion Design3.38Marshall test specimenThe Marshall test method wasinvented by a American in the 40’s last century.Size of test specimen:Ø101.6×63.5(mm);Test index :Marshall stability (kN);Flow value (mm).——Introduction of Mix Proportion Design3.3Marshall instrumentMarshall Test Method9Technical requirements of mix proportion design:——Technical standards of Marshall test; (Table 3-19, 3-20)——Technical standards of dynamic stability;(Table 3-21)——Technical standards of water stability; (Table3-22)——Technical standards of bending test atlow temperature. (Table 3-23 )——Introduction of Mix Proportion Design3.3103.3Index of EvaluationMethod of Process Mineral GradingDesignGradation envelop recommended by the specificationsGrading typeselectionOptimum Asphalt Content Determination Marshall testIndexes of volumeResults VerificationLaboratory experimentRoad performancesMain StepsMain Steps11Main purposes of mineral composition design:——higher condense;——excellent inner friction resistance;Choosing suitable type of asphalt mixture based on road class and the position of the pavement structure layer (Table 3-15);Keeping nominal maximum size of aggregate into correspondence with the structure layer thickness, that is layer thickness is 2.5~3.0 times of maximum aggregate size.(1) Design on Mineral Composition3.312 Making the grading curve close to the middle of the envelope, especially at the size of 4.75mm, 2.36mm and 0.075mm; Or adjusting passing percent on the key sieve mesh to make gradation into coarser type or finer type (Table 3-18 );Choosing coarser one for heavy traffic road, while finer one for light duty traffic or side walk.(1) Design on Mineral Composition3.3。
沥青混合料拌和设备论文翻译
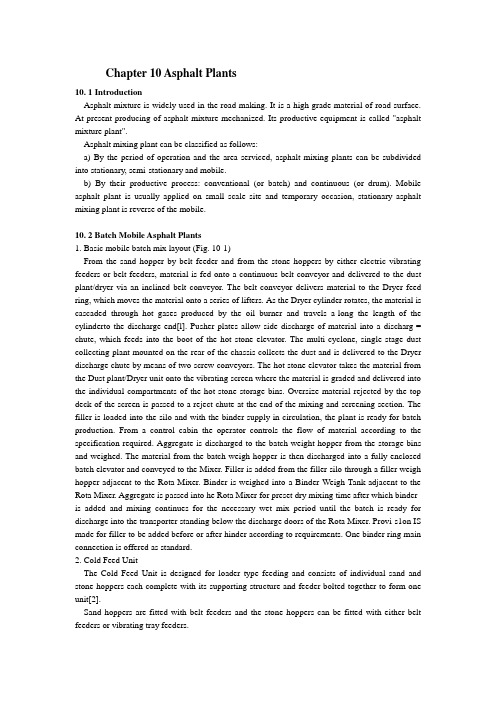
Chapter 10 Asphalt Plants10. 1 IntroductionAsphalt mixture is widely used in the road making. It is a high grade material of road surface. At present producing of asphalt mixture mechanized. Its productive equipment is called "asphalt mixture plant".Asphalt mixing plant can be classified as follows:a) By the period of operation and the area serviced, asphalt mixing plants can be subdivided into stationary, semi-stationary and mobile.b) By their productive process: conventional (or batch) and continuous (or drum). Mobile asphalt plant is usually applied on small scale site and temporary occasion, stationary asphalt mixing plant is reverse of the mobile.10. 2 Batch Mobile Asphalt Plants1. Basic mobile batch mix layout (Fig. 10-1)From the sand hopper by belt feeder and from the stone hoppers by either electric vibrating feeders or belt feeders, material is fed onto a continuous belt conveyor and delivered to the dust plant/dryer via an inclined belt conveyor. The belt conveyor delivers material to the Dryer feed ring, which moves the material onto a series of lifters. As the Dryer cylinder rotates, the material is cascaded through hot gases produced by the oil burner and travels a-long the length of the cylinderto the discharge end[l]. Pusher plates allow side discharge of material into a discharg-= chute, which feeds into the boot of the hot stone elevator. The multi-cyclone, single stage dust collecting plant mounted on the rear of the chassis collects the dust and is delivered to the Dryer discharge chute by means of two screw conveyors. The hot stone elevator takes the material from the Dust plant/Dryer unit onto the vibrating screen where the material is graded and delivered into the individual compartments of the hot stone storage bins. Oversize material rejected by the top deck of the screen is passed to a reject chute at the end of the mixing and screening section. The filler is loaded into the silo and with the binder supply in circulation, the plant is ready for batch production. From a control cabin the operator controls the flow of material according to the specification required. Aggregate is discharged to the batch weight hopper from the storage bins and weighed. The material from the batch weigh hopper is then discharged into a fully enclosed batch elevator and conveyed to the Mixer. Filler is added from the filler silo through a filler weigh hopper adjacent to the Rota Mixer. Binder is weighed into a Binder Weigh Tank adjacent to the Rota Mixer. Aggregate is passed into he Rota Mixer for preset dry mixing time after which binder is added and mixing continues for the necessary wet mix period until the batch is ready for discharge into the transporter standing below the discharge doors of the Rota Mixer. Provi-s1on IS made for filler to be added before or after hinder according to requirements. One binder ring main connection is offered as standard.2. Cold Feed UnitThe Cold Feed Unit is designed for loader type feeding and consists of individual sand and stone hoppers each complete with its supporting structure and feeder bolted together to form one unit[2].Sand hoppers are fitted with belt feeders and the stone hoppers can be fitted with either belt feeders or vibrating tray feeders.The beit feeders can also incorporate variable speed drives. These units deliver material onto a horizontal trough collecting conveyor transporting material to a link conveyor which joins the cold feed unit to the dryer.Drive to the belt feeder and conveyor is through shaft mounted gear units, wedge belts and pulleys. The conveyor belts are heavy duty type with adjustment by tension screws act-ing through the tail drums. Wing plates are fitted over the full length of the belt feeders and the conveyor at all feed points.Adjustable doors are fitted to the outlet of each hopper to regulate the feed rate and to facilitate the removal of any obstruction.Feeders and conveyors are each fitted with individual electric motors, the total feed unit 1s pre-wired to one contactor /connection box to receive the plant mains and control cable. Bin extension and division plates are fitted as standard to prevent intermixing of materials, two optional sizes of extension plates are available to give additional bin capacity.Each unit incorporates adjustable swing down trailer landing legs and towing of the unit is through fifth wheel kingpin with 3 line air /brake system and the axle incorporates leaf spring compensation.Up to 5 bin units can be incorporated in mobile form, the control panel has facilities for up to 10 cold feed bin units, therefore two5 bin units can be linked to run in tandem.3. Dryer /Dust PlantThe unit incorporates an inclined link conveyor for delivering material from the Cold Feed Unit to the Dryer Drum by means of a widE! trough belt. For traveling purposes the link conveyor is designed to fold away within the configuration of the chassis.The Dust Plant incorporatL.; an 10 cell cast iron multi-cyclone single stage dust plant and utilizes a paddle blade type fan driven by an electric motor. The collected dust is delivered to a discharge chute by means of two screw conveyors built into the unit or alternatively it can be blown to a silo for a controlled addi::ion to the Mixer. The chimney of the Dust plant pivots down onto the multi-cyclone unit for traveling purposes.A damper is incorporated in the fan stack which is of remote control from the control cabin.Alternatively a separate mobile or transportable Dust Plant or bag filter unit can be supplied.The Dryer cylinder is constructed of heavy rolled steel plate and fitted with flights of lifters staggered along the length of the cyiinder[3]. The cylinder is fitted with two ma-chined steel support bands mounted on brackets, with a preset allowance for expansion. A feed drum receives the cold aggregate from the link conveyor and elevates it into the cylinder into a series of lifters, which cascade the material through the hot gases produced by the oil burner.As the material reaches the end of the cylinder, pusher plates allow side discharge of material into a discharge boot which feeds into the boot of a hot stone elevator. The Drum is supported on 4 heavy duty type support rollers incorporating roller bearings located in heavy duty housings. Two adjustable thrust rollers are fitted to prevent longitudinal movement of the cylinder.The drum is driven by chain drive through an electric motor and totally enclosed gear u-nit, a chain ring is fixed around the drum and a chain pinion incorporated in the electric mo-tor and gear unit assembly. The drive assembly incorporntes a soft start mechanism to give a very smooth start, which results in a considerable increase in the life of the chain, chain wheel and chain pinion. Heat is generated by a self-proportioning oil burner, situated at the delivery end of the cylinder. The burner is a self-proportioning air /oil ratio and is complete with combustion chamber, blowing fan, oil pump, piping, filters, valves and gauges in a package unit de-signed to the very latest specification and incorporating a retractable carriage to enable the whole unit to be withdrawn from the drum for ease of maintenance[ 4]. Remote automatic ignition and manual flamemodulation with temperature indication, together with fan and flame failure indicators are supplied as standard equipment. The Dryer discharge chute incorporates an infra-red type pyrometer with remote temperature indication mounted in the control cabin.The Dryer /Dust plant unit incorporates a double axle with leaf spring and twin wheels with 3-line breaking system and towing is through a fifth wheel kingpin arrangement.The unit is supported on adjustable fold down type trailer landing legs.Alternative burners are available and can be fitted to suit a customers requirements. Automatic damper control is also a feature that can be offered.4. Mixing/Screening UnitThe M;xing and Screening unit incorporates a hot :itone elevator which receives material from the Dryer through the Dryer discharge chute into the ' k ·, ator feed boot.Buckets collect the material at the feed boot and elevate it to the top of the Mixing and Screening unit, where the material is delivered from the elevator through a discharge chute feeding onto a Goodwin Vitex Screen.The elevator casing is constructed from heavy steel plate and is fitted with reinforced steel buckets on steel bushed chain with a spring loaded take-up mechanism at the tail shaft. Drive is at the head shaft by electric motor and shaft mounted gear unit incorporating a hold back device.A number of large quick release doors are included in the casing design for maintenance purposes.The elevator is incorporated on the side of the Mixing section and is pivoted to lower for traveling purposes.The Mixing and Screening section incorporates a well-proven, four bearing, Goodwin Vitex type screen driven by an electric motor and wedge belts and includes a complete dust cover to prevent emission of dust.Rejected stone from the top deck of the screen is delivered to ground level by a fabricated steelchute.The hot storage bin section provides 4 compartments, each incorporating an overflow chute for delivering excess material to ground level.Each bin compartment is fitted with tray type doors on self-lubricating rollers and operated by two pneumatic cylinders, which enable the doors to be closed in two stages giving added accuracy of weighing. The batch weigh hopper is suspended on electrical load cells and delivers material to a fully enclosed batch elevator through a full width quadrant door operated through a pneumatic cylinder.The batch elevator incorporates two runs of chain, reinforced steel buckets which are close fitted for conveying material from the batch weigh hopper to the Rota Mixer.The Rota Mixer is a standard well-proven machine of heavy construction and is lined throughout with wear resistant line plates. It has cast steel paddle arms with renewable alloy tips.The paddle arms are secured to twin paddle shafts running in spherical roller bearings. The Mixer is driven through two heavy duty chain wheels from a gear unit and electric motor. The whole drive unit incorporates an overload device to give protection against double batching.The Mixer incorporates a full width rotary door operated by pneumatic air cylinders, which ensure clean and efficient discharge of materials from the Mixer. The Rota Mixer has a mild steel dust cover to prevent fume and dust emission during mixing. The Filler Weigh Hopper and Binder Weigh Tank are situated above the Rota Mixer and are suspended on electrical load cells.The Filler Weigh Hopper and Binder Weigh Tank are situated above the Rota Mixer and are suspended on electrical load cells. The Filler Weigh Hopper discharges material through a pneumatically operated quadrant door.The Binder Weigh Tank has an air operated heated valve and discharges binder to the Mixer through a spray bar[5]. One ring main connection complete with valve and temperature probe is supplied as standard.A compressor is positioned on the main chassis with inbuilt facility to remove to a remote position if required.The whole unit has been designed such that items do not have to be removed for transit purposes, thereby making the mixing and screening section a selfcontained unit rapidly installed on site and eliminates the necessity of cranage.The main chassis is of extremely robust design constructed from steel universal beams, rolled channel and hollow section material and incorporates a hitch hoist mechanism at the front towing end, the braking system is a 3-line air /hydraulic system with fifth wheel towing facility.The chassis incorporates a double axle with leaf springs and twin wheels.As an optional extra, hydraulic operating legs are available for raising the plant, these are driven through a small petrol engine.5. Control ConsoleThe Control Cabin is fully mobile incorporating a twin axle with leaf spring compensation and contains the control console, air-conditioning, heating and lighting.The controls on the console are positioned in order of start and sequence with running lights forming part of the large plant mimic diagram incorporated on the panel.The control of the weighing and mixing process is in two sections-- a manual control section and a semi/fully automatic section. Digital and analogue dial indication of weights is displayed using signals from the load cells from the v'arious weighing units incorporated in the Mixing andScreening Section.The Control Console can incorporate a basic module control unit or optionally a micro-processor based control system.The basic module control unit allows the operator to run the plant in manual, semt or fully automatic for weighing sequences and mixing of materials. Each mix specification is set up manually by the operator through the basic module control unit.Alternatively, a microprocessor based control system is available for controlling the se-mi-fully automatic weighing sequences and mixing of materials.Up to 100 recipes can be entered into the processor memory by means of the keyboard and visual display unit, and on selection of a recipe the microprocessor batch weigh system has the facility for controlling the weighing of the materials into the various weighing units and for controlling of the discharging of these materials into the mixer, together with the wet/dry mixing times and the discharge of materials from the Mixer[6]. A preset number of batches to be mixed can be set up for each recipe. Apart from recipe information, the opera-tor can set material in flight compensation information, tolerance requirement on weight set-ting and overall feed time alarm information. Also incorporated is automatic update of mate-rial in flight compensation for each material. Information on the specification being mixed or other specifications instore can be displayed at any given time whether the plant is mixing or not and information can be changed, e.g. mixing time whilst the plant is in operation such that it will be modified on the next batch mixed.Both control consoles incorporate burner ignition controls, together with those for remote operation of the burner, with digital temperature indication of material at discharge point of the Dryer. The binder ring main temperature is also displayed in digital form and ammeters are incorporated in the console for the Dryer. Rota Mixer and Dust Plant fan.6. Filler SystemFiller systems can be supplied as transportable or f:.Illy mobile units.The filler silo of capacity matched to plant output and specification requirements is arranged for easy on site erection and is supplied complete with inlet pipe suitable for bulk delivery tanker connection. The filler is fed into the filler weigh hopper from the filler silo through a screw conveyor. The screw conveyor is driven through a geared electric motor and flexible coupling area.Aeration pads are also included to ensure free flow of filler from the silo cone dishrag One or two independent silos can be supplied depending on customer requirements.7. Bitumen SystemThe Bitumen tanks can be electrically or hot oil heated and are thermostatically controlled with capacities according to plan! output and binder grade requirements.The tanks are connected into a trace heated binder ring main system. Bitumen is delivered to a binder weigh tank which is supported on load cells. The binder weigh tank is thermostatically heated. Binder is delivered from the weigh tank through a pneumatically operated valve into the bitumen feed pipe, which is connected to the bitumen spray bar supported on the Rota Mixer. One Bitumen Ring Main system is offered as standard.8. Mobility in DesignThe Goodwin Mobile Batch Asphalt Plant range of products has been designed for full mobility and fast site installation.The plants can be installed and in operation within a few hours of arriving on site.10. 3. Drum Mixing Asphalt PlantsIn addition to foregoing batch asphalt plants in recent times the drum mixing plants have obtained widespread application[7]. Its productive technological process is continuous. The advantages of this drum mixing piant are simplifying productive technological process and equipment, thus reducing cost, and reducing environmental pollution. We list this mixing plant produced by Marini in Italy as follows (Fig. 10-2):Drum Dimensions Production t/h6t 13000CModels Diameter Length 3% H2 0 5% H 2 0 mm mmEM 274 D 3000/2740 13000 460 345 EM 250 D 2800/2500 13000 380 285 EM 220 D 2500/2200 12000 300 225 EM 190 D 2200/1900 10750 220 165 EM 160 D 1900/1600 10750 160 120 EM 142 D 1700/1420 10750 120 901-cold feed units; 2-filler silo; 3-reclaimed materials unit; 4-du't collection unit; 5-bitumen system;6-hot mixture storage; 7-drying/mixing drum; 8-cold aggregate conveyor;1. FEATURES AND OPERATION OF PLANTS TYPE EM-DThe aggregates extracted from the single cold feeders are conveyed to the drum by means of a conveyor belt which incorporates a section of continuous weigh metering that measures the instantaneous capacity and totalizes the weighed quantity; this information is then used by the automatics, governing the automatic metering of bitumen. A special single belt feeds the weighed aggregates to the drum. By inverting direction of rotation it is possible to discharge the aggregates to the outside to carry out calibration and checks.Inside the drum there are 3 zones with different characteristics and functions:Combustion chamber zone with extra large distemper in respect to the rest of the drum. Thermal exchange zone. In the models with recycling there is a ring for reclaimed mate-rials inserted in this section.Mixing zone at the beginning of which the bitumen is fed.The drum is fixed to two extra large sturdy path rings, which rotate on four trunnion rollers; tworoller supports hold the drum within longitudinal limits. Rotation is obtained by means of a reduction box, crown and toothed pinion; for models EM 250D and EM27 4D rotation is obtained by motorized trunnion rollers.All the parts of the drum which are subject to abrasion and heat are made of special steel. Special high pressure burner, enclosed and fitted with silencer, fires diesel oil (on re-quest heavy fuel oil, natural gas or liquid gas). The burner has complete combustion air control.The air fuel mixing system and reliability ·of the control unit guarantee maximum effi-ciency and working economy.Bitumen metering apparatus consisting of a volumetric pump driven by a varidrive mo-tor which in turn is governed by the automatics on the basis of aggregate output picked up by the metering device on belt. A precision litre counter, through a negative feed back circuit, controls the pump speed adjuster so as to keep the output constantly equal to the value given by the automatics.Discharge of the finished product in plants set up for direct discharge onto truck or combined with storage bins fed by a traveling skip, is made through a surge hopper.In the other installation solutions the product is discharged continuously onto a conveyor belt or slat conveyor.2. RECYCLING OF ASPHALT RECLAIMED FROM OLD MILLED PA VEMENTSThe plants of the EM-D series enable quality asphalt to be prodJ.Iced using high percent-ages of reclaimed materials.Materials can be recycled without them coming into contact with the flame due to the length of the drum.At the inlet point the materials meet the gases at an ideal temperature, such as to avoid "blue smoke" and they still have a long run inside the drum in order to absorb heat and amalgamate with the virgin aggregates.3. METERING EQUIPMENTAGGREGATE METERINGAll the aggregate cold feeders, available in a wide range of models, have individual out-put variation of the single hoppers with features of extreme precision and metering linearity. All models are also available with belt weighing and self-adjustment of output.BITUMEN METERINGThe metering unit is installed near the bitumen heating and storage system (see separate leaflet). The pump and litre counter are protected by filters. Bitumen pipes cocks and equipment are heated by means of hot oil circulation.FILLER METERINGThe filler metering by weight or volumetrically, can be fed into the drum together with the aggregates or (on request) at the beginning of the mixing zone by means of a blower u-nit.4. DUST COLLECTOR SYSTEMThe aim to collect polluting emissions was set as one of the priorities during the design of this new series of plants and has been achieved at the maximum level.The factors which permitted these results to be obtained are principally:--The absence of unburnt particles conveyed by gases, obtained by perfect combustion:--The absence of "blue smoke" due to the feeding of materials to be recycled and bitumen being far from the flame in a protected section of the drum before the thick veil of virgin aggregates overthe whole section of the drum.--Minimum quantity of fines taken from the gases to the outside thanks to the extra long mixing section which enables almost all the fine particles to be incorporated with the mix; also the exhaust manifold due to its size and shape favors ,the collection of the fine particles.BAG FILTERFor keeping emission of dust from the stack within the limits of the most restrictive regulations, all Marini filters are the continuous type. On request: device for refeeding recovered fines to drum-mixer.WET DUST COLLECTORThis "Venturi" type dust collector with its highly efficient gas/water mixing system ensures high performance. Solid particles are recovered as sludge by centrifugal separation. The dust collectors are made of special steel, highly resistant to corrosion and abrasion. The system can be equipped with a water recovery apparatus.10.1简介沥青混合料广泛地用于筑路施工中,它是一种高等级路面材料。
外文翻译---用于长寿命沥青路面的高模量沥青混合料的性能评价
附件A 译文用于长寿命沥青路面的高模量沥青混合料的性能评价Hyun Jong Lee a,1, Jung Hun Lee a,2, HeeMunPark b,*a土木及环境工程部门,Sejong大学,首尔,韩国等b公路研究部,韩国的施工技术研究所,2311,Daehwa-Dong,Ilsan-Gu,Goyang-Si,Gyeonggi-D411 - 712年,朝鲜共和国摘要:本文介绍了用于长寿命沥青路面这一研究的高模量沥青粘结剂(HMAB)和混合料(HMAM)室内和全尺寸性能测试的研究结果。
对HMAB,首先进行粘合剂的各种测试,结果表明的HMAB劲度相比传统的不改变低温性能的粘合剂显著增加。
对混合料的室内测试有动态模量、水稳定性、轮辙和疲劳测试。
动态模量试验结果表明:在高温时HMAM的模量比常规混合料高一半;性能测试结果表明:HMAM对水分、车辙和疲劳损伤的抵抗性能比传统混合料好。
同时从全尺寸试验中发现采用HMAM的沥青层底部拉伸应变值比采用常规混合料的低,尽管采用HMAM的沥青层厚度比传统的薄。
HMAM部分的所有拉伸应变值均在长寿命沥青路面疲劳标准即疲劳极限70个微应变之内。
和室内轮辙测试结果相似,厚HMAM试验段的车辙深度低于常规路面段的1/2关键字:高模量沥青粘结剂;高模量沥青混合料;长寿命沥青路面;动态模量1.引言在韩国沥青路面预期寿命通常被设计为20年。
也就是说一个沥青路面过了20年的服务期间如果出现严重的结构性失效,路面应该重建来获得初始其结构能力。
然而,由于交通量的显著增加和预算不足,在韩国大部分旧路面已采用加铺5厘米厚结构层部分修复代替重建。
一般来说,在洗铇加铺恢复路面性能之前,新建路面的使用期超过十年。
然而,经过第一次修复之后,路面的使用寿命越来越短因为路面持续失去结构承载力的主要原因是发生在沥青层的累积损伤。
因此,如果现有路面有严重的疲劳开裂和变形,从结构和经济的角度看加铺覆盖来延长使用年限可能是无效的。
道桥专业文献翻译
英文翻译LIMIT ANALYSIS OF SOIL SLOPES SUBJECTED TOPORE-WATER PRESSURESBy J.Kim R.salgado, assoicite member, ASCE ,and H.S., member,ASCEABSTRACT: The limit-equilibrium method is commonly, used for slope stability analysis. However, it is well known that the solution obtained from the limit-equilibrium method is not rigorous, because neither static nor kinematic admissibility conditions are satisfied. Limit analysis takes advantage of the lower-and upper-bound theorem of plasticity to provide relatively simple but rigorous bounds on the true solution. In this paper, three nodded linear triangular finite elements are used to construct both statically admissible stress fields for lower-bound analysis and kinematically admissible velocity fields for upper-bound analysis. By assuming linear variation of nodal and elemental variables the determination of the best lower-and upper-bound solution maybe set up as a linear programming problem with constraints based on the satisfaction of static and kinematic admissibility. The effects of pro-water pressure are considered and incorporated into the finite-element formulations so that effective stress analysis of saturated slope may be done. Results obtained from limit analysis of simple slopes with different ground-water patterns are compared with those obtained from the limit-equilibrium method.Key words: Soil Slop;Stability;The Pore-Water Pressure;The Limit-Equilibrium Method INTRODUCTIONStability and deformation problem in geotechnical engineering are boundary-value problem; differential equations must be solved for given boundary conditions. Solutions are found by solving differential equations derived from condition of equilibrium, compatibility, and the constitutive relation of the soil, subjected to boundary condition. Traditionally, in soil mechanics, the theory of elasticity is used to set up the differential equations for deformation problems, while the theory of plasticity is used for stability problems. To obtain solution for loadings ranging from small to sufficiently large to cause collapse of a portion of the soil mass,a complete elastoplastic analysis considering the mechanical behavior of the soil until failure may be thought of as a possible method. However, such an elastoplastic analysis is rarely used in practice due to the complexity of the computations. From a practical standpoint, the primary focus of a stability problem is on the failure condition of the soil mass. Thus, practical solutions can be found in a simpler manner by focusing on conditions at impending collapse.Stability problem of natural slopes, or cut slopes are commonly encountered in civil engineering projects. Solutions may be based on the slip-line method, the limit-equilibrium method, or limit analysis. The limit-equilibrium method has gained wide acceptance in practice due to its simplicity. Most limit-equilibrium method are based on the method of slices, in which a failure surface is assumed and the soil mass above the failure surface is divided into vertical slices. Global static-equilibrium conditions for assumed failure surface are examined, and a critical slip surface is searched, for which the factor of safety is minimized. In the development of the limit-equilibrium method, efforts have focused on how to reduce the indeterminacy of the problem mainly by making assumptions on inter-slice forces. However, no solution based on the limit-equilibrium method, not even the so called “rigorous”solutions can be regarded as rigorous in a strict mechanical sense. In limit-equilibrium, the equilibrium equations are not satisfied for every point in the soil mass. Additionally, the flow rule is not satisfied in typical assumed slip surface, nor are the compatibility condition and pre-failure constitutive relationship.Limit analysis takes advantage of the upper-and lower-bound theorems of plasticity theory to bound the rigorous solution to a stability problem from below and above. Limit analysis solutions are rigorous in the sense that the stress field associated with a lower-bound solution is in equilibrium with imposed loads at every point in the soil mass, while the velocity field associated with an upper-bound solution is compatible with imposed displacements. In simple terms, under lower-bound loadings, collapse is not in progress, but it may be imminent if the lower bound coincides with the true solution lies can be narrowed down by finding the highest possible lower-bound solution and the lowest possible upper-bound solution. For slope stability analysis, the solution is in terms of either a critical slope height or a collapse loading applied on some portion of the slope boundary, for given soil properties and/or givenslope geometry. In the past, for slope stability applications, most research concentrated on the upper-bound method. This is due to the fact that the construction of proper statically admissible stress fields for finding lower-bound solutions is a difficult task. Most previous work was based on total stresses. For effective stress analysis, it is necessary to calculate pore-water pressures. In the limit-equilibrium method, pore-water pressures are estimated from ground-water conditions simulated by defining a phreatic surface, and possibly a flow net, or by a pore-water pressure ratio. Similar methods can be used to specify pore-water pressure for limit analysis.The effects of pore-water pressure have been considered in some studies focusing on calculation of upper-bound solutions to the slope stability problem. Miller and Hamilton examined two types of failure mechanism: (1) rigid body rotation; and (2) a combination of rigid rotation and continuous deformation. Pore-water pressure was assumed to be hydrostatic beneath a parabolic free water surface. Although their calculations led to correct answers, the physical interpretation of their calculation of energy dissipation, where the pore-water pressures were considered as internal forces and had the effect of reducing internal energy dissipation for a given collapse mechanism, has been disputed. Pore-water pressures may also be regarded as external force. In a study by Michalowski, rigid body rotation along a log-spiral failure surface was assumed, and pore-water pressure was calculated using the pore-water pressure ratio ru=u/ǐz, where u=pore-water pressure, ǐ=total unit weight of soil, and z=depth of the point below the soil surface. It was showed that the pore-water pressure has no influence on the analysis when the internal friction angle is equal to zero, which validates the use of total stress analysis with Φ=0. In another study, Michalowski followed the same approach, except for the use of failure surface with different shapes to incorporate the effect of pore-water pressure on upper-bound analysis of slopes, the writers are not aware of any lower-bound limit analysis done in term of effective stresses. This is probably due to the increased in constructing statically admissible stress fields accounting also for the pore-water pressures.The objectives of this paper are (1) present a finite-element formulation in terms of effective stresses for limit analysis of soil slopes subjected to pore-water pressures; and (2) to check the accuracy of Bishop’s simplified method for slope stability analysis by comparingBishop ’s solution with lower-and upper-bound solution. The present study is an extension of previous research, where Bishop ’s simplified limit-equilibrium solutions are compared with lower-and upper-bund solutions for simple slopes without considering the effect of pore-water pressure. In the present paper, the effect of pore-water pressure is considered in both lower-and upper-bound limit analysis under plane-strain conditions. Pore-water pressures are accounted for by making modifications to the numerical algorithm for lower-and upper-bound calculations using linear three-noded triangles developed by Sloan and Sloan and Kleeman. To model the stress field criterion, flow of linear equations in terms of nodal stresses and pore-water pressures, or velocities, the problem of finding optimum lower- and upper-bound solutions can be set up as a linear programming problem. Lower- and upper-bound collapse loadings are calculated for several simple slope configurations and groundwater patterns, and the solutions are presented in the form of chart.LIMIT ANALYSIS WITH PORE-WATER PRESSUREAssumptions and Their implementation Limit analysis uses an idealized yield criterion and stress-strain relation: soil is assumed to follow perfect plasticity with an associated flow rule. The assumption of perfect plasticity expresses the possible states of stress in the formF('ij σ) = 0 (1)Where F('ij σ) = yield function; and 'ij σ = effective stress tensor.Associated flow rule defines the plastic strain rate by assuming the yield function F to coincide with the plastic potential function G , from which the plastic strain rate p ij ε can be obtained though''p ij ij ijG F ελλσσ∂∂==∂∂ (2)where λ= nonnegative plastic multiplier rate that is positive only when plastic deformations occur.Eq. (2) is often referred to as the normality condition, which states that the direction of plastic strain rate is perpendicular to the yield surface. Perfect plasticity with an associated with very large displacements are of concern. In addition, theoretical studies show that the collapse loads for earth slopes, where soils are not heavily constrained, are quite insensitive towhether the flow rule is associated or non-associated.Principle of Virtual WorkBoth the lower-and upper –bound theorems are based on the principle of virtual work. The virtual work equation is applicable, given the assumption of small deformations before collapse, and can be expressed as either'()A B A B A B i i i i ij ij s V V A B ij ij ij V T v dS X v dV dV p dV σεσδε-+==+⎰⎰⎰⎰ (3)Or 'A B A B B i i i i ij ij S V VT v dS X v dV dV σε+=⎰⎰⎰ (4) Where A i T = boundary loadings; A ij X -= body forces not including seepage and buoyancy forces; A ij X = body forces including seepage and buoyancy forces;A ij σ= total stress tensor inequilibrium with A i T and A ij X -; 'A ij σ= effective stress tensor in equilibrium with A i T and A ij X ; ij δ= Kronecker delta; p = pore-water pressure; and B ij ε = strain rate tensorcompatible with the velocity field B i v .There is no need for A ij σ, A i T , and A ij X -to be related to B ij ε and B i v in any particular way for (3) or (4) represent the rate of the external work, while the right-hand sides represent the rate of the internal power dissipation done by the assumed stress field and external loads on the assumed strain and velocity fields. The difference between (3) and (4) is the way to incorporate the effect of pore-water pressure: the pore-water pressures are considered as internal force, reducing the internal power dissipation, in (3), while they are considered external force in (4). By taking advantage of the normality condition , it can be easily shown that elastic stress and strain have no influence on the collapse load; that is, only plasticdeformation occurs during plastic flow, and ij ε= P ij ε.This makes limit analysis a simplemethod to solve stability problems, without loss of rigor, assuming rigid perfect plasticity. Lower-bound TheoremIf the stress field within the soil mass is stable and statically admissible, then collapse doesnot occur; that is, the true collapse load is definitely greater than the applied load. This can be written in the form of the virtual work equation, using (3), as'()L L L L i i i i ij ij ij ij ij S V V V T v dS X v dV dV p dV σεσδε-+==+⎰⎰⎰⎰ ()ij ij ij V VD dV dV εσε≤=⎰⎰ (5) Where L ij σ= statically admissible stress field in equilibrium with the traction L i T and bodyforce A ij X -not including the seepage and buoyancy force; ij σ = actual stress; ij ε = actual stain rate; and i v = velocity fields.In (5), the inequality is due to the principle of maximum plastic dissipation, according to which the actual strain rate field is always larger than the rate of work done on the actual strain rate field by a stress field not causing collapse. In (5), only the equilibrium condition and the stress boundary conditions not taken into account. The best lower bound to the true collapse load can be found by analyzing various trial statically admissible stress fields.中文翻译:孔隙水压力作用下土坡的极限分析摘要:极限平衡法一般用于土坡的稳定性分析。
道路工程外文文献翻译---沥青混合料的应用、理论和原则
外文文献翻译原文:Asphalt Mixtures-Applications, Theory and Principles1 . ApplicationsAsphalt materials find wide usage in the construction industry. The use of asphalt as a cementing agent in pavements is the most common of its applications, however, and the one that will be consid ered here.Asphalt products are used to produce flexibl e pavements for highways and airports. The term “fl exible” is used to distinguish these pavements from those made with Portland cement, which are classified as rigid pavements, that is, having beam strength. This distinction is important because it provid es they key to the design approach which must be used for successful flexibl e pavement structures.The flexibl e pavement classification may be further broken d own into high and l ow types, the type usually depending on whether a solid or liquid asphalt product is used. The l ow types of pavement are mad e with the cutback, or emulsion, liquid products and are very widely used throughout this country. Descriptive terminology has been devel oped in various sections of the country to the extent that one pavement type may have several names. However, the general process foll owed in construction is similar for most l ow-type pavements and can be described as one in which the aggregate and the asphalt product are usually applied to the roadbed separately and there mixed or all owed to mix, forming the pavement.The high type of asphalt pavements is made with asphalt cements of some sel ected penetration grad e.Fig. ·1 A modern asphalt concrete highway. Should er striping is used as a safely feature.Fig. ·2 Asphalt concrete at the San Francisco International Airport.They are used when high wheel l oads and high volumes of traffic occur and are, therefore, often designed for a particular installation.2 . Theory of asphalt concrete mix designHigh types of flexible pavement are constructed by combining an asphalt cement, often in the penetration grad e of 85 to 100, with aggregates that are usually divided into three groups, based on size. The three groups are coarse aggregates, fine aggregates, and mineral filler. These will be discussed in d etail in later chapter.Each of the constituent parts mentioned has a particular function in the asphalt mixture, and mix proportioning or d esign is the process of ensuring that no function is negl ected. Before these individual functions are examined, however, the criteria for pavement success and failure should be consid ered so that d esign objectives can be established.A successful fl exible pavement must have several particular properties. First, it must be stable, that is to resistant to permanent displacement under l oad. Deformation of an asphalt pavement can occur in three ways, two unsatisfactory and one desirable. Plastic d eformationof a pavement failure and which is to be avoid ed if possible. Compressive deformation of the pavement results in a dimensional change in the pavement, and with this change come a l oss of resiliency and usually a d egree of roughness. This deformation is less serious than the one just described, but it, too, leads to pavement failure. The desirabl e type of deformation is an elastic one, which actually is beneficial to flexibl e pavements and is necessary to their long life.The pavement should be durable and should offer protection to the subgrade. Asphalt cement is not impervious to the effects of weathering, and so the design must minimize weather susceptibility. A durable pavement that does not crack or ravel will probably also protect the roadbed. It must be remembered that fl exible pavements transmit l oads to the subgrad e without significant bridging action, and so a dry firm base is absolutely essential.Rapidly moving vehicl es d epend on the tire-pavement friction factor for control and safety. The texture of the pavement surfaces must be such that an adequate skid resistance is developed or unsafe conditions result. The design procedure should be used to sel ect the asphalt material and aggregates combination which provid es a skid resistant roadway.Design procedures which yield paving mixtures embodying all these properties are not available. Sound pavements are constructed where materials and methods are selected by using time-tested tests and specifications and engineering judgments al ong with a so-call ed design method.The final requirement for any pavement is one of economy. Economy, again, cannot be measured directly, since true economy only begins with construction cost and is not fully determinable until the full useful life of the pavement has been record ed. If, however, the requirements for a stable, durable, and safe pavement are met with a reasonable safety factor, then the best interests of economy have probably been served as well.With these requirements in mind, the functions of the constituent parts can be examined with consideration give to how each part contributes to now-established objectives or requirements. The functions of the aggregates is to carry the l oad imposed on the pavement, and this is accomplished by frictional resistance and interl ocking between the individual pieces of aggregates. The carrying capacity of the asphalt pavement is, then, related to the surface texture (particularly that of the fine aggregate) and the density, or “compactness,”, of the aggregates. Surface texture varies with different aggregates, and while a rough surfacetexture is desired, this may not be available in some l ocalities. Dense mixtures are obtained by using aggregates that are either naturally or artificially “well grad ed”. This means that the fine aggregate serves to fill the voids in the coarser aggregates. In addition to affecting density and therefore strength characteristics, the grading also influences workability. When an excess of coarse aggregate is used, the mix becomes harsh and hard to work. When an excess of mineral filler is used, the mixes become gummy and difficult to manage.The asphalt cement in the fl exibl e pavement is used to bind the aggregate particl es together and to waterproof the pavements. Obtaining the proper asphalt content is extremely important and bears a significant influence on all the items marking a successful pavement. A chief objective of all the design methods which have been devel oped is to arrive at the best asphalt content for a particular combination of aggregates.3 . Mix design principl esCertain fundamental principles underlie the design procedures that have been developed. Before these procedures can be properly studied or applied, some consid eration of these principles is necessary.Asphalt pavements are composed of aggregates, asphalt cement, and voids. Consid ering the aggregate alone, all the space between particles is void space. The volume of aggregate voids depends on grading and can vary widely. When the asphalt cement is ad ded, a portion of these aggregate voids is fill ed and a final air-void volume is retained. The retention of thisair-void volume is very important to the characteristics of the mixture. The term air-void volume is used, since these voids are weightless and are usually expressed as a percentage of the total volume of the compacted mixture.An asphalt pavement carries the applied load by particl e friction and interlock. If the particl es are pushed apart for any reason , then the pavement stability is d estroyed. This factor indicates that certainly no more asphalt shoul d be ad ded than the aggregate voids can readily hold. However ,asphalt cement is susceptible to volume change and the pavement is subject to further compaction under use. If the pavement has no air voids when placed, or if it loses them under traffic, then the expanding asphalt will overfl ow in a condition known as bleeding. The l oss of asphalt cement through bl eeding weakens the pavement and also reduces surface friction, making the roadway hazard ous.Fig. ·3 Cross section of an asphalt concrete pavement showing the aggregate framework bound together by asphalt cement.The need for a minimum air-void volume (usually 2 or 3 per cent ) has been established. In addition, a maximum air-void volume of 5 to 7 per cent shoul d not be exceed. An excess of air voids promotes raveling of the pavement and also permits water to enter and speed up the deteriorating processes. Also, in the presence of excess air the asphalt cement hard ens and ages with an accompanying loss of durability and resiliency.The air-void volume of the mix is determined by the d egree of compaction as well as by the asphalt content. For a given asphalt content, a lightly compacted mix will have a large voids volume and a l ower d ensity and a greater strength will result. In the laboratory, the compaction is controlled by using a specified hammer and regulating the number of bl ows and the energy per blow. In the fiel d, the compaction and the air voids are more difficult to control and tests must be made no specimens taken from the compacted pavement to cheek on the d egree of compaction being obtained. Traffic further compact the pavement, andall owance must be mad e for this in the design. A systematic checking of the pavement over an extend ed period is needed to given factual information for a particular mix. A change in density of several per cent is not unusual, however.Asphalt content has been discussed in connection with various facets of the ix design problem. It is a very important factor in the mix design and has a bearing an all the characteristics ld a successful pavement: stability, skid resistance, durability, and economy. As has been mentioned, the various design procedures are intended to provid e a means for selecting the asphalt content . These tests will be consid ered in detail in a future chapter ,butthe relationship between asphalt content and the measurable properties of stability, unit weight, and air voids will be discussed here.Fig.4 Variations in stability, unit weight, and air-void content with asphalt cement content.If the gradation and type of aggregate, the degree of compaction, and the type of asphalt cement are controll ed, then the strength varies in a predictable manner. The strength will increase up to some optimum asphalt content and then decrease with further additions. The pattern of strength variation will be different when the other mix factors are changed, and so only a typical pattern can be predicted prior to actual testing.Unit weight varies in the same manner as strength when all other variabl e are controll ed. It will reach some peak value at an asphalt content near that determined from the strength curve and then fall off with further additions.As already mentioned, the air-void volume will vary with asphalt content. However, the manner of variation is different in that increased asphalt content will d ecrease air-void volume to some minimum value which is approached asymptotically. With still greater additions of asphalt material the particles of aggregate are only pushed apart and no change occurs in air-void volume.In summary, certain principles involving aggregate gradation, air-void volume, asphalt content, and compaction mist be understood before proceeding to actual mix d esign. The proper design based on these principl es will result in sound pavements. If these principles are overl ooked, the pavement may fail by one or more of the recognized modes of failure: shoving, rutting, corrugating, becoming slick when the max is too ‘rich’; raveling, cracking, h aving low durability when the mix is too ‘l ean’.It should be again emphasized that the strength of flexible is, more accurately, a stabilityand d oes not indicate any ability to bridge weak points in the subgrade by beam strength. No asphalt mixture can be successful unless it rests on top of a properly designed and constructed base structure. This fact, that the surface is no better than the base, must be continually in the minds of those concerned with any aspect of fl exible pavement work.译文:沥青混合料的应用、理论和原则1、应用沥青材料如今在建筑行业广泛使用。
沥青混合料在市政道路施工中的应用

沥青混合料在市政道路施工中的应用市政道路是城市交通系统的重要组成部分,也是城市居民出行的重要场所。
市政道路的建设和维护关系着城市的交通运输和居民的出行安全,而沥青混合料作为市政道路施工的主要材料之一,在市政道路建设和维护中发挥着至关重要的作用。
本文将重点介绍沥青混合料在市政道路施工中的应用情况。
一、沥青混合料的优点沥青混合料是一种由矿渣、碎石、矿粉、填料和沥青等原材料组成的混合料,经搅拌、装载、输送、铺筑后,通过振实、夯实或压实而构成的适于行车的道路表层。
其主要优点如下:1. 耐久性好:沥青混合料具有良好的耐水、抗老化和抗冻融性能,因此在市政道路中具有较长的使用寿命。
2. 施工方便:沥青混合料施工过程简单,可以快速完成道路施工,节约时间和人力成本。
3. 具有良好的抗变形性能:由于其具有良好的柔性,能够适应反复变形和荷载作用,使得道路表面不易出现开裂和坑洼等现象。
4. 修复方便:道路使用过程中如出现损坏,采用沥青混合料进行修复可以方便快捷,大大缩短了修路时间,减少了对交通的影响。
二、在市政道路施工中的应用1. 新建道路:在市政道路的新建工程中,沥青混合料通常作为道路表层或底层的铺装材料,可以保证道路表层的平整度和耐久性,减少车辆行驶时的颠簸和噪音,提高行车的舒适性。
2. 道路维护:市政道路使用时间长了就会出现磨损和损坏的情况,这时需要对道路进行维护和修复。
沥青混合料可以用于道路的修复和整治工作,包括路面修补、铺装路面、填充路缝等,可以快速修复路面的损坏部位,延长道路的使用寿命。
3. 雨水径流系统:市政道路的设计中还包括雨水径流系统,主要是用来收集和排放道路上的雨水,以减少雨水对路面的侵蚀。
沥青混合料在雨水径流系统中也有着广泛的应用,主要是在雨水管道和雨水篦子的铺装中,能够有效提高雨水径流系统的稳定性和耐久性。
三、发展趋势随着城市化进程的加快,城市道路交通负荷逐渐增大,对市政道路的建设和维护提出了更高的要求。
沥青在沥青混合料中的作用
沥青在沥青混合料中的作用英文回答:Asphalt is a dark, viscous hydrocarbon used as the main component in asphalt pavement. It is derived from the distillation of crude oil and is composed of complex hydrocarbons known as asphaltenes, maltenes, and resins. Asphalt acts as the binder in asphalt mixtures, providing adhesion and cohesion between the aggregate particles and contributing to the overall strength and durability of the pavement.The specific functions of asphalt in asphalt mixtures include:Binding: Asphalt binds the aggregate particles together, creating a cohesive and stable mass.Waterproofing: Asphalt is impermeable to water,providing a protective layer that prevents water fromseeping into the pavement and causing damage.Adhesion: Asphalt adheres to both aggregate particles and the pavement surface, ensuring a strong bond between the two.Flexibility: Asphalt is flexible and can withstand stress and strain without cracking, allowing the pavement to adjust to changes in temperature and traffic loads.Durability: Asphalt is durable and resistant to wear and tear, providing a long-lasting pavement surface.The performance of asphalt mixtures is significantly influenced by the properties of the asphalt binder. Factors such as the penetration grade, viscosity, ductility, and temperature susceptibility affect the behavior of the mixture. The selection of the appropriate asphalt binderfor a particular application depends on the specific requirements of the project, including traffic volume, climate conditions, and pavement type.中文回答:沥青是一种深色粘稠的碳氢化合物,被用作沥青混合料中的主要成分。
交通工程公路建设中英文对照外文翻译文献
中英文对照外文翻译文献(文档含英文原文和中文翻译)英文原文:The Basics of a Good RoadWe have known how to build good roads for a long time. Archaeologists have found ancient Egyptian roadsthat carried blocks to the pyramids in 4600 BCE. Later,the Romans built an extensive road system, using the same principles we use today. Some of these roads are still in service.If you follow the basic concepts of road building, you will create a road that will last. The ten commandments of a good road are:(1)Get water away from the road(2)Build on a firm foundation(3)Use the best materials(4)Compact all layers properly(5)Design for traffic loads and volumes(6)Design for maintenance(7)Pave only when ready(8)Build from the bottom up(9)Protect your investment(10)Keep good records1.Get water away from the roadWe can’t overemphasize the importance of good drainage.Engineers estimate that at least 90% of a road’s problems can be related to excess water or to poor waterdrainage. Too much water in any layer of a road’sstructure can weaken that layer, leading to failure.In the surface layer, water can cause cracks and potholes. In lower layers it undermines support, causing cracks and potholes. A common sign of water in an asphalt road surface is alligator cracking — an interconnected pattern of cracks forming small irregular shaped pieces that look like alligator skin. Edge cracking, frost heaves, and spring breakup of pavements also point to moisture problems.To prevent these problems remember that water:• flows downhill• needs to flow someplace• is a problem if it is not flowingEffective drainage systems divert, drain and dispose of water. To do this they use interceptor ditches and slopes,road crowns, and ditch and culvert systems.Divert —Interceptor ditches, located between the road and higher ground along the road, keep the water from reaching the roadway. These ditches must slope so they carry water away from the road.Drain —Creating a crown in the road so it is higher along the centerline than at the edges encourages water to flow off the road. Typically a paved crown should be 1⁄4" higher than the shoulder for each foot of width from the centerline to the edge. For gravel surfaces the crown should be 1⁄2" higher per foot of width. For this flow path to work, the road surface must be relatively water tight. Road shoulders also must be sloped away from the road to continue carrying the flow away. Superelevations (banking) at the outside of curves will also help drainthe road surface.Dispose —A ditch and culvert system carries water away from the road structure. Ditches should be at least one foot lower than the bottom of the gravel road layer that drains the roadway. They must be kept clean and must be sloped to move water into natural drainage. If water stays in the ditches it can seep back into the road structure and undermine its strength. Ditches should also be protected from erosion by planting grass, or installing rock and other erosion control measures. Erosion can damage shoulders and ditches, clog culverts, undermine roadbeds, and contaminate nearby streams and lakes. Evaluate your ditch and culvert system twice a year to ensure that it works. In the fall, clean out leaves and branches that can block flow. In spring, check for and remove silts from plowing and any dead plant material left from the fall.2.Build on a firm foundationA road is only as good as its foundation. A highway wears out from the top down but falls apart from the bottom. The road base must carry the entire structure and the traffic that uses it.To make a firm foundation you may need to stabilize the roadbed with chemical stabilizers, large stone called breaker run, or geotextile fabric. When you run into conditions where you suspect that the native soil is unstable, work with an engineer to investigate the situation and design an appropriate solution.3.Use the best materialsWith all road materials you “pay now or pay later.” Inferior materials may require extensive maintenance throughout the road’s life. They may also force you to replace the road prematurely.Crushed aggregate is the best material for the base course. The sharp angles of thecrushed material interlock when they are compacted. This supports the pavement and traffic by transmitting the load from particle to particle. By contrast, rounded particles act like ballbearings, moving under loads.Angular particles are more stable than rounded particles.Asphalt and concrete pavement materials must be of the highest quality, designed for the conditions, obtained from established firms, and tested to ensure it meets specifications. 4.Compact all layersIn general, the more densely a material is compacted, the stronger it is. Compaction alsoshrinks or eliminates open spaces (voids) between particles. This means that less water can enter the structure. Water in soil can weaken the structure or lead to frost heaves. This is especially important for unsurfaced (gravel) roads. Use gravel which has a mix of sizes (well-graded aggregate) so smaller particles can fill the voids between larger ones. Goodcompaction of asphalt pavement lengthens its life.5.Design for traffic loads and volumesDesign for the highest anticipated load the road will carry. A road that has been designed only for cars will not stand up to trucks. One truck with 9 tons on a single rear axle does as much damage to a road as nearly 10,000 cars.Rural roads may carry log trucks, milk trucks, fire department pumper trucks, or construction equipment. If you don’t know what specific loads the road will carry, a good rule of thumb is to design for the largest piece of highway maintenance equipment that will be used on the road.A well-constructed and maintained asphalt road should last 20 years without major repairs or reconstruction. In designing a road, use traffic counts that project numbers and sizes of vehicles 20 years into the future. These are only projections, at best, but they will allow you to plan for traffic loadings through a road’s life.6.Design for maintenanceWithout maintenance a road will rapidly deteriorate and fail. Design your roads so they can be easily maintained. This means:• adequate ditches that can be cleaned regularly• culverts that are marked for easy locating in the spring• enough space for snow after it is plowed off the road• proper cross slopes f or safety, maintenance and to avoid snow drifts• roadsides that are planted or treated to prevent erosion• roadsides that can be mowed safelyA rule of thumb for adequate road width is to make it wide enough for a snowplow to pass another vehicle without leaving the travelled way.Mark culverts with a post so they can be located easily.7.Pave only when readyIt is not necessary to pave all your roads immediately. There is nothing wrong with a well-built and wellmaintained gravel road if traffic loads and volume do not require a paved surface. Three hundred vehicles per day is the recommended minimum to justify paving.Don’t assume that laying down asphalt will fix a gravel road that is failing. Before you pave, make sure you have an adequate crushed stone base that drains well and is properly compacted. The recommended minimum depth of crushed stone base is 10" depending on subgrade soils. A road paved only when it is ready will far outperform one that is constructed too quickly.8.Ê Build from the bottom upThis commandment may seem obvious, but it means that you shouldn’t top dress or resurface a road if the problem is in an underlying layer. Before you do any road improvement, locate the cause of any surface problems. Choose an improvement technique that will address the problem. This may mean recycling or removing all road materials down to the native soil and rebuilding everything. Doing any work that doesn’t solve the problem is a waste of money and effort.9.Ê Protect your investmentThe road system can be your municipality’s biggest investment. Just as a home needs painting or a new roof, a road must be maintained. Wisconsin’s severe climate requires more road maintenance than in milder places. Do these important maintenance activities: Surface —grade, shape, patch, seal cracks, control dust, remove snow and iceDrainage —clean and repair ditches and culverts; remove all excess materialRoadside —cut brush, trim trees and roadside plantings, control erosionTraffic service —clean and repair or replace signsDesign roads with adequate ditches so they can be maintained with a motor grader. Clean and grade ditches to maintain proper pitch and peak efficiency. After grading, remove all excess material from the shoulder.10.Keep good recordsYour maintenance will be more efficient with good records. Knowing the road’s construction, life, and repair history makes it much easier to plan and budget its future repairs. Records can also help you evaluate the effectiveness of the repair methods and materials you used.Good record keeping starts with an inventory of the system. It should include the history andsurface condition of the roadway, identify and evaluate culverts and bridges, note ditch conditions, shoulders, signs, and such structures as retaining walls and guardrails.Update your inventory each year or when you repair or change a road section. A formal pavement management system can help use these records and plan and budget road improvements.ResourcesThe Basics of a Good Road#17649, UW-Madison, 15 min. videotape. Presents the Ten Commandments of a Good Road. Videotapes are loaned free through County Extension offices.Asphalt PASER Manual(39 pp), Concrete PASER Manual (48 pp), Gravel PASER Manual (32 pp). These booklets contain extensive photos and descriptions of road surfacesto help you understand types of distress conditions and their causes. A simple procedure for rating the condition helps you manage your pavements and plan repairs.Roadware, a computer program which stores and reports pavement condition information. Developed by the Transportation Information Center and enhanced by the Wisconsin Department of Transportation, it uses the PASER rating system to provide five-year cost budgets and roadway repair/reconstruction priority lists.Wisconsin Transportation Bulletin factsheets, available from the Transportation Information Center (T.I.C.).Road Drainage, No. 4. Describes drainage for roadways, shoulders, ditches, and culverts.Gravel Roads, No. 5. Discusses the characteristics of a gravel road and how to maintain one.Using Salt and Sand for Winter Road Maintenance,No. 6. Basic information and practical tips on how to use de-icing chemicals and sand.Culverts—Proper Use and Installation, No. 15. Selecting and sizing culverts, designing, installing and maintaining them.Geotextiles in Road Construction/Maintenance andErosion Control, No. 16. Definitions and common applications of geotextiles on roadways and for erosion control.T.I.C. workshops are offered at locations around the state.Crossroads,an 8-page quarterly newsletter published by the T.I.C. carries helpful articles, workshop information, and resource lists. For more information on any of these materials, contact the T.I.C. at 800/442-4615.译文:一个良好的公路的基础长久以来我们已经掌握了如何铺设好一条道路的方法,考古学家发现在4600年古埃及使用建造金字塔的石块铺设道路,后来,罗马人使用同样的方法建立了一个庞大的道路系统,这种方法一直沿用到今天。
SBS改性沥青外文翻译文献
SBS改性沥青外文翻译文献(文档含中英文对照即英文原文和中文翻译)The SBS modified pitch match ratio design and discussion of construction technology [The summary ] under good design match ratio and execution conditions, SBS pitch can make the durability on the pitch road surface and high-temperature stabilityobviously improve . This text will test the situation according to the construction of No. two in the south , will tell the construction specification requirement for the modified pitch of SBS briefly .First, SBS modified pitch summaryThe modified pitch of SBS is on the basis of original host pitch (AH-70 ), is it add 2.5% - 3.0% to mix, 4.0% SBS modify pharmaceutical, modify pitch after , compare with original pitch, its high-temperature viscid increases, soften and click rising. Under good design match ratio and execution conditions, the durability on the pitch road surface and high-temperature stability obviously improve. Test while going on in a large number of rooms while the modified pitch of SBS produces, carry on the on-the-spot experiment to its technical indicator after production, experimental result indicate outside mix 3.0% modified pitch of SBS , soften some , needle enter degree index meet modified pitch standardize the request, can make the match ratio design of the pitch mixture with the modified pitch of SBS .Second, the match ratio of the pitch mixture of SBS is designedIn order to enable the mixture designed to reach the implementing effect, need to propose the following request from a great deal of respects , such as material requiring , construction craft , quality control standard and quality control method ,etc., hope to arouse attention.(1) , the raw materials are requiredCollect the material thickly by 1-1:For the thick collection material of layer the modified pitch mixture, should adopt the broken stone or garrulous gravel , its specification of foot-path and quality requirement should accord with the regulation of " pitch road surface construction technical specification of the highway " (JTJ032-94 )1.It should be clean , dry , has not weathered , not harmful to the impurity to collect the material thickly , and have certain hardness and intensity.2.It should have good particle forms to collect the material that thick, when the broken gravel is used in the expressway , Class I Highway, should adopt the big gravel brokenly , and there should be two or more brokenness ones at least.3, should choose the hard quality rock to collect the material in resisting the slippery top layer thickly (neutral or base rock that burn). Because there are greater differences in the glue the relay of hard quality rock and pitch, the thick seizing which collects the material and pitch should not be smaller than 4 grades . To 3- 5mm stone bits part it is relatively low because of the content, and this part forms the scary structure and has certain function to the pitch mixture, propose using the rock bits of hard quality (basalt).Collect the material thinly by 1-2The detailed collection material includes artificial sand , natural sand. Each of pitch road surface should adopt the artificial sand as collecting the material thinly , it should be clean , dry , has not weathered , not harmful to the impurity to collect the material thinly, made up of proper particle, and have good seizing with the modified pitch, natural sand change with quality heavy(majority thick sand in being), relatively slick and sly form have, with the seizing difference of the pitch , exert a great influence on pitch mixture. To the expressway , Class I Highway pitch mixture, the content of the natural sand is unsuitable to exceed 20%, the stone bits powder of available 0-3mm replaces the natural sand.Pack the material by 1-3Packing of layer should clean dry the mixture for modified pitch, specification requirement that quality should accord with the regulations of " pitch road surface technical specification of the highway " its.1, the modified pitch mixture should be adopted the strong base rock (limestone , rock ) ,etc. to increase the building stones of swimming skill to rub the detailed ore powder that got to pack the material, ore it is dry clean , unsuitable to use mixture production do recovery powder , law of dust removal for powder to require.2, while adopting the cement, subdues the lime powder to make packing, its consumption is unsuitable to exceed 2% of the ore material general quantity.3, does not recommend using and producing and arranging and retrieving the powder in the mixture one floor of mixture of pitch surface, when the plasticity index is smaller than 4 and hydro coefficient is smaller than 0.8, through testing all right someuse, retrieve 1/4 that can't exceed the ore powder general quantity of each one of consumption of powder.(2) , pitch mixture match ratio is designed:Match ratio design of the modified pitch mixture, should follow " the pitch road surface construction technical specification of the highway " China mixes pitch mixture goal match ratio , match ratio of production that are designed of match ratio and tries mixing three stages that try paving about heat, confirm ore material one grade of mixing and best modified pitch consumption.2-1 grades mixingPitch mixture match ratio is designed grade mixes and should adopt MEI LI FAN to design , grade is worthy of choosing the principle: Should fetch grade and mix lower limit to sift the hole in order to reach under mixture 2.36mm of Model AC-13I.2-2 powder expect thanThe amount smaller than 0.075mm content exerts a tremendous influence to the index of volume of pitch mixture and way with performance , mixture grade content to smaller than 0.075mm must consider thick to collect dust part that material should contain in mixing. Require ore powder content exceed pitch content , smaller than 0.075mm part and ratio , pitch of content powder material than should exist 1- 1., should fetch the content of ore powder of one floor of mixture the pitch 4.5- 5.2-3 precautions:The modified pitch mixes and arouses attention on the following problem in the design process with the material .Shut and should hit real temperature according to the road surface construction technical specification of modified pitch and confirms according to bonding material the warm relation curve of glued material of pitch in the mixing of A , mixing and material, mixing and shutting , hitting real temperature and should mix and shuts temperature with mix and shut the factory , rolls temperature live while carrying on the indoor match ratio design. Propose that temperature sees the following form:The test of the modified pitch and construction temperature:Temperature security mixes the pitch mixtureIt is not below 160 degrees Centigrade to mix the temperature of shutting; Press temperature and is not below 150 degrees Centigrade for the first time; It is not below 140 degrees Centigrade to reply the temperature of pressing;Press temperature and is not below 120 degrees Centigrade after all.B , test take a sample and mix the fashionable homogeneity that should guarantee the glued material of pitch , should prepare good glued material mix after shutting even going on taking a sample and preparation of mixture.The survey of C , mixture volume index will be unified , the survey mixing the pitch mixture and trying a density to security should adopt forms to do the law in unison .Water and stability of D , modified pitch mixture should accord with two following index requests , should be taken and resisted to peel off the measure while reaching the request:(1), adopt " Marshall of pitch mixture steady degree test " 48h soaked with water Marshall steady degrees of test that method determine remain steady degree should lighter than 80% ".( 2) , adopt " pitch mixture is it is it is it test " intensity of splitting off that method determine than should 80% lighter than " to split off to melt to freeze.Third, construction of the pitch mixture of SBSSBS pitch one with elastic plastic modified pitch, correct to is it can improve story resist rut performance the pitch notably to use, increase durability, increase and resist aging ability , lengthen the life-span of the highway. Compared with host pitch of AH-70, the viscid and mollification and clicking increasing notably of SBS pitch , the transportation of SBS pitch has some requests different from host pitch to construct with floor the road surface to store, only use reaching the anticipated result correctly. 1, mix the specification requirement shut , transportingMore steady for the quality of guaranteeing the pitch mixture, pitch consumption is more accurate, should adopt the interval type mixing and stir machine to mix and stir . It must be even to mix and stir, only SBS pitch modifies the pharmaceutical is totally dispersed in the pitch , could give full play to its efficiency , as to the thing thatsecurity mixes(AC-13I) the mixture, it is even and unanimous to mix the mixture after shutting, phenomenon that not so separated from thick material and black and white forming the group one as thin material . Because the temperature of construction of the modified pitch mixture of SBS is expected relatively much, propose mixing the temperature of shutting to control in 160 degrees Centigrade, the transport communication must put on tarpaulin or other heat insulator , prevent combining the material surface to form hard , it accords with the technical specification request that big or small in order to guarantee paving in succession and roughness, must guarantee that at least two cars waited to unload the material , the phenomenon that must not present the spreading machine and wait for bus in front of the spreading machine. The others require that should meet the specification requirement for the road surface construction technical specification of modified pitch .2, the specification requirement pavedSuccessive construction that SBS pitch mixture should try one's best while paving, in order to reduce the stopping of the pave and road roller , should try one's best to reduce and sew , improve its roughness. In order to improve the roughness of the road surface, the surface layer should keep the sled type of the same discrepancy in elevation paving the control method of the thickness before and after adopting and paving . Because SBS pitch viscid is relatively great, it is strong to seize strength, it is the rubber type structure to use the back sleds of some spreading machines, the rubber is apt to seize the thin particle of mixture, influence the roughness, so the sled is that rubber type structure must be made into the slippery boots type structure of steel after the pave. Pave the speed and should be controlled in 2 meters per minute, make sure to pave without stopping slowly , evenly and in succession , forbid varying the speed or layover at will .The ones that improved and paved in the course were pressed closely knit degree in advance. The modified pitch SBS mixture is mainly by collecting inlaying the function of crowding of material thickly under the high-temperature state, but improve the ram hammer properly and shake the frequency of smashing , make surplus ramming coefficient reduce, the mark pressed for the first time is extremelysmall, and then guarantee the final roughness of the road surface .3, the specification requirement rolledTo the security mixing type mixture, its suitable rolling the temperature range is 130 degrees Centigrade- 150 degrees Centigrade, it roll temperature and is not lower than 110 degrees Centigrade finally.The ramming craft of the pitch mixture of SBS goes on in line with the following principle: According to is it " roll the Eight Character policy roll to " follow keep , high frequency , low piece closely , not slow ", the road roller must be followed closely in the back of the spreading machine, only by rolling make better result under the high-temperature condition can it, the speed of ramming is controlled in 4- 5km/h. It is balanced to roll the speed, close vibration when falling back, the direction should change gradually, mustn't twist curved to walk, to roll starting point or terminal point can twist & warping roll together while being every, dispel and roll and connect a mark . Will never allow to change direction , turn back , move the position from side to side in paving the pitch mixture newly. Brake or is it have a rest to park suddenly, through south two No. first, two contract sections of SBS pitch test section, the definite ramming craft is each rolled 3 times for DD110 or 2- shelves of DD130 road roller, namely press once for the first time, high-frequency low pieces of vibration are rolled 2 times, press 2 times after all . Pay special attention to: While constructing when find that the road roller glues the wheel, it is better to use water of the washing powder.4, the quality control of the pitch mixture of SBSTo one floor of mixture pitch, the ramming result of the scene should adopt the space rate and press the solidity to control two-wryly . It is subject to that survey every day to calculate the largest density of theory needed in space rate, is it go on according to " pitch road surface mixture heavy relative density test (vacuum law ) (T0711- 93 ) most " to test. The on-the-spot pitch mixture space rate is 3%- 6. One layer of pitch mixture of surface presses the inspection of the solidity, that survey the core kind serves as the standard.Four, conclusionWith the further popularization in our country of modified pitch of SBS, will play an important role in road construction of our country, it hopes to be to SBS modified pitch in production construction specification requirement that should notice in constructing through the above, helpful to everybody, the above-mentioned weak points, hope that every colleague puts forward the valuable suggestion .关于SBS改性沥青配合比设计及施工技术的探讨[摘要] 在良好的设计配合比和施工条件下,SBS沥青能使沥青路面的耐久性和高温稳定性明显提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
pavement can occur in three ways, two unsatisfactory and one desirable. Plastic deformation XX大学 学生毕业设计
successful flexible pavement structures.
The flexible pavement classification may be further broken down into high and low types,
the type usually depending on whether a solid or liquid asphalt product is used. The low types
elastic one, which actually is beneficial to flexible pavements and is necessary to their long life.
The pavement should be durable and should offer protection to the subgrade. Asphalt
and mix proportioning or design is the process of ensuring that no function is neglected.
Before these individual functions are examined, however, the criteria for pavement success
developed or unsafe conditions result. The design procedure should be used to select the
asphalt material and aggregates combination which provides a skid resistant roadway.
based on size. The three groups are coarse aggregates, fine aggregates, and mineral filler.
These will be discussed in detail in later chapter.
Each of the constituent parts mentioned has a particular function in the asphalt mixture,
described as one in which the aggregate and the asphalt product are usually applied to the
roadbed separately and there mixed or allowed to mix, forming the pavement.
that will be considered here.
Asphalt products are used to produce flexible pavements for highways and airports. The
term “flexible” is used to distinguish these pavements from those made with Portland cement,
which are classified as rigid pavements, that is, having beam strength. This distinction is
important because it provides they key to the design approach which must be used for
and failure should be considered so that design objectives can be established.
A successful flexible pavement must have several particular properties. First, it must be
XX大学 学生毕业设计
第1页 共12页
外文文献翻译
原文 Asphalt Mixtures-Applications, Theory and Principles 1 . Applications
using time-tested tests and specifications and engineelled
design method.
The final requirement for any pavement is one of economy. Economy, again, cannot be
the country to the extent that one pavement type may have several names. However, the
general process followed in construction is similar for most low-type pavements and can be
第2页 共12页
Fig. ?1 A modern asphalt concrete highway. Shoulder striping is used as a safely feature.
Fig. ?2 Asphalt concrete at the San Francisco International Airport.
requirements for a stable, durable, and safe pavement are met with a reasonable safety factor,
Design procedures which yield paving mixtures embodying all these properties are not
available. Sound pavements are constructed where materials and methods are selected by
They are used when high wheel loads and high volumes of traffic occur and are, therefore,
often designed for a particular installation.
2 . Theory of asphalt concrete mix design
cement is not impervious to the effects of weathering, and so the design must minimize
weather susceptibility. A durable pavement that does not crack or ravel will probably also
of pavement are made with the cutback, or emulsion, liquid products and are very widely used
throughout this country. Descriptive terminology has been developed in various sections of
Rapidly moving vehicles depend on the tire-pavement friction factor for control and
safety. The texture of the pavement surfaces must be such that an adequate skid resistance is
第3页 共12页
of a pavement failure and which is to be avoided if possible. Compressive deformation of the
pavement results in a dimensional change in the pavement, and with this change come a loss
Asphalt materials find wide usage in the construction industry. The use of asphalt as a
cementing agent in pavements is the most common of its applications, however, and the one
measured directly, since true economy only begins with construction cost and is not fully
determinable until the full useful life of the pavement has been recorded. If, however, the
of resiliency and usually a degree of roughness. This deformation is less serious than the one