毛坯图自动生成
一种基于ZMap模型的随形毛坯模型生成方法
1引言
还 存 在 一 定 的 差 距 , 同时 , 相 关 的 研 究 文 献 也 比 较 少 。 曹 喜
承 … 其 论 文 中提 出 了一 种 利 用 C 在 AD软 件 建 立 待 加 工 曲 面 的
目
前 , 对 于 大 批 量 的 零 件 加 工 一 般 都 采 用 铸 件 毛
毛 坯 模 型 , 然 后 将 该 模 型 保 存 为 初 始c E c a g S e iiain, I S 文 件 格 式 供 r p is x h n e p cf t GE ) c 0 虚 拟 加 工 中使 用 的 方 法 ,该 方 法 需 要 用 户 自行 对 毛 坯 模 型 建
模具C DC MC E A /A /A ■
州 [3 d Cn n 10 ̄ - et
种 基 于 ZM 模 型 的 a p 随 形 毛 坯 模 型 生 成 方 法
一
倪伟t 王亚平2 ( 京 航 空航 天 大 学机 械 工 程 及 自动 化 学 院 , 北 京 10 8 ) 北 0 0 3 摘 要 :本文介绍一种 基 FzMa p模型的随彤 毛坯模 型建 立方法 。首先 获取 待加 I曲面离散后的三角 片模型信息 ,考虑 毛坯余量 和球刀半 二
Absr t The he i nt oduce e hod or c e i tac : t ss i r sa m t f r atng s f c soc of he uti a ur a e t k t c tng a es f c bas d e on he t ZM a r ode p o 1
径形 成加工 曲面的刀位 面模型 ,根据 刀位 面模型构造 z p 型 ,随 后按 ‘ Ma 模 定规 则将zMa 模型 三角化 .从 而得到加工 曲面的随形 毛坯模型 。 p 该 方法已在作者所在实验 摩开发的C AM软 件巾得到实现 并达剑 r预期 效果:
4.CAPP!

工艺管理 组织 流程 管理
工艺 卡片 编辑
工艺文 件统计 汇总
工艺 文件 管理
版 本 管 理
工 艺 知 识 库 管 理
用户 角色 管理
系 统 维 护 工 具
产品结构 信息库
工艺 规程库
工艺 资源库
工艺支 持文件
用户组织 信息库
二次开发接口, 二次开发接口,分布式数据库访问 对象( 对象(COM/DCOM)OLE )
CAD数据 CAM数据 数据 数据
PDM、EDMS、 、 、 ERP等数据库 等数据库
PDM、EDMS、ERP等系统 、 、 等系统
二. 检索式CAPP 检索式CAPP
派生式CAPP系统的基本原理是将设计好的零件标准工艺进行 编号,存储在计算机中。当制定零件的工艺过程时,可根据输入 的零件信息进行搜索,查找合适的标准工艺。 特点: (1) 比较简单,易于实现,稳定可行 (2) 有较高的实用价值 (3) 标准工艺有限,大量零件不能覆盖,使用范围有限
计算机辅助制造
第四章 CAPP技术 CAPP技术
一. CAPP定义 CAPP定义
向计算机输入被加工零件的原始数据、加工条件和加工要求, 由计算机自动进行编码、编程直至最后输出经过优化的工艺规程 卡片的过程,称为CAPP(Computer Aided Process Planning)。 CAPP确定产品制造过程及制造所需的制造资源、制造时间等, 是完成产品设计信息向制造信息转换的关键性环节。
② 实例的表达 实例包括零件信息和与之相对应的工艺信息,因此实例的表达 方式与零件信息和工艺规程的表达方式相同。 (3) 零件分类索引树 如何快速准确地抽取实例,是基于特征的派生式CAPP系统中 最重要的内容之一。 分类树是一动态数据结构,系统开发者将建立该树的数据结构、 建立方法和维护方法用计算机软件的形式提供给用户,即为用户 提供了建立分类索引树和实例库的工具或平台。
毛坯图的画法 ppt课件

确定毛坯的热处理方式 钢质齿轮毛坯经锻造后应安
排正火,以消除残余的锻造应力,并使不均匀的金相 组织通过重新结晶而得到细化、均匀的组织,从而改 善加工性。
锻件最小冲孔直径大于等于30mm
2020/10/1
浙江大学宁波理工学院
25
关于锻造斜度(GB/T 12361-2003)
外模锻斜度 锻件在冷缩时趋
值。当表面需经粗加工和半精加工时,可取其较大值
2020/10/1
浙江大学宁波理工学院
24
确定分模位置 由于毛坯是H<L的杂件类锻件,应采
取上下分模,这样可冲内孔,使材料利用率得到提高。 为了便于起模及便于发现上、下模在模锻过程中错移, 选择对最大截面或称平面为分模面,分模线为直线, 属平直分模线。
16
3.锻件形状复杂系数S S=mt/mN
mN为锻件外围包容体积重量mN=LBHr(r=7.8*10-6) S1 (简单) :0.63<S≤1 S2 (一般) :0.32<S≤0.63 S3 (较复杂):0.16<S≤0.32 S4 (复杂) :0<S≤0.16
对拨叉零件图进行分析计算,可大致确定锻件外廓包容体 的长度、宽度和高度,即l =158mm,b=120mm,h=86mm; 7=S0=.m4t7/mN=6/(lbhp)=6/(158xl20×86×7.8×10—6)≈6/12. 级由。于0.47介于0.32和0.63之间,故该拨叉的形状复杂系数属S2
2020/10/1
浙江大学宁波理工学院
14
锻件尺寸公差确定
钢质模锻件的公差及机械加工余量按GB/T 12362-2003确定。 要确定毛坯的尺寸公差及机械加工余量,应先确定如下各项因素:
Mastercam软件中的毛坯设置
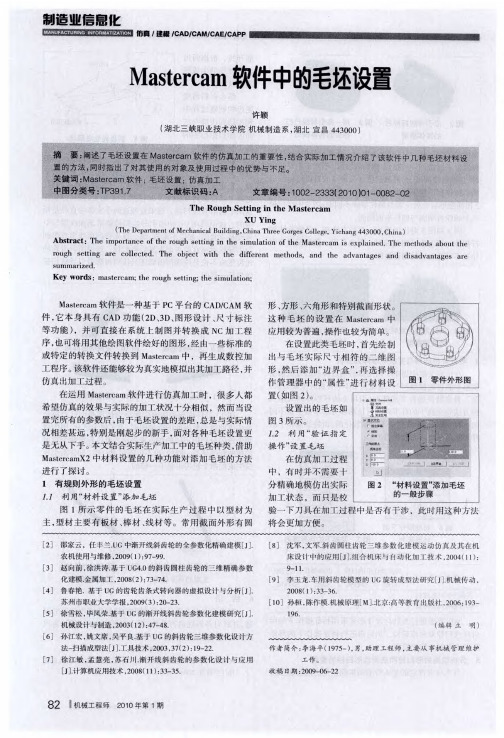
方法进行设 置
,
也 可 以 用 实 体直
定 操 作 设 置 毛 坯 的方 法 快 捷 随 意 而 验 证 指 定 操 作
“ ,
”
”
接进行设 置
“ ”
。
用
, ,
设 置 的 毛 坯 只 有在 实 体 仿 真 加 工 时 才 可 以 看 到
。
,
,
很难 保
此 方 法 设 置 毛 坯 在 设 置 过 程 中 需 要 将零件 与实体 毛坯
≈
, ;
。
i■
▲
● jc I ■ ;¨ 幛 鸳嵯 趟 期
?
一
J
j川
J
… …
f
释
一
—
—
瘗I
…
● lH H№
… 一
…
…
…
.
∞
!:
:r
蒜
“
“
:
■;
—
些
墅
!
”
面 赢磊一
图5
利 用 验证 指 定 操 作 设 置 毛 坯 的 般 步骤
一
图6
利用 验证 指定操作 添 加 后 的毛 坯
“
”
从 添 加 毛 坯 的效 果 来 看
行设 置 对 于 其 它 的 零 件 尽 管 毛 坯 外 形 尺 寸完 全
必 须重 新绘 制 而 用此 种方 法添加毛坯 也 有
,
一
致也
,
、
件 为主
,
此 类 毛坯 往 往
定 的 优势
各部分 的形 状 尺 寸不 相
同 当零 件 尺 寸偏大 或
。
,
一
它可 以 随意更改毛坯 的尺 寸及 形状
第五章 毛坯的制造方法
4)铸造收缩率 铸件在冷却时尺寸缩小的百分率
称为收缩率。由于铸造合金冷却时收 缩,因而为了保证铸件应有的尺寸, 制造模样时,必须使模样尺寸大于铸 件尺寸。
收缩率的大小与金属的线收缩率 有关。灰铸铁为0.7~1.0%;铸钢为 1.5~2.0%。
3、浇注系统 为了使金属液顺利填充型腔而在砂型中开设的通道称为浇注系统。 浇口杯:浇口杯承接来至浇包的金属液,以便于浇注,并缓和金属液对
自由锻 模锻 胎模锻
1、自由锻 只用简单的通用性锻造工具,或在锻造设备的上、下砧之间直接使坯
料变形而获得锻件的锻造方法。它可分为手工自由锻和机器自由锻。
自由锻的特点: ①自由锻可加工各种大小的锻件,对于 大型锻件,自由锻是惟一的生产方法; ②自由锻所用的生产准备时间较短; ③自由锻生产率低,劳动强度大,且锻 件形状简单,精度低,加工余量大,故 适用于单件小批量生产。
零件上的孔、槽是否要铸出,应考虑工艺上的可行性和使用上的必要 性。通常较大的孔和槽应铸出,以节省金属材料和切削加工工时;较小的 孔、槽不必铸出,留待机械加工反而更为经济。
2)拔模斜度 为了便于模样从铸型中取出,模样上凡与拔模方向平行的表面都应有
一定的斜度,称为拔模斜度。 拔模斜度的大小取决于高度、造型方法、模样材料等因素。壁越高,
型(芯)砂应具备主要性能: ①可塑性:指型(芯)砂在外力作用下能够形成清晰的模型轮廓,去除外 力后能完整保持已有形状的能力。可塑性好,则砂型和芯的形状准确。 ② 强度:指型(芯)砂抵抗外力破坏的能力。强度差,易造成塌箱、冲 砂、砂眼等缺陷。 ③ 透气性:指紧实砂样的孔隙度。透气性不好,铸件易产生气孔缺陷。 ④ 耐火性:指型(芯)砂抵抗高温高热作用的能力。耐火性差,铸件易 产生粘砂缺陷,影响铸件的清理和切削加工。 ⑤ 退让性:指在铸件凝固冷却时,型(芯)砂能被压缩的能力。退让性 差,铸件的内应力将加大甚至产生裂纹。 注:芯处于金属液的包围之中,故芯砂能力应高于型砂。
Mastercam机床参数、工件毛坯参数和刀具参数的设定方法OK

Mastercam机床参数、工件毛坯参数和刀具参数的设定方法Main menu→Toolpaths→Job setup系统弹出如图b所示对话框。
下面以如图a所示的零件加工为例介绍自动编程过程。
在该对话框中须定义的参数有:(1)定义工件毛坯尺寸在Master CAM中铣削工件毛坯的形状只能设置为立方体,定义工件的尺寸有以下几种方法:1)直接在Job Setup对话框的X、Y和Z输入框中输入工件毛坯的尺寸;2)单击Select corners按钮,在绘图区选取工件的两个角点定义工件毛坯的大小;3)单击Bounding box按钮,在绘图区选取几何对象后,系统根据选取对象的外形来确定工件毛坯的大小。
在本例中采用本方法来定义毛坯,生成的毛坯见图a虚线所示。
(2)设置工件原点在Master CAM中可将工件的原点定义在工件的10个特殊位置上,包括8个角点及两个面中心点。
系统用一个小箭头来指示所选择原点在工件上的位置。
将光标移到各特殊点上,单击鼠标左键即可将该点设置为工件原点。
工件原点的坐标也可以直接在Stock Origin输入框中输入,也可单击Select Origin按钮后绘图区选取工件的原点。
(3)设置工件材料鼠标左键单击materials项按钮,系统弹出材料菜单,在窗口内单击鼠标右键,可弹出菜单,可添加、修改、删除所使用的材料。
(4)设置后置处理程序鼠标左键单击Post processor项按钮,系统弹出系统所有的后置处理程序,用户即可对所使用的后置处理程序进行设置。
(5)其他参数设置下面简单介绍其他各参数(选项)的含义。
1)工件显示控制当选中Display stock复选框时,在屏幕中显示出设置的工件。
当选中Pit screen to stock复选框时,在进行Pit screen 操作时,显示的对象包括设置的工件。
2)刀具路径系统规划.Out to operation comments to NCI:选中该复选框时,在生成的NCI文件中包括操作注解。
上课Dynaform毛坯展开及排样
图26 图29
图28 图27
图30
VIII.新坯料网格生成
1.从屏幕右下角打开“Elements”和“node”显示选项 2.点击BSE (坯料工程) 3.选择Development(开发) 4.选择Blank Generator(坯料生成器) 5.选择由BSE展开得到的坯料轮廓线 6.输入Element Size(单元尺寸), 2.00 (mm) (如图32) 7.点击OK(确定) 8.点击Yes(是)接受生成的坯料网格(如图33)
a)在Material (材料)组中,定义材料为CQ材料 b)输入Thickness(厚度) , 1.0 mm c)输入Density(密度) , 7.850000E-006 d)在Parameters Group(参数)中,输入Edge Width(搭边),5.0 mm ,这 个参数定义了零件和条带边界的最小距离 e)输入Bridge Span(件间距),2.0 mm ,此参数定义了坯料间的最小距离 f)输入Addendum(补充面),5.0mm ,此参数用来设置坯料的扩大补充量
图31
图32
图33
IX.坯料网格外边界光顺
1.选择BSE Development(BSE开发)— Outer Smooth(光顺边界) (如图34) 2.选择刚才生成的板料网格层blnk0000 3.选择Roller (滚筒)(如图35) 4.输入Roll Radius(滚筒半径), 300.00 (mm) (缺省) 5.点击Create Boundary(创建边界)生成新的边界线(如图36) 6.点击Fill Boundary(填充边界)填充原零件边界和新边界线之间的空 隙(如图37) 7.选择BSE Development——Expand(扩大)(如图38) 8.选择BLK0000 和BLN_SMH作为新的板料操作对象(如图39) 9.输入Extension (延长)= 5.0 (mm),表示坯料轮廓向外偏置5mm 10.点击Boundary Expand(边界扩展)生成偏置的坯料轮廓(如图40) 11.点击Fill Boundary(填充)填充偏置的空隙(如图41) 12.在弹出的对话框中点击No(否),不作为Die 13.点击Exit(退出) 退出Outer Smooth (光顺边界)对话框 14.点击Close(关闭)退出BSE Development( BSE开发)对话框
第1讲Cimatron数控加工基本操作
数控加工基本操作软件的数控加工功能强大,使用户几乎可以加工出各种类型的零件,同时,其本讲内容↘实例·模仿——枕芯的数控加工↘NC图1-1 枕芯模型【光盘文件】——参见附带光盘中的“END\Ch1\1-1.elt ”文件。
——参见附带光盘中的“AVI\Ch1\1-1.avi ”文件。
【操作步骤】(1)打开Cimatron E10软件,单击【新建文件】按钮,选择NC 模块,进入加工环境,如图1-2所示。
图1-2 新建文件(2)读取模型,如图1-3所示。
图1-3 读取模型(3)选择刀具。
单击【刀具】按钮,系统将自动弹出【刀具及夹头】对话框,在【刀具及夹头】对话框中单击刀具库图标,系统将自动弹出【增加刀具】对话框,在刀具库中选择刀具,如图1-4所示。
图1-4 选择刀具图1-5 创建刀轨(5)创建零件。
单击【零件】按钮,系统将自动弹出【零件】对话框,在【零件类型】的下拉菜单中选择【目标】,直接选择模型零件作为目录零件,如图1-6所示。
(6)创建毛坯。
单击【毛坯】按钮,系统将自动弹出【初始毛坯】对话框,在【毛坯图1-6 创建零件图1-7 创建毛坯(7)创建程序。
单击【程序】按钮,系统将自动弹出【NC程序管理器】对话框,在【主选择】的下拉菜单中选择【体积铣】,在【子选择】的下拉菜单中选择【平行粗铣】的加工方式,并单击【导入界面&参数】按钮,如图1-8所示。
图1-8 创建程序8)在【零件】的子菜单中,单击【零件曲面】按钮,选择要加工的曲面,如图图1-9 零件曲面(9)单击【边界(可选)】按钮,系统将自动弹出【轮廓管理器】对话框,在【刀具位置】的下拉菜单中选择【轮廓外】,选择要加工的轮廓外曲线边界,如图1-10所示。
图1-10 边界(10)设置刀路参数。
设置【公差&&余量】参数,如图1-11所示。
图1-11 公差及余量设置【刀路轨迹】参数,如图1-12所示。
图1-12 【刀路轨迹】参数)选择刀具。
capp技术文档

第一节CAPP的概念CAPP的开发、研制是从60年代末开始的,在制造自动化领域,CAPP的发展是最迟的部分。
世界上最早研究CAPP的国家是挪威,始于1969年,并于1969年正式推出世界上第一个CAPP系统AUTOPROS;1973年正式推出商品化的AUTOPROS系统。
在CAPP发展史上具有里程碑意义的是CAM-I于1976年推出的CAM-I’S Automated Process Planning系统。
取其字首的第一个字母,称为CAPP系统。
目前对CAPP这个缩写法虽然还有不同的解释,但把CAPP称为计算机辅助工艺过程设计已经成为公认的释义。
CAPP(computer aided process planning,计算机辅助工艺过程设计)的作用是利用计算机来进行零件加工工艺过程的制订,把毛坯加工成工程图纸上所要求的零件。
它是通过向计算机输入被加工零件的几何信息(形状、尺寸等)和工艺信息(材料、热处理、批量等),由计算机自动输出零件的工艺路线和工序内容等工艺文件的过程。
计算机辅助工艺过程设计也常被译为计算机辅助工艺规划。
国际生产工程研究会(CIRP)提出了计算机辅助规划(CAP-computer aided planning)、计算机自动工艺过程设计(CAPP-computer automated process planning)等名称,CAPP一词强调了工艺过程自动设计。
实际上国外常用的一些,如制造规划(manufacturing planning)、材料处理(material processing)、工艺工程(process engineering)以及加工路线安排(machine routing)等在很大程度上都是指工艺过程设计。
计算机辅助工艺规划属于工程分析与设计范畴,是重要的生产准备工作之一。
由于计算机集成制造系统(CIMS-computer integrated manufacturing system)的出现,计算机辅助工艺规划上与计算机辅助设计(CAD-computer aided design)相接,下与计算机辅助制造(CAM-computer aided manufacturing)相连,是连接设计与制造之间的桥梁,设计信息只能通过工艺设计才能生成制造信息,设计只能通过工艺设计才能与制造实现功能和信息的集成。
proe的使用经验总结(18个技巧)
一、概要技巧1.Pro/E自动分模的方法与技巧技巧2.proe 分模的几种方法技巧3.Pro/E的斜导柱三维Program设计技巧4.Pro/E装配技巧-零件之组合1技巧5 Pro/E装配技巧-零件之组合2技巧6 原创教程]Pro/E简单的模拟装配动画技巧7 . ProE高级技巧秘笈技巧8. 用Pro/E绘图软件进行产品开发的优势分析1技巧9. 用Pro/E绘图软件进行产品开发的优势2技巧10. PRO/E 几种技巧总结技巧11. Pro/E中三角面的解决办法技巧12. Pro/E中创建相切拔模技巧13.族表使用详解技巧14.如何在 Pro/ENGINEER 中使用自顶向下方法设计连杆技巧15.巧妙转换Pro/ENGINEER与ANSYS间的模型数据技巧16.Pro/E下螺旋扫描所生成弹簧的力学性能分析技巧17.Pro/ENGINEER的两把火:模拟、加工换新颜技巧18 Pro/ENGINEER中创建尺寸阵列特征的思路及方法技巧1.Pro/E自动分模的方法与技巧摘要:Pro/E在模具制造业已经普遍应用,基于作者几年来对Pro/E软件应用的一些实战体会与读者分享,简单介绍Pro/E2001侧面影像曲线与裙边曲面的巧用。
裙边。
前言:Pro/E自动分模是利用自动分型线的侧面影像曲线(注:复合或其他曲线命令创建也可以)与利用曲线自动产生分型面的裙边曲面来分割体积块的一种比较实用的方法。
Pro/E在模具制造业已经普遍应用,基于作者几年来对Pro/E软件应用的一些实战体会与读者分享,简单介绍Pro/E2001侧面影像曲线与裙边曲面的巧用。
关键词:侧面影响;裙边;复合。
前言:Pro/E自动分模利用自动分型线的侧面影像曲线(注:复合或其他曲线命令创建也可以)与利用曲线自动产生分型面的裙边曲面来分割体积块的一种比较实用的方法。
以图1来简单介绍自动分模的步骤以技巧。
图1 塑胶件ljb (1)建立工作目录ljb,把图1 塑胶件ljb放到工作目录中以便调用及保存。
零件模型的铸件毛坯自动生成方法

零件模型的铸件毛坯自动生成方法华顺刚;许林林;白茂东【摘要】针对在铸件毛坯生成特征识别过程中交叉特征识别不够理想的问题,提出先通过检索和变化零件属性面邻接矩阵中的元素来识别简单特征特征,然后采用对具有公共面的简单特征进行合并、对没有公共面的简单特征计算其空间是否相邻的方法来识别相交特征.对于较小特征的去除顺序问题,通过建立相交特征的依存关系,先去除依存于其他特征的特征,再去除被依存特征.最后对有较高要求的表面增加加工余量,自动选择或由用户选择分型面,生成拔模斜度.实验结果表明,对于常见模型,该方法可以生成合理的铸件毛坯.【期刊名称】《计算机集成制造系统》【年(卷),期】2018(024)011【总页数】9页(P2827-2835)【关键词】特征识别;交叉特征;扩展属性面邻接矩阵;加工余量;拔模斜度;铸件毛坯【作者】华顺刚;许林林;白茂东【作者单位】大连理工大学机械工程学院,辽宁大连 116023;大连理工大学机械工程学院,辽宁大连 116023;大连理工大学机械工程学院,辽宁大连 116023【正文语种】中文【中图分类】TH1280 引言在设计零件产品时,一般先设计零件图[1]。
零件主要通过铸造生产获得,其后序加工工艺也大多建立在零件的铸件毛坯上,如果可以自动获得零件的铸件毛坯,则在零件的毛坯铸造和后序加工过程中将无需再次设计零件铸件图,从而大大减少重复劳动,提高设计效率,节约设计成本,而且在零件图转换为铸件图过程中识别的特征可以为计算机辅助工艺规划或设计提供依据。
总之,毛坯模型的自动生成有助于CAD/CAPP/CAM一体化,也有助于实现3C集成[2-3]。
现有的特征识别方法主要有模式匹配法、体积分解法和制造资源映射法3类[4]。
模式匹配法是从零件模型及其边界表示中搜索预定义的特征边界模式,进而识别出预定义的特征,常见的有基于规则[5]、基于图[6]和基于痕迹[7]的方法,其最大问题是在处理相交特征识别方面存在不足。
3D视觉表面匹配技术在曲轴毛坯无序抓取中的应用

3D视觉表面匹配技术在曲轴毛坯无序抓取中的应用作者:陆贤辉申红森来源:《时代汽车》2022年第09期摘要:本文主要研究对无序排列曲轴毛坯的自动抓取,通过3D视觉技术实现空间位置搜索,并转换为机器人抓取坐标,在实际运行过程中,为解决3D算法在速度、可靠性、稳定性等方面的不足,视觉识别成功率低,机器人抓取发生碰撞的问题,利用全局模型局部匹配的算法优化基于PPF特征的投票原理,最终实现高效稳定的3D物体匹配识别,并实现了无序排列曲轴毛坯稳定、可靠、快速的抓取,满足了现实生产过程的需求。
关键词:3D视觉无序抓取 Point Pair Feature (PPF)投票原理Abstract:This paper researched the robot loading system for the free-form crankshaft. It was applied with 3D visual camera to search the object in a big steel case, and it would communicate with the robot and sent the coordinate of the specific character in the whole crankshaft. In the practice, the paper propound a new algorithm to improve the Voting Scheme based on PPF and more efficiently matched objects in the point clouds The method was met the production requirement and achieved the stability, reliability and high efficiency in the robot loading system for the free-form crankshaft.Key words:3D visual camera, free-form, Point Pair Feature (PPF), Voting Scheme在工厂自动化、智能化的发展进程中,机器视觉技术扮演着一个重要的角色。
怎样绘制毛坯图

怎样绘制毛坯图?铸件毛坯图:在零件图的基础上根据工艺要求添加适当的加工余量,并去掉机加产生孔和沟槽(形象地说就是把机加工切除的那部分还回去)。
用双点划线画出零件轮廓;剖面图中加工余量、不铸孔及沟槽用正方形网纹线(即零件原有剖面线上附加与之垂直的剖面线而成);毛坯轮廓用粗实线。
用细实线画出分型面,并标注“上”“下”字样,以说明浇注位置。
标注:①只标注特殊铸造圆角和起模斜度,相同的统一在技术要求中说明。
②尺寸标注:方法一标注零件尺寸,向外标注加工余量;方法二标注铸件尺寸,向内标注加工余量。
第一步加工余量1. 根据工艺方法(手工造型、机器造型)和材料(铸钢、灰铁、球铁、可铁、铜、锌)查手册确定:① 加工余量等级:A、B、C、D、E、F、G、H、J、K共十级,其中常用的为C ~K;② 公差等级:CT1~CT16,常用的为CT4~CT13;2. 根据零件基本尺寸、加工余量等级、公差等级查手册确定加工余量。
第二步铸件的公差根据铸件基本尺寸、公差等级查手册确定铸件尺寸公差数值。
第三步铸造圆角根据铸造方法(砂型、金属型、压力铸造、熔模铸造)和材料(铝、镁、铜、锌、黑色金属)查手册确定最小圆角半径。
为了便于制造,半径应尽可能统一。
一般,砂型和金属型取R3或R5,压铸件取R1或R2。
第四步最小孔径根据铸造方法和生产批量确定最小孔径尺寸。
第五步起模斜度首先选定起模斜度的形式,然后查表确定起模斜度值。
例如:铸件毛坯图锻件毛坯图:在零件图的基础上,考虑到机加工余量、锻造公差、工艺余块、圆角半径、拔模斜度及相应的技术要求等绘制。
1. 自由锻件GB/T 21469-2008自由锻件毛坯图2. 模锻件第一步:加工余量①公差等级:普通级②估算锻件重量:根据零件的重量估算锻件毛坯的重量,如:已知机械加工后拨叉件的重量为2kg,由此可初步估计机械加工前锻件毛坯的重量为3kg③计算锻件形状复杂系数:S1(简单),S2(一般),S3(较复杂),S4(复杂)④材质系数:如,拨叉材料为45钢,碳的质量分数小于0.65%,故该锻件的材质系数属M1级⑤分模线形状:如,拨叉选择零件高度方向的对称平面为分模面,属平直分模线⑥零件表面粗糙度:如,由零件图可知,拨叉各加工表面的粗糙度Ra均大于等于1.6之后查手册确定各个方向的加工余量第二步:拔模斜度外模锻斜度:锻件在冷缩时趋向离开模壁的部分,用α表示,一般α=5度内模锻斜度:锻件在冷缩时趋向贴紧模壁的部分,用β表示,一般β=α+2~3第三步:圆角半径外圆角半径r=3~5内圆角半径R=6~10第四步:最小孔径锻件最小冲孔直径大于等于30mm例如模锻件毛坯图离合齿轮毛坯图。
绘制毛坯一零件综合图步骤

绘制毛坯一零件综合图步
骤
High quality manuscripts are welcome to download
绘制毛坯一零件综合图步骤:
用双点划线画出简化次要细节的零件图主要
视图,
将确定的加工余量叠加在各相应被加工表面
上,即得到毛坯轮廓,用粗实线画出(不需
加工表面两者重合,用粗实线表示)。
为表达清楚内部结构,可画出必要的剖视、
剖面。
由实体上加工出的槽和孔,可不必专门剖
切。
图上标出毛坯基本尺寸及公差(尺寸线上方),
图上标出零件基本尺寸(尺寸线下方,并加括号)。
尺寸线由毛坯图有关点引出。
图上应标明毛坯技术要求如材料及规格、毛坯精度、热处理及硬度、圆角尺寸、分模面、拔模斜度、表面及内部质最要求(气孔、缩孔、夹砂)
等。
图上亦可标出加工余量的名义尺寸。
** 此图中零件图采用双点划线画出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点可在增加余量一侧的任何位置) , 本软件就可使加 工面增加出机加工余量。处理步骤如下:
( 1) 依据用户点取的机加工面, 搜索数据库, 提 取机加工面处的轮廓线( 可能由多段线组成) , 顺序 排出机加工面上的线段, 以便从机加工面某端顺序 处理各线段;
( 2) 按机加工余量值等距移动各线段形成新轮 廓线;
( 2) 从选择集 SL 0 中找到端点为 P1 的各线段, 把这些线段的另一端点放 入 END 表中, 并去 除不 在 PT T 表中的点。
( 3) 从 END 表中逐一提取已搜集的点( 如 P 7, P 2) , 经比较找到以 P 1 为起点, 并与正东方向( 水平 向右) 成最大夹角的 P 1P 2 作为第一条轮廓边界线。
廓线。 2. 1. 3 消除孔的轮廓线
首先分出两种情况, 如图 3 所示。PT T 表中原 子数大于 4 的或是盲孔的作为第一种情况, 其它作 为第二种情况。
图3
第一种情况, 如图 3a 所示。把不在端面的孔轮 廓线交点( 称为内点) 作为选择集点, 即以该内点为 中心开一个很小的/ C0窗口进行选 择, 将通过此点 的线段收集到选择集中。这样, 把每个内点作为选 择集点, 消除通过每个内点的线段, 从而消除所有轮 廓线。
( 1) 定义自动获取边界及画剖面线函数。
( D EFU N H0 ( ) ( set q ss ( ssadd) )
( set q s ( entlast) ) ( set q ss ( ssadd s ss) )
) ( D EFU N H ( aa bb / )
( command / layer0 / s0 / 70 / / ) ( set q sn t)
( w hile sn ( set q sn ( entnext s) )
( if sn ( setq ss ( ssadd sn ss) ) ) ( set q s sn )
) ( command / hat ch0 / u0 aa bb / n0 ss / / )
)
( 2) 在画剖面线之前, 查询图形数据库, 提取剖 面线有关数据( 剖面线的间距 bb 、倾角 aa ) 。然后, 依次从 L K 表中取出孔边界交点, 画出孔轮廓。在 画孔轮廓第一段线后运行 H 0 函数, 画完整个轮廓 运行 H 函数, 即可画出剖 面线。最 后, 执 行( command / erase0 ss / / ) 语句, 擦除画剖面线使用的轮
将选 择集 SL0 中孔 的轮廓各 线段相互 求交。 因为图中的每个交点可能是两条以上线段相交, 所 以求出的交点会出现重复的交点。因此, 要进行筛 选, 去掉 重复的交点。然后, 孔的轮廓点被收集到 PT T 表中。
在 PT T 表中找到孔轮廓点中最低点, 以此点, 顺时针次 序排出 孔的轮 廓点, 算 法如下: ( 参 见图 2) 。
图2
X 收稿日期: 1999-05- 28; 修订日期: 1999-09-23 作者简介: 吴学金( 1958-) , 男, 工学硕士学位, 主要从事计算机图形学和机械 CAD 方面的教学和研究工作。Fra bibliotek6 计算机辅助设计
实例分析与经验交流
5机械设计62000 年 2 月 l 2
( 1) 图示的 P 1 点作为最低点, 定义 P 1 点为孔 轮廓边的起点( 水平线时, 取先找到的点) 。由构表 器 CONS 函 数 构造 LK 表, 将 P 1 点 的 坐标 放 入 LK, 如: ( setq L K ( cons p1 Lk) )
( setq kde1 ( car kd1) kde2 ( car kd2) ) ( command / off set0 d pk1 pk2 / / ) ( setq of f1 ( ent last) ) ( setq pe11( cdr ( assoc 10 ( entget of f1) ) ) ) ( setq pe12( cdr ( assoc 11 ( entget of f1) ) ) ) ( command / off set0 d pk2 pk1 / / ) ( setq of f2 ( ent last) ) ( setq pe21( cdr ( assoc 10 ( entget of f2) ) ) ) ( setq pe22( cdr ( assoc 11 ( entget of f2) ) ) ) ( if k d1 ( command / extend0 kde1 / /
5机械设计62000 年 2 月 l 2
文章编号: 1001- 2354( 2000) 02-0045- 03
实例分析与经验交流
计算机辅助设计 45
毛坯图自动生成软件的研制X
吴学金
( 天津理工学院 计算机系, 天津 300191)
摘要: 采用图形数据库访问技术, 提取 零件图 的有 关图形 数据, 在 建立了 零件 图自 动生成 毛坯 图的算 法基 础
第二种情况。如图 3b 所示, 从 PT T 表中分出 点属于哪个端面。P1 和 P 2 是在同一端面上的两 个点, P 3 和 P 4 是在同一端面上的两个点, 然后找 到线段 P 1P 3 的中点和 P 2P4 的中点, 以这两个中 点作为捕捉目标予以消除。 2. 1. 4 消除中心线和螺纹线
将已 搜集到 选择集 SL23 中 的中心线 和螺纹 线, 用下面语句消除。
上, 成功地编制了 AutoCA D 环境下运行的软件。
关键词: 图形数据库; 毛坯图; AutoCAD
中图分类号: T H122 文献标识码: A
1 引言
入 SL23 选择集, 程序如下:
为实现由零件图自动生成毛坯图, 要解决的主 要问题是在零件图中去除完全由机加工形成的孔和 槽以及在零件图中需机加工处画出增加的机加工余 量。本软件运用图形数据库的访问技术, 提取零件 图的有关图形数据。通过对实体的操作, 成功地解 决了上述问题。本软件使用简单。对于零件图中完 全由机加工形成的孔和槽, 只需用鼠标点取位置点, 即可自动消除图中的孔和槽。用鼠标点取零件图中 机加工处并输入机加工余量值, 即可自动画出增加 的机加工余量, 完成图形的处理。
( command / erase0 SL23 / / )
2. 2 去除机加工形成的槽 第一步: 程序通过用户点取的补齐面的两个点
( 见图 4 中 P 1 和 P 2) , 提取到两实体线段, 然后求 出它们的交点。再用线段连接交点到两个补齐面。
第二步: 用户点取形成槽的轮廓线段( 见图 4 中 A 、B 、C、D ) 消除, 并以新画的轮廓为边界, 沿伸与 原轮廓相交的各条剖面线到新画的轮廓。
( set q sd0n ( ssname sd0 m ) ) ( set q la ( cdr ( assoc 8 ( entget sd0n) ) ) ) ( cond ( ( or ( = la / 20 ) ( = la / 30 ) ) ( ssadd sd0n sl23) ( ( = la / 00 ) ( ssadd sd0n sl0) ) ) ( set q m ( 1+ m) ) )
( 5) 再以 P 4 作为 P 3, P3 作 为 P 2, P 2 作 为 P 1, 循环执行上述第四 步, 直至搜 索到起点 P 1 为 止, 则得到孔边 界点 P 1、P 2、P 3、P4、P 5、P 6、P 7、 P 1 各点坐标, 并依次放入 LK 表中。 2. 1. 2 在将要去除的孔内画上剖面线
( 4) 孔轮廓边界的第一条边的方位确定后, 再从 选择集 SL 0 中找到端点为 P 2 的各线段, 把这些线 段的另一端点放入 END 表中( 此表用之前赋 nil) , 并去除不在 PT T 表中的点。从 END 表中逐一提取 已搜集的点( 如: P3、P6、P 1) 经比较找到 P 2P 3 与 前一线段 P 2P1 成最大夹角的点 P 3, 即为第三个轮 廓边界点, 并放 入 LK 表 中。P 2P 3 与 P2P 1 的夹 角是指以 P2 为中心沿逆时针方向旋转 P 2P 1 到与 P 2P 3 重线时, 所转过的角度。
图4
3 机加工余量的处理
3. 1 孔的机加工余量处理
5机械设计62000 年 2 月 l 2
实例分析与经验交流
计算机辅助设计 47
3. 1. 1 无倒角情况下的处理( 见图 5)
( setq k1 ( ent sel / 点孔一边0 ) ; 点取 P1 ( setq k2 ( ent sel / 点孔另一边0 ) ; 点取 P2 ( setq pk1 ( cdr k1) ke1 ( car k1) ) ( setq pk2 ( cdr k2) ke2 ( car k2) ) ( command / off set0 d pk1 pk2) ; d 为机加工余量 ( setq of f1 ( ent last) ) ( command / off set0 d pk2 pk1) ( setq of f2 ( ent last) ) ( command / erase0 ke1 ke2 / / )
pe11 pe12 pe21 pe22 / / ) ) ( if k d2 ( command / extend0 kde2 / /
pe11 pe12 pe21 pe22 / / ) )
经上面处理后, 消除原孔的轮廓线( 参见 2. 1. 3 所述) 。以新画轮廓为边界, 延伸剖面线完成图形处 理。 3. 2 面的机加工余量处理
开/ C0 窗口将孔的轮廓各线段、中心线 和螺纹 线收集到选择 集 SD0 中。通过识别各种线 所在不 同层( / 20层中心线, / 30 层螺纹线, / 00 层轮廓线) 把 孔的轮廓线装入 SL 0 选择集, 把中心线和螺纹线装
图1 ( set q sd0 ( ssget / c0 p1 p2) ) ( set q sd01 ( sslengt h sdo) ) ( set q sl0 ( ssadd) sl23 ( ssadd) m 0) ( w hile ( < m sd01)