GB T 3098.1-2000紧固件机械性能 螺栓螺钉和螺柱
螺丝的规格及国家标准

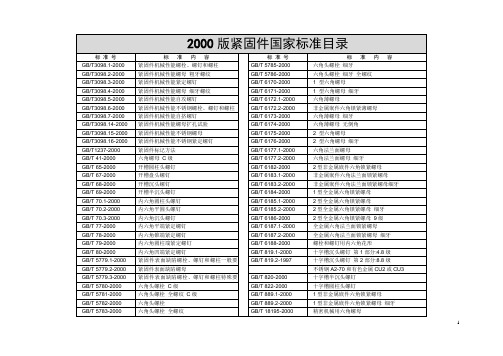
2000版紧固件国家标准标准号标准内容备注GB/T3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱 ISO898-1:1999GB/T3098.2-2000 紧固件机械性能螺母粗牙螺纹 ISO898-2:1992GB/T3098.3-2000 紧固件机械性能紧定螺钉 ISO898-5:1998GB/T3098.4-2000 紧固件机械性能螺母细牙螺纹 ISO898-6:1994GB/T3098.5-2000 紧固件机械性能自攻螺钉 ISO2702:1992GB/T3098.6-2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱 ISO3506-1:1997GB/T3098.7-2000 紧固件机械性能自挤螺钉 ISO7085:1999GB/T3098.14-2000 紧固件机械性能螺母扩孔试验 ISO10484:1997GB/T3098.15-2000 紧固件机械性能不锈钢螺母 ISO3506-2:1998GB/T3098.16-2000 紧固件机械性能不锈钢紧定螺钉 ISO3506-3:1997GB/T1237-2000 紧固件标记方法 ISO8991:1986 字串9GB/T 41-2000 六角螺母 C级 ISO4034:1999GB/T 65-2000 开槽圆柱头螺钉 ISO1207:1992GB/T 67-2000 开槽盘头螺钉 ISO1580:1994GB/T 68-2000 开槽沉头螺钉 ISO2009:1994GB/T 69-2000 开槽半沉头螺钉 ISO2010:1994GB/T 70.1-2000 内六角圆柱头螺钉 ISO4762:1997GB/T 70.2-2000 内六角平圆头螺钉 ISO7380:1997GB/T 70.3-2000 内六角沉头螺钉 ISO10642:1997GB/T 77-2000 内六角平端紧定螺钉 ISO4026:1993GB/T 78-2000 内六角锥端紧定螺钉 ISO4027:1993GB/T 79-2000 内六角圆柱端紧定螺钉 ISO4028:1993GB/T 80-2000 内六角凹端紧定螺钉 ISO4029:1993GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求 ISO6157-1:1988 GB/T 5779.2-2000 紧固件表面缺陷螺母 ISO6157-2:1995GB/T 5779.3-2000 紧固件表面缺陷螺栓、螺钉和螺柱特殊要求 ISO6157-3:1988 字串3GB/T 5780-2000 六角头螺栓 C级 ISO4016:1999GB/T 5781-2000 六角头螺栓全螺纹 C级 ISO4018:1999GB/T 5782-2000 六角头螺栓 ISO4014:1999GB/T 5783-2000 六角头螺栓全螺纹 ISO4017:1999GB/T 5785-2000 六角头螺栓细牙 ISO8765:1999GB/T 5786-2000 六角头螺栓细牙全螺纹 ISO8676:1999GB/T 6170-2000 1 型六角螺母 ISO4032:1999GB/T 6171-2000 1 型六角螺母细牙 ISO8673:1999GB/T 6172.1-2000 六角薄螺母 ISO4035:1999GB/T 6172.2-2000 非金属嵌件六角锁紧薄螺母 ISO10511:1997GB/T 6173-2000 六角薄螺母细牙 ISO8675:1999GB/T 6174-2000 六角薄螺母无倒角 ISO4036:1999GB/T 6175-2000 2 型六角螺母 ISO4033:1999字串6GB/T 6176-2000 2 型六角螺母细牙 ISO8674:1999GB/T 6177.1-2000 六角法兰面螺母 ISO4161:1999GB/T 6177.2-2000 六角法兰面螺母细牙 ISO10663:1999GB/T 6182-2000 2型非金属嵌件六角锁紧螺母 ISO7041:1997GB/T 6183.1-2000 非金属嵌件六角法兰面锁紧螺母 ISO7043:1997GB/T 6183.2-2000 非金属嵌件六角法兰面锁紧螺母细牙 ISO12125:1997 GB/T 6184-2000 1型全金属六角锁紧螺母 ISO7719:1997GB/T 6185.1-2000 2型全金属六角锁紧螺母 ISO7042:1997GB/T 6185.2-2000 2型全金属六角锁紧螺母细牙 ISO10513:1997GB/T 6186-2000 2型全金属六角锁紧螺母 9级 ISO7720:1997GB/T 6187.1-2000 全金属六角法兰面锁紧螺母 ISO7044:1997GB/T 6187.2-2000 全金属六角法兰面锁紧螺母细牙 ISO12126:1997 GB/T 6188-2000 螺栓和螺钉用内六角花形 ISO10664:1999字串8GB/T 819.1-2000 十字槽沉头螺钉第1部分:4.8级 ISO7046-1:1994GB/T 819.2-1997 十字槽沉头螺钉第2部分:8.8级 ISO7046-2:1990不锈钢A2-70和有色金属CU2或CU3GB/T 820-2000 十字槽半沉头螺钉 ISO7047:1994GB/T 822-2000 十字槽圆柱头螺钉 ISO7048:1994GB/T 889.1-2000 1型非金属嵌件六角锁紧螺母 ISO7040:1997GB/T 889.2-2000 1型非金属嵌件六角锁紧螺母细牙 ISO10512:1997 GB/T 18195-2000 精密机械用六角螺母 ISO4166:1979给你标准号,具体的自己去查。
螺丝的规格及国家标准

2000版紧固件国家标准标准号标准内容备注GB/T3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱 ISO898-1:1999GB/T3098.2-2000 紧固件机械性能螺母粗牙螺纹 ISO898-2:1992GB/T3098.3-2000 紧固件机械性能紧定螺钉 ISO898-5:1998GB/T3098.4-2000 紧固件机械性能螺母细牙螺纹 ISO898-6:1994GB/T3098.5-2000 紧固件机械性能自攻螺钉 ISO2702:1992GB/T3098.6-2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱 ISO3506-1:1997GB/T3098.7-2000 紧固件机械性能自挤螺钉 ISO7085:1999GB/T3098.14-2000 紧固件机械性能螺母扩孔试验 ISO10484:1997GB/T3098.15-2000 紧固件机械性能不锈钢螺母 ISO3506-2:1998GB/T3098.16-2000 紧固件机械性能不锈钢紧定螺钉 ISO3506-3:1997GB/T1237-2000 紧固件标记方法 ISO8991:1986 字串9GB/T 41-2000 六角螺母 C级 ISO4034:1999GB/T 65-2000 开槽圆柱头螺钉 ISO1207:1992GB/T 67-2000 开槽盘头螺钉 ISO1580:1994GB/T 68-2000 开槽沉头螺钉 ISO2009:1994GB/T 69-2000 开槽半沉头螺钉 ISO2010:1994GB/T 70.1-2000 内六角圆柱头螺钉 ISO4762:1997GB/T 70.2-2000 内六角平圆头螺钉 ISO7380:1997GB/T 70.3-2000 内六角沉头螺钉 ISO10642:1997GB/T 77-2000 内六角平端紧定螺钉 ISO4026:1993GB/T 78-2000 内六角锥端紧定螺钉 ISO4027:1993GB/T 79-2000 内六角圆柱端紧定螺钉 ISO4028:1993GB/T 80-2000 内六角凹端紧定螺钉 ISO4029:1993GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求 ISO6157-1:1988 GB/T 5779.2-2000 紧固件表面缺陷螺母 ISO6157-2:1995GB/T 5779.3-2000 紧固件表面缺陷螺栓、螺钉和螺柱特殊要求 ISO6157-3:1988 字串3GB/T 5780-2000 六角头螺栓 C级 ISO4016:1999GB/T 5781-2000 六角头螺栓全螺纹 C级 ISO4018:1999GB/T 5782-2000 六角头螺栓 ISO4014:1999GB/T 5783-2000 六角头螺栓全螺纹 ISO4017:1999GB/T 5785-2000 六角头螺栓细牙 ISO8765:1999GB/T 5786-2000 六角头螺栓细牙全螺纹 ISO8676:1999GB/T 6170-2000 1 型六角螺母 ISO4032:1999GB/T 6171-2000 1 型六角螺母细牙 ISO8673:1999GB/T 6172.1-2000 六角薄螺母 ISO4035:1999GB/T 6172.2-2000 非金属嵌件六角锁紧薄螺母 ISO10511:1997GB/T 6173-2000 六角薄螺母细牙 ISO8675:1999GB/T 6174-2000 六角薄螺母无倒角 ISO4036:1999GB/T 6175-2000 2 型六角螺母 ISO4033:1999字串6GB/T 6176-2000 2 型六角螺母细牙 ISO8674:1999GB/T 6177.1-2000 六角法兰面螺母 ISO4161:1999GB/T 6177.2-2000 六角法兰面螺母细牙 ISO10663:1999GB/T 6182-2000 2型非金属嵌件六角锁紧螺母 ISO7041:1997GB/T 6183.1-2000 非金属嵌件六角法兰面锁紧螺母 ISO7043:1997GB/T 6183.2-2000 非金属嵌件六角法兰面锁紧螺母细牙 ISO12125:1997 GB/T 6184-2000 1型全金属六角锁紧螺母 ISO7719:1997GB/T 6185.1-2000 2型全金属六角锁紧螺母 ISO7042:1997GB/T 6185.2-2000 2型全金属六角锁紧螺母细牙 ISO10513:1997GB/T 6186-2000 2型全金属六角锁紧螺母 9级 ISO7720:1997GB/T 6187.1-2000 全金属六角法兰面锁紧螺母 ISO7044:1997GB/T 6187.2-2000 全金属六角法兰面锁紧螺母细牙 ISO12126:1997 GB/T 6188-2000 螺栓和螺钉用内六角花形 ISO10664:1999字串8GB/T 819.1-2000 十字槽沉头螺钉第1部分:4.8级 ISO7046-1:1994GB/T 819.2-1997 十字槽沉头螺钉第2部分:8.8级 ISO7046-2:1990不锈钢A2-70和有色金属CU2或CU3GB/T 820-2000 十字槽半沉头螺钉 ISO7047:1994GB/T 822-2000 十字槽圆柱头螺钉 ISO7048:1994GB/T 889.1-2000 1型非金属嵌件六角锁紧螺母 ISO7040:1997GB/T 889.2-2000 1型非金属嵌件六角锁紧螺母细牙 ISO10512:1997 GB/T 18195-2000 精密机械用六角螺母 ISO4166:1979给你标准号,具体的自己去查。
螺丝的规格及国家标准

GB/T 5779.3-2000 紧固件表面缺陷螺栓、螺钉和螺柱特殊要求 ISO6157-3:1988
字串3
GB/T 5780-2000 六角头螺栓 C级 ISO4016:1999
GB/T 5781-2000 六角头螺栓 全螺纹 C级 ISO4018:1999
GB/T3098.3-2000 紧固件机械性能紧定螺钉 ISO898-5:1998
GB/T3098.4-2000 紧固件机械性能螺母 细牙螺纹 ISO898-6:1994
GB/T3098.5-2000 紧固件机械性能自攻螺钉 ISO2702:1992
GB/T3098.6-2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱 ISO3506-1:1997
六角厚螺母 GB56-88 十字槽盘头自钻自攻螺钉 GB/T 15856.1-2002
圆螺母 GB812-88 六角头自攻螺钉 GB5285-85
开槽沉头螺钉 GB/T 68-2000 六角法兰面螺栓 小系列 GB/T 16674-1996
六角法兰面螺栓-加大系列-B级 GB5789-86 平垫圈 C级 GB/T 95-2002
2000版紧固件国家标准
标 准 号 标 准 内 容 备 注
GB/T3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱 ISO898-1:1999
GB/T3098.2-2000 紧固件机械性能螺母 粗牙螺纹 ISO898-2:1992
盖形螺母 GB923-88 开槽盘头自攻螺钉 GB5282-85
墙板自攻螺钉 GB/T 14210-93 十字槽半沉头自攻螺钉 GB847-85
2002版紧固件国家新标准(共三部分)
GB/T 5782-2000
六角头螺栓
GB/T 889.2-2000
1型非金属嵌件六角锁紧螺母细牙
GB/T 5783-2000
六角头螺栓全螺纹
GB/T 18195-2000
精密机械用六角螺母
2002紧固件新标准
1
GB/T10433-2002
电弧螺柱焊用圆柱头焊钉
2
GB/T15856.1-2002
GB/T 6172.2-2000
非金属嵌件六角锁紧薄螺母
GB/T3098.7-2000
紧固件机械性能自挤螺钉
GB/T 6173-2000
六角薄螺母细牙
GB/T3098.14-2000
紧固件机械性能螺母扩孔试验
GB/T 6174-2000
六角薄螺母无倒角
GB/T3098.15-2000
紧固件机械性能不锈钢螺母
开槽半沉头螺钉
GB/T 6184-2000
1型全金属六角锁紧螺母
GB/T 70.1-2000
内六角圆柱头螺钉
GB/T 6185.1-2000
2型全金属六角锁紧螺母
GB/T 70.2-2000
内六角平圆头螺钉
GB/T 6185.2-2000
2型全金属六角锁紧螺母细牙
GB/T 70.3-2000
内六角沉头螺钉
六角薄螺母细牙
质技监标批函[2000]126号
GB/T 6174-1986
六角江螺母B级-无倒角
20010201
GB/T 6174-2000
六角江螺母无倒角
质技监标批函[2000]126号
GB/T 6175-1986
2型六角螺母A和B级
GB 3098紧固件机械性能 螺栓 螺母
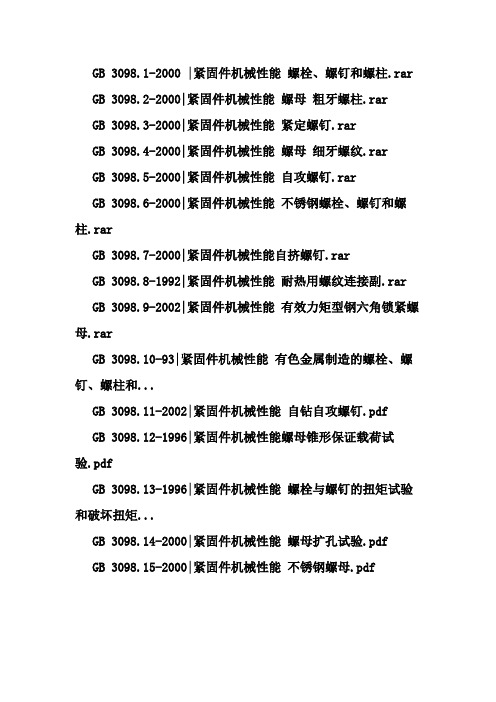
GB 3098.1-2000 |紧固件机械性能螺栓、螺钉和螺柱.rar GB 3098.2-2000|紧固件机械性能螺母粗牙螺柱.rar
GB 3098.3-2000|紧固件机械性能紧定螺钉.rar
GB 3098.4-2000|紧固件机械性能螺母细牙螺纹.rar
GB 3098.5-2000|紧固件机械性能自攻螺钉.rar
GB 3098.6-2000|紧固件机械性能不锈钢螺栓、螺钉和螺柱.rar
GB 3098.7-2000|紧固件机械性能自挤螺钉.rar
GB 3098.8-1992|紧固件机械性能耐热用螺纹连接副.rar GB 3098.9-2002|紧固件机械性能有效力矩型钢六角锁紧螺母.rar
GB 3098.10-93|紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和...
GB 3098.11-2002|紧固件机械性能自钻自攻螺钉.pdf
GB 3098.12-1996|紧固件机械性能螺母锥形保证载荷试验.pdf
GB 3098.13-1996|紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩...
GB 3098.14-2000|紧固件机械性能螺母扩孔试验.pdf
GB 3098.15-2000|紧固件机械性能不锈钢螺母.pdf。
解读最新标准GB/T3098.1—2010较GB/T3098.1—2000的主要变化
为 评定 材 料性 能 由紧 固件 成 品机 械加
工 的试 件 。
c 紧 固件 实物 .
用 、制 造 、质 量验 收 大 有 必要 。尤 其在 新
旧标准 的交 替 和 更新 阶 段 ,可 以最 大可 能 的避 免 由于 供 需双 方 在 执行 标 准 方 面不 一
致 ,而 带来 的 一些 不必 要 的麻 烦 。
杆 径 为d d s 、或 全 螺 纹 螺 钉 s 或d >d ( 栓 )、或全 螺 纹 螺柱 ( 螺 螺杆 )的紧 固
看 到铁 素体 组 织 的脱碳 。
i 碳 . 增
’
通 常是 指 黑色 金 属材 料 ( )表 面碳 钢
的损 耗 。
g 完 全脱 碳 .
使 基体 金属 表 面增 加碳 含 量 的结果 。
2 全 面 更 新 T 机 械 与 物 理 性 能 用 代 .
号 与 术 语
由于 碳 的损 耗已 使 回火 后金 相 组 织轻 度 变 色 ,且 硬 度 明显 地 比相 邻 基体 硬 度低
张 金 明
螺栓 、螺钉 和 螺 柱 类 紧 固件 成 品机械
几个 方 面 。
1 新 增 加 了术 语 与定 义 .
性 能 的 最 新 国 家 标 准 G / 0 81 B T 3 9 .—
2 1 紧 固 件 机 械 性 能 螺 栓 、 螺 钉 和 螺 0 0《 柱 》 , 已 于 2 1 年 1 1 发 布 , 并 于 01 月 日 2 1 年 1 月 1 正 式 实 施 , 代 替 G / 01 0 日 BT
GBT 3098.1-2000 紧固件机械性能 螺栓、螺钉和螺柱
改为;倍螺 直 1) 条) 一 纹 径( ( 2 ; d8 .
m) 规定“ 硬度与理论的抗拉强度, 可能没有直接的换算关系”“ ; 楔负载试验不适用于沉头螺钉” ; (.条和86 ; 84 , 条) n 明确 开槽和十字槽螺钉, ) 规定“ 不使用标志”第9 ; ( 章) 。 规定经销者使用了自己 ) 的识别标志的紧固件, 应视为制造者的识别标志( 1 ; ( 条) 9 . p 对小 螺钉或受头部形状限制的产品, ) 螺栓、 规定可采用“ 时钟面法” 符号标志 性能等级( 5; 表1)
2 引用标准 下列标准所包含的条文, 通过在本标准中引用而构成为本标准的 条文。 本标准出版时, 所示版本 均 为有效。 所有标准都会 被修订, 使用本标准的各方应探讨使用下列标准最新版本的 性。 可能 G / 12 8 91 普通螺纹 基本牙型 BT -1 9 G / 13 8 91 普通螺纹 直径与 BT -1 9 螺距系列( 直径1-0 m ) ^6 m 0 G / 16 8 91 普通螺纹 基本尺寸( BT -1 9 直径1 0 m ) ^60 m 国家质量技术监督局20一92 批准 00 0一6 20一20 实 010一1 施
- B l s e s su s , r w a d d ot c s n t
G / 081 00 39.-20 BT
it 88119 d IO -:99 S 9
代替 G / 3 81- 8 BT . 1 2 0 -9 9
范围
本标准规定了由碳钢或合金钢制造的、 在环境温度为1 3℃ 0 5 条件下进行试验时, 螺钉和螺 螺栓、 柱的 机械性能。 该环境温度条件下判定为符合本标准的产品, 在较高或较低温度下, 机械和物理性能可能不同。附
一 第7 分: 栓 钉 扭 验 小 矩 公 径1 0 部 螺 与螺 的 矩试 和最 扭 称直 ^1m m
GB T 3098.1-2000紧固件机械性能 螺栓螺钉和螺柱
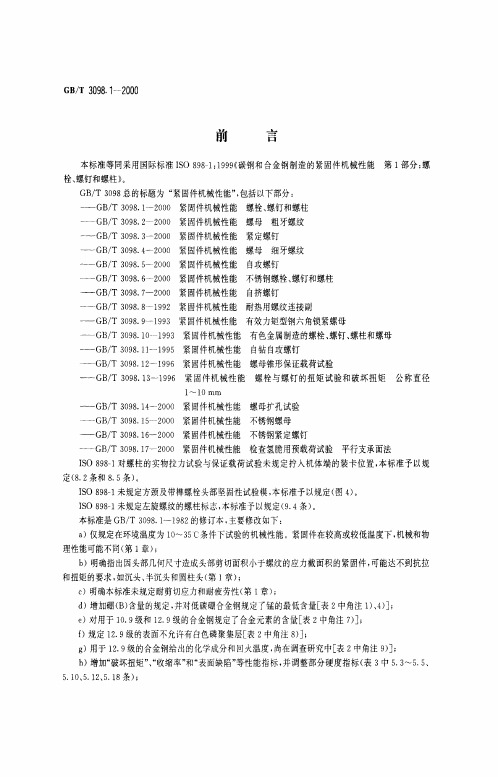
前言本标准等同采用国际标准第部分螺紧固件机械性能紧固件机械性能螺母粗牙螺纹紧固件机械性能紧定螺钉紧固件机械性能螺母细牙螺纹紧固件机械性能自攻螺钉紧固件机械性能紧固件机械性能自挤螺钉紧固件机械性能耐热用螺纹连接副紧固件机械性能有效力矩型钢六角锁紧螺母紧固件机械性能紧固件机械性能自钻自攻螺钉紧固件机械性能螺母锥形保证载荷试验紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径紧固件机械性能螺母扩孔试验紧固件机械性能不锈钢螺母紧固件机械性能不锈钢紧定螺钉紧固件机械性能检查氢脆用预载荷试验平行支承面法对螺柱的实物拉力试验与保证载荷试验未规定拧入机体端的予以规条和未规定方颈及带榫螺栓头部坚固性试验予以规未规定左旋螺纹的螺柱标志本标准予以规本标准是的修订仅规定在环境温度为紧固件在较高或较低温度物理性能可明确指出因头部几何尺寸造成头部剪切面积小于螺纹的应力截面积的紧固件可能达不到抗拉和扭矩的和圆柱明确本标准未规定耐剪切应力和耐疲劳的规对低碳硼合金钢规定了锰的中角注对用于级和级的合金钢规定了合金元素的中角注规定级的表面不允许有白色中角注用于级的合金钢给出的化学成分和回火温度尚在调查研究中角注破坏扭矩面等性能指标并调整部分硬度指中验收用试验调整为用或长度用长度取消并且长可采用最低硬度试验代替拉力试规定调整了进行头部坚固性试验的规中角注规不是必须进行的仅适用于有争议时的仲裁中角注物进行拉力试验与保证载荷试验时承受拉力载荷又未旋合的螺纹长度改为一倍规定度与理论的抗拉强能没有直接的载试验不适用于沉头条和明确规定和十字槽螺钉不使用标规定经销者使用了自己的识别标志视为制造者的识别标对小或受头部形状限制的定可符号标志性能等对头和六角花形头兰面有性能等级的产品标志是强规定螺柱应在无螺纹杆部标规定所有规格的所有包装上标志制造者的商标或识别标志和性能等级是强附录中增加了指导使用的文字说本标准自实本标准的附录是提示的本标准由国家机械工业局提本标准由全国紧固件标准化技术委员会归本标准由机械科学研究院负责西安标准件总海高强度螺栓海市紧固件和焊接材料技标准件工业集团公标准件海金马高强紧固件有限公司和深圳航空标准件有限公司参加起本标准由全国紧固件标准化技术委员会秘书处负前言化一个世界性的各国国家标准团成员团联合国际标准的制定工作通常是通过各个技术委员会进每个成员团体如对某一技术委员会所进行的项目感兴趣可参加该与有关的政府的和非政府的国际组织也可参加此项工与国际电电工标准化方面有着密切的联经技术委员会采纳的国际标准发给所有成员团体进行投票表正式出版需要至少成员团体投票赞国际标准由紧固件技术委员会紧固件机械性能分委员会第三版对第行了删改与技术性总名称为第部分第部分规定保证载荷值的螺母粗牙螺纹第部分紧定螺钉及类似的不受拉应力的螺纹紧固件第部分规定保证载荷值的螺母细牙螺纹第部分螺栓与螺钉的扭矩试验和最小扭矩公称直径本标准的附录是提示的中华人民共和国国家标准紧固件机械性能螺钉和螺柱代替国家质量技术监督局批准实施范围本标准规定了由碳钢或为件下进行试验时该环境温度条件下判定为符合本标准的下机械和物理性能可附录的供了高温条件下定非比例伸长应示在低于该环境温度性能尤其是冲击韧性可能发生变用者应予注某些其头部几何尺寸造成头部剪切面积小于螺纹应力截面积可能达不到本标准关于抗拉或扭矩的和圆柱本标准适粗牙螺纹符合规定的普通螺纹符合规定的直径与螺距组符合规定的基本尺寸符合规定的公差与配合由碳钢或本标准不适用于紧定螺钉及类似的不受拉本标准未规定以下性能要求可焊耐腐蚀工作级为耐剪切应耐疲劳注大于本章规定的极限规要能符合性能等级的所有要求则可以使用本标准的标记制度引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的条本标准出版版本均所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可普通螺纹基本牙型普通螺纹直径与螺距系普通螺纹基本普通螺纹公差与配金属拉伸试验方金属夏比缺口冲击试验方和金属洛氏硬度试验方法金属布氏硬度试验方法紧固件机械性能螺母紧固件机械性能紧固件机械性能紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径金属维氏硬度试验第部分试验方紧固件螺栓和螺钉通紧固件表面缺陷一般紧固件表面缺陷特殊标记制度级的标记制度如表横坐标表示公称抗拉强度值而纵坐标表示最小断后伸长率性能等级的标记两部分数字组成第一部分数字表示公称抗拉强度的和第二部分数字表示公称公称规定非比例伸长应抗拉强强这两部分数字的乘积为公称屈服点的最小定非比例伸长应最小抗拉强于或大于其公称材料表规定了各性能等级的钢种和回火材料的化学成分应符合有关材料标准的规机械或物理性能在环境温度下按第章规定的方法进行试验应符合表规定的机械或物理性机械和物理性能的试验项目用第章规定的方按表和表规定的类或类项目进行机械和物理无论选择哪类试验均应符合表规定的全部类项目应尽量对拉力载荷小于或不适用类项目的产品必须类项目适用于机械加工试件和螺杆上无螺纹部分的截面积小于螺纹的应力截面积表坐标表示的标记制度表材料表物理性能表试验项目引面强度表验收用类和类试验项目程序适用于机械性能而不适用于化学类方法力试验度试验力试验力试验力试验力试验冲击试验碳试验再回火试验缺陷试验拉力试验和不能拉力试验或扭矩试验的的影响行试验争议以维氏硬度螺钉和螺柱力试验的螺栓和螺钉头型的螺栓和螺钉不进行的螺栓螺钉和螺柱太短允许进楔负载试验的螺栓和螺钉的仲裁最小拉力载荷和保证载荷最小拉力载荷和保证载荷按表规表最小拉力载荷粗牙螺纹表保证载荷粗牙螺纹表最小拉力载荷细牙螺纹表保证载荷细牙螺纹表试验方法机械加工试件的拉力试验按图及对机械加工试件进行拉力试验检验以下性能抗拉强度屈服点或规定非比例伸长应力断后伸长率断面收缩率如果由于螺栓长度较短而不能确定断后伸长率时则断面收缩率应按进行测对经热处理当加工试件时其杆部直径的减小量不应超过试件原有直径的面积约为对和成进行实物拉小螺纹长测量长度用于确定断后伸用于确定断面收缩率线部分的长长终测量长度力试验前的横截面的横截面圆角半图拉力试验的机械加工试件物拉力试验物应进行与机械加工同的拉力试验以确定其抗拉强应按螺纹的应力截面积计算抗拉强度式中中径的基本小径的基本螺纹原始三角形原始三角形周率物拉力试验的载荷在表物进行试验受拉力载荷又未旋合的螺纹长度应大于等于一倍螺纹直径对螺柱的拧入机体端应拧紧在专用夹具当试验拉力达到表或表规定的拉力载荷得断裂载荷大于该值直至拉断断裂应发生在杆部或未旋合的螺纹长度不应发生在头与杆的交接为避免试件承受横向试验机的夹头应能自动定试验时夹头的移动速度不应超过扭矩试验扭矩试验见该试验适用于于长度太短而不能实施拉力试验的螺栓和螺钉硬度试验常规检查在去除试件的镀层或其他涂层并经适当处理后进硬度应在头末端或杆部进行测试验其硬度值不得超过最高硬度验收时如有争议应以维氏硬度为仲裁试验表面硬度应在末端或六角平面上测为保证测定的准确及保持材料表层的原始部位应经过研磨或表面硬度应以维氏硬度试验为仲裁的表面硬度值应与同样试件的芯部硬度值进行比确定其实际的对照允许表面硬度高于芯部硬差值最大为个维氏硬度则表示已渗为判断或螺柱表面渗碳情况应以级芯部硬度与表面硬度的差值为硬度与理论的抗拉强度可能没有直接的大硬度值的确考虑理论的最大抗拉强度外还需考虑其他脆注应当注意区分硬度的增加是由于渗碳还是热处理或表面冷作硬化而引起的维氏硬度试验维氏硬度试验按规布氏硬度试验布氏硬度试验按规洛氏硬度试验洛氏硬度试验按规物的保证载荷试验保证载荷试验由两个主要程序组施加一个规测量由保证载荷引起的永久伸长按表或表给出的保证载荷在拉力试验机上对试件施加轴向保持承受载荷又未旋合的螺纹长度应为一倍对全螺纹试件承受载荷又未旋合的螺纹长度应接近实际的一倍对螺柱进行试验时应将拧入机等长双头螺柱的任一紧在专用夹具为测量永久伸长每端应进行适当加图施加保证载荷将试件装入带球面测头的台架式测应使用手套或钳子使测量误差减少为符合保证载荷试验要求施加载荷后螺钉或螺柱的长度应与加载前的相其误差允许的测量误为避免试件承受横向试验机的夹头应能自动定试验时夹头的移动速度不应超过受某些不确定因素如直线度和螺纹对中大测量误影响第一次施加保证载荷时可能导致紧固件产生明显的伸在这种情况下可使用比规定值增大进行第二次保证载荷试如果施加这种载荷后与加载前的长度相差以应认为符合测头与紧固件末端的中心孔应为球对中等装配系列的规图对紧固件实物施加保证载荷试验物的楔负载试验楔负载试验不适用于沉头使用图的楔垫按的规定进行拉从螺栓和螺钉的螺纹收尾到夹具的螺母支承面的最小距离为一倍符合表和表并经淬硬的楔垫应置于螺栓或螺钉头拉力试验应持续到发生断裂应在杆部或未旋合的螺纹长度不应发生在头部和头杆交接进行楔负载试验的过程中螺栓或螺钉试件断裂前应能达到相应性能等级规定的最小拉全螺纹的螺栓或断裂自未旋合的螺纹部分起始即使在拉断前已延伸或扩展到头下圆角或头部仍应视为符合本试验级产品楔垫圆角按下式计算式中下圆角半下圆角半径的最大值渡圆螺纹杆对中等装配系规定硬度圆角或图物楔负载试验表楔负载试验用孔径表楔垫尺寸头部支承面直径超过通过楔负载试验要求的将头部加工到并按表规定的楔垫再次进此头部支承面直径超过的产品可将楔垫机械加工试件的冲击试验冲击试验按规试件应沿螺杆纵向尽量靠近或螺柱的表面并按图规定的缺口深度为的标准夏比型缺口冲击试样截试件无刻槽的一边应靠近螺杆表仅对螺纹直径的产品进行该项对度太短而不能进行楔负载试验的螺栓和螺钉实物的头部坚固性试验头部坚固性试验按图和表的规用锤打击数次使螺栓或螺钉的头部弯曲角在头杆部过渡圆大倍用目测得发现任何裂全螺纹的螺栓或使在第一扣螺纹上出现裂要头部未完全断掉仍应视为符合本试验注表试验板厚图头部紧固性试验表角数值脱碳试验表面碳势评定用适当的测量方条或螺纹纵向截面上进确定基体金属区的全脱碳层的深否在规定的极限的最大值和的最小值均应符合表规脱碳完全脱碳径体金属大实体条件下外螺纹的牙型高度图脱碳层分布图定义基体金属硬度恰好在显示渗碳或脱碳造成的硬度增加或减少之前最接近表面的硬试时沿芯部向外径横脱碳通常指黑色金属面碳的不完全脱碳由于碳的损耗已使回火马氏体轻度变色且硬度明显地比相邻基体硬度低的脱全脱碳由于碳全部损耗在金相检查中只能看到铁素体组织的脱增碳使基体金属表面增加碳含量的测量方法金相法本方法可同时测定值和对已完成热处理工序或螺柱从距离末端约半个位沿螺纹中心线截取一纵向截为进行研磨和抛光可将试件安装在夹具中或最好嵌入塑料安装后对表面进行研磨和抛光直到可进行金相入硝酸乙醇腐蚀缩硝酸与乙醇混合显示由于脱碳而造成的金相结构的变除非与用户另有协则应放大倍进如果显微镜带有毛玻璃屏则可藉助刻度直接测量脱碳的程如用目镜测应使用带十字准线或刻度硬度完全脱碳的仲裁方硬度测量方法仅适用于螺距在图所示的个点上测定维氏硬值按表规采用载荷应为量径线图脱碳层试验的硬度测量法表和的数值第点的硬度应在螺纹中径线上并在测定第点和第点硬度相邻的牙上进行测第点的维氏硬度值应等于或大于第点硬度值减去个维氏硬度单此时未脱碳层的高度应符合表的规第点的维氏硬度值应等于或小于第点硬度值加上个维氏硬度单高于个维氏硬度单位表示已渗不允许全脱碳层达到表规定的最大值则不能采用硬度注应当注意区分硬度的增加是由于渗碳还是热处理或表面冷作硬化而引起的再回火试验测定同一或螺柱试件上再回火试验三点硬平均值之差不应大于个维氏硬度再回火温度应比表规定的最低回火温度低保温表面缺陷检查表面缺陷检查见或进行类试验项目的试件应在机械加工前进行表面缺陷标志按本标准要求根据条的规定进行标只有符合本标准的所有技术要求紧固件产品才能按第章的标记制度进行标志除非在产品标准中另有规则头部顶面的凸字标志高度不应包括在头部高度尺寸范围开槽和十字槽使用标制造者的识别标志在要求标志性能等级的所有者的识别标志应在整个制造过程中显不要求标志性能等级的推荐标志制造者的识别标经销者使用了自己的识别标志的紧固件应视为制造者的识别标性能等级的标志性能等级的标志代号见表表标志代号对小或头部形状不允许按表的规定标志时可按表给出符号标志性能等表性能等级位置参照标志应标志制造者的识别标志或者标志一个圆点长划线或两个长划线标志对级用一个圆点标志识别六角头和六角花形头螺栓和螺钉六角头和六角花形头螺栓和螺钉包括法兰面产品应标志制造者的识别标志和表给出的性能等级标志代号对所有性能等级的产品标志是强制性的并最好在头部顶面用凸字或凹字标志或在头部侧面用凹字标对带法兰面的螺栓或螺钉应在法兰上标志因其制造工艺不允许在头部顶面标志对公称直径的六角和六角花形头螺栓和螺钉要求标志制造者的识别标志性能等图六角和六角花形头螺栓和螺钉标志示例内六角和内六角花形圆柱头螺钉内六角和内六角花形圆柱头螺钉应标志制造者的识别标志和表给出的性能等级的标志对性能等级为及其以上的志是强好在头部顶面用凸字或凹字标志或在头部侧面用凹字标对公称直径的内六角和内六角花形圆柱头螺钉要求标制造者的识别标志性能等图内六角圆柱头螺钉标志示例圆头方颈螺栓圆头方颈螺栓应标志制造者的识别标志和表给出的性能等级的标志对性能等级为及其以上的志是强部顶面用凸字或凹字标对公称直径的圆头方颈螺栓要求标制造者的识别标志性能等图圆头方颈螺栓标志示例螺柱螺柱应标志制造者的识别标志和表给出的性能等级的标志对公称直径级为及其以上的产品要求标螺柱无螺纹杆部用凹字标如在无螺纹杆部不可能标在螺柱拧入螺母端允许仅标志性能等对过盈配合的螺柱应在拧入螺母端只标志制造者的识别标有可能制造者的识别标志图螺柱标志示例允许采用表给出的性能等级的标志表可选用的螺柱标志代号其他类型的螺栓和螺钉根据有关协议本章以上规定的标志制度也可用于其他类型的螺栓和螺钉以及专左旋螺纹的标志左旋螺纹的螺栓螺钉和螺柱应按图规定的符号进行标志螺栓和螺钉在头部顶面或末端标志螺柱应在拧入螺母端标图可选用的左旋螺纹的标志对公称直径螺钉和螺柱要求标志六角头螺栓和螺钉亦可选用图规定的左旋螺纹的标图可选用的左旋螺纹的标志标志的选择在条中规定允许选用的或非强制性的标由制造者选包装标识所有规格的所有包装上标志制造者的商标或识别标志和性能等级是强附录的高温下的屈服点或规定非比例伸长应力表仅是指导从经验得到的屈服点或规定非比例伸长应力降低情况的近似表这些数据不能作为试验技术表高温下的屈服点或规定非比例伸长应力在持续高温服役条件下可能造成明显的应力役的典型条于屈服应力的降低将使初始夹紧载荷的减少超过其。
螺栓的材料要求
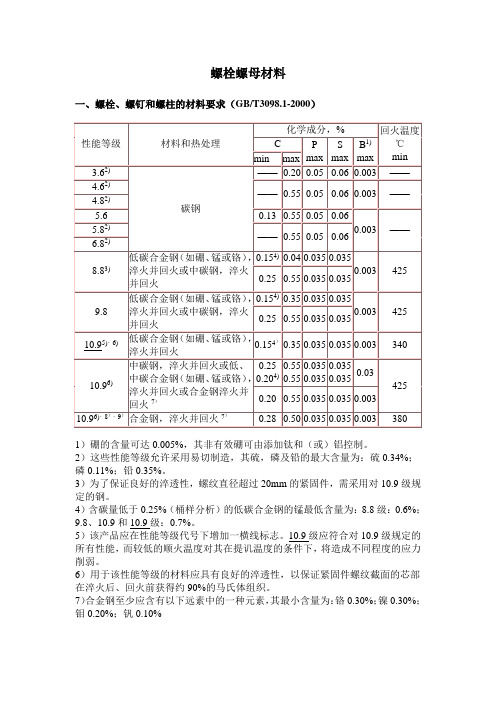
螺栓螺母材料一、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。
2)这些性能等级允许采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。
3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对10.9级规定的钢。
4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。
5)该产品应在性能等级代号下增加一横线标志。
10.9级应符合对10.9级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。
6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。
7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10%8)考虑承受抗拉应力,12.9级的表面不允许有金相能测出的白色磷聚集层。
9)该化学成分和回火温度尚在调查研究中。
二、螺母1.螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000)性能等级为05、8(>M16的l 型螺母)、10和12级螺母应进行淬火并回火处理。
2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000)性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。
3.铆螺母的材料(GB/T17880.6-1999)4.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93)制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。
制造金属或非金属嵌件的材料由制造者确定。
三、紧定螺钉的材料技术要求(GB/T3098.3-2000)注:性能等级45H的紧定螺钉在能满足GB/T3098.3-2000标准中第6.3条规定的保证扭矩要求时,亦可采用其他材料制造。
GBT3098.1机械性能 螺栓
前 言本标准等同采用国际标准ISO 898—1:1999《碳钢和合金钢制造的紧固件机械性能第1部分:螺栓、螺钉和螺柱》。
GB/T 3098总的标题为“紧固件机械性能”,包括以下部分:——GB/T 3098.1—2000 紧固件机械性能螺栓、螺钉和螺柱——GB/T 3098.2—2000 紧固件机械性能螺母粗牙螺纹——GB/T 3098.3—2000 紧固件机械性能 紧定螺钉——GB/T 3098.4—2000 紧固件机械性能螺母细牙螺纹——GB/T 3098.5—2000 紧固件机械性能 自攻螺钉——GB/T 3098.6—2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱——GB/T 3098.7—2000 紧固件机械性能 自挤螺钉——GB/T 3098.8—1992 紧固件机械性能耐热用螺纹连接副——GB/T 3098.9—1993 紧固件机械性能有效力矩型钢六角锁紧螺母——GB/T 3098.10—1993 紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母——GB/T 3098.11—1995 紧固件机械性能 自钻自攻螺钉——GB/T 3098.12—1996 紧固件机械性能螺母锥形保证载荷试验——GB/T 3098.13—1996 紧固件机械性能 螺栓与螺钉的扭矩试验和破坏扭矩 公称直径1~10 mm——GB/T 3098.14—2000紧固件机械性能螺母扩孔试验——GB/T 3098.15—2000紧固件机械性能不锈钢螺母——GB/T 3098.16—2000紧固件机械性能 不锈钢紧定螺钉——GB/T 3098.17—2000紧固件机械性能检查氢脆用预载荷试验平行支承面法ISO 898—1对螺柱的实物拉力试验与保证载荷试验未规定拧入机体端的装卡位置,本标准予以规 定(8.2条和8.5条)。
ISO 898—1未规定方颈及带榫螺栓头部坚固性试验模,本标准予以规定(图4)。
ISO 898—1未规定左旋螺纹的螺柱标志,本标准予以规定(9.4条)。
GBT3098.1机械性能 螺栓

前 言本标准等同采用国际标准ISO 898—1:1999《碳钢和合金钢制造的紧固件机械性能第1部分:螺栓、螺钉和螺柱》。
GB/T 3098总的标题为“紧固件机械性能”,包括以下部分:——GB/T 3098.1—2000 紧固件机械性能螺栓、螺钉和螺柱——GB/T 3098.2—2000 紧固件机械性能螺母粗牙螺纹——GB/T 3098.3—2000 紧固件机械性能 紧定螺钉——GB/T 3098.4—2000 紧固件机械性能螺母细牙螺纹——GB/T 3098.5—2000 紧固件机械性能 自攻螺钉——GB/T 3098.6—2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱——GB/T 3098.7—2000 紧固件机械性能 自挤螺钉——GB/T 3098.8—1992 紧固件机械性能耐热用螺纹连接副——GB/T 3098.9—1993 紧固件机械性能有效力矩型钢六角锁紧螺母——GB/T 3098.10—1993 紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母——GB/T 3098.11—1995 紧固件机械性能 自钻自攻螺钉——GB/T 3098.12—1996 紧固件机械性能螺母锥形保证载荷试验——GB/T 3098.13—1996 紧固件机械性能 螺栓与螺钉的扭矩试验和破坏扭矩 公称直径1~10 mm——GB/T 3098.14—2000紧固件机械性能螺母扩孔试验——GB/T 3098.15—2000紧固件机械性能不锈钢螺母——GB/T 3098.16—2000紧固件机械性能 不锈钢紧定螺钉——GB/T 3098.17—2000紧固件机械性能检查氢脆用预载荷试验平行支承面法ISO 898—1对螺柱的实物拉力试验与保证载荷试验未规定拧入机体端的装卡位置,本标准予以规 定(8.2条和8.5条)。
ISO 898—1未规定方颈及带榫螺栓头部坚固性试验模,本标准予以规定(图4)。
ISO 898—1未规定左旋螺纹的螺柱标志,本标准予以规定(9.4条)。
紧固件螺纹检验标准(国标国军标)汇编及检测设备

紧固件螺纹检验标准(国标国军标)汇编及检测设备一、紧固件检验螺纹——国标GB/T3098.1- 2000 紧固件机械性能螺栓、螺钉和螺柱GB/T3098.2- 2000 紧固件机械性能螺母粗牙螺纹GB/T3098.3- 2000 紧固件机械性能紧定螺钉GB/T3098.4- 2000 紧固件机械性能螺母细牙螺纹GB/T3098.5- 2000 紧固件机械性能自攻螺钉GB/T3098.6- 2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱GB/T3098.7- 2000 紧固件机械性能自挤螺钉GB/T3098.8- 1992 紧固件机械性能耐热用螺纹连接副GB/T3098.9- 1993 紧固件机械性能有效力矩型钢六角锁紧螺母GB/T3098.10- 1993 紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母GB/T3098.11- 1995 紧固件机械性能自钻自攻螺钉GB/T3098.12- 1996 紧固件机械性能螺母锥形保证载荷试验GB/T3098.13- 1996 紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径1-10mmGB/T3098.14- 2000 紧固件机械性能螺母扩孔试验GB/T3098.15- 2000 紧固件机械性能不锈钢螺母GB/T3098.16- 2000 紧固件机械性能不锈钢紧定螺钉GB/T3098.17- 2000 紧固件机械性能检查氢脆用预载荷试验平行支承面法GB/T228- 2002 金属材料室温拉伸试验方法GB/T1231- 2006 钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件GB/T3632- 2008 钢结构用扭剪型高强度螺栓连接副二、紧固件检验螺纹——国军标GJB715.1- 1989 紧固件试验方法盐雾GJB715.2- 1989 紧固件试验方法硬度GJB715.3A- 2002 紧固件试验方法振动GJB715.4- 1990 紧固件试验方法托板自锁螺母推出GJB715.5- 1990 紧固件试验方法托板自锁螺母拧脱GJB715.6- 1990 紧固件试验方法金属镀覆层厚度GJB715.7- 1990 紧固件试验方法应力腐蚀GJB715.8- 1990 紧固件试验方法应力松弛GJB715.9- 1990 紧固件试验方法抗剪接头疲劳GJB715.10- 1990 紧固件试验方法湿度GJB715.11- 1990 紧固件试验方法密封GJB715.12- 1990 紧固件试验方法应力持久性GJB715.13- 1990 紧固件试验方法安装成型紧固件的预紧力GJB715.14- 1990 紧固件试验方法力矩GJB715.15- 1989 紧固件试验方法力矩—拉力GJB715.16- 1990 紧固件试验方法板夹紧力GJB715.17- 1990 紧固件试验方法高温拉伸GJB715.18- 1990 紧固件试验方法高温双剪GJB715.19- 1989 紧固件试验方法搭接接头剪切GJB715.20- 1989 紧固件试验方法托板紧固件搭接接头剪切GJB715.21- 1990 紧固件试验方法托板紧固件拉伸GJB715.22- 1989 紧固件试验方法复合载荷GJB715.23- 1989 紧固件试验方法拉伸GJB715.24A- 2002 紧固件试验方法单剪GJB715.25- 1990 紧固件试验方法紧固件杆部膨胀特性的测定GJB715.26- 1990 紧固件试验方法双剪GJB715.27- 1990 紧固件试验方法应力持久性—内螺纹GJB715.28- 1990 紧固件试验方法旋具槽扭矩GJB715.29- 1990 紧固件试验方法应力断裂GJB715.30A- 2002 紧固件试验方法抗拉疲劳GJB715.20- 1990 紧固件试验方法托板紧固件的夹紧三、紧固件检验螺纹——ASTM standardsASTM A370- 2013 Standard Test Methods and Definitions for Mechanical Testing of Steel ProductsASTM F606- 2007 Standard Test Methods for Determining the Mechanical Properties of Externally and Internally ThreadedFasteners,Washers,Direct Tension Indicators,and RivetsASTM F606M-2007 Standard Test Methods for Determining the Mechanical Properties of Externally and Internally Threaded Fasteners,Washers,and Rivets [Metric]ASTM A962/962M- 2007 Standard Specification for Common Requirements for Steel Fastenersor Fastener Materials,orBoth,InteASTM A194/194M- 2008 在高温高压下使用的螺栓配合的碳钢和合金钢螺母ASTM A563- 2007 Standard Specification for Carbons and Alloy Steel Nuts ASTM A563M- 2007 Standard Specification for Carbons and Alloy Steel Nuts SAE J429- 2011 Mechanical and Material Requirements forExternally Threaded FastenersSAE J995- 1999 Mechanical and Material Requirements for Steel Nuts四、紧固件相关检测设备NZA-1000型多功能螺栓紧固分析系统FPL-600型紧固件横向振动疲劳试验机PLW-600型紧固件轴向疲劳试验机WAW-600型紧固件拉力试验机CBD-300型电子式冲击试验机(可配低温箱进行低温试验)DJ-3000型三工位快速顶锻试验机(来料检测)WDW-300型微机控制电子万能试验机YYF-50型紧固件应力腐蚀试验机。
_紧固件机械性能螺栓_螺钉和螺柱_国家标准介绍

螺栓、螺钉和螺柱的 机 械 性 能 标 准 规 定 了 由 碳 钢或合金钢制造的、在 环 境 温 度 为 10 ℃ ~35 ℃ 条 件下进行测试时,螺 栓、螺 钉 和 螺 柱 产 品 应 当 达 到 的机械 和 物 理 性 能。GB/T 3098.1—2010 是 最 广 泛通用,且第一批修改采用ISO 紧固件标准制定发 布的紧固件基础标准。
无
件技术的发展起到积极的促进作用。 (作 者 单 位 :中 国 质 检 出 版 社 )
13
新增对实物拉力试验测定 断 后 伸 长 (Af)及 0.004 8d 规
27
无
定 非 比 例 伸 长 应 力 (RPf)等 项 的 拉 力 试 验 方 法
取消2000版标准的附录 A,将2000版 标 准 的 表 1《坐 标
28
表示的标记制 度》中 的 部 分 内 容 作 为 新 标 准 的 附 录 A, 给出《髙温下的屈服点或 规 定 非 比 例 伸 长 应 力》(附
到本标准关于抗拉或扭矩的要求……”
制造紧固件用材料中:对4.6~6.8 级 规 定 “碳 钢 或 添 加
4
元素的碳钢”;对8.8~12.9 级 增 加 “添 加 元 素 的 碳 钢”,
对 4.6~6.8 级 仅 规 定 “碳 钢 ”; 对 8.8~10.9 级 规 定 有 “低 碳 合 金 钢 ”
并 代 替 2000 版 标 准 规 定 的 “低 碳 合 金 钢 ”
有的技术要求”
对试验机与夹具新增要求: a)对螺栓、螺钉实物楔负载试验规定:“拉力试 验 机 应 符 合 GB/T 16825.1的规定。不能使用自动定心 装 置。 自 动定心装置对图1和表16所 规 定 的 楔 垫 角 度 有 较 大 的 影 响 。”; 26 b)对螺栓、螺钉实 物 拉 力 试 验、保 证 载 荷 试 验 等 拉 力 实 无 验规定:“拉力试验机应符合 GB/T 16825.1的 规 定。 装 夹 紧 固 件 时 ,应 避 免 斜 拉 ,可 使 用 自 动 定 心 装 置 。”; c)新 增 拉 力 试 验 装 置 示 例 ; d)新增 楔 负 载 试 验 及 拉 力 试 验 用 内 螺 纹 卡 具 的 螺 纹 规定
螺栓、螺钉和螺柱的材料要求
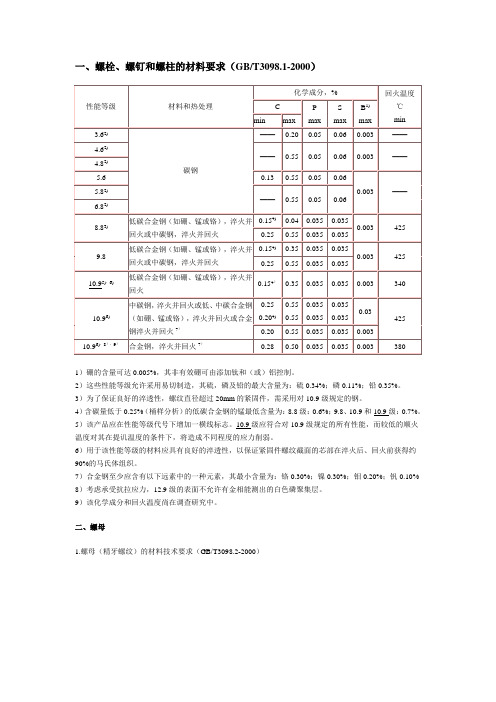
一、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。
2)这些性能等级允许采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。
3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对10.9级规定的钢。
4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。
5)该产品应在性能等级代号下增加一横线标志。
10.9级应符合对10.9级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。
6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。
7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10% 8)考虑承受抗拉应力,12.9级的表面不允许有金相能测出的白色磷聚集层。
9)该化学成分和回火温度尚在调查研究中。
二、螺母1.螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000)性能等级为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。
2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000)性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。
3.铆螺母的材料(GB/T17880.6-1999)4.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93)制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。
制造金属或非金属嵌件的材料由制造者确定。
三、紧定螺钉的材料技术要求(GB/T3098.3-2000)注:性能等级45H的紧定螺钉在能满足GB/T3098.3-2000标准中第6.3条规定的保证扭矩要求时,亦可采用其他材料制造。
机械性能与材料
标准规定 含碳量低于 0.25 %(桶样 分析)的低碳翻合金 钢的 锰最低含量 为:8.8 级:0.60% ;
9.8 、10.9/10.9 级: 0.7 %。
1、 对于 10.9/10.9 和 12.9 级的 金相显微组织 有什么规定? 用于 10.9/10.9 和 12.9 级的 材料 应具有良好 的淬 透性.以保证紧固件 螺纹截面 的芯部在淬火
39、表 面脱碳层 按 脱碳 程度分成 哪 两类? 表面 脱碳层按脱碳程 度分成 全脱碳 层和不完全 脱碳 层两类。
40、 脱碳 、全脱碳 和不 完全 脱碳 的定 义各是什么? 脱碳 通常 指黑色金 属材料 (钢)表 面碳 的损耗 ;全 脱碳是指 由于碳 全部损耗 ,在金 相检 查中 只能 看到鉄 素体 组 织;不完全 脱碳 是指 由于碳 的损耗 已使回火 后金 相组织轻度变 色,且硬度 明显 地比相邻基 体 硬度低的脱碳。
31、 最小 冲击吸收功 (Aku)试验适用什么 产品 ?
最小冲击吸收功 (A ku)试验 是根据 客户 要 求,并 仅适用 5.6 、8.8、9.8、10.9/10.9、12.9 五
个性能等级。 而且 仅适用于螺纹公称 直径 d≥16mm 的螺栓、螺钉和螺柱。 32、 再回火试验是必 需做 的试验吗? 再回火 试验 “不是 必须 进行 的, 仅适用于有 争议 时的仲裁 试验 ”。 33、 楔负 载试验适用于 沉头 螺钉和 半沉头 螺钉吗? 楔负 载试验不适 用 于沉头螺钉和 半沉 头螺钉。因为沉头螺钉和 半沉 头螺钉 属于头部结构 比螺 纹截面 强度 更弱 的 特殊 头型的螺栓和螺钉。 34、 最小 屈服点 和 最小断 后伸长 率 试验对 产品 的长 度有什么规定? 最小 屈服点和 最小断 后伸长 率试验适 用于长度 l ≥6d 的螺栓、螺钉和螺柱。 35、表 面脱碳层 可能 在哪几 个阶段 产生? 表面 脱碳层可能 在 原材料 、再结 晶退 火时产生,也 可能 在成品热 处理 时产生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言本标准等同采用国际标准第部分螺紧固件机械性能紧固件机械性能螺母粗牙螺纹紧固件机械性能紧定螺钉紧固件机械性能螺母细牙螺纹紧固件机械性能自攻螺钉紧固件机械性能紧固件机械性能自挤螺钉紧固件机械性能耐热用螺纹连接副紧固件机械性能有效力矩型钢六角锁紧螺母紧固件机械性能紧固件机械性能自钻自攻螺钉紧固件机械性能螺母锥形保证载荷试验紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径紧固件机械性能螺母扩孔试验紧固件机械性能不锈钢螺母紧固件机械性能不锈钢紧定螺钉紧固件机械性能检查氢脆用预载荷试验平行支承面法对螺柱的实物拉力试验与保证载荷试验未规定拧入机体端的予以规条和未规定方颈及带榫螺栓头部坚固性试验予以规未规定左旋螺纹的螺柱标志本标准予以规本标准是的修订仅规定在环境温度为紧固件在较高或较低温度物理性能可明确指出因头部几何尺寸造成头部剪切面积小于螺纹的应力截面积的紧固件可能达不到抗拉和扭矩的和圆柱明确本标准未规定耐剪切应力和耐疲劳的规对低碳硼合金钢规定了锰的中角注对用于级和级的合金钢规定了合金元素的中角注规定级的表面不允许有白色中角注用于级的合金钢给出的化学成分和回火温度尚在调查研究中角注破坏扭矩面等性能指标并调整部分硬度指中验收用试验调整为用或长度用长度取消并且长可采用最低硬度试验代替拉力试规定调整了进行头部坚固性试验的规中角注规不是必须进行的仅适用于有争议时的仲裁中角注物进行拉力试验与保证载荷试验时承受拉力载荷又未旋合的螺纹长度改为一倍规定度与理论的抗拉强能没有直接的载试验不适用于沉头条和明确规定和十字槽螺钉不使用标规定经销者使用了自己的识别标志视为制造者的识别标对小或受头部形状限制的定可符号标志性能等对头和六角花形头兰面有性能等级的产品标志是强规定螺柱应在无螺纹杆部标规定所有规格的所有包装上标志制造者的商标或识别标志和性能等级是强附录中增加了指导使用的文字说本标准自实本标准的附录是提示的本标准由国家机械工业局提本标准由全国紧固件标准化技术委员会归本标准由机械科学研究院负责西安标准件总海高强度螺栓海市紧固件和焊接材料技标准件工业集团公标准件海金马高强紧固件有限公司和深圳航空标准件有限公司参加起本标准由全国紧固件标准化技术委员会秘书处负前言化一个世界性的各国国家标准团成员团联合国际标准的制定工作通常是通过各个技术委员会进每个成员团体如对某一技术委员会所进行的项目感兴趣可参加该与有关的政府的和非政府的国际组织也可参加此项工与国际电电工标准化方面有着密切的联经技术委员会采纳的国际标准发给所有成员团体进行投票表正式出版需要至少成员团体投票赞国际标准由紧固件技术委员会紧固件机械性能分委员会第三版对第行了删改与技术性总名称为第部分第部分规定保证载荷值的螺母粗牙螺纹第部分紧定螺钉及类似的不受拉应力的螺纹紧固件第部分规定保证载荷值的螺母细牙螺纹第部分螺栓与螺钉的扭矩试验和最小扭矩公称直径本标准的附录是提示的中华人民共和国国家标准紧固件机械性能螺钉和螺柱代替国家质量技术监督局批准实施范围本标准规定了由碳钢或为件下进行试验时该环境温度条件下判定为符合本标准的下机械和物理性能可附录的供了高温条件下定非比例伸长应示在低于该环境温度性能尤其是冲击韧性可能发生变用者应予注某些其头部几何尺寸造成头部剪切面积小于螺纹应力截面积可能达不到本标准关于抗拉或扭矩的和圆柱本标准适粗牙螺纹符合规定的普通螺纹符合规定的直径与螺距组符合规定的基本尺寸符合规定的公差与配合由碳钢或本标准不适用于紧定螺钉及类似的不受拉本标准未规定以下性能要求可焊耐腐蚀工作级为耐剪切应耐疲劳注大于本章规定的极限规要能符合性能等级的所有要求则可以使用本标准的标记制度引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的条本标准出版版本均所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可普通螺纹基本牙型普通螺纹直径与螺距系普通螺纹基本普通螺纹公差与配金属拉伸试验方金属夏比缺口冲击试验方和金属洛氏硬度试验方法金属布氏硬度试验方法紧固件机械性能螺母紧固件机械性能紧固件机械性能紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径金属维氏硬度试验第部分试验方紧固件螺栓和螺钉通紧固件表面缺陷一般紧固件表面缺陷特殊标记制度级的标记制度如表横坐标表示公称抗拉强度值而纵坐标表示最小断后伸长率性能等级的标记两部分数字组成第一部分数字表示公称抗拉强度的和第二部分数字表示公称公称规定非比例伸长应抗拉强强这两部分数字的乘积为公称屈服点的最小定非比例伸长应最小抗拉强于或大于其公称材料表规定了各性能等级的钢种和回火材料的化学成分应符合有关材料标准的规机械或物理性能在环境温度下按第章规定的方法进行试验应符合表规定的机械或物理性机械和物理性能的试验项目用第章规定的方按表和表规定的类或类项目进行机械和物理无论选择哪类试验均应符合表规定的全部类项目应尽量对拉力载荷小于或不适用类项目的产品必须类项目适用于机械加工试件和螺杆上无螺纹部分的截面积小于螺纹的应力截面积表坐标表示的标记制度表材料表物理性能表试验项目引面强度表验收用类和类试验项目程序适用于机械性能而不适用于化学类方法力试验度试验力试验力试验力试验力试验冲击试验碳试验再回火试验缺陷试验拉力试验和不能拉力试验或扭矩试验的的影响行试验争议以维氏硬度螺钉和螺柱力试验的螺栓和螺钉头型的螺栓和螺钉不进行的螺栓螺钉和螺柱太短允许进楔负载试验的螺栓和螺钉的仲裁最小拉力载荷和保证载荷最小拉力载荷和保证载荷按表规表最小拉力载荷粗牙螺纹表保证载荷粗牙螺纹表最小拉力载荷细牙螺纹表保证载荷细牙螺纹表试验方法机械加工试件的拉力试验按图及对机械加工试件进行拉力试验检验以下性能抗拉强度屈服点或规定非比例伸长应力断后伸长率断面收缩率如果由于螺栓长度较短而不能确定断后伸长率时则断面收缩率应按进行测对经热处理当加工试件时其杆部直径的减小量不应超过试件原有直径的面积约为对和成进行实物拉小螺纹长测量长度用于确定断后伸用于确定断面收缩率线部分的长长终测量长度力试验前的横截面的横截面圆角半图拉力试验的机械加工试件物拉力试验物应进行与机械加工同的拉力试验以确定其抗拉强应按螺纹的应力截面积计算抗拉强度式中中径的基本小径的基本螺纹原始三角形原始三角形周率物拉力试验的载荷在表物进行试验受拉力载荷又未旋合的螺纹长度应大于等于一倍螺纹直径对螺柱的拧入机体端应拧紧在专用夹具当试验拉力达到表或表规定的拉力载荷得断裂载荷大于该值直至拉断断裂应发生在杆部或未旋合的螺纹长度不应发生在头与杆的交接为避免试件承受横向试验机的夹头应能自动定试验时夹头的移动速度不应超过扭矩试验扭矩试验见该试验适用于于长度太短而不能实施拉力试验的螺栓和螺钉硬度试验常规检查在去除试件的镀层或其他涂层并经适当处理后进硬度应在头末端或杆部进行测试验其硬度值不得超过最高硬度验收时如有争议应以维氏硬度为仲裁试验表面硬度应在末端或六角平面上测为保证测定的准确及保持材料表层的原始部位应经过研磨或表面硬度应以维氏硬度试验为仲裁的表面硬度值应与同样试件的芯部硬度值进行比确定其实际的对照允许表面硬度高于芯部硬差值最大为个维氏硬度则表示已渗为判断或螺柱表面渗碳情况应以级芯部硬度与表面硬度的差值为硬度与理论的抗拉强度可能没有直接的大硬度值的确考虑理论的最大抗拉强度外还需考虑其他脆注应当注意区分硬度的增加是由于渗碳还是热处理或表面冷作硬化而引起的维氏硬度试验维氏硬度试验按规布氏硬度试验布氏硬度试验按规洛氏硬度试验洛氏硬度试验按规物的保证载荷试验保证载荷试验由两个主要程序组施加一个规测量由保证载荷引起的永久伸长按表或表给出的保证载荷在拉力试验机上对试件施加轴向保持承受载荷又未旋合的螺纹长度应为一倍对全螺纹试件承受载荷又未旋合的螺纹长度应接近实际的一倍对螺柱进行试验时应将拧入机等长双头螺柱的任一紧在专用夹具为测量永久伸长每端应进行适当加图施加保证载荷将试件装入带球面测头的台架式测应使用手套或钳子使测量误差减少为符合保证载荷试验要求施加载荷后螺钉或螺柱的长度应与加载前的相其误差允许的测量误为避免试件承受横向试验机的夹头应能自动定试验时夹头的移动速度不应超过受某些不确定因素如直线度和螺纹对中大测量误影响第一次施加保证载荷时可能导致紧固件产生明显的伸在这种情况下可使用比规定值增大进行第二次保证载荷试如果施加这种载荷后与加载前的长度相差以应认为符合测头与紧固件末端的中心孔应为球对中等装配系列的规图对紧固件实物施加保证载荷试验物的楔负载试验楔负载试验不适用于沉头使用图的楔垫按的规定进行拉从螺栓和螺钉的螺纹收尾到夹具的螺母支承面的最小距离为一倍符合表和表并经淬硬的楔垫应置于螺栓或螺钉头拉力试验应持续到发生断裂应在杆部或未旋合的螺纹长度不应发生在头部和头杆交接进行楔负载试验的过程中螺栓或螺钉试件断裂前应能达到相应性能等级规定的最小拉全螺纹的螺栓或断裂自未旋合的螺纹部分起始即使在拉断前已延伸或扩展到头下圆角或头部仍应视为符合本试验级产品楔垫圆角按下式计算式中下圆角半下圆角半径的最大值渡圆螺纹杆对中等装配系规定硬度圆角或图物楔负载试验表楔负载试验用孔径表楔垫尺寸头部支承面直径超过通过楔负载试验要求的将头部加工到并按表规定的楔垫再次进此头部支承面直径超过的产品可将楔垫机械加工试件的冲击试验冲击试验按规试件应沿螺杆纵向尽量靠近或螺柱的表面并按图规定的缺口深度为的标准夏比型缺口冲击试样截试件无刻槽的一边应靠近螺杆表仅对螺纹直径的产品进行该项对度太短而不能进行楔负载试验的螺栓和螺钉实物的头部坚固性试验头部坚固性试验按图和表的规用锤打击数次使螺栓或螺钉的头部弯曲角在头杆部过渡圆大倍用目测得发现任何裂全螺纹的螺栓或使在第一扣螺纹上出现裂要头部未完全断掉仍应视为符合本试验注表试验板厚图头部紧固性试验表角数值脱碳试验表面碳势评定用适当的测量方条或螺纹纵向截面上进确定基体金属区的全脱碳层的深否在规定的极限的最大值和的最小值均应符合表规脱碳完全脱碳径体金属大实体条件下外螺纹的牙型高度图脱碳层分布图定义基体金属硬度恰好在显示渗碳或脱碳造成的硬度增加或减少之前最接近表面的硬试时沿芯部向外径横脱碳通常指黑色金属面碳的不完全脱碳由于碳的损耗已使回火马氏体轻度变色且硬度明显地比相邻基体硬度低的脱全脱碳由于碳全部损耗在金相检查中只能看到铁素体组织的脱增碳使基体金属表面增加碳含量的测量方法金相法本方法可同时测定值和对已完成热处理工序或螺柱从距离末端约半个位沿螺纹中心线截取一纵向截为进行研磨和抛光可将试件安装在夹具中或最好嵌入塑料安装后对表面进行研磨和抛光直到可进行金相入硝酸乙醇腐蚀缩硝酸与乙醇混合显示由于脱碳而造成的金相结构的变除非与用户另有协则应放大倍进如果显微镜带有毛玻璃屏则可藉助刻度直接测量脱碳的程如用目镜测应使用带十字准线或刻度硬度完全脱碳的仲裁方硬度测量方法仅适用于螺距在图所示的个点上测定维氏硬值按表规采用载荷应为量径线图脱碳层试验的硬度测量法表和的数值第点的硬度应在螺纹中径线上并在测定第点和第点硬度相邻的牙上进行测第点的维氏硬度值应等于或大于第点硬度值减去个维氏硬度单此时未脱碳层的高度应符合表的规第点的维氏硬度值应等于或小于第点硬度值加上个维氏硬度单高于个维氏硬度单位表示已渗不允许全脱碳层达到表规定的最大值则不能采用硬度注应当注意区分硬度的增加是由于渗碳还是热处理或表面冷作硬化而引起的再回火试验测定同一或螺柱试件上再回火试验三点硬平均值之差不应大于个维氏硬度再回火温度应比表规定的最低回火温度低保温表面缺陷检查表面缺陷检查见或进行类试验项目的试件应在机械加工前进行表面缺陷标志按本标准要求根据条的规定进行标只有符合本标准的所有技术要求紧固件产品才能按第章的标记制度进行标志除非在产品标准中另有规则头部顶面的凸字标志高度不应包括在头部高度尺寸范围开槽和十字槽使用标制造者的识别标志在要求标志性能等级的所有者的识别标志应在整个制造过程中显不要求标志性能等级的推荐标志制造者的识别标经销者使用了自己的识别标志的紧固件应视为制造者的识别标性能等级的标志性能等级的标志代号见表表标志代号对小或头部形状不允许按表的规定标志时可按表给出符号标志性能等表性能等级位置参照标志应标志制造者的识别标志或者标志一个圆点长划线或两个长划线标志对级用一个圆点标志识别六角头和六角花形头螺栓和螺钉六角头和六角花形头螺栓和螺钉包括法兰面产品应标志制造者的识别标志和表给出的性能等级标志代号对所有性能等级的产品标志是强制性的并最好在头部顶面用凸字或凹字标志或在头部侧面用凹字标对带法兰面的螺栓或螺钉应在法兰上标志因其制造工艺不允许在头部顶面标志对公称直径的六角和六角花形头螺栓和螺钉要求标志制造者的识别标志性能等图六角和六角花形头螺栓和螺钉标志示例内六角和内六角花形圆柱头螺钉内六角和内六角花形圆柱头螺钉应标志制造者的识别标志和表给出的性能等级的标志对性能等级为及其以上的志是强好在头部顶面用凸字或凹字标志或在头部侧面用凹字标对公称直径的内六角和内六角花形圆柱头螺钉要求标制造者的识别标志性能等图内六角圆柱头螺钉标志示例圆头方颈螺栓圆头方颈螺栓应标志制造者的识别标志和表给出的性能等级的标志对性能等级为及其以上的志是强部顶面用凸字或凹字标对公称直径的圆头方颈螺栓要求标制造者的识别标志性能等图圆头方颈螺栓标志示例螺柱螺柱应标志制造者的识别标志和表给出的性能等级的标志对公称直径级为及其以上的产品要求标螺柱无螺纹杆部用凹字标如在无螺纹杆部不可能标在螺柱拧入螺母端允许仅标志性能等对过盈配合的螺柱应在拧入螺母端只标志制造者的识别标有可能制造者的识别标志图螺柱标志示例允许采用表给出的性能等级的标志表可选用的螺柱标志代号其他类型的螺栓和螺钉根据有关协议本章以上规定的标志制度也可用于其他类型的螺栓和螺钉以及专左旋螺纹的标志左旋螺纹的螺栓螺钉和螺柱应按图规定的符号进行标志螺栓和螺钉在头部顶面或末端标志螺柱应在拧入螺母端标图可选用的左旋螺纹的标志对公称直径螺钉和螺柱要求标志六角头螺栓和螺钉亦可选用图规定的左旋螺纹的标图可选用的左旋螺纹的标志标志的选择在条中规定允许选用的或非强制性的标由制造者选包装标识所有规格的所有包装上标志制造者的商标或识别标志和性能等级是强附录的高温下的屈服点或规定非比例伸长应力表仅是指导从经验得到的屈服点或规定非比例伸长应力降低情况的近似表这些数据不能作为试验技术表高温下的屈服点或规定非比例伸长应力在持续高温服役条件下可能造成明显的应力役的典型条于屈服应力的降低将使初始夹紧载荷的减少超过其。