模具管理作业流程
模具管理程序

模具管理程序1.目的:本办法为有关模具管理之实施及运用,谋求作业效率及产品质量之提升,同时达到作业之正确性。
2.适用范围:凡本公司和平时所使用之模具管理均适用。
3.权责:3.1模具请购:工程3.2模具点收:工程3.3模具验收:生技3.4模具管理:工程3.5模具修理,改造:专业厂商之技朮人员4.作业内容:4.1请购:模具之请购由工程填写『请购单』并需附上图面或样品,依有关采购管理程序办理之.4.2点收:新开之模具由工程单位点收.4.3验收:经工程点收之新模交生技试模验收,并填写[新模试模验收报告]( (附件六)4.3.1生技验收OK之模具连同[新模试模验收报告]交工程4.3.2生技验收NG之模具交工程送修,直至验收OK.4.4模具管理:4.4.1模具之管理由工程单位人员予以编号列管,并登记于『模具一览表』(附件一)4.4.2每一模具于购入后,须编入模具编号以利管理.4.4.3厂内模具领用或归还状况须登录在『模具领用登记表』上(附件二)4.4.4模具归还时,工程人员需加以检查,如有毁损,可修复者,即予修理备用,不能修复者,予以报废.4.4.5模具保养,改造修理,报废等事项,均须依规定登录于『模具履历表』(附件五)4.4.6模具保养须由工程人员于每半年做定期保养.(年中保养6月1日-6月30日; 年终保养12月1日-12月31日)4.4.7模具维修需填<模具维修申请单>经部门主管同意后方可执行(附件三),流程如(附件四)4.5报废:4.5.1当使用中损坏已不堪使用及无法修复之模具,由使用单位填写『报废申请单』(附件七),呈经(副)理核准.若报废金额在一万元以上须呈厂经理核准后始可报废.4.5.2经判定报废之模具需予隔离并标示.5.相关资料:5.1采购管理程序.(CSB - 201) 5.2设备保养程序.(CWB - 203)6.附件:6.1模具维修流程.(附件一)6.2模具一览表.(附件二)6.3模具领用登记表.(附件三)6.4模具维修申请单.(附件四)6.5模具履历表(附件五)6.6 新模试模验收报告(附件六)6.7模具报费申请单(附件七)。
模具作业管制程序

CHAO KUEI MOLD INDUSTRIAL CO;LTD
文件名稱 模 具 課 作 業 管 制 程 序
CKM-P0909
制訂單位 制定日期 版本 模具課
2009.7.31 B1
頁次 1/4
1﹑ 目的: 1.1 制定此作業辦法以明確模具制作過程,以持續提升品質管理系統. 2﹑ 範圍: 2.1 凡本公司所有模具及模治具零件的加工制作. 3﹑ 權責: 3.1 研發單位: 3.1.1 模治具零件圖面的提供,且是核準通過之最新版圖紙. 3.1.2 模治具組裝試樣后驗收. 3.2 模 具 課:負責模治具零件的加工制作合格,及模具的組裝。 3.3 生產單位:負責模治具組裝後的試樣及維護。 4﹑ 定義: 無. 5﹑ 作業內容: 5.1 作業流程: 流程圖 模具零件制作通知
權責單位 研發部
表單/記錄 《模具及模具零件申請單》
生產排程
模具課
《模具開發試模進表》
申請材料
NG
供應商
《物料請購單》
品檢檢驗
OK
模具課 模具課
《進料驗收單》 《領料單》
領 料
朝 貴 電 子 原 件 制 造 廠
CHAO KUEI MOLD INDUSTRIAL CO;LTD
文件名稱 模 具 課 作 業 管 制 程 序
CKM-P0909 模具課 銑床加工
NG
制訂單位 模具課
制定日期 版本
2009.7.31 B1
頁次 2/4
《模具部另件加工指示單》
供應商 熱處理加工
NG
《外發加工申請單》
模具課 研磨加工
NG
《模具另件加工指示單》NGFra bibliotek品檢檢驗
模具管理作业指导书
模具管理作业指导书 (WI-SCW-04)1.0目的为了对模具进行有效的管理,确保其稳定性;使其在使用前(保管中)和使用过程中处于良好的状态。
2.0 范围适用于模具验收、认定、使用、维修保养、报废活动过程的管制。
3.0定义无4.0 职责4.1生产技术课课长及公司指定人员(含以上人员)负责模具的验收、报废等事宜。
4.2 维修组负责模具的维修和日常点检。
4.3 模具管理员负责建立模具档案和保管。
5.0 作业内容5.1 模具的验收和建档。
5.1.1模具在样办认定合格后,技术部在模具上留尾件样办,填写《模具移交清单》;同时将工程样办和《试模及产前评审报告》交生产技术课。
5.1.2 客户提供模具的验收。
5.1.2.1客户提供模具由生产技术课联络客户取得工程样办、成型条件相关资料、认定报告、QC工程图、模具设计图等。
5.1.2.2客户提供模具由营业部填写《模具预借证》,一式三份,客户、营业部、生产技术课各一份。
5.1.2.3如有异常问题报告营业部联络客户。
5.1.3模具入库管理,模具验收合格后由生产技术课课长填写《模具入库单》和《金型确认点检表》将模具移交到模具仓库保管管理。
5.1.4模具建档,模具入库存前生产技术课须对模具建立模具档案表(含《试模及产前评审报告》、《模具管理台帐》、《模具预借证》、《模具履历表》)。
5.2模具的标识:5.2.1模具模板上标明品番、工程号等。
并用不同油漆颜色区分各客户模具。
合格的模具不作“合格”标识视为合格;如模具尚未进行试作而需要入库的,相关入库人员应在《模具入库单》上予以注明,模具管理人员再以《待确认》标识牌标识,以防止未经认定而被使用。
5.2.2模具入库时,须附上调模员确认的尾件产品,作为下一批生产时确认及模具维修组维修、保养模具的依据。
5.2.3模具管理员在模具入库后,需在模具仓库的《模具一览表》加入,反映公司的模具数量、在库管理情况等。
5.3模具的使用:5.3.1模具的领用:①制造部正常生产领用模具可凭《日生产计划》领取;②模具修理领用可凭《模具维修通知单》领取;③模具试作可凭“模具试作相关通知”领取;④维护保养可凭《模具维护保养通知单》领取。
工装夹具与模具管理程序

4.2.1负责工装模具/配件的制作费用及维修费用付款作业。
4.3生产部:
4.3.1负责工装模具制作/维修/报废/申请,制定工装模具制作计划。
4.3.2负责试模机台设备及试模人员的调配,收集和记录工装模具/配件试模过程中的问题点,同时对
试模产品进行标识和存放。
4.3.3建立《工装模具及配件清单》,制定《易损工装模具更换计划》。
3)工装模具变更作业完成后,由技术部组织进行试模与测试验收。
17
维修/报废
1)生产部填写《工装模具及配件制作/维修/变更/报废申请单》,由技术部审批,经总经理批准后,执行工装模具维修/报废作业。
2)生产部根据《工装模具及配件制作/维修/变更/报废申请单》在《工装模具清单》
上作维护。
3)维修后的工装模具经检定合格后则继续使用;如检定为没有维修价值或无法维修的,则由生产部申请报废处理。
4.3.4制定《工装模具维护保养计划》,按计划进行点检及维护保养并保留相关记录。
文件编号
QP-26
版本
V01
文件名称
File Name
工装模具管理程序
页次
2/7
4.4质量部
4.4.1负责建立规章制度,确保制度贯彻执行。
4.4.2负责新模具/修模后试模样品的密度、外观、尺寸、装配、功能性测试,并提供《试模样品检测报告》,
2
评审
技术部组织生产部、质量部进行评审,评审内容包括:产品交期、质量要求、技术要求、供应商选择。
3
需求申请
1)新工装模具/配件制作、维修、报废等申请作业,生产部填写《工装模具及配件制作/维修/变更/报废申请单》,经技术部审批后,由总经理批准;
2)工装模具变更申请作业,技术部填写《工装模具及配件制作/维修/变更/报废申请单》,由总经理批准。
模具管理程序

(3)模具的改良由模具技术员负责:修改的模具、配件需记录于相关模具档案上。
(4)模具、配件修改之后必须试模验收,所有流程与新开模的模具验收程序一样。
(八)模具的报废:
1.对于存在严重缺陷的模具,经生产部、品管部、模具部协商一致后,认为该模具不能使用,由模具部门开出《模具报废申请单》,由总经理核准后,可作报废处理并由模具部进行相应的记录。
五、模具流程图:(详见附件)
六、作业说明:
模具管理程序
1.模具购买:
(1)业务依据市场需求提出开模意向,下订单至模具部,同时提供样品,提交产品的品质要求,交期等内容。
(2)由模具部进行新模的开制及试模,模具QE对样品检测,确认尺寸合格及装配OK后,填写《模具验收确认书》,若不合格返工修模,若合格将试模样交品管部/生产部确认,并填写《模具验收确认书》,若结论不符合品质要求,则由品管部提出修改建议,协调讨论并由技术部开修改单给模具经总经理批示,确定对模具进行检讨修正,直到符合品质要求为止,模具部开出《模具验收确认书》呈总经理核准。
(3)模具部门将模具型号标识清楚并将数据登录模具登记台帐中。
2.模具使用、维修、保养管制程序:
(1)确认验收好之模具,将模具交付给生产部,由生产部模具管理员对模具进行管理、保养等相关事项。
(2)生产单位依据各类作业指导使用模具,安装调试由技术人员、班长、机修以上人员完成。
(3)模具在生产过程中出现异常时,生产单位自行保修,如生产自己无法修复则开出《模具维修申请单》,由生产主管批准后,转请模具部门处理,若模具虽有异常但生产急需,在使用生产提出申请并经(副)总经理确认批准后可先行投入生产使用。
模具制造与生产管理的作业流程

【責任人員】 業務部
業務部
步
骤 3
進行新模估價(工時/成本)
步 骤
4 業務報價 (交期/工時/成本)
(業務主導,工程協助)
《新模估價單》--(新開模成本估價:工時/成本) (業務主導,工程協助)
《報價單》---
業務部 業務部
步
(回饋給客人新開模LW生產報價)
※模具製造與生產管理※
§報 告 大 綱 §
01-§規範生產作業流程 § 02-§【項目導入】流程 § 03-§【開模報告】流程 § 04-§【風險評估】流程 § 05-§【項目行程】流程 § 06-§【設計評審】流程 § 07-§【設計檢討】流程 § 08-§【設計輸出】流程§
09-§【生產評估】流程 § 10-§【來料檢驗】流程 § 11-§【模具生產】流程 § 12-§【進度追蹤/品質檢驗】流程 § 13-§【成型試模】流程 § 14-§【樣品確認】流程 § 15-§【模具驗收移轉】流程 § 16-§【工作守則】細則要求 §
需
---《大排程》 / 項目行程執行
重 新 零件加工圖交期
確
---《大排程》 / 項目行程執行
認 《項目行程進度追蹤表》---待新增
步
OK
NG
骤 10
模具設計 / 設計評審 / 圖紙設計
項目行程計畫表 --- 詳見10#作業步驟補充說明
【責任人員】 工程部 設計課 設計課 工程部
--- 見下頁
說明:
效 考核〞的數據計算基礎;
2.合理制定作業步驟,以“簡化 流程、提升效率、責任劃分〞 為
原則,使每個單位有力銜接 且執行順暢;
2-§【項目導入】流程 §
模具维护保养作业指导书
模具维护保养作业指导书一、引言模具是工业生产中常用的工具,其质量和使用寿命直接影响产品质量和生产效率。
为了保证模具的正常运行和延长使用寿命,进行定期的维护保养是必不可少的。
本指导书旨在为模具维护保养作业提供详细的指导,确保模具的可靠性和稳定性。
二、模具维护保养作业流程1. 模具清洁:使用软布或刷子清除模具表面的灰尘和污垢,避免进入模具内部影响使用效果。
2. 模具润滑:使用适当的润滑剂对模具进行润滑,减少摩擦和磨损。
润滑剂的选择应根据不同模具材质和工作环境来确定。
3. 模具调整:定期检查模具的各个部位是否松动或变形,及时进行调整和修复,确保模具的精度和稳定性。
4. 模具保养:根据模具的具体情况,进行定期保养工作,如更换密封圈、清理冷却通道等,防止出现故障和损坏。
5. 模具存放:对于长时间不使用的模具,应进行适当的包装和存放,避免灰尘和湿气侵入,影响模具的质量。
三、模具维护保养常见问题及解决方法1. 模具生锈:模具长时间不使用或存放不当容易出现生锈现象,可以用防锈剂进行喷涂,也可以使用干燥剂吸湿防潮。
2. 模具损坏:在使用过程中,模具可能会出现损坏,如裂纹、变形等,这时需要及时进行修复或更换损坏部件。
3. 模具磨损:模具的磨损会影响产品的质量和精度,可以定期对模具进行磨削或涂覆保护层,延长使用寿命。
4. 模具密封不良:密封不良会导致产品质量不稳定和泄漏等问题,可以更换密封圈或进行调整,确保密封效果良好。
5. 模具冷却不均匀:冷却不均匀会导致产品变形和品质问题,可以清理冷却通道或增加冷却装置,保证均匀冷却效果。
四、模具维护保养注意事项1. 定期检查模具的各个部位是否正常工作,如有异常及时处理。
2. 使用合适的工具和设备进行模具维护保养,避免使用过大或过小的力量造成损坏。
3. 在清洁和润滑模具时,避免使用化学溶剂或腐蚀性液体,以免对模具造成损害。
4. 在模具保养期间,严禁随意拆卸或更换模具的零部件,以免引起其他问题。
模具管理作业指导书

模具管理作业指导书模具管理作业指导书一、概述模具管理作业指导书是为了确保模具管理的标准化和规范化,提高生产效率,降低模具损坏率,保障产品质量而编写的。
该指导书适用于所有需要进行模具管理的部门和员工,旨在为其提供明确的操作流程和规范。
二、关键词1、模具管理2、标准化3、规范化4、生产效率5、模具损坏率6、产品质量三、流程图1、模具验收2、模具入库3、模具使用4、模具保养5、模具检修6、模具报废四、正文1、模具验收在模具到货后,管理部门应组织相关技术人员进行验收。
验收内容包括模具的名称、规格、数量是否与订单一致,模具的外观、结构及性能是否符合要求等。
验收合格后,进行入库管理。
2、模具入库模具应按照规定的分类方法进行存放,并建立相应的台账。
存放环境应干燥、通风,防止模具受潮、生锈。
同时,要定期对模具进行整理和清洁,保证其存放状态良好。
3、模具使用使用部门应根据生产计划,提前向管理部门提出借用模具的申请。
申请应包括所需的模具型号、数量及相关技术要求。
管理部门审核无误后,将模具调拨至使用部门。
使用部门应严格按照操作规程使用模具,确保生产安全和产品质量。
4、模具保养使用部门应定期对模具进行保养,防止其损坏或降低使用寿命。
保养周期可根据模具的使用频率、工作环境等因素确定。
保养内容主要包括清洗、润滑、紧固等操作。
在使用过程中,如发现模具出现异常,应及时报告至管理部门进行检修。
5、模具检修当模具出现故障或异常时,管理部门应组织专业技术人员进行检修。
检修应按照规定的流程和标准进行,确保模具恢复性能良好。
检修完成后,应对模具的使用情况进行评估,必要时进行升级或更换。
6、模具报废对于无法修复或无使用价值的模具,管理部门应组织相关人员进行评估,决定其报废处理方式。
报废的模具应进行注销,并按照公司规定进行处置。
五、结论模具管理作业指导书是确保模具管理标准化、规范化的重要依据。
通过实施该指导书,可提高生产效率,降低模具损坏率,保障产品质量。
模具管理程序

总经办
管代
管理部
生Hale Waihona Puke 部企划课工模课工程课
品管课
签 名
日 期
会签部门
财务部
市场部
设备厂
签 名
日 期
修订履历
修订时间
修订内容
版本
修订人
2007-6-11
新制定
A0
2008-10-8
全新改版
B0
2011-7-15
文件格式修订
B1
核 准:
审核:
编 制:
时间
时间
时间
1.0目的:
为确保模具保持于最佳状态,充分发挥使用,提高产品质量而订定之。
6.0相关文件:
6.1《固定资产管理办法》
6.2《模具颜色作业管理办法》
6.3《模具保养作业管理办法》
6.4《生产环境与生产过程管理程序》QR-ST-07
6.5《模具维修管理办法》
6.6《工程变更管理程序》QP-GC-16
7.0使用表单:
7.1《模具履历表》QR-GC-0074
7.2《模具发放记录表》QR-GC-0085
5.6.2模具需进行年、月定期保养,详情可参考《模具保养作业管理办法》实施;
5.6.3模具保养后指定人员需对保养之结果记录于《模具保养记录表》QR-GC-0053中。
5.7模具维修
5.7.1使用单位使用中发现模具生产异常时,应立即停机并填写《模具维修申请单》QR-GC-0125知会工模人员对模具进行维修;
3.5模具报废提出:
3.5.1客供模具由冲压部企划课提出移回客户报废;
3.5.2厂内模具报废申请提出:冲压部生产课和企划课;
3.5.3记录保存:各相关单位。
上下模作业流程图

上下模作业流程图一、目的本流程图旨在明确模具上下模的操作步骤和要点,以确保生产过程中的安全和稳定,提高生产效率。
二、流程图说明1、模具准备在进行上下模作业前,需先检查模具是否完好无损,各部件是否齐全。
如有异常,需及时进行处理。
2、安全检查在进行上下模作业前,必须进行安全检查。
包括但不限于检查液压系统、气压系统、电气系统等,确保没有安全隐患。
3、模具搬运搬运模具时,需使用合适的工具,如吊车、叉车等,确保安全稳妥。
同时,要遵循相应的安全操作规程,防止工伤事故发生。
4、模具定位将模具放置在指定位置后,需进行初步定位。
此时,要确保模具的安装面与机床的工作台之间贴合、平稳。
5、紧固模具通过螺栓等紧固件将模具与机床工作台牢固连接。
在紧固过程中,应注意力度适中,避免损坏模具及工作台。
6、调整与校准完成模具紧固后,需对模具进行进一步的调整与校准,以确保其位置准确、符合加工要求。
7、试运行在完成模具的上下模作业后,应进行试运行,以检查模具的运行情况及加工质量。
如有异常,需及时进行调整。
8、生产加工试运行无误后,即可开始进行批量生产加工。
在此过程中,操作人员应严格遵守操作规程,密切模具的运行状态。
9、下模作业生产加工完成后,需进行下模作业。
首先进行安全检查,确保无安全隐患。
然后按照解体顺序依次取下模具各部件。
10、清理与维护下模作业完成后,要对模具进行清理和维护。
包括清除杂质、清洗表面、检查损伤等,确保模具保持良好的状态。
11、存储与保管清理和维护完成后,应将模具存放在干燥、通风良好的库房内,避免阳光直射和潮湿环境对模具造成损害。
同时,要遵循相应的安全规定,防止意外事故发生。
三、总结本流程图详细描述了上下模作业的全过程,从模具准备到存储保管,每个环节都进行了详细的说明和要求。
通过明确流程图,有助于操作人员更好地掌握上下模作业的步骤和要点,提高生产效率和质量。
也确保了生产过程中的安全和稳定。
在实际操作中,应根据具体情况对流程图进行调整和完善。
模具厂作业流程
6.1业务部承接业务时,必须要了解产品结构、尺寸要求,以及产品是否复杂,和产品所用的材料等等。根据这个些资料进行给客户报价,必要时可以叫工程师协助完成。
6.2客户下单后,业务部制定生产计划,填写《模具设计通知单》下发到工程部,由文员或工程主管签收。并提供2D和3D图以及塑料特性。
业务部经理/工程部工程师
工程师/钳工/
调机师傅
工程部主管
新模评审记录
10
拆分模具零件图/电极图
工程部
10.1根据模具设计研讨会的条件设计模具。按照正确的产品造型在3D里设计出所有的镶件。然后转为2D并把尺寸标注完整后出图。设计模具的原则:1.节约成本、方便加工、维修方便、耐用;6.5.2.对插封胶、相配合、要清角的地方尽量拆为用磨床加工或精雕加工的镶件。以避免配合不当造成产品跑毛边等不良现象。
8.2客户提供有2D和3D的情况下,也要把3D转到2D进行检测。经常会有2D与3D不一样的情况。
工程师
工程部主管
9
模具排位/结构评审
工程部
9.1由工程师设计模具排位图,3D图。设计当中遇到有疑问和不能确定的地方先记下来,开模具研评审会时研ห้องสมุดไป่ตู้。
9.2模具研评审会议通知由工程部主管或部门文员通知相关人员(包括有钳工负责人、调机负责人等等。通知方式:邮件和电话。
3.3QC:负责模具零件的检测、产品检测。对不良尺寸进行判定和跟进。
3.4 注塑部:负责产品生产、出货。新老模具的试模,并对试模过程做出详细的描述,以及提出合理化建议。
4定 义
4.1特采——(让步接受);也就是破格接受不符合图面尺寸但不影响模具和产品的功能的意思。
5流程图(见下页)
流 程 图
6
模具管控操作流程

模具管控操作流程模具库管理人员的职责和权利1、模具应按生产指令1#、2#、3#等依次上架。
退库的模具应放在原来的位置。
2、保管员应对模具的账、卡、物相平衡负责。
总账、模具生产档案负责保管好,对库存、领用、出仓等模具应了如指掌。
督促模具管理人员及时把试样好的新模具入库。
3、保管员应做到根椐生产令号迅速找到该领用的模具。
4、保管员应对入库、领用、退库模具的完好负责。
不得出现混乱、遗失、损坏的现象。
应严格按模具的管理制度执行。
确保从库房领出的模具是能适应大生产的合格模具。
5、保管员有权对不履行规定的人员拒绝办理入库和领用手续。
6、保管员要积极主动配合车间生产,及时和调度员沟通,了解生产任务情况,做好为一线服务工作。
模具入库制度1、模具入库必须具备模具合格证书,试模合格证,模具图纸和合格样件。
模具应打有产品编号,指令号标记。
模具按产品号成套上架。
通用模具按模具通用号码上架。
2、模具要符合大生产的要求。
定位可靠,操作方便安全,射蜡正常,试样成品确认后方可生产。
3、模具开发部应提供产品图纸。
技术检验员按产品图纸进行检验。
合格后开据模具合格证入库。
模具图纸,以备修理、补充模具使用。
4、模具开发负责人对模具检验情况给予确认并签字。
对产品超差部分是否通过使用,模具开发负责人和QC部负责人进行会签。
同意使用,才定为模具合格。
模具领用制度1、模具领用应由生产调度人员到模具库登记领取。
登记内容:生产指令、产品编号、模具名称、领用时间、领用人签字。
2、模具合格证、图纸、试模合格证、及使用档案等由库房的管理人员保存。
3、模具退库前生产调度人员检查模具的使用情况以及生产记录。
应对模具的完好负责。
发现需要维修的模具,提出修理申请,报仓库管理人员进行修理。
模具现场使用的管理1、班组长领用和退库模具,应按相应的管理制度办理相关手续,应对模具从领用到退库的全过程负责。
2、模具应按作业指导工艺安排生产。
特殊模具应由模具管理人调整和安装模具,并保证射蜡程序合理,试出合格样件后,才能开始生产。
模具生产作业管理程序(含流程图)
文件制修订记录1.0目的:对影响模具生产品质的各个环节进行控制,确保生产作业在规定的方法和程序受控状态下进行。
2.0适用范围:模具的生产和制造管理过程的控制。
3.0定义:无4.0职责:4.1研发课:负责开立《工作执行单》及样品确认。
4.2模具:负责模具之设计制作、组装、维修、二、三级保养及零配件生产,管理,自制零件与委外加工零件验收及数量核对。
4.3品保课:负责模具零件配件及委外加工零件的检验,及试模产品检验。
4.4采购课:负责模具材料购买及零件委外加工。
4.5注塑/冲压:负责模具试模及模具验收。
5.0内容及要求:5.1模具作业流程见附件。
5.2生产计划:5.2.1模具依据研发课下达模具开发工作执行单作《模具开发进度表》并进行模具设计,设计完成后经主管核准后,填写请购单交至采购课进行零配件采购。
5.2.2采购下发零配件采购单给加工组作业。
5.2.3申购、领料过程控制:加工组依据模具设计图面填写《请购单》申购符合HSF要求之材料,经主管核准后,交至采购办理。
5.3模具生产作业过程的控制:5.3.1生产工艺制程的控制:由加工主管负责其生产流程,各工序技术员依据图面进行作业,将加工工序流程填写入制令单,并记录加工数量和工时等,当相关资料需更改时,依据《工程变更作业管理程序》之相关设计变更进行更改。
5.3.2品质控制:各加工工序按制令单生产完成后,交模具品管进行检验及HSF符合性的测试,并把所测量尺寸及HSF测试记录于《模(治)具检验记录表》及登录于《模具零件加工统计表》,判定允收后,方可交由下一道工序生产。
如判定不符合要求则退回生产单位(含分包商),并开立《模(治)具异常不良处理单》,作相关处理。
5.3.3设备品质及符合HSF的控制:设备品质\符合HSF的控制依《设施设备控制程序》和《环境限用物质控制程序》执行,模具在使用、维修或保养设备时,必须确认所加工使用之机器设备为环保专用和使用环保的辅材、材料进行维修保养,以及定期清洗相应设备。
工装模具控制管理程序

业务流程
控制要点
记录/备注
相关部门
根据下列需求编制《模具申请单》:
a.产品设计和过程设计输出文件(工装图纸、新产品工装清单);
b.工装模具使用部门提交的申请;
c.为满足公司生产能力提升,相应添置;
d.满足持续改进需求;
e.满足技术攻关开发新工装模具。
模具申请单
生产技术课
对《模具申请单》内容进行审阅,并提出相关意见。
1、生产技术课应监控供方模具的使用情况,在模具无法使用或达到使用年限后回收。
2、对于无法使用或达到使用年限的模具提出处理意见,经批准后进行处理。
4.2工装模具维护保养
生产技术课
生产技术课负责制定工装模具保养计划,填写《工装模具年度保养计划》。
工装模具年度保养计划
责任部门
业务流程
控制要点
记录/备注
制造课
5、记录表单
序号
记录表单名称
表单编号
所属部门
保存期限
1
模具申请单
2
工装模具验证卡
3
工装模具台帐
4
工装模具年度保养计划
5
工装模具定期保养卡
6
工装模具维修单
7
工装模具报废申请单
8
保管证(模具、模型)
6、相关文件
序号
文件名称
文件编号
文件版本
备注
1
供应商管理程序
2
采购Байду номын сангаас制程序
所属部门:
ABC有限公司
文件编号
作成
审查
批准
版本号
推行
小组
工装模具控制管理程序
日期
页码
模具管控操作流程
模具管控操作流程模具库管理人员的职责和权利1、模具应按生产指令1#、2#、3#等依次上架。
退库的模具应放在原来的位置。
2、保管员应对模具的账、卡、物相平衡负责。
总账、模具生产档案负责保管好,对库存、领用、出仓等模具应了如指掌。
督促模具管理人员及时把试样好的新模具入库。
3、保管员应做到根椐生产令号迅速找到该领用的模具。
4、保管员应对入库、领用、退库模具的完好负责。
不得出现混乱、遗失、损坏的现象。
应严格按模具的管理制度执行。
确保从库房领出的模具是能适应大生产的合格模具。
5、保管员有权对不履行规定的人员拒绝办理入库和领用手续。
6、保管员要积极主动配合车间生产,及时和调度员沟通,了解生产任务情况,做好为一线服务工作。
模具入库制度1、模具入库必须具备模具合格证书,试模合格证,模具图纸和合格样件。
模具应打有产品编号,指令号标记。
模具按产品号成套上架。
通用模具按模具通用号码上架。
2、模具要符合大生产的要求。
定位可靠,操作方便安全,射蜡正常,试样成品确认后方可生产。
3、模具开发部应提供产品图纸。
技术检验员按产品图纸进行检验。
合格后开据模具合格证入库。
模具图纸,以备修理、补充模具使用。
4、模具开发负责人对模具检验情况给予确认并签字。
对产品超差部分是否通过使用,模具开发负责人和QC部负责人进行会签。
同意使用,才定为模具合格。
模具领用制度1、模具领用应由生产调度人员到模具库登记领取。
登记内容:生产指令、产品编号、模具名称、领用时间、领用人签字。
2、模具合格证、图纸、试模合格证、及使用档案等由库房的管理人员保存。
3、模具退库前生产调度人员检查模具的使用情况以及生产记录。
应对模具的完好负责。
发现需要维修的模具,提出修理申请,报仓库管理人员进行修理。
模具现场使用的管理1、班组长领用和退库模具,应按相应的管理制度办理相关手续,应对模具从领用到退库的全过程负责。
2、模具应按作业指导工艺安排生产。
特殊模具应由模具管理人调整和安装模具,并保证射蜡程序合理,试出合格样件后,才能开始生产。
IATF16949-2016产品模具开发作业管制程序

产品模具开发作业管制程序(IATF16949-2016/ISO9001-2015)1.目的:本程序规定了本公司所有新品从开模、试模/打样及验证、送样承认与导入量产的全过程及操作方式,旨在确保新品开发有章可循。
2适.用范围:本程序适用于本公司所有客户的新产品开模、打样、试模及样品、制程验证与送样。
3.定义:无4权.责:4.1业务课负责打样需求的申请及相关信息与资料对内及对外的提供(如:客户图档、样品、特殊工艺要求、原材料厂商、品牌、关键交期、开模需求等信息),并确保其正确与完整性;依实际情况召开新项目启动会议;主导样品/模具及限度样送交客户确认;追踪客户对样品的确认结果;量产前客户承认样品及资料的移转,作为后续量产的参考;新品导入量产会的主持。
4.2技术课负责将相关客户资料转换为内部信息,同时展开制程、材料、工装等的策划及相关需求的审核;追踪开发打样相关作业;开发过程中各制程异常处理的追踪;开发过程中原物料请购的提出;产品开发的各类图纸的提供;开发过程中工装、夹、量、检、治具的设计与提供;包装规范的设计;协助产品报价、评估及与客户端的前期技术沟通与检讨;产品试验规范的设计;模具的报价、评审与设计;制程能力调研及量产改善的配合;量产前图纸、工装、模、L丁J uiLuiu*55t;on.tnm七"。
匚P好好学习天天向上德信诚培训网治具OO试验大纲、包装规范与评价等资料的移转,作为后续量产的参考。
4.3生产课设备负责模具的制造及未验收模具的改进;协助技术课新品开发过程中模具问题的解决;负责参与新品开模设计方案的检讨;试模打样中各制程参数、材料单量和不良率的记录;各工序标准作业步骤以及注意事项的拟定与改善;工装、模治具的试用及验收;量产前制程条件及参数等资料的移转,作为后续量产的参考。
4.4物流课计划组负责依技术课开立出的打样要求及资料确认,并安排打样机台及人力和用料领料作业。
4.5质量部制定检验规范及半成品、成品的检验、试验及确认;量具、检具的检验及试验确认;尺寸、外观、性能的检测及出具相关的报告;量产前I尺寸报告、性能测试报告、报告等资料的移转,作为后续量产的参考。
模具管理程序(最新)
编号:版次:A模具管理程序第1页共5页1、目的本程序控制工装模具对产品加工的影响因素,确保满足产品技术要求。
2、范围本程序适用于公司产品的工装模具控制管理。
3、引用文件《采购管理程序》《供应商管理程序》《模具管理规范》4、术语和定义工装模具:用于覆盖膜,补强,背胶和外型等冲压的模具。
5、职责行政部负责工装模具的订货与采购。
工程部负责工装模具的设计、验收。
工程部和制造部负责工装模具的正确使用和维护保养等工作,可对工装模具使用状况提出改进意见。
制造部是工装模具的归口管理部门,负责工装模具的统一管理.6、工作流程和内容工作流程工作内容及说明使用表单模具需求提出A 6.1 工装需求提出工程部根据产品制造工艺要求,在工艺规程中提出专用工装模具需求,工程部报行政部安排订购。
开模 / 改模申请书请购单核准校阅制作制定部门制定日期修订日期编号:版次:A 模具管理程序第2页共5页工作流程A模具采购NO模具B验收YES模具交付,登入C工作内容及说明6.2 工装模具的采购6.2.1 外购工装模具:工装需求由工程部报行政部,由行政部订购,工装承制单位须按合同规定的进度进行制造。
6.2.2 工程部按合同进度要求进行跟踪。
6.3 工装验收管理6.3.1 工装模具到货后,工程部负责模具的验收。
6.3.2 工装模具按照 FPC模具验收操作规范进行试冲并检验。
6.3.3 工程部负责的工装模具的验收必须依据其设计图进行检验,并填写“FPC模具验收报告” ,对一些难以用常用测量手段检验的尺寸如冲压模具的尺寸,允许用试冲品相应尺寸的检验来代替,此产品检验记录由工程部保存。
6.3.4 工装模具必须经验收或产品试制合格后方能进行正式生产。
6.3.5 验收不合格的工装模具 , 由验模工程师判定“不合格”,退回供方返修。
6.3.6 验收合格的工装模具移交制造部,并将其设计图档进行妥善保存,所有的工装模具由制造部负责进行使用管理,并对工装模具进行编号,编号方式为:钢模 - 顺序号,打样刀模 - 顺序号,量产刀模 - 顺序号。
模具保养作业流程及注意事项
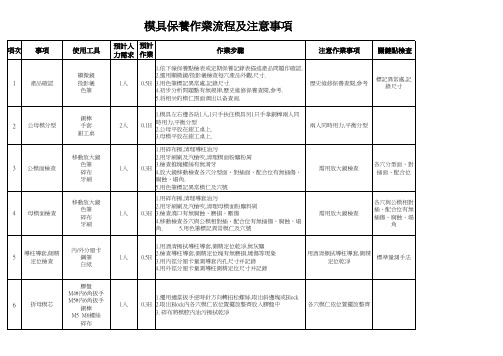
1人
0.8H
仁
2.投影仪检查或量测模仁对插
孔尺寸,确认是否磨损,pin针是否歪针,变形
3.重点模仁拍照保存
常点(如:断针,烧焦, pin槽毛边,粘模,多胶,
顶针异常等)分析﹑比
壽命到零件,挑 出提前更换
较,查找真因,同时改善
备品领用申请单
1.需更换新零件时,写好《备品领用申请单》经主管审核及
11 領用更換易損件
严禁用力敲打强行组装,若 否顺畅,以此判 组装不顺,需再次检查 断累积公差是否
7.从不同的方向,位置整平零件
超差,并进行适
8.用手感触摸边块﹑镶片 pin針等是否组平,或用高度規確認
当修配
高度是否一致,若有滑块,需手动检查滑块是否滑动良好
9.每穴比對檢查,與組立圖檢查
膠盤
M3#內6角扳手
M4#內6角扳手
零件倒角﹑去毛 刺﹑抛光﹑磨床 成型部位抛光/打光时,选用 位置/放电位置 适当之油石垂直交叉,最后 加工卷起的铁屑 一次要顺脱模方向进行, 要在显微镜下检 直角配合模仁抛光时模仁 查抛掉后清洗及 及纤维油石保持平行和垂 用气枪吹干净, 直,不能碰到直角边 抛光勿伤到成型 部位,顺脱模方
向抛光
13 參照組立圖組模
方向来回抛光
11.用纤维油石抛光后要用气枪吹净,抛光时勿伤到成型部位
1.用汽枪吹干净零件上的水渍 1人 0.5H 2.按模穴号位置顺序 A#B#--P#,整齐摆放,模号、零件不能打 吹干净零件上的水渍 零件不能打乱
乱放在白紙上
1.显微镜检查模仁磨损﹑腐蚀﹑锈斑﹑插伤﹑塌角﹑断针模 每次保养要汇总制程中异
模具保養作業流程及注意事項
項次 事項
1
產品確認
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NO
審視
1. 採購單位於接獲請購模具之《請購單》時,審視相關附件是否備齊。 2. 經審視相關附件未備齊時,採購單位則將《請購單》退回工程單位重新
檢查送件進行採購 採購退回
1. 採購單位于收齊各相關文件時,則進行詢價、議價的動作,相關執行細 則依「採購作業」執行。
2. 採購單位如於採購過程中,專業專案無法處理時,可委由工程單位協助 處理。
1. 模具于入廠時,倉管單位先進行暫收作業,並通知工程部進行驗收。 2. 檢驗合格後,則由工程部執行驗收並建檔管理。
3. 模具於入廠驗收不合格時,工程單位則在《__廠設備/模(治)具驗收單》
上說明不合格原因退回廠商,倉管單位通知採購請廠商取回重修或由工 程部通知採購請廠商到廠協調或協同解決問題。
1. 模具入廠檢驗一經工程單位驗收完畢後,既通知需求單位進行提領作業。 2. 需求單位於提領新模具時,填寫《領料申請單》向倉庫單位提領模具。 3. 如果需求單位於提領新模具時不合格,則通知工程單位及倉庫單位辦理
回需求單位。
採購收案
1. 舊産品新模具之需求,在工程單位確立後,工程單位將《請購單》檢附 『模具設計圖』及相關事項連送採購單位進行採購。
2. 量産模具的請購時,工程單位(人員)依據部主管簽決之《請購單》連同 檢附量産「模具設計圖」,並標示注意事項及尺寸規格,再轉採購單位提 出請購。
3. 公司對新産品的研發,在測試時所需試産模具來執行測驗工作,由工程 單位(人員)提出《請購單》連帶檢附試産「模具設計圖」,並標明注意事 項及尺寸規格于部主管核准後,轉採購單位進行採購。
退貨。
3. 模具申請時,《請購單》呈送部主管核准。 1. 主管對模具之申請進行核閱,如核准的話,則請購單位將《請購單》送
望下單位執行。 2. 如主管對模具之申請部同意的話。則退回申請作業或重開《請購單》。
1. 需求單位之請購呈部主管核准後,轉送工程單位作確立。 2. 工程單位判定無誤後,則轉採購單位進行採購作業,反之工程單位則退
工程
生産
採購
模具管理作業
模具的請購
NO
主管 判定
YES
工程 判定
YES
模具的請購
NO
主管 判定
NO
1. 公司對新産品的研發,在測試時所需試産模具來執行測驗工作,由工程 單位經辦單位(人員)提出《請購單》申請新模具。
2. 生産單位于生産時,因模具的磨損或模具量不足時,需求單位可依實際 狀況填立《請購單》請購。