XPTHC弧压调高使用说明书
Smart Pthc-2说明书中文
Smart PTHC-2Ver2.05弧压调高控制系统欢迎你选用Smart PTHC-2调高系统,我们将竭诚为你服务!选择Smart PTHC-2调高系统*******让你更的产品更加胜人一筹,优质的售后服务、便捷高品质的产品性能,快捷的技术支持。
联系电话:0591-8739293513314946502传真:0591-********前言使用前操作人员应仔细阅读本调高器的使用说明书,非专业人员不得打开壳进行检查,不使用时,请及时关闭本调高器的电源。
技术参数如下。
工作电压:AC24V+5%,50Hz/60Hz。
升降电机:DC24V直流电机。
驱动方式:PWM(脉宽调制方式)。
输出电流:10A-20A,瞬时电流30A。
输出功率:200W。
工作温度:调高器-40∽60℃。
初始定位方式:开关式初始定位。
(选配保护帽接触式初始定位。
)运行传输方式:检测弧压使能,穿孔完成输出开关信号。
分压比:100:1精度:±1V(用户的电机起步电压慢的可通过速度调整这个参数进行调整)。
外形尺寸长X宽X高:180mmX130mmX58mm.重量:5.8kg割炬提升速度:1米/分∽9米/分(超过该速度请同供应商联系)设定弧压范围:60V∽300V,可根据不同应用场合修改。
过载保护方式:PWM脉宽调整。
切割拐角控制:有(低电平控制)。
防撞警报:通过检测割具防撞(有出现撞击时立即关闭等离子电源,并反馈给系统停止运行)。
动态寄孔:有动态寄孔。
最大切割跟踪测试速度:9米/分(与用户的升降体的的起步电压和速度以及灵敏度有关)技术支持和售后服务:A.您可以通过拨打24小时技术支持和售后服务电话:133********0591-********B.本产品为出厂日起,一年内,非人为损坏情况下所发生的故障全部免费保修,终生维护。
如人为损坏或超过保修期,我公司将收取一定的零件成本费。
但以下情况不在保修范围:1)出厂序列号标签撕毁。
2)任何人为因素造成的损坏。
AVC_103弧压调高使用说明书
AVC103 弧压自动调高控制器
使用说明书
版本 Version 3.0A 2010 年 5 月
深圳市昂泰科技有限公司 电话:0755-29489105 传真:0755-29489061
Web Site:
1
深圳市昂泰科技有限公司
性能简介
系统
AVC103 等离子弧压调高控制器利用等离子电源的恒流特性,在切割过程中, 切割电流总是等于设定的电流,而切割的弧电压在固定的速度下跟随割炬与板材 的高度变化而变化,当割炬与板材的高度增大时,弧电压上升;当割炬与钢板的 高度减小时,弧电压下降。AVC103 弧压调高控制器通过检测弧电压的变化,进 而控制割炬的升降电机来控制割炬与板材的距离,使弧电压保持不变,割炬高度 同时也保持不变。
10
深圳市昂泰科技有限公司
电源及接地
AVC103 控制器的工作电压为:交流 AC24V+10%,50Hz/60Hz,控制器本身功 耗<10W。请使用隔离变压器供电,变压器功率需大于(升降电机功率+10W)的 120%,一般在 100W-200W 之间;请勿与其他强干扰源如点火器、电磁阀等共用该 变压器;电源连接请参考图 2-5。
升降电机:DC24V 直流电机。 驱动方式:PWM(脉宽调制方式) 输出功率:最大 60W 工作温度:调高器-10∽60℃ 初始定位方式:接近开关式初始定位(适用水上水下切割的各种等离子) 保护帽定位(适用于水上切割的的中小功率的等离子) 分压比:100:1 精度:最高±1V,可调 外形尺寸:长 X 宽 X 高:180mmX160mmX50mm
图24连接端子布置图con1连接至cnc数控系统con2连接至等离子电源及接近开关con3连接至ac24v电源升降电机及限位开关con4连接至割炬保护帽及工作电极gnd连接系统集中接地点con1con2con3con416110181gnd10连接端子信号定义端子名称端子号信号定义解释con1con11autocnc自动使能con12upcnc上升con13downcnc下降con14startarccnc起弧con15motion控制器发出运动允许con16com接口信号公共地con2con21arcvin弧压输入con22sgnd弧压信号地con23link联机控制con24plasmast1等离子起弧开关1con25plasmast2等离子起弧开关2con26prosw1接近开关1con27prosw2接近开关2con28prosw3接近开关3con29vcc12vp接近开关电源12vcon210isogndp接近开关电源地con3con31motor1电机1con32motor2电机2con33ac24v1交流24v工作电源1con34ac24v2交流24v工作电源2con35uplmt上限位con36com接口信号公共地con37downlmt下限位con38com接口信号公共地con4con41work保护帽定位工作电极con42earth系统集中接地con43shield保护帽信号引线11电源及接地avc103控制器的工作电压为交流ac24v1050hz60hz控制器本身功耗10w
弧压调高使用说明书样本
VHC-300数控弧压高度控制器使用说明书Shenzhen Mycutcnc TECH Co.,LTD深圳市迈卡特数控技术有限公司感谢您选用迈卡特公司的产品为便于使用及维护, 请将此说明书交到最终用户手中。
安装及安全注意事项★发货及运输时, 请保护好调高面板上的3个电位器, 以免损坏★本调高盒的电源是AC24V★使用本调高器前, 请仔细阅读说明书, 以免安装及调试过程中造成不必要的损失★安装及调试过程中如有任何疑惑, 请及时与本公司联系★不使用时, 请关闭调高盒电源★不要随意调整调高板上的任何可调电阻★非专业人士或未经许可, 不允许打开本产品进行维修★在高温, 潮湿, 粉尘或有腐蚀性气体的地方请做好相应的保护措施★注意防尘, 当调高盒外或调高盒内积聚太多的粉尘, 可用压缩空气将其吹干净★调高器标明接地的位置需良好接地★请安全使用本产品, 对您的工作环境的安全情况, 本公司不提供任何人身及财产担保技术支持★公司网址: .com★电子邮件:★公司电话:★公司地址: 深圳市宝安二十四区商业楼7栋502售后服务自出厂之日起, 一年内免费保修, 终生维护。
但以下情况不在保修范围内: ★产品标签上的序列号模糊不清或撕毁★未经允许擅自改变使用范围或用途的★人为损坏★自然灾害造成的损坏★改装及抄袭等原因造成的损坏特别声明:★由于产品升级更新, 如有变动恕不另行通知。
★版权所有, 翻版必究。
目录1、简介 (3)1.1产品型号 (3)1.2中文名 (3)1.3适用范围 (3)1.4工作原理 (3)1.5基本功能 (3)2、技术参数 (3)3、功能介绍 (4)4、主控板 (5)5、分压板 (6)6、初始定位 (7)6.1初始定位简介 (7)6.2保护帽定位方式 (7)6.3接近开关定位方式 (7)7、接口电路 (7)8、调高盒设定 (11)9、供货范围 (11)10、故障维护 (11)1、简介1.1产品型号: VHC-3001.2中文名: 弧压高度控制器1.3适用范围: 数控切割机上等离子割炬的自动高度控制, 适用于进口或国产等离子。
xsch使用说明书
XSCH仪表使用说明书目录1、概述 (1)2、型号规格 (2)3、技术规格 (3)4、安装与接线 (5)5、参数一览表 (11)6、操作 (13)6.1 面板及按键说明 (13)6.2 参数设置说明 (14)6.3 报警设定值的设置方法 (15)6.4 密码设置方法 (15)6.5 其它参数的设置方法 (16)7、功能及相应参数说明 (17)7.1 测量及显示 (17)7.2 报警输出 (19)7.3 变送输出 (20)8、调校 (21)9、抗干扰措施 (23)调校1、概述XSCH 系列数显仪与各类模拟量输出的传感器、变送器配合,完成温度、压力、流量、液位、成分等物理量的测量、变换、显示和控制。
XSCH 系列是经济型仪表,适合对精度、功能要求不高的场合,对更高的精度或功能要求,可选用XST 系列或XSE 系列。
误差小于0.5%F .S ,并具备调校、数字滤波功能,可帮助减小传感器、变送器的误差,有效提高系统的测量、控制精度适用于电压、电流、热电阻、热电偶等信号类型2点报警输出,上限报警或下限报警方式可选择。
报警灵敏度独立设定变送输出可将测量、变换后的显示值以标准电流、电压形式输出供其它设备使用 2、型号规格安装与接线3、技术规格电源:220V AC供电的仪表:220V±10%,功耗小于7V A;24V DC供电的仪表:24V±10%,功耗小于5V A;12V DC供电的仪表:9V~20V,功耗小于5V A.H工作环境:0℃~50℃,湿度低于90%R显示范围:-1999~9999,小数点位置可设定输入信号类型:电压、电流、热电阻、热电偶电压:1V~5V DC,0V~5V DC 可通过设定选择电流:4mA~20mA,0mA~10mA,0mA~20mA可通过设定选择热电阻:Pt100,Cu100,Cu50,BA1,BA2,G53可通过设定选择热电偶:K,S,R,B,N,E,J,T可通过设定选择.S基本误差:小于±0.5%F测量分辨力:1/16000,14位A/D转换器测量控制周期:0.3秒报警输出:2点继电器输出,触点容量220V AC,3A变送输出光电隔离4mA~20mA,0mA~10mA,0mA~20mA直流电流输出,通过设定选择。
海斯PTHC-2弧压调高说明书

HEAVTH PTHC-2装箱单PTHC-2弧压自动控制系统序号 名称 数量 备注 1 PTHC-2主机2 航空插座 2,3,4,7,103 100:1分压板4 系统使用说明书5 接近开关 PR12-2DN6 防碰撞夹具7 8注:用户收到货后,请及时开箱检查。
按照装箱单清点物品数量,如有问题及时与我公司联系。
装箱:__________ 日期:__________产品质保说明:感谢您选用本公司产品!凭机身编号和主板编号,海斯科技将为您提供主机保修一年服务,终生成本维修。
下列情况,不属免费服务范围:a) 不符合保修规定,产品上所粘贴的编号或标签破损、缺失、 或与产品不符。
b) 由于环境因素、使用不当及不可抗拒的因素造成之损坏; 未经我公司许可,自行维修或改动造成损坏。
HEAVTH PTHC-2PTHC-2弧压高度自动控制系统使用说明书版本:091109常州海斯科技有限公司HEAVTH PTHC-2目录一、基本概念二、功能简介及特点三、技术参数四、干式切割和水下切割五、工作过程六、操作面板功能介绍七、基本参数调整八、内部参数调整九、分压板十、初始定位介绍十一、接口电路十二、故障维护十三、控制原理图框图与控制接线敬请注意:在使用PTHC-2控制器以前,请仔细阅读本说明书。
注意:实际弧压和输出弧压一定要用屏蔽线连接。
一、基本概念PTHC-2等离子弧压高度控制器利用某些等离子电源具有恒流的特性,在切割过程中,切割电流总是等于设定的电流,而切割的弧电压在固定的速度下跟随割炬与板材的高度变化而变化,当割炬与板材的高度增大时,弧电压上升;当割炬与钢板的高度减小时,弧电压下降。
PTHC-2弧压高度控制器就是通过检测弧电压的变化,通过控制割炬的升降电机来控制割炬与板材的距离,使弧电压保持不变,割炬高度同时也保持不变。
对于一些进口等离子和国产等离子,在其说明书中列有切割参数表,用户只需参照参数表,按照所选择的电流,在弧压高度控制器上设定相应的电压,在规定的速度下即能保持割炬高度的恒定。
XPTHC弧压调高使用说明书

XPTHC-100弧压调高控制器使用说明书深圳市宏宇达数控技术有限公司2007-05-05目录1、简介1.1、产品型号 (4)1.2、中文名 (4)1.3、适用范围 (4)1.4、工作原理 (4)1.5、基本功能 (4)1.6、弧压检测方式 (5)2、技术参数 (6)3、工作过程 (7)3.1、方式一 (8)3.2、方式二 (8)4、操作面板功能介绍 (9)5、分压板 (10)5.1、非隔离直接分压方式 (10)5.2、隔离分压方式 (11)6、初始定位 (12)6.1、割炬保护帽定位检测方式 (12)6.2、常开型(NPN)、常闭型(PNP)接近开关定位方式 (14)7、接口电路 (15)7.1、电源接口 (15)7.2、割炬升降接口 (15)7.3、连接到等离子的接口 (17)7.4、连接到数控的接口 (17)7.5、接近开关初始定位接口 (18)7.6、电流反馈设置 (18)8、控制接线 (19)8.1、保护帽定位接线图 (19)8.2、接近开关/开关定位接线图 (20)1、简介1.1、产品型号:XPTHC-1001.2、中文名:弧压高度控制器1.3、适用范围:具有恒流特性的或在一定电压范围内具有恒流特性的等离子切割机的割炬高度控制,适用于绝大多数的进口或国产机型。
1.4、工作原理:XPTHC-100等离子弧压高度控制器的原理就是利用等离子电源的基本恒流的特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬高度变化,实现对切割割炬的高度控制。
1.5、基本功能:A、自动初始定位:分为保护帽检测方式和开关定位检测方式,开关定位方式又分为常开型定位和常闭型定位,开关定位可用NPN型接近开关(常开型)或PNP型接近开关(常闭型)来实现。
B、割炬防撞:任何状态割炬碰到钢板后,检测电路动作时,将使割炬提升到初始定位高度。
C、自动高度控制。
D、给定弧压与实际弧压显示监控功能:在起弧前显示给定弧压,在起弧后经过穿孔延时后显示实际弧压。
深圳市宏宇达数控技术 数控火焰、等离子切割机 电气综合控制系统 说明书
HYD CNC Technology CO.,LTDTel:+86-755-26625800Fax:+86-755-26729960数控火焰、等离子切割机电气综合控制系统使用说明书V-Ⅲ深圳市宏宇达数控技术有限公司2009-09-01前言目前,国内的数控等离子、火焰切割机产品正在飞速发展,但一直以来,生产数控切割机的各个厂家的控制电路都是按照各自的经验来进行设计生产,从来没有形成一个统一的标准。
本产品的设计充分考虑了数控切割设备的控制对象、控制方法、配套的数控系统;以设备的控制完善、安装简单、维修方便、较低的价格、较强的抗干扰能力、高可靠性为出发点,采用模块式的设计方法综合设计而成。
本系统的特点:1、根据数控火焰、等离子切割的特点,将必须使用的输入、输出口通过隔离方式直接和数控系统连接,数控接口的电平可以是低电平,也可以是高电平,输出口通过光藕隔离和数控系统连接,输入口通过继电器隔离方式和数控系统连接,因此可和目前国内常用的几种数控系统接口。
如EDGE系统、FASTCNC系统、FORAGE系统、海宝VIII 系统等2、既可配合速度控制方式的系统、也可配合位置控制方式的系统、用户只要根据本设计提供的接口定义就可实现两种控制功能。
能实现速度控制方式的真双边驱动和A/B相驱动3、可同时实现6个割枪的控制,原理上六个割枪即可以是等离子割枪,也可以是火焰割枪。
4、割炬高度的控制既可以不用调高器,也可以使用调高器,即可以是电容调高,也可以是弧压调高。
所有的控制对象和内部控制电路都是隔离的。
5、控制电路客户只需在外部安装一个由本公司提供的+12V和+24V电源,所有控制关系和操作功能全部由本电路板来实现,基本没有外部接线。
6、所有控制对象采用模块化设计方法,每一个割炬对应一个可插拔的模块,每个割炬的模块都相同,安装维护都非常方便。
7、控制对象的接口采用插拔式端子,并且将每个割炬的控制集中在一个指定的区域内,每个割炬的控制都有单独的可插拔的模块。
弧压调高说明书
锐盾弧压调高器使用说明书工作原理:锐盾弧压调高器是利用等离子电源的基本恒流特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬的高度控制,适用于绝大多数的进口或国产等离子机型。
产品特点:1、兼容于目前所有的(数控)切割系统强切割效率,通过弧压传感器,在切割全过程中,割炬高度始终保持恒定、工件不平时,切割仍可进行,恒定的割炬高度,保证了高水平的切割质量,具有非常高的性价比。
2、可用于国产等离子和进口等离子。
3、具有设定弧压显示、实际弧压显示、穿孔时间设置功能。
4、具有保护帽定位、接近开关定位定位功能。
5、状态指示功能(自信号延时功能和行车输出延时功能)。
6、分压比50:1,也可按照用户要求设定分压比。
7、PWM脉宽调制控制方式。
8、可采用电流模式判断起弧信号,精准无误,防止工件损坏。
锐盾弧压调高器推荐采用接近开关来完成初始定位,既能定位又能防撞。
接近开关定位工作过程:调高器接收到数控系统发出的起弧信号后,割炬立即下降,当接触到钢板时,接近开关脱离接近点,并发出接触信号,调高器接收到信号,立即控制割炬提升到设定的定位高度(在提升过程中,接近开关会自动复位),定位完成后,调高器自动控制等离子起弧。
采用这种方式,适用于所有等离子的初始定位。
描述&规格参数Description & Ratings(START1, START2)50:1分压输出,请用对绞屏蔽电缆锐盾弧压调高器等离子分压信号接入图注意:该接口的VOLT+与VOLT-接入信号为等离子实际弧压经过50:1 分压后的分压信号,切忌将实际弧压接入,否则会造成损坏!请务必按照上面接入分压信号,并且分压传输电缆必须使用带屏蔽电缆!描述&规格参数Description & Ratings描述&规格参数Description & Ratings升降小车接线图请注意:实际接线时,如果电机运转方向与要求方向相反,将 servo motor1 ,servo motor 2两条线调换即可。
Xpac培训教程(调节型)

电液控制专家The Expert In Electro-Hydraulic ControlREXA中国●沈阳Shenyang China目录中心简介REXA执行器的诞生REXA执行器结构及工作原理 REXA执行器的操作REXA的应用第一部分中心简介具有完备的试验设备和开发研究的试验和生产基地负责REXA执行器在中国、俄罗斯及其周边国家的技术推广,并承担REXA执行器的应用设计、调试、性能考核等技术服务工作。
授权书技术服务中心授权部分技术服务中心授权工程师师师第二部分REXA执行器的诞生2.1 执行器概述执行器作为控制系统的终端执行机构,其工作的可靠性、可控性和功能的优劣,将直接影响调节、控制结果的成败和设备的安全性,并制约着自动化总体水平的提高。
仪器仪表方面在过去25年中所取得的重大技术进步。
虽然意义深远,但如果没有性能上可以与其相适应的执行器或驱动装置,仪器仪表的卓越性能将无法在过程控制中得到充分发挥。
2.2 分类执行器分为电动、气动和液动三种。
2.3 各种执行器比较 电动执行器以电能为动力,具有操作简便、易于实现远距离控制等特点,但可靠性相对较差。
经常出现的问题有定位精度差、过开过关、电机烧毁、齿轮箱磨损等,维护费用很大。
气动执行器以压缩空气为动力,具有结构简单、维护较为方便等特点,但体积大、需要气源和空气净化装置;普通的液压执行器以高压油为动力,具有负载能力大,调节精度高等特点,但需要配备有庞大的独立供油设备,维护工作量也相对较大为集电动、气动、液动执行器之优点克服其缺点,美国REXA公司于二十世纪80年代末期,开发了机电液一体化智能型执行器(简称REXA执行器)。
REXA执行器具有电动执行器易于实现智能化、操作简便之特点,又具有液动执行器高精度、高可靠性、高寿命、负载能力大之优点。
由于一体化模块结构,使其体积小、结构简单,安装、调整、维护方便,不需要庞大的独立外供油源或气源,简化了系统结构。
调高器选型说明
适用范围
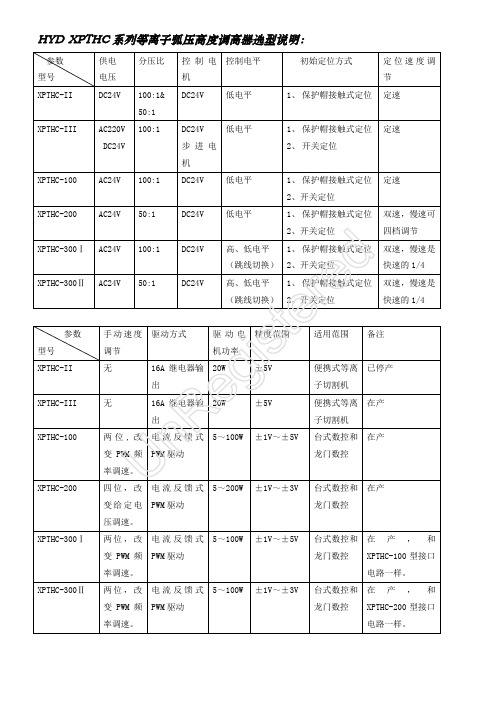
出 XPTHC-III 无
eg
5~100W 5~200W 5~100W
16A 继电器输 20W
is
便携式等离 子切割机 便携式等离 子切割机 台式数控和 龙门数控
16A 继电器输 20W
XPTHC-100
两位,改 变 PWM 频 率调速。
nR
出
电流反馈式 PWM 驱动
XPTHC-200
四位,改 变给定电 压调速。
两位,改 变 PWM 频 率调速。
电流反馈式 PWM 驱动
5~100W
台式数控和 龙门数控
在
产
,
和
XPTHC-200 型接口 电路一样。
HYD-XPTHC 系列等离子弧压高度调高器选型说明:
参数 型号 XPTHC-II 供电 电压 DC24V 100:1& 50:1 XPTHC-III AC220V #DC24V 100:1 DC24V 步 进 电 机 XPTHC-100 AC24V 100:1 DC24V 低电平 1、 保护帽接触式定位 2、开关定位 XPTHC-200 AC24V 50:1 DC24V 低电平 1、 保护帽接触式定位 2、开关定位 双速,慢速可 四档调节 双速,慢速是 快速的 1/4 双速,慢速是 快速的 1/4 定速 低电平 1、 保护帽接触式定位 2、 开关定位 定速 分压比 控 制 电 机 DC24V 低电平 1、 保护帽接触式定位 控制电平 初始定位方式 定位速度调 节 定速
(跳线切换) 2、开关定位 XPTHC-300Ⅱ AC24V 50:1 DC24V 高、低电平
(跳线切换) 2、开关定位
参数 型号 XPTHC-II
手动速度 调节 无
驱动方式
XPTHC-300说明书
HYD CNC Technology CO.,LtdShenZhen Guangdong chinaPhone: 0086-755-26625800Fax: 0086-755-2629960Hong Yu Da CNC TechnologyXPTHC-300Arc Voltage Plasma Height Controller弧压调高调高器使用说明书Shenzhen HongYuDa CNC TECH Co.,Ltd深圳市宏宇达数控技术有限公司前言感谢你选用宏宇达调高系统:为回报用户,我们将以品质一流的调高系统、快捷的售后服务、高效的技术支持,为您和您的数控等离子火焰切割系统提供最佳的效益。
安全方面的注意事项:在使用前,使用人员务必仔细的阅读本调高器的使用说明书,以免将电源电压接错,造成不可挽救的结果。
特别提示:本调高器的电源电压是AC24V!只有专门的维修人员才能打开机壳进行检查。
不要将内部用螺丝胶封住的可调电阻随意拨开进行调节。
不使用时,请及时关闭本调高器的电源。
不要将液体放在调高器上,以免进入到调高器内。
注意不要让灰尘、金属粉尘进入调高器内。
搬运时,请小心轻放,以免造成调高器的损坏。
使用前应的注意事项:调高器标明接地的位置必须良好接地,接地电阻≤1Ω。
根据所采用的定位方式,正确的对调高器的定位方式设置。
调高器面板上的上升、下降的方向必须和升降体一致。
等离子的弧压必须接到分压板或分压定位板上,等离子阳极电缆必须接到工件上才能进行保护帽接触式初始定位操作。
请不要将调高器安装在热源的地方,调高器的正常工作温度在-10℃~60℃。
在高温、潮湿、多尘或有腐蚀性气体的环境中做好相应的保护措施。
X PTHC-300Ⅰ 和XPTHC-300Ⅱ所配的分压板的分压比不一样,XPTHC-300Ⅰ 的分压比是100:1,直接配分压板,接线方法和XPTHC-100相同;XPTHC-300Ⅱ的分压比是50:1,配定位分压板,接线方法和XPTHC-200相同。
AVC_103弧压调高使用说明书
12
深圳市昂泰科技有限公司
VCC_12V_ISO
CON1-4 START ARC CON1-1 AUTO CON1-2 UP CON1-3 DOWN
R200 1 2
R201 3 4
R202 5 6
R203 7 8
CON3-5 U_LMT
CON3-7
D_LMT VCC_5V
R204 1 2
R205 3 4
CNC 数控系统
电机
升降
限
机构
位
接近开关 保护帽
钢板及切割支架
图 2-3 系统连接图
8
分压板
等离子电源
接地
深圳市昂泰科技有限公司
AVC103 控制器连接端子布局及简介
连接端子布置如图 2-4。
CON1
CON2
CON3
CON4
GND
1
6
1
10
1
8
1
图 2-4 连接端子布置图
CON-1:连接至 CNC 数控系统 CON-2:连接至等离子电源及接近开关 CON-3:连接至 AC24V 电源、升降电机及限位开关 CON-4:连接至割炬保护帽及工作电极 GND:连接系统集中接地点
器工作状态清晰明了,美观实用。 采用贴片工艺,绝大部分元器件都经受了回焊炉内 230 度以上的高温老
斯普兰蒸汽压力调节阀说明书

Sporlan Crankcase Pressure Regulating Valves are designed to prevent overloading of the compressor motor by limiting the crankcase pressure during and after a defrost cycle or after a normal shutdown period. When properly installed in the suc-tion line, these valves automatically throttle the vapor flow from the evaporator until the compressor can handle the load. Sporlan manufactures three adjustable models: the CRO-4, CRO(T)-6 and CRO(T)-10. All models are available in various adjustment ranges.FOR USE ON REFRIGERATION and/or AIR CONDITIONING SYSTEMS ONL YBulletin 90-10, July 2003, supersedes Bulletin 90-10, dated October 1994, and all prior publicationsCOPYRIGHT 2003 BY SPORLAN VALVE COMPANY , WASHINGTON, MO 63090July 2003 / Bulletin 90-10CRO-10Listed and Certified400 psig Maximum Rated PressureCRO-4Recognized500 psig Maximum Rated PressureCROT-6Listed and Certified400 psig Maximum Rated Pressurefor Compressor Overload ProtectionVALVE GRADIENT –For any pressure sensitive valve tomodulate to a more closed or open position, a change in the operating pressure is required. The unit change in the valve stroke for a given change in the operating pressure is called the valve gradient. Every valve has a specific gradient designed for the best possible oper-ation. Valve sensitivity or how the CRO valve reacts to a change in suction (crankcase) pressure and the valve's capacity rating are functions of the valve gra-dient. For a given set of operating conditions, a greater difference between the suction pressure and the valve setting strokes the valve more in the open direction to obtain greater valve capacity. Once the valve is fully opened, only an increase in pressure drop across the port will increase valve capacity. Because of these interacting factors, all must be considered when a crankcase pressure regulating valve is being selected.CR VALVE PERATI N –Crankcase pressureregulating valves (sometimes called suction pressure regulating valves) are sensitive only to their outlet pressure (compressor crankcase or suction pressure).To indicate this trait, the designation for our crankcase pressure regulating valves describes the operation: Close on Rise of Outlet pressure or CRO. Figure 1 illustrates either a CRO(T)-6 or CRO(T)-10.In these valve models, the inlet pressure is exerted on the underside of the bellows and on top of the seat disc. Since the effective area of the bellows is equal to the area of the port, the inlet pressure cancels out and does not affect valve operation. The valve outlet pres-sure acting on the bottom of the disc exerts a force in the closing direction. This force is opposed by the adjustable spring force and these are the operating forces of the CRO. The CRO's pressure setting is deter-mined by the spring force. The CRO-4 is shown in Figure 2. This model has balanced piston design which cancels out both inlet and outlet pressure from acting on the piston. The outlet pressure is sensed under the diaphragm around the pushrod. This pressure,combined with the spring force under the piston,is exerted in the closing direction. The opening force is provided by the adjustable spring element assembly.The CRO’s pressure setting is determined by thespring force exerted on top of the diaphragm. Thus, by increasing the adjusting spring force, the valve setting or the pressure at which the valve will close is increased.As long as the valve outlet pressure is greater than the valve pressure setting, the valve will remain closed. As the outlet pressure is reduced, the valve will open and pass refrigerant vapor into the compressor. Further reduction of the outlet pressure will allow the valve to open to its rated position where the rated pressure drop will exist across the valve port. An increase in the outlet pressure will cause the valve to throttle until the pressure setting is reached.The CRO(T)-6 and CRO(T)-10 valves are built with an anti-chatter device which is designed to minimize the damaging effect of compressor pulsations on the valve’s bellows. This feature allows the CRO to func-tion at low load conditions without any chattering or other operational difficulties. The CRO-4 does not require this device because the pulsations are damp-ened before reaching the underside of the diaphragm.The function of the crankcase pressure regulating valve is similar to the practice of manually throttling the compressor suction service valve until the machine can handle the load. While either device will increase the pulldown period, they are essential in order to pro-tect the compressor. To properly apply a crankcase pressure regulating valve, several system and valve factors must be considered.TYPE O F SYSTEM –A crankcase pressure regulatingvalve is applicable on any system on which the com-pressor motor can be overloaded due to high suction pressures. This condition is determined by the specific system design pressures and the compressor manufac-turer's application limitations. Care should be taken to completely evaluate a possible compressor overload condition on any refrigeration system being designed.CRO LOCATION –As figure 3 illustrates, the CRO valveis applied in the suction line between the evaporator and the compressor. Normally, the CRO is installedSeatOutletSeat Disk InletAccess Valve (Optional)BellowsAdjusting Spring Spring ForceFigure 1Page 2 / BULLETIN 90-10CROT-10BULLETIN 90-10 / Page 3Page 4 / BULLETIN 90-10The CRO-4 is a Recognized Component by Underwriter’s Laboratories Inc. for the U.S. and Canada - Guide SFQ8, File No. SA-5460. Maximum rated pressure of 500 psig (3448) kPa).The CRO(T)-6 and CRO(T)-10 are Listed by Underwriters Laboratories, Inc. – Guide SF JQ, File No. SA5460. Canadian Standards Association, File LR36628. Maxium rated pressure of 400 psig.SN O I T s e h c n I -s n o i s n e e W CDt e k c o S ht p e D N ——23.0.1——73.——————73.656.305.0.173.657.357.0.173.657.319.2.118.249.0—0.100.360.1—0.105.652.357.5.205.652.319.5.205.652.379.5.2Note: Because both the CR O(T)-6 and CR fitting sizes, and because pressure drop is critical, CR should not be selected on the basis of line size.CRO(T)-6CRO(T)-10BULLETIN 90-10 / Page 5REFRIGERANT 22 - CAPACITIES – TonsCapacities based on 100°F condensing temperature, 10°F superheat, and 0°F subcoolingPage 6 / BULLETIN 90-10Numbers shown in italic indicate vacuum in inches.BULLETIN 90-10 / Page 725-703Page 8 / BULLETIN 90-10ORDERING INSTRUCTIONSTo eliminate delays in shipments, specify complete valve designation:OR C -T-01-06/0-FD O 8/1-1e p y T e v l a V C no e s o l R f o e s i O te l t u er u s s e r P n o e v l a V s s e c c A no i t c e n n o C t e l n I r o 6-T O R C 01-T O R C sh t h g i E n i e z i S t r o P hc n I n a f o gi s p -e g n a R t n e m t s u j d A el b a l i a v a r o f s n o i t a c i f i c e p S e e S se g n a r t n e m t s u j d a re d l o S F D O -s n o i t c e n n o C er a l F E A S r o。
深圳市宏宇达数控技术 XPTHC-III简易弧压调高控制器 说明书

HYD CNC Technology CO.,LTDTel:+86-755-26625800Fax:+86-755-26729960XPTHC-III简易弧压调高控制器使用说明书ShenZhen HongYuDa CNC Technology CO.,LTD深圳市宏宇达数控技术有限公司一、产品简介1、产品型号XPTHC-III(XPTHC-II改进型)。
2、中文名简易弧压高度控制器。
3、工作用途:用于等离子切割机的割炬高度自动控制,适用于绝大多数的进口或国产等离子型。
4、工作原理XPTHC-III等离子弧压高度控制器的原理就是利用等离子电源的基本恒流的特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬高度变化,实现对切割割炬的高度控制。
5、弧压检测方式隔离分压检测,分压比为100:1。
6、技术参数•工作电压:AC220V+5%,50Hz/60Hz;DC24V,4A以上•升降电机:DC24V直流电机或步进电机(脉冲频率为1KHz)•输出电流:1A:•输出功率:20W(直流电机功率),步进电机的驱动功率与本控制器无关•工作温度:调高器-10∽60℃•初始定位方式: 开关式初始定位;保护帽接触式初始定位•运行传输方式:检测弧压使能•分压比:100:1•精度:±5V•外形尺寸:长X宽X高:195 X 117 X 40(mm)使用前请详细阅读说明书!二、详细功能介绍以及使用方法1、产品外形、组成及特点介绍本产品为简易型弧压高度控制器,它主要由二个部分组成,包含调高控制盒和隔离分压器。
如下图所示,图一调高器组成XPTHC-III调高器具有以下特点:1、该调高器小巧功能齐全,多用于一些微型数控等离子切割机系统,具有操作容易,接线简单,性能稳定等特点。
2、既可直接驱动直流电机,又能驱动步进电机或位置控制方式的伺服电机。
3、等离子弧电压的采样电路采用隔离分压采样,实现等离子电源与调高器全隔离。
4、全自动的控制方式,数控只需要发出一个开始信号即可完成自动初始定位、起弧操作,并且在任何状态下割炬都带有防碰撞功能,达到保护割炬的目的。
F162X 系列数字式弧压调高器使用说明书

数字式弧压调高器使用说明书(V2.3)(F162X系列(包括F1620、F1621、F1627D、F1627S、F1628D、F1628S、F1629D))上海交亿数控设备有限公司2021-02使用注意事项阅读手册本说明书适用于上海交亿数控设备有限公司生产的F162X系列数字式弧压调高器。
使用前请认真阅读该使用说明书和当地安全条例。
注意:1) 由于本产品的不断改进,本手册中涉及的技术参数以及硬件参数如有修改,恕不另行通知。
如果您对本产品有其他疑问或者看法而本说明书内容未尽其详,请及时提出咨询,我们将很乐意回答您提出的问题、建议和批评。
再次感谢贵公司的选择和信任。
2) 本产品的设计不适合现场维护,如有任何维护要求,请联系电话:************传真:************E-mail:*****************环境要求●本调高器适宜工作在环境温度为0℃至50℃,相对湿度5-95%无凝结。
●工作电压:额定电压:直流24伏(DC 24V)。
最大范围:直流21.6V—26.4V。
●本调高器应当安装在具有保护粉尘的控制台外壳内。
●本调高器最好在远离高压高频等高辐射性的场合使用。
维护●该设备应该且只能由受过培训的人操作。
●不是本公司授权的技术人员,严禁自主拆缷机器。
●使用时,切勿溅泼酸性、碱性、腐蚀性等物品到调高器及分压板上。
●不使用时,请及时关闭调高器的电源。
安全注意事项●本设备会接入高压,不慎接触高压部分会伤人致死。
电源接通时,不能接触电线及电缆。
●必须按照装箱件规定步骤及要求进行安装。
●调高器标识为接地的端子必须良好接地。
使用前注意事项●调高器初次上电安全检查:调高器初次上电之前,将各端口的接线全部接好,然后将电机电缆拔下,即暂时不连接升降电机电缆。
然后上电启动。
(注意:一定要先拔下电机电缆再上电,否则,上电后,可能会出现接收到碰撞信号而使升降电机一直上升(下降)的情况,严重时会损伤升降电机)●检查碰撞检测功能是否正常:调高器上电后,先调整碰撞检测信号工作正常,按以下流程处理:1)使用接近开关检测碰撞时,参数P13应设为1,表示允许使用接近开关来检测碰撞信号。
HYD CNC Technology XPTHC-4 弧压等离子高度控制器说明书

HYD CNC Technology CO.,LTDTel:+86-755-26625800Fax:+86-755-26729960XPTHC-4Arc Voltage Plasma Height ControllerShenZhen HongYuDa CNC Technology CO.,LTDPlease read this manual fully before useSAFETY:◆Please read this manual fully before use XPTHC-4◆DO NOT open cabinet of THC unless trained technician.◆DO NOT adjust the sealed resister.◆Turn off Powersupply if when THC is unused.◆DO NOT put liquid on THC.◆Attention Anti-dust work, DO NOT let metal dust into THC.Installation Note:◆Power supply: AC 24V or DC 24V◆Please offer the enough power supply: usually, 25W motor, the current couldn’t beless than 3A, the AC24V transformer couldn’t be less than 50W.Power supply= 2*motor’s power + 10W◆GND Must follow THC instruction, GND resister≤4Ω。
◆UP/DOWN on THC must be same to Z-axis Lifter◆To avoid interference, follow cables please use shield cable( connection betweenCNC controller and THC, to motor, to voltage divider, to IHS card), especially thecable from THC to voltage divider, please use shield twisted pair cable, and shieldnet connected at THC side.To Customer:◆We only supply to re-seller as CNC cutting machine manufacturer, engineeringcompany… end-user please contact our local distributor for product supplying.◆We offer technical support to all distributors and users of our product.。
海斯PTHC-2弧压调高说明书
HEAVTH PTHC-2装箱单PTHC-2弧压自动控制系统序号 名称 数量 备注 1 PTHC-2主机2 航空插座 2,3,4,7,103 100:1分压板4 系统使用说明书5 接近开关 PR12-2DN6 防碰撞夹具7 8注:用户收到货后,请及时开箱检查。
按照装箱单清点物品数量,如有问题及时与我公司联系。
装箱:__________ 日期:__________产品质保说明:感谢您选用本公司产品!凭机身编号和主板编号,海斯科技将为您提供主机保修一年服务,终生成本维修。
下列情况,不属免费服务范围:a) 不符合保修规定,产品上所粘贴的编号或标签破损、缺失、 或与产品不符。
b) 由于环境因素、使用不当及不可抗拒的因素造成之损坏; 未经我公司许可,自行维修或改动造成损坏。
HEAVTH PTHC-2PTHC-2弧压高度自动控制系统使用说明书版本:091109常州海斯科技有限公司HEAVTH PTHC-2目录一、基本概念二、功能简介及特点三、技术参数四、干式切割和水下切割五、工作过程六、操作面板功能介绍七、基本参数调整八、内部参数调整九、分压板十、初始定位介绍十一、接口电路十二、故障维护十三、控制原理图框图与控制接线敬请注意:在使用PTHC-2控制器以前,请仔细阅读本说明书。
注意:实际弧压和输出弧压一定要用屏蔽线连接。
一、基本概念PTHC-2等离子弧压高度控制器利用某些等离子电源具有恒流的特性,在切割过程中,切割电流总是等于设定的电流,而切割的弧电压在固定的速度下跟随割炬与板材的高度变化而变化,当割炬与板材的高度增大时,弧电压上升;当割炬与钢板的高度减小时,弧电压下降。
PTHC-2弧压高度控制器就是通过检测弧电压的变化,通过控制割炬的升降电机来控制割炬与板材的距离,使弧电压保持不变,割炬高度同时也保持不变。
对于一些进口等离子和国产等离子,在其说明书中列有切割参数表,用户只需参照参数表,按照所选择的电流,在弧压高度控制器上设定相应的电压,在规定的速度下即能保持割炬高度的恒定。
等离子弧压调高器技术说明书[2]
![等离子弧压调高器技术说明书[2]](https://img.taocdn.com/s3/m/727ab76fa98271fe910ef972.png)
□□□□技术说明书一、简介:本产品适用于当今广泛应用的恒流特性等离子电源数控切割系统。
采用直接测控切割弧压的方式来间接控制割枪和钢板之间的相对高度,是一款功能简洁、调试方便、安装容易的通用型产品。
二、功能及特点:具有切割过程中所必须的割枪高度调节功能;具有为满足自动切割条件而设立的初始化高度,即穿孔高度自动定位功能。
A不会发生某些机型常出现的程序错乱问题。
B多种可选配件,能适应各种系统配置。
C操作方便的“回缩高度选择”可根据工况选择。
D碰触钢板快速回缩功能。
E增加了“运动急停”输出端,为割枪增加一份安全。
三、技术规格:测量技术:弧压反馈与电压接触式检测最高控制精度:±1 V控制电压范围: 55-220 V电机驱动方式:桥式脉冲调宽(PWM)最大输出功率: 150 W初始定位上升时间: 0.2-1.5 s穿孔延时时间: 0.2-3 s切割结束回缩时间: 1s 2s 3s弧压显示: 4位蓝色背光LCD工作电源: DC 24V (电流视升降电机而定)输入、输出接口: 1个五芯航插、1个六芯航插、1个D型连接器外壳体积: 82mm×145mm×200mm工作环境温度: 0-50℃四、前面板元件作用及其操作:4位数字电压表:电源指示/设置弧压/实际弧压接通电源后表头的背光灯即亮,同时数字显示为设定弧压,切割时显示实际弧压(无论在手动模式或自动模式)。
弧压值设定旋扭:此旋扭用来设定自动控制模式下所希望的稳定状态值。
其内装配多圈电位器,应参考相关切割表预设,再在切割时观察当时高度随时调整。
初始定位旋扭:设定自动模式下的穿孔高度,此操作实际上是改变割枪碰触钢板后回缩的时间,可在0.2-1.5秒之间调整。
定位高度还与另一个调整项(回缩速度)有关。
穿孔延时旋扭:“切割运行”信号输出延时。
如果此延时时间不合适,在切割不同厚度的板材时便会出现穿孔不透就行走或已完成穿孔却还等待的现象。
调整此旋扭便可达到即能完全穿孔又能马上行走切割的最佳状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XPTHC-100弧压调高控制器使用说明书深圳市宏宇达数控技术有限公司2007-05-05目录1、简介1.1、产品型号 (4)1.2、中文名 (4)1.3、适用范围 (4)1.4、工作原理 (4)1.5、基本功能 (4)1.6、弧压检测方式 (5)2、技术参数 (6)3、工作过程 (7)3.1、方式一 (8)3.2、方式二 (8)4、操作面板功能介绍 (9)5、分压板 (10)5.1、非隔离直接分压方式 (10)5.2、隔离分压方式 (11)6、初始定位 (12)6.1、割炬保护帽定位检测方式 (12)6.2、常开型(NPN)、常闭型(PNP)接近开关定位方式 (14)7、接口电路 (15)7.1、电源接口 (15)7.2、割炬升降接口 (15)7.3、连接到等离子的接口 (17)7.4、连接到数控的接口 (17)7.5、接近开关初始定位接口 (18)7.6、电流反馈设置 (18)8、控制接线 (19)8.1、保护帽定位接线图 (19)8.2、接近开关/开关定位接线图 (20)1、简介1.1、产品型号:XPTHC-1001.2、中文名:弧压高度控制器1.3、适用范围:具有恒流特性的或在一定电压范围内具有恒流特性的等离子切割机的割炬高度控制,适用于绝大多数的进口或国产机型。
1.4、工作原理:XPTHC-100等离子弧压高度控制器的原理就是利用等离子电源的基本恒流的特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬高度变化,实现对切割割炬的高度控制。
1.5、基本功能:A、自动初始定位:分为保护帽检测方式和开关定位检测方式,开关定位方式又分为常开型定位和常闭型定位,开关定位可用NPN型接近开关(常开型)或PNP型接近开关(常闭型)来实现。
B、割炬防撞:任何状态割炬碰到钢板后,检测电路动作时,将使割炬提升到初始定位高度。
C、自动高度控制。
D、给定弧压与实际弧压显示监控功能:在起弧前显示给定弧压,在起弧后经过穿孔延时后显示实际弧压。
E、所有自动定位方式的水上切割、水下切割功能:其中的保护帽定位的水下切割方式为本公司首创。
但使用保护冒定位的功能需客户订货时指定,否则,常规订货不含该功能。
F、不进行定位时的割炬提升起弧:当不使用自动初始定位时,可直接使割炬下降碰到钢板,在进行起弧操作时,割炬会自动提升脱离钢板,离开钢板的高度可通过SET-I H S电位器进行设置。
G、开机与断弧提升功能:在开机和断弧后,控制器会自动使割炬向上动作2秒钟,这一点请用户在调试时注意,以免损坏限位开关和切割小车。
H、弧压使能输出:通过设置面板上的SET-PIERE电位器,延时输出该信号,该信号是通过检测是否有弧压来实现的,输出的信号是开关量。
I、手动操作功能:可在操作面板上实现自动、手动上升、下降、初始定位测试、起弧测试等功能J、自动操作:切割程序发出起弧信号后,弧压调高自动完成初始定位—起弧—弧压使能信号。
数控接收到弧压使能号后控制机床开始切割。
1.6、弧压检测方式:隔离分压检测。
分压比为100:1。
2、技术参数•工作电压:AC24V+5%,50Hz/60H z•升降电机:DC24V直流电机•驱动方式:PWM(脉宽调制方式)•输出电流:1A-4A,最大6A。
•输出功率:100W,•工作温度:调高器-10∽60℃•初始定位方式:开关式初始定位保护帽接触式初始定位•运行传输方式:检测弧压使能或穿孔完成输出•分压比:100:1•精度:±1V∽±5V•外形尺寸:长X宽X高:320mmX260mmX90mm•割炬提升速度:1000米/秒∽2000米/秒(超过该速度需请同供应商联系)3、工作过程:3.1、方式一:当数控系统连接的起弧信号是10芯航插的第4脚(带初始定位的起弧信号)时,调高器首先进行初始定位,初始定位到位后,调高器自动控制等离子起弧,等离子产生转移弧后,调高器向数控系统发出弧压使能信号,数控系统开始进行切割运行。
调高器在向等离子发出起弧信号时,延时控制弧压引入到调高器系统,弧压引入后,如调高器本身“自动允许”并且数控系统已发出自动调高信号,调高器即处于自动调高状态。
3.2、方式二:当数控系统连接的起弧信号是10芯航插的第5脚(不带初始定位)时,调高器不进行初始定位,并将割炬提升到由SET-IHS设置的高度后,直接控制等离子起弧,等离子产生转移弧后,调高器向数控系统发出弧压使能信号,数控系统进行切割运行。
调高器在向等离子发出起弧压使能信号的同时,将弧压引入到调高器控制系统,弧压引入后,如调高器本身“自动允许”并且数控系统已发出自动调高信号,调高器即处于自动调高状态。
注:当你选用的数控系统不能接收起弧压使能信号时,应采用延时的方法控制数控运行。
即数控向调高器发出起弧信号后,延时使数控运行。
4、操作面板功能介绍面板示意图如图一:弧压显示给定弧压初始定位穿孔时间起弧测试高度设置设置初始定位测试自动/手动开关上升/下降图一:面板弧压显示(Arc Voltage):在起弧前显示的是给定弧压,在起弧后显示的是实际弧压。
给定弧压:根据切割材料的厚度和速度,按照等离子设备提供的参数表设置切割时的弧电压,设定的弧压在起弧前可从弧压显示表中看出。
给定弧压的大小决定了切割时的高度,给定弧压电压增大,切割高度增高,在切割过程的自动状态下,调整给定弧压即调整了切割高度。
初始定位高度设置电位器(Set IHS):设置初始定位的高度,顺时针旋转,高度增加。
初始定位的高度是通过延时方式来实现。
初始定位测试键(IHS-test):自复位开关,向上每拨动一次,立即进行一次初始定位测试,用于检查切割时初始定位是否合适。
穿孔时间设置(Set-piere):设置从等离子起弧到数控设备运行的时间,只有检测到弧压才会发出弧压使能信号。
弧压使能信号为开关量输出方式。
手动/自动开关(Auto/Manual):要使调高器处于自动状态,必须将开关拨在自动位置,同时数控系统和调高器接口的自动信号使能。
(对于EDGE系统,自动信号应接成常闭方式。
起弧测试(ARC-test):自复位开关,向上波动并且不松开时有效,作用是对等离子起弧进行测试,测试时,割炬将自动向上提升一个初始定位高度。
上升/下降(up/down):手动上升、下降纽子开关。
任何状态下有效。
ARCON指示灯:起弧指示灯,该指示灯亮表明已进行起弧操作,注意:在使用“带初始定位的起弧”信号进行切割时,在初始定位过程中该指示灯是不亮的,必须等到检测到定位完成信号该指示灯才亮。
AUTO指示灯:灯亮,表明调高器已处于自动状态,该指示灯亮在控制器中应满足四个条件:1、面板自动信号已加上;2、与数控系统连接的自动信号使能;3、控制器检测到弧压(即有弧压引入);4、实际弧压未超过给定弧压30V。
注:本调高器设定的过弧压保护电压为30V,该电压值可根据客户的实际需要由RP104可调电阻调整,顺时针调节可降低该电压值。
TRANS指示灯:灯亮,表明系统已检测到弧压,并且已发出弧压使能信号。
5、分压板进行弧压控制必须检测等离子弧电压的变化。
等离子弧电压与电极和地之间的电压相等。
等离子电源输出的阳极接地,阴极和割枪中的电极相连,因此,电极上的电压为负值。
切割时的弧电压绝对值一般大于100V,由于电压较高,必须进行分压才能在控制电路中进行控制。
5.1、非隔离直接分压方式。
分压的方式最简单的方式是电阻直接分压方式,这种方法称为非隔离直接分压方式。
XPTHC-100高度控制器中已有一组1:1的隔离分压电路,因此,可在等离子中直接使用图二所示的分压器电路进行分压即可,分压值应调整为100:1。
非隔离分压电路如图二。
图二:非隔离分压电路注意:加入到调高器的弧压为负值,如果极性接反,则自动调高无效。
非隔离直接分压方式由于和等离子电源直接连接,不能对引弧时的高频进行隔离,因此对调高器电路的干扰较大。
但这种分压方式成本很低。
实际工作中,分压后的弧电压是延时后接到控制电路的,因此对实际工作影响不大。
接触引弧的等离子,使用非隔离直接分压方式对调高器没有影响,使用高频引弧的等离子,只要将弧压引入时间加长,有效的避开引弧过程即可。
5.2、隔离分压方式隔离分压器使等离子弧压经过100:1的非隔离分压、经隔离电路处理后连接到调高器,因此,经隔离处理后的弧压对调高的干扰小。
我公司在XPTHC-100的随机部件中已为用户提供了一个分压器,该分压器即可接成非隔离分压方式,也可接成隔离分压方式。
接线方法如下图三所示。
隔离分压器原理示意图。
AC220V 输入-实际弧压输入+隔离分压输出图三:隔离分压器接线示意图注:如果采用非隔离分压输出,可不接AC220V 电源,采用隔离分压输出时,必须接电源。
6、初始定位本公司的调高器设计有两种定位方式,6.1、割炬保护帽定位检测方式。
采用这种定为方式要求保护帽为金属结构,碰到钢板时能互相导通。
XPTHC-100中带有一块隔离定位板,直接安装在控制器中,连接图如下图四所示图四:保护帽定位接线图接工件接地WORKGND说明:A、隔离定位板上的SHIELD端子位置直接通过压线孔(标注为SHIELD)接到保护帽上。
B、隔离定位板上的WORK端子位置直接通过压线孔(标注为WORK)连接到料架上。
C、接地柱GND必须良好接地,接地导线的截面大于4mm²。
D、当等离子为不带高频引弧的等离子时,可在隔离定位板上将WORK和GND短接。
E、采用保护帽定位时,应将控制电路板上的JPT1跳线位置连接到PNP位置,如图五所示:图五:JPT1跳线块设置保护帽定位的工作过程:调高器接收到数控系统发出的起弧信号后,割炬立即下降,当保护帽接触到钢板时,调高器接收到该信号,立即控制割炬提升到设定的定位高度,定位完成后,调高器自动控制等离子起弧。
采用这种方式,即可以用于接触式引弧的等离子,也可用于高频引弧的等离子。
即可以在水上切割,也可以在水下切割,在水下切割时,用万用表测量的水的电阻应符合以下要求:测量深度:50mm两表笔之间的间距:10mm测量电阻〉1.5K本参数通过在水中加盐的实验方法测定。
6.2、常开型(NPN)、常闭型(PNP)接近开关定位方式采用接近开关方式定位时,用户应根据本公司提供的定位割炬夹具示意图进行夹具设计。
所有等离子的初始定位,不管水上、水下切割,均可采用这种定位方式。
夹具示意图参见附录。
定位前,接近开关处于接近状态,一但脱离,割炬将立即提升。
工作过程:调高器接收到数控系统发出的起弧信号后,割炬立即下降,当接触到钢板时,接近开关脱离接近点,调高器接收到该信号,立即控制割炬提升到设定的定位高度(在提升过程中,接近开关会自动复位),定位完成后,调高器自动控制等离子起弧。