产品产线规划表.xls
产线建设进度计划表

结束时间 [具体日期] [具体日期] [具体日期] [具体日期] [具体日期] [具体日期] [具体日期] [具体日期] [具体日期]
负责人 [姓名] [姓名] [姓名] [姓名] [姓名] [姓名] [姓名] [姓名] [姓名]
产线建设进度计划表
序号 1 2 3 4 5 6 7 8 9
阶段 规划设计 设备选型 设备采购 场地准备 设备安装 人员培训
试生产 优化调整 正式生产
具体任务 产线布局设计 确定所需设备型号 签订设备采购合同 场地清理、改造等 设备安装调试 对操作人员进行培训 进行小批量试生产 根据试生产情况优化 开始正式大规模生产
备注
USB成品线材(标准工时分析表,产线布置,作业指导书SOP)
NO. 工夾具PN
1
/
2
工夾具/設備名稱
锡炉
用量
1套
NO.
日期
1
2014/7/11
修改记录
新版SOP
批准
審核
制表
李鹏 2014/7/11
产品名称
1
CD02A12-B1
母头
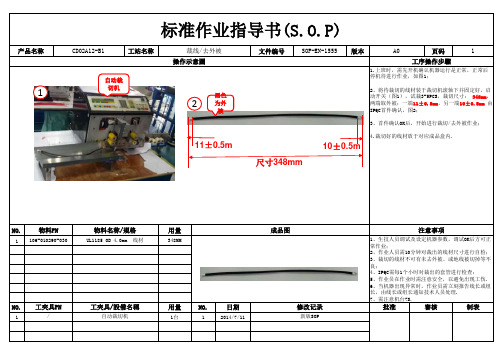
注意:母头上无 字母的焊接柱需
加锡
标准作业指导书(S.O.P)
工站名称
焊接母头 操作示意圖
文件编号
2
注意:白色芯线焊到
带“G”字母焊接柱, 地线焊到带“X”字母
NO.
物料PN
1
/
2 714-00000-060
物料名称/規格
上工序制品 锡丝 OD 0.8
用量
/ 0.02G
成品图
NO. 工夾具PN
1
/
2
工夾具/設備名稱
电烙铁
用量
1套
NO.
日期
1
2014/7/11
修改记录
新版SOP
注意事项
1、烙铁焊锡标准温度为:380±20℃; 2、焊锡作业过程中不得出现以下不良:芯线与地线 焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接 等; 4、作业时,需注意安全,避免烙铁对人体造成烫 伤; 5、当烙铁头出现脏污,需及时清理干净; 6、需注意工作台面7S.
3、首件确认OK后,开始进行裁切/去外被作业;
4.裁切好的线材放于对应成品盒内.
10±0.5m
尺寸348mm
NO.
物料PN
1 106-010290-030
Байду номын сангаас
物料名称/規格
UL1185 OD 4.0mm 线材
生产年度工作计划安排表
生产年度工作计划安排表2023年度1. 总体目标本年度生产部门的总体目标是提高生产效率,降低成本,提高产品质量,保持安全生产,实现产量和质量的双提升。
具体目标包括:- 实现全年产量增长10%- 降低生产成本5%- 提高产品质量合格率至98%- 完成新产品研发和上线计划- 提升员工安全意识,实现零安全事故2. 生产设备维护保养为了确保生产设备的正常运转和高效生产,本年度将加强生产设备的维护保养工作。
具体计划包括:- 制定设备维护保养计划,确保设备的定期维护和保养- 对老旧设备进行全面检查,并根据情况进行升级、更新或更换- 加强设备操作人员的技术培训,提高其对设备维护保养的认识和技能3. 生产技术改进本年度将着重改善生产工艺和流程,提高生产效率,降低成本和资源浪费。
具体计划包括:- 对生产工艺进行全面评估,优化生产流程- 推行精益生产,减少无效环节,提高流程效率- 引进新的生产技术和设备,提高产品质量和产量4. 新产品研发和上线为了开拓新的市场和满足客户需求,本年度将加大新产品研发和上线的力度。
具体计划包括:- 组建新产品开发团队,加强新产品研发工作- 加强与客户的沟通,了解客户需求,制定新产品研发计划- 对新产品进行严格测试和试制,确保达到市场要求5. 质量管理本年度将继续加强质量管理工作,提高产品质量合格率,降低质量事故率。
具体计划包括:- 加强对原材料和半成品的质量检查,确保原材料和半成品的质量符合要求- 完善产品质量管理体系,建立严格的质量管理流程- 对产品进行全面检测,确保产品质量符合标准6. 安全生产本年度将继续加强安全生产工作,提高员工的安全意识,防范和减少安全事故的发生。
具体计划包括:- 组织员工参加安全培训,提高员工的安全意识和技能- 对生产场所进行安全排查,消除各类安全隐患- 加强对员工的安全教育和培训,提高其安全操作技能7. 生产管理本年度将完善生产管理体系,提高生产计划的执行率和生产效率。
生产计划排产表

8月4日 星期六
8月5日 星期日
8月6日 星期一
8月7日 星期二
8月8日 星期三
8月9日 8月10日 星期四 星期五
8月11日 8月12日 8月13日 8月14日 8月15日 8月16日 8月17日 8月18日 8月19日 星期六 星期日 星期一 星期二 星期三 星期四 星期五 星期六 星期日
8月20日 8月21日 8月22日 8月23日 8月24日 8月25日 8月26日 星期一 星期二 星期三 星期四 星期五 星期六 星期日
计划产量 实际产量
0 #DIV/0!
#DIV/0! ######## #DIV/0!
计划产量 实际产量
0 #DIV/0!
#DIV/0! ######## #DIV/0!
计划产量 实际产量
0 #DIV/0!
#DIV/0! ######## #DIV/0!
计划产量 实际产量
0 #DIV/0!
#DIV/0! ######## #DIV/0!
计划产量 实际产量
0 #DIV/0!
#DIV/0! ######## #DIV/0!
计划产量 实际产量
0 #DIV/0!
#DIV/0! ######## #DIV/0!
计划产量 实际产量
0 #DIV/0!
#DIV/0! ######## #DIV/0!
计划产量 实际产量
8月2日 星期四
8月3日 星期五
产线/工序
产品名称单位ຫໍສະໝຸດ 平均日 产能工时(H)
良率
订单号
订单来源 订单数量
KG
1
KG
2
KG
3
KG
4
KG
5
(完整版)APQP总图

产品质量先期策划总览A样件(概念样件)快速成型件,用于校验周边尺寸、固定方式、装配可行性,同时进行B样件C样件OTS 正式工装样件SOP正式投产可获得性WBS(原理样件)近似于批量的状态,满足所有的功能要求,缺陷已排除,可能在边缘范围进行更改,机械结构、布置、工装夹具和软件近似批量。
用于试验室和路试确认基本特性(认可样件,构造样件,首件)批量生产件(模具状态下制造的零件,作为例外允许偏差,如部分手工装配或小批量生产,总是且在特殊情况下需要证明)对技术指标无限制图纸,线路图,软件文件以及试验报告均具备目的:批量适应性的证明,样件认可可获得性说(Availability Theory)亦称存在性理论。
产生:可获得性说(Availability theory)亦称存在性理论是美国经济学家克拉维斯(J.B.Kravis)1956年在美国《政治经济》杂志4月号上所发表的题为《可获得性与其对贸易商品结构的影响》一文中首先提出来的。
概念:克拉维斯认为,国际贸易商品可区分为可获得性商品和不可获得性商品。
所谓可获得性商品,是指一国能够以有利条件,如特殊的资源、先进的技术进行生产的供给弹性大的产品;不可获得性商品,是指一国无法生产或者即使能够生产也必须付出很高代价,供给弹性小的商品。
基于对商品的可获得性和不可获得性的认识,克拉维斯认为,各国对某种商品的获得可能性的不同,即可获得与不可获得的差别,亦即供给弹性的差异,是国际贸易产生的一个重要原因,拥有可获得性商品的国家将出口这种商品到不可获得这种商品的国家,对某种商品供给弹性大的国家将向对该商品供给弹性小的国家出口这种商品,这就是可获得性说的内容。
应该指出的是,可获得性说却有它突出的特色,但它只能用以解释部分、特殊的贸易事件,一般的贸易现象仍须借助比较成本差异来说明。
工作分解结构(Work Breakdown Structure) 创建WBS:创建WBS是把项目可交付成果和项目工作分解成较小的,更易于管理的组成部分的过程。
生产能力表格模板

生产系统(独立工序/生产线)每周班次(每周6天计算)每日班次每班工时(分钟)每日总工时计划内停机/用餐(分钟/日)计划内维护保养时间(分钟/日)转产/换模时间(分钟/日)每日净有效工时(分钟)工序标准工时(秒)标准工时内完成数量(个)废品率日生产能力周生产能力月生产能力年生产能力122540108020201010303021%4079244731060491272586122540108020201010303011%20391223653024636293122540108020201010303011%20391223653024636293122540108020201010303021%4079244731060491272586122540108020201010303021%4079244731060491272586122540108020201010303021%4079244731060491272586122540108020201010303021%4079244731060491272586122540108020201010303031%6118367091590731908878122540108020201010303021%4079244731060491272586序号 生产管理工具——生产计划与控制管理生产能力分析表说明:生产能力分析,一般指分析一个生产企业一年或者一个月的总生产能力,是评估改企业产值的一个标准,即分析生产流程,对生、装备负荷能力,人才负荷能能力,场地符合能力等等进行分析归纳。
本文档主要用于分析产品生产线的系统生产能力。
内含自动计算公式,数据为模拟数据。
红色标注部分为自动函数,切勿输入数据。
编制部门: 时间阶段: 至 编制日期:生产系统有效工时系统生产能力,对生产制造能力。
内含自动计算公式,数据:。
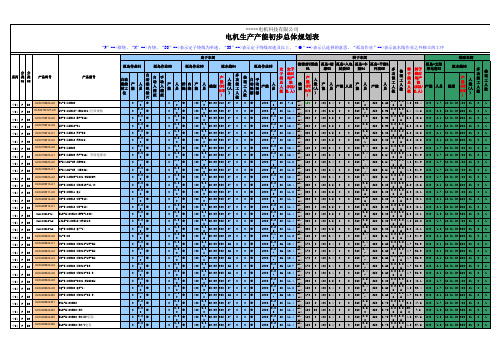
电机车间生产产能初步总体规划表
180
3
420 0.4
0
0
360
0.4 2
250
0.60
0.2 5
0.2 5
4.5
33.4
240
1.7 Z2/Z1/Z3 400 21
0
1
0
360
0.6 7
250
0.96
0.2 5
0.2 5
5.4
44.6
240
2.3 Z2/Z1/Z3 550 21
0
1
0
360
0.6 4
250
0.92
0.2 5
0.2 5
0.8 8
S2/S3
350
27
0
0●
400
0.8 8
S2/S3
350
27
0
0●
400
0.8 3
S2/S3
330
27
0
0●
400
0.8 3
S2/S3
330
27
0
0●
400
0.8 8
S2/S3
350
27
0
0●
400
0.8 8
S2/S3
350
27
0
0●
400
0.8 3
S2/S3
330
27
0
0●
400
0.8 0
0
1300
0.2 7
26
13.4
A1/ A4
170
3
420 0.4
0
1300
0.2 5
28
11.4
A1/ A4
180
2
420 0.4
内衣生产线用量计算表

车种 平车 双针车 人字拉丈巾 三针人字拉丈巾 人字锁背扣 打枣 钉花 钉钮 每寸针数 12针-14针 14针 10针(3MM阔) 4.5个山(7MM阔) 16针(3MM阔) 22针 8针 8针 16针(3MM阔) 三线扎骨 12针(4MM阔) 16针(6MM阔) 三线封嘴 密扎 四线扎骨 刀车 刀车双面拉虾苏 包冚丈巾 包丈巾冚双面虾苏 冚丈巾(双针网底) 四线拉裤头(先用刀 16针(2分针距) 车拉丈巾用丝线) 1线包冚丈巾 2线单面冚虾苏(针线) 2线单面冚虾苏(丝线) 三线双面冚虾苏 三线双面冚虾苏 三线冚车(6MM阔) 16针 16针 14针 13针 13针 14针 21针 22针(拉平度) 16针(3MM阔) 16针(6MM阔) 20针 20针(3MM阔) 18针(4MM阔) 20针(3MM阔) 16针(3MM阔) 16针(3MM阔) 1.5倍 2.2倍 1.6倍 2倍 3.9倍 5倍 5倍 6倍 虾苏5.5倍/针线6倍 虾苏6倍/针线7倍 7倍 虾苏4.6倍/针线7.5倍 4.6倍 面1线5.5倍 面2线5.3倍 面3线5.6倍 面4线5.5倍 3.5倍 11.5倍 10.5倍 面线11.6倍/针线7.1倍 19.6倍 7倍 20倍 15倍 22倍 12.5倍 9.4倍 13倍 底1线3.1倍 底2线3.1倍 底3线3倍 底4线3倍 4..5倍 18.5倍 17.2倍 底丝线8.4倍 7.2倍 16.5倍 针线/丝线 针线/底虾苏丝线 针线/底虾苏丝线 针线/底虾苏丝线 全用针线 针线/丝线 4倍/5倍 12倍/19倍 11倍/18倍 8倍/21倍 28倍 7.5倍/17倍 全用针线 针线36倍/丝线18倍 面用线 1.42倍 3倍 4.7倍 4倍 9.63倍 15.5倍 底用线 1.2倍 2.2倍 3.5倍 4.5倍 4.75倍 9倍 线类(面线/底线) 全用针线 全用针线 针线/丝线 针线/丝线 针线/丝线 全用针线 全用针线 全用针线 针线/丝线 全用针线 针线/丝线 针线/丝线 针线/丝线 全用针线 针线/丝线 全用针线 光丝线/针线/丝线 光丝线/针线/丝线 针线/丝线 光丝线/针线/丝线 全用针线 约计倍数(面线/底线) 3倍 6倍 5倍/4倍 4.5倍/5 10.5倍/5.5倍 26倍 2.5Y/打 3Y/打 3倍/32.5倍 19倍 3倍/32.5倍 3倍/24.5倍 4.5倍/14倍 27倍 6倍/22.5倍 18倍 虾苏6倍/针线7倍/丝线10倍 虾苏6.5倍/针线7.5倍/丝线12倍 7.5倍/13倍 虾苏5.5倍/针线8倍/丝线10倍 18倍
生产计划单表格

生产计划单表格生产计划单是企业生产管理中的重要工具,它用于规划和安排生产活动,确保生产计划的顺利执行。
生产计划单表格是记录生产计划信息的文档,它包括了产品名称、数量、生产日期、交付日期、负责人等内容,为企业生产活动提供了清晰的指导和依据。
下面将详细介绍生产计划单表格的编制和使用。
首先,生产计划单表格的编制需要包括以下几个基本要素,产品名称、数量、生产日期、交付日期、负责人。
产品名称是指待生产的产品名称,数量是指计划生产的数量,生产日期是指计划开始生产的日期,交付日期是指计划完成生产并交付的日期,负责人是指负责该生产计划执行的人员。
这些要素是生产计划单表格的基本信息,也是生产计划执行的关键信息,必须准确填写和记录。
其次,生产计划单表格的使用需要遵循一定的流程和规范。
在编制生产计划单表格时,需要与相关部门进行沟通和确认,确保生产计划的准确性和可行性。
在生产过程中,需要及时更新生产计划单表格,记录生产进度和实际完成情况,以便及时调整和安排生产活动。
在交付产品时,需要核对生产计划单表格,确保产品数量和质量符合要求,及时进行交付并记录交付情况。
最后,生产计划单表格的管理需要建立健全的制度和流程。
企业应建立完善的生产计划管理制度,明确生产计划的编制、执行和监控流程,明确各部门的职责和权限,确保生产计划的顺利执行。
同时,企业还应建立生产计划单表格的档案管理制度,对生产计划单表格进行归档和保存,便于日后查阅和追溯,为企业生产活动提供可靠的依据和参考。
总之,生产计划单表格是企业生产管理中不可或缺的工具,它为生产活动的规划和安排提供了重要的支持和依据。
编制和使用生产计划单表格需要遵循一定的规范和流程,建立健全的管理制度,确保生产计划的准确性和可行性。
只有这样,企业才能有效地组织和管理生产活动,提高生产效率和产品质量,实现可持续发展。
生产计划单表格的合理使用将成为企业生产管理的得力助手,为企业的发展提供坚实的保障。
谋划项目表

10000
2010—2012 占地约3万平方米,预计年产商品混凝土15万吨
前期
47
佳木斯松江建材有限公司新型板材项目
10000
2010—2012 占地3万平方米,年产40万立方米ACC板材、砌块
前期
48
经济适用房建设项目和棚户改造
10000
2010—2012 建设35万平方米经济适用房,510万平方米棚户改造
开工建设
40
黑龙江多氏彩板钢构有限公司轻钢、重钢建设项目
17000
2011-2012
前期
41
玉泉热电联产项目
13000
2010—2012 供热面积32万平方米
前期
42
阿城区人民医院异地新建门诊病房综合楼工程项目
12755
2011-2012
占地面积46689平方米,设计床位500张
前期
43
阿城区管道燃气项目
前期
54
新鑫精铸二期
8000
2011-2012
前期
55
西泉眼国家水利风景旅游区开发建设项目
8000
2010—2012 对西泉眼坝下旅游风景区进行建设
前期
56
辽源金刚水泥集团哈尔滨阿城有限公司等量转换水泥磨生产 线项目
7000
2012.52012.10
淘汰现有5条水泥磨生产线,上一条3.2×13米水泥麻生产线,产能60万 吨。
前期
25
青岛啤酒(哈尔滨)有限公司扩产改造项目
40000
2011-2012
前期
26
黑龙江高格建材科技股份有限公司稻壳砂浆大模块轻质节能 复合墙体建设项目
36000
2011-2012
运筹学实验3用Excel求解线性规划模型

实验三、用Excel求解线性规划模型线性规划问题用手工求解工作量很大,而且没有较高的数学基础很难理解其计算过程和方法,但是借助Excel“规划求解”工具,就能轻而易举地求得结果。
Excel最多可解200个变量、600个约束条件的问题。
下面我们以一实例介绍利用Excel规划求解工具怎样快速解决具体的经济决策问题。
一、实验目的1、掌握如何建立线性规划模型。
2、掌握用Excel求解线性规划模型的方法。
3、掌握如何借助于Excel对线性规划模型进行灵敏度分析,以判断各种可能的变化对最优方案产生的影响。
4、读懂Excel求解线性规划问题输出的运算结果报告和敏感性报告。
二、实验内容1、[工具][规划求解]命令规划求解加载宏是Excel的一个可选安装模块,在安装Excel时,只有在选择“完全/定制安装”时才可选择装入这个模块。
在安装完成进入Excel后还要用[工具][加载宏]命令选中“规划求解”,以后在[工具]菜单下就增加了一条[规划求解]命令。
使用[规划求解]命令的一般步骤为:第一步:在选取[工具][规划求解]命令后,弹出图1所示“规划求解参数”对话框,其中各选项说明如表1。
图1“规划求解参数”对话框选项名说明设置目标单元格选取计算问题的目标函数,并含有计算公式的单元格等于按问题目标进行选择。
如利润问题,选取“最大值”可变单元格决策变量所在各单元格、不含公式,可以有多个区域或单元格约束增加、修改、删除各个约束等式或不等式,一个一个地与图2切换填入或修改添加选择后弹出图2所示对话框更改选择后弹出图3所示对话框删除删除所选定的约束条件选项决定采用线性模型还是非线性模型求解约束条件中的单元格引用位置,可从键盘直接录入,也可用鼠标拖放选取。
图2图3第二步:完成图1所示的一切填入项目后,单击“选项”按钮,在弹出的“规划求解选项”对话框中若是线性模型则选取“采用线性规模”选项按钮,再单击“确定”按钮回到图1。
图4第三步:在图1中单击“求解”按钮,经计算完成后弹出“规划求解结果”对话框(图5)。
ERP沙盘模拟EXCEL表-生产计划

第二季 P2 P3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
P4 P1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Байду номын сангаас
P1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
产 品 下 线 情 况
第一年 土地和建筑(M) 40 手 工 生 一季度 二季度 三季度 四季度 在制品(M) 0 半自动 产 在建工程(M) 0 0 0 0 0 全自动 线 0 0 0 0 机器与设备(M) 0 柔 性 0 0 0 0 初始年产品库存 0 0 0 0 0 0 0 0 P1库存 P2库存 P3库存 P4库存 1 第一年 一季度 二季度 三季度 四季度 库存成本年终合计 0 0 0 0 2 0 0 0 0 0 0 0 0 0 0 0 0 第三季
生产 线初
0
0
0
0
ERP沙盘采购计划.xls ERP沙盘财务表.xls ERP沙盘订单登记表.xls
存成本年终合计 2
第三季 第四季 P2库存 P3库存 P4库存 P1库存 P2库存 P3库存 P4库存 0 0 0 0 0 0 0 0 0 0 0 0 0 1 2 0 0 0 0 0 0
生产计划管理流程表——船舶类

公司综 合计划
二层
经营线表
项目报价预算表 计划物量和产值表
边际利润表 年度资金计划 1-2年大节点计划线表(已接产品) 号船信息
每年12月末—下 拟承接新船时 年度1月初
经营部
造船工程部 财务部 基建/资产部门
公司领导班子会
经营部 集团经营总部 集 其他相关部 团造船管理部(会签) 门
空船位接船时 每年12月末—下 年度1月初 每月根据实绩反馈动态调 整并下发执行 合同交底后3天 ———— 造船工程部生 产技术准备室 造船工程部经理 造船生产分管领导 造船工程部生 造船工程部 产技术准备室 财务部 公司领导班子会 集团造船管理部 造船工程部 其他相关部 门
工作包派工单作业分工及时间表(多产 品工序作业工段/职场分工及作业时间 先行、后行、制作中日程 安排) 设备、人力 分段、总段组立位置布置 图 工区月度作业计划
开工前3个月
————
总建造师 质量部
安监部、技术部 技术部
开工前1个月内 适用规范变更时 开工前2个月 内,每月
造船工程部经理 安监部经理 质量部经理
每年12月末—下 规划变化时 主力产品基本参数和船价 年度1月初
预测 船型工时历史记录 产品需要和能力测算
企划部
造船工程部 财务部 基建/资产部门
公司领导班子会
集团企划部
经营部 财务部 其他相关部 门
2-3年大节点计划线表(已接产品、拟 中长期线表 接产品) 号船信息
商务资料 报价书 单船物量\产值及分解 单船主体职种进度率 单船直接成本与分摊成本 测算 单船付款节点、采购节点 计划、技改投资计划 经营线表 线表级各职种月能力 企业工作时间(班制) 节日影响 雨、雪、大风天气预测与 分布 船台(坞)起吊能力 单船工时分解
新产品试产项目安排计划表

型号
Hale Waihona Puke 召开 模&夹 测试 FC/WI 预计 原计 试产 物料 具&测 实际 参数 /FW文 完成 划数 准备 齐全 贴片 试架 数量 定义 件 日期 量 会议 日期 状态 ①&②
插件
后焊
测试
组装
包装
QA验 证
备注:①以上填写内容由项目责任人跟进及召开试产准备会①(可以同时跟进多个新产品项目),同时给出需求的完成时间,同时跟进采购交期等。 ②物料齐全、文件补齐全后再召开试产准备会②,制订试产计划日期,同时发放各个部门。 ③以上格式仅供参考,亦可暂试行,有效期限至2012.5.1.
开发部新产品试产项目安排计划表
研发资料准备 阶 测 段 线 柏 PCB 结 模 试 路 油 拼接 构 具 BOM 大 图 图 图 图 图 纲 说 工 明 程 书 样 跟 及 机 进 包 人 装 工程文件准备 项目 PMC&采购 试产计划日期(生产、采购、PMC、QC) 试产总结 维 产 不 直 修 能 良 通 报 评 率 率 表 估 夹 备注 具 评 估
产能分析报告(含附属全套EXCEL表)
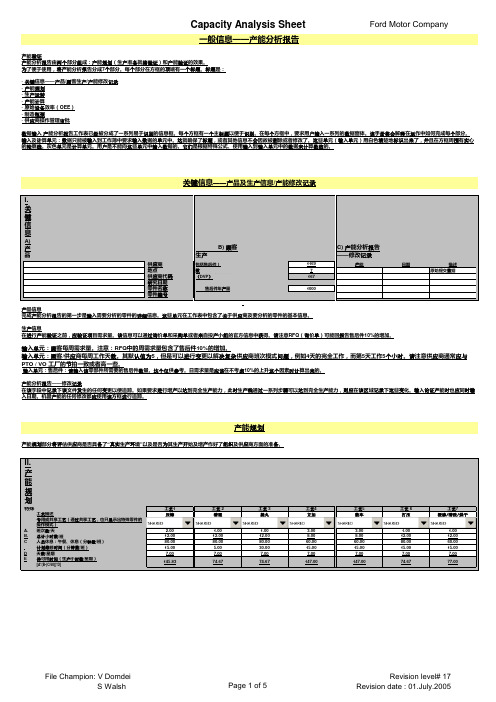
数据输入 产能分析报告工作表已经被分成了一系列易于识别的信息框。每个方框有一个主标题以便于识别。在每个方框中,要求用户输入一系列的数据窗体。该手册将会解释在运作中如何完成每个部分。 输入及计算单元:数据只能被输入到工作簿中要求输入数据的单元中。这就确保了标题,或者其他信息不会因故被删除或者修改了。这些单元(输入单元)用白色清楚地标识出来了,并且在方框周围有实心 的轮廓线。灰色单元是计算单元。用户是不能向这些单元中输入数据的。它们是根据特殊公式、使用输入到输入单元中的数据来计算数值的。
·计算单元:设备可用性会使用先前的数据自动计算得出。 设备可用性=(总计计划生产时间-停机时间)/总计计划生产时间
预计 合格 预计报废件和返工件的百分比
L 预计合格率(%)
1.50% 98.50%
0.50% 99.50%
0.50% 99.50%
0.50% 99.50%
0.60% 99.40%
·输入单元:预计报废率-输入该机器的损失值。注意:该工作表不记录相关工艺的报废率损失。为了计算相关工艺的输出,该报废率应乘上先前工艺的报废率。
·计算单元:正好满足顾客需求量所需的周期时间-仅供参考,工作表显示了正好满足顾客需求量的周期时间,是根据计划操作模式、预计停机时间及合格率计算得到的。这是用来与计划周期时间进行对比的 。 ·计算单元:每星期计划生产量和每天的计划生产量。这是为了与每星期或每天的顾客需求量进行对比的。
生产运转
在进行按节拍生产(阶段0)或者产能验证(阶段3)之前,供应商和顾客应就下列关键参数达成一致:要生产的零件数量、需测量的特性的选择、工艺设定、对涉及到的人员的审核、数据分析及报告。 生产运转的意图是为了确定供应商是否可以按照生产输入和速度生产出合格的零件。在生产运转计算中没有直接来自产能规划图的数据。
IPQC产线巡线表格

深圳XXXX科技有限公司
IPQC巡线记录表(智能球泡灯)
产品名称:
检验项目 1 2 3 4 5 6 7 8 规格
产品型号:
检验方法 目视 目视 目视 目视 目视 参 考 检 验 标 准 目视 目视 功能测试架 目视 目视 目视 测试架 目视 目视
8:00-9:00 9:00-10:00
生产线体:
10:00-11:00 11:00-12:00 14:00-15:00
超声波焊接无损伤, 位置正确,无刮伤等盖配合检 查,无脱落现象 老化(放电/充电) 功能测试是否有作业指导 书,测试流程、测试步骤是 否相符。 测试不良品是否有做区分及 表示 成品外观检查(开关及 印字 等)
10 11
12 13 14
包装:配件是否有标配、标 签正确,数量正确
备注: 1.不定时巡视产线作业品质,出现异常时及时汇报 检验员: 审核: 核准:
日期:
15:00-16:00 16:00-17:00 17:00-18:00 18:00-19:00 19:00-20:00 20:00-21:00 21:00-22:00
防静电措施有无执行到位 作业按照SOP要求执行 烙铁温度按照规定的温度 设定 物料与BOM/作业指导书相 符 焊点符合标准,无连锡、假 焊现象 半成品测试 半成品组装后检查 超声前胶壳外观:塑胶无批 峰,状态良好没有水印
全国浮法玻璃生产线统计表--全国市场

芜湖 信义节能玻璃(芜湖)有限公司
119 安徽省
120
蚌埠 蚌埠中建材信息显示材料有限公司
121
安徽华光光电材料科技集团有限公司
122
台玻安徽玻璃有限公司
123
凤阳
安徽凤阳玻璃有限公司
124
125
萧县 安徽东润玻陶科技有限公司
126
合肥 安徽冠盛蓝玻实业有限公司
127
东山 漳州旗滨玻璃有限公司
凯盛晶华一线 巨润一线 巨润二线 巨润三线 巨润四线 常熟耀皮一线 常熟耀皮二线 台玻昆山一线 台玻昆山二线 台玻东海一线 台玻东海二线 新区一线 东台中玻一线 东台中玻二线 吴江南玻一线 吴江南玻二线 旭硝子一线 宁波晶达玻璃公司 宁波康力一线 旗滨绍兴一线 旗滨绍兴二线 旗滨长兴一线 旗滨长兴二线 旗滨长兴三线 旗滨长兴四线 旗滨平湖一线 旗滨平湖二线 福莱特嘉兴一线 信义芜湖一线 信义芜湖二线 信义芜湖三线 信义芜湖四线 信义芜湖(超薄浮法 二线)
序号 区域 1 2 3 4 5 6 7 8 东北 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41
省份 黑龙江省
吉林 辽宁省 内蒙古
河北省
2020年在产生产线统计表
常熟 常熟耀皮特种玻璃有限公司
昆山 台玻长江玻璃有限公司
东海 台玻东海玻璃有限公司 宿迁 江苏苏华达新材料有限公司 东台 东台中玻特种玻璃有限公司
吴江 吴江南玻玻璃有限公司
苏州 宁波
旭硝子特种玻璃(苏州)有限公司 宁波晶达玻璃公司 宁波康力玻璃有限公司
绍兴
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水
3人。
产
水果果茸
一、产品规划
编码:RB-CX-GN-01
产线说明
:1.5T/小时,日产量(按8小时计算):1.5*6=9T 3人。
灌装:3人。
后道:4人。
共计10人
果泥
一、产品规划
5T1kg果泥产线规划
产线说明
产线最高产量:3T/小时,日产量(按8小时计算):3*6=18T 调配:4人。
灌装2人。
后道4人。
共计10人
果泥
一、产品规划
2T1kg果泥产线规划
产线说明
产线最高产量:2T/小时,日产量(按8小时计
调配:4人。
灌装2人。
后道4人。
共计10人
41
2T5kg果泥产线规划
一、产品
饮品果
2人。
后道:
产线说
饮品果泥
一、产品规划
编码:RB-CX-GN-04
产线说明
2T/小时,日产量(按8小时计算):2*6=12T 人。
灌装:2人。
后道:7人。
共计13人
5T5kg饮品果泥产线规划
产线说明
产线最高产量:3.5T/小时,日产量(按8小时计算):3.5*6=21T 调配:4人。
灌装:2人。
后道:7人。
共计13人
人
饮品果泥
一、产品规划
5T2.8L饮品果泥产线规划
产线说明
产线最高产量:3.5T/小时,日产量(按8小时计算):调配:4人。
灌装:2人。
后道:9人。
合计:15人。
萝卜
人。
合计:
2T2.8L 饮品果泥产线规划
萝卜
一、产品规划
饮品果泥
15人。
产线说明
人。
后道:
饮品果泥
一、产品规划
2T2L果泥产线规划
5人。
产线说明
41
4
1
0ml果泥产线规划 编码:RB-CX-GN-10
产线说明
产线最高产量:360kg/小时,日产量(按8小时计算):360*6=2160kg 调配:3人。
灌装:1人。
后道:4人。
共计:8人。
:250ml果泥产线规划
2T250ml果泥产线规划
产线说明
产线最高产量:750kg/小时,日产量(按8小时计算):750*6=4500kg 调配:3人。
灌装:1人。
后道:4人。
共计:8人。
8人。
:。