机械加工报价单模板下载docx(Word 文档可修改)
供应商机加工报价核算参考表

供应商机加工报价核算参考表按设备类型报价:序号设备名称规格型号单价(元/时)1普通车床CA6136 252 C6140×1M283 CA6150×1M284 CW6163×2M305 CW6180×2M386 长度增加1M,价格同比增加10%-15%7普通数控车床CK6140/50/1M 308 CK6163/2M 329 CK6185/3M 4010立式车床Ф1000(单柱) 3811 Ф1250(单柱) 4812 Ф1600(单柱) 6313 Ф2000(单柱) 7314 Ф2700(单柱) 8815落地车床(直径×长度) Ф2000×40005516 Ф3000×12006517数控加工中心SPN63 12018 M-HT11/1416 14019数控立加XH714D/11 5020 DM4322TC 6021 NBP-1000A 8022万能工具铣床270×7002023 300×6802424普通立式铣床(宽×长) 270×10202525 320×12502626 400×16003027 425×20004528普通卧式铣床(宽×长) 290×12002229 320×12502630 400×16003031 425×20004532 数控铣床同规格上加10%33龙门铣床(宽×长) 900×30005434 1250×40006535 1600×40007836 1450×60008537 2000×600010538花键铣床Ф300×6503539 Ф400×12506040 打磨1741无心磨床Ф0.8--25 2542 Ф25--75 2843台钻(孔径) Ф131744 Ф161845摇臂钻床(孔径) Ф352046 Z3050×162347 Z3080×202748牛头刨床650 2049 900 2250 1000 2751龙门刨床(宽×长) 1000×30005452 2000×40007553 2000×600010054拉床L6110(10t) 2855 L6120(20t) 3556 L6140(40t) 4557插床(工作台直径) ≤Ф4001758 Ф500(B5020)2059 Ф630(B5032)2460 Ф10003061 Ф12503662 点焊机YP-20000 2363 直流电焊机28.564 交流电焊机28.565 氩弧焊机55-6466 埋弧自动焊机1500A 4367 CO2保护焊机37.568等离子切割机(适用于批量下料)4mm(元/米) 3.169 5mm(元/米) 3.4170 6mm(元/米) 3.4771 8mm(元/米) 3.9772 10-12mm(元/米) 4.7373 14-16mm(元/米) 5.274 18-20mm(元/米) 675数控激光切割(适用于批量下料)1mm以下(元/米) 3.276 1.5-2mm(元/米) 3.877 3mm(元/米) 4.578 4mm(元/米) 5.279 5mm(元/米) 5.880 6mm(元/米) 6.581 8mm(元/米) 882 小批允许乘系数1.2-1.383液压折弯机165T 3084 320T 4085 400T 5086 600T 6087 1000T 8088 1600T 10089油压机100t 2890 200t 3591 400t 4592 500—630t 5593 800---1000t 9094 1200t 12095 装配2596 除锈1797 手剪1798退火低温退火(元/公斤) 0.6-0.899 中温退火(元/公斤) 0.8-0.9 100 高温退火(元/公斤) 1.1-1.3 101 球化退火(元/公斤) 1.5-1.8 102 不锈钢退火(元/公斤) 3103淬火箱式炉淬火(元/公斤) 1.4-1.6104 电炉淬火(元/公斤) 1.7-1.9 105 盐炉淬火(元/公斤) 1.5-1.8 106 井式炉淬火(元/公斤) 2-2.3 107 高频淬火(元/公斤) 1.8-2.3 108 氧化淬火(元/公斤) 1.8-2.3 109 氢化淬火(元/公斤) 1.8-2.5 110 氮化淬火(元/公斤) 6111 正火(元/公斤) 0.9-1.2 112 气体渗碳深度1.6-2.2(元/公斤) 5.5-6113喷丸(抛丸) 元/吨(包括铁砂) 280-300114 根据零件形状乘系数0.8-1.2115花键磨床Ф120×80030116 Ф120×230040117外圆磨床≤Ф130×50023118 Ф200×75025 119 Ф350×200030 120 Ф350×300043 121 Ф500×400060122万能外圆磨床Ф315×100028123 Ф320×100028 124 Ф400×200040125万能工具磨床200×40022126 210×65024 127 250×63028128齿轮磨床(直径×模数) Ф320×M645129 Ф500×M1055 130 Ф630×M1265131螺纹磨床Ф200×50045132 Ф320×150060133珩磨(深度) 3m(国产,包含台湾产) 80134 3m(进口)110135平面磨床(长×宽) 630×25023136 1000×30025 137 2000×40030138内圆磨床≤Ф160×16028139 Ф200×20033 140 Ф500×100045141深孔镗床(深度) 2m 75142 3m 85 143 4m 100 144 5m 120 145 6m 150146卧式镗床(主轴直径) Ф85(T68)55147 Ф110(TX6111T)80 148 Ф130(TX6113C)100149座标镗床(工作台面积) 320×600(TGX4132)50150 450×800(TQX4145)55 151 800×1120(TX4280)80152落地镗床(主轴直径) Ф130160153 Ф160180154 Ф200220155 数控镗床同规格上加20%156 数控火焰切割65157 仿形切割机G2-1000 28158 线切割元/平方厘米0.5-0.6 159 手工气割26160 手工等离子切割22161 圆锯机(直径) Ф100050162滚齿机(直径×模数) Ф200×M430163 Ф800×M840 164 Ф940×M1050 165 Ф1250×M1260 166 或根据批量,正常齿厚B按(0.3-0.5)*模数*齿数/25.4(元/件)计算167插齿机(直径×模数) Ф320×M6(Y5132D)35168 Ф500×M8(Y5150)40169 Ф800×M8(Y5180)45 170 1250×M12(Y51125A)50 171 1600×M12(Y51160)65172剪板机(厚×长) 6×250028173 12×250033174卷板机(厚×长) 6×150022175 12×200025 176 20×200035 177 25×250050 178 30×320050 179 40×250060 180 60×2500150181冲床(公称压力) 250KN 22182 630KN 32183弯管机(直径) Ф2520184 Ф3825 185 Ф6035 186 Ф10840187折边机2×80018188 2.5×150020 189 4×200022190弓锯机(直径) ≤Ф16027191 Ф20028 192 Ф25032 193 校直机32×120035 194 试压机4D-SY 40 195 带锯机G4025 32 196 划线18197锻造自由锻(元/公斤)1.7-2.2,或下料材料成本加元/公斤198 模锻(按下料重量计算,模具可分摊)2.8-3.5元/公斤199 发兰(元/公斤) 1200 高温磷化(元/公斤) 0.6-0.8 201 常温磷化(元/公斤) 0.5202 电镀硬铬(单位为:元/平方分米.丝) 0.7-1.5203 电镀镍 1.5-1.8 204 电镀锡 1.2205 电镀锌元/公斤(白锌2元/公斤) 1.3-1.5206铝合金阳极氧化本色(元/平方分米.丝) 1-1.2207 彩色(元/平方分米.丝) 1.5-1.6 208 黑色(元/平方分米.丝) 1.8209 底漆环氧树脂(元/平方米) 13210 一级面漆3-4丝厚(元/平方米) 24211 二级面漆3-4丝厚(元/平方米) 20 212 三级面漆3-4丝厚(元/平方米) 16 213 小面积喷漆喷塑允许乘系数1.1-1.2214 塑(双面喷塑只计单面面积(元/平方米) 26215阴极电泳(元/平方米) 29216 体积大的结构件,乘以系数1.1-1.2 217 阳极电泳(元/平方米) 23218调质箱式炉调质(元/公斤) 1.5-1.8219 盐炉调质(元/公斤) 1.8-2.2 220 井式炉调质(元/公斤) 1.5-1.8 221 手工弯管(包辅料)25222 酸洗(元/公斤) 0.6 按加工工艺种类报价:序号工艺种类价格(元) 单位1 锻件(<> 1.8 公斤2 锻件(>=100公斤)3 公斤3 下料(锯床)15-20 小时4 下料(火焰切割)20-40 小时5 下料(激光切割)10~15 米6 车(<> 20~40 小时7 数控车(<> 40 小时8 车(400~850毫米) 50 小时9 车(850~1250毫米) 50~80 小时10 大立车(1~1.27米) 60~80 小时11 数控立车150 小时12 铣(<> 20-40 小时13 数铣(国产) 40 小时14 数铣(进口) 50 小时15 普通镗加工60-80 小时16 立加(国产) 60-80 小时17 卧加(国产) 120-150 小时18 立加(进口) 80-100 小时19 卧加(进口) 150-200 小时20 线切割3-4 mm2/100021 普通平磨20-40 小时22 内外圆磨20-40 小时23 钳工15-35 小时24 焊工25-45 小时25 发黑 1.8~2 公斤26 碳钢调质 1.3 公斤27 合金钢调质 1.5 公斤28 淬火 3.5 公斤29 真空淬火8.0 公斤30 渗碳淬火8.5 公斤31 氮化 6.0 公斤32 镀铬0.03 cm2(0.01)33 *难度:低-最低单价;中-中间单价;高-最高单价。
机加工报价范本
地址:
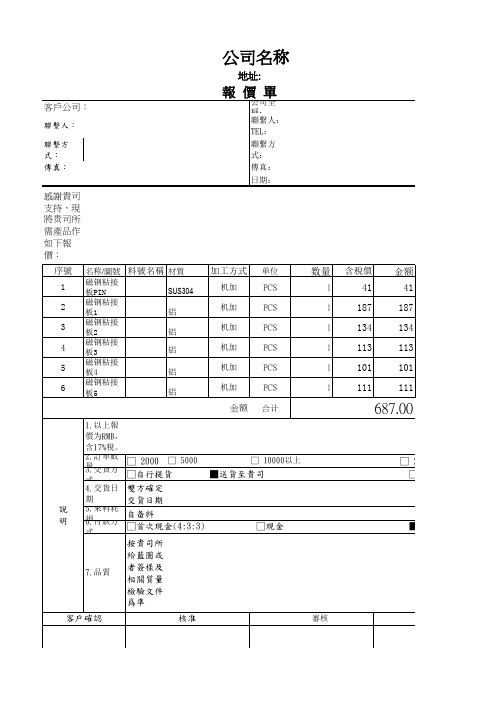
報 價 單
客戶公司:
聯繫人: 聯繫方式: 傳真: 公司全稱: 聯繫人: 聯繫方式: 傳真: 日期: 单位 PCS PCS PCS PCS PCS PCS 合计 TEL:
感謝貴司支持,現將贵司所需產品作如下報價: 序號 名称/圖號 料號名稱 材質 加工方式 SUS304 磁钢粘接板PIN 机加 1 磁钢粘接板1 机加 2 铝 磁钢粘接板2 机加 3 铝 铝 磁钢粘接板3 机加 4 磁钢粘接板4 机加 5 铝 磁钢粘接板5 机加 6 铝 金额
■送貨至貴司
客戶確認
□現金 按貴司所給藍圖或者簽樣及相關質量檢驗文件爲準 審核 核准
■月結31天 報價人
備註
□ 20000以上 □另行協議
■月結31天 報價人
1.以上報價为RMB,含17%稅。 2.訂單數量□ 2000 □ 5000
数量
1 1 1 1 1 1
含稅價
金额
41 187 134 113 101 111
41 187 134 113 101 111
687.00Βιβλιοθήκη □ 20000以上 □另行協議
□ 10000以上
說 明
3.交貨方式□自行提貨 4.交貨日期雙方確定交貨日期 5.來料耗損自备料 6.付款方式□首次現金(4:3:3) 7.品質
机械加工报价单
机械加工报价单机加工费用构成一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!------材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!-----------工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
主要是先确定工艺,即加工方法,然后根据工艺来计算工时,由工时来确定单个零件的基本加工费用,再加上其他的费用。
工艺是个很复杂的学问啊一个零件采用不同的工艺,价格有差异的附,各个工种加工工时基本价其实各种工种的工时价格并没有固定的,会根据工件的难易,设备的大小,性能的不同而不同,当然关键的有看你的量是多少了,不过一般来说它都有一个基本价,在基本价之间浮动.1.车基本价:20-40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铸铁粉的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.线割基本价:3-0平方毫米7.电火花基本价:10-40,单件一般按50/件(小于1个小时)8.NC基本价:比普通的贵它个2-4倍9.雕刻:一般都是单件的.50-500/件当然还是一句话.具体产品具体价格.以上价格只给做参考,如果各位有什么经验,希望大家也能说出来,大家一起交流。
机加工价格核算标准表

注2:材料行情可查询慧聪网。
注3:加工费,常用的6140普通车床:22.00元/小时,普通铣床:25.00元/小时,自动凸轮车床:20.00元/小时,数控车床:35.00-40.00元/小时,加工中心(650):50.00元/小时,加工中心(850):60.00元/小时。
注4:产品热处理费,调质处理4.50元/公斤,淬火处理7.00元/公斤。
注5:产表面处理费,本色氧化处理0.30元/分米2,黑色氧化处理0.35元/分米2,喷砂0.25元/分米2,以上如果是小件的话,一律按件计价;镀白锌/彩锌2.00元/公斤,或按面积算0.20元/分米2,镀黑锌7.00元/公斤,发黑处理3.00元/公斤,喷涂(户外)22.00元/米2-25.00元/米2,大形板件按18.00元/米2。
,以上如果是小件的话,理3.00元/公斤,喷涂(户
0.00元/小时,数控车床:。
机加工机加工报价计算

1.机加工方法报价表格(范例)一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5d≤25 X*d元"L=孔深,d=孔径" 25≤d<60 X*d元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<60 X*d元(*L/d/2.5)孔径公差<0.1 对应基价的倍数 X倍孔距公差<0.1 对应基价的倍数 X倍单个孔加工的最低价格 X元附带攻丝钢件 X*d元d=螺纹直径铸铁件 X*d元L=螺纹长度铝件加不锈钢丝套费用 X*d元不加丝套费用 X*d元铜件 X*d元批量优惠批量>200个孔且<10000个孔对应基价的倍数 X倍批量>10000个孔对应基价的倍数 X倍车类加工光轴加工"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元 L/d>10 X*D*L元(*L/d/10)精度<0.05 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)带锥度轴 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数 X倍一般精度的丝杠对应光轴基价的倍数 X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径 d>430 X*D元圆螺母零件 X*D元d=圆螺母外径,D=毛坯直径六角螺母零件 X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D元 d=轴套外径,L=轴套长度"d<100,d/L>2" X*D元(*d/L/2)修补轴承座(台)类零件 "t<2,d<40,B<25" X元"t=磨损量,d=轴承外径,B=轴承座宽度""t<2,d>40或B>25" X元(*d/40*B/25)需要上中心架的对应上述基价的倍数 X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B元 L/B>10 X*B元(*L/B/10)最低价 X元位置度公差7级和以上的对应上述基价的倍数 X倍硬度>HRC40的材料加工对应上述基价的倍数 X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径 L/d>5 X*d元(*L/d/5)最低价 X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮 X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数 X倍铣一般平面每mm2 X元铣沉孔每个 X*d元d=孔径最低价 X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆 t=磨削深度每mm2 X元一般精度平面 t=磨削深度每mm2 X元一般精度成形磨 t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数 X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔 X元电火花一般零件S=切断面积每mm2 X元每处最低价 X元电焊 L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条 X元焊缝长度每mm价格(与材料和焊缝种类有关) X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8每mm2 X元一般碳钢8<t<12 每mm2 X元t=板厚铝板t≤12每mm2 X元铜板t<12 每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
机械加工报价单

机加工费用构成一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!------材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!----------工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
主要是先确定工艺,即加工方法,然后根据工艺来计算工时,由工时来确定单个零件的基本加工费用,再加上其他的费用。
工艺是个很复杂的学问啊一个零件采用不同的工艺,价格有差异的附,各个工种加工工时基本价其实各种工种的工时价格并没有固定的,会根据工件的难易,设备的大小,性能的不同而不同,当然关键的有看你的量是多少了,不过一般来说它都有一个基本价,在基本价之间浮动.1.车基本价:20-40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铸铁粉的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.线割基本价:3-4/900平方毫米7.电火花基本价:10-40,单件一般按50/件(小于1个小时)8.NC基本价:比普通的贵它个2-4倍9.雕刻:一般都是单件的.50-500/件当然还是一句话.具体产品具体价格.以上价格只给做参考,如果各位有什么经验,希望大家也能说出来,大家一起交流。
机械加工报价大全(DOC)

机械加工报价计算方法大全,整理的太全了一.热处理生态圈今天我们来讨论下有关机加工报价的大概计算方法,材料成本是一定的,主要区别在与每家公司不同的人工成本、运输成本、消耗成本以及税收等,那么这些成本机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分资料供参考(计算方法因各地物价有出入),详细计算方法:1)首先你可以对关键或复杂零件,作出到每个工序的耗时;2)根据每个工序需要的设备每小时费用就可以算出加工成本。
具体设备成本比如说,普通立加每小时在¥60~80之间(含税),铣床、普车等普通设备一般为¥30等;3)在按照比例加上包装运输、管理费用、工装刀具、利润等就是实际价格了,价格在一定程度上会和该零件的年采购量和难易程度有很大关系。
,单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
机械加工初步报价自动计算(含各种工时费)

客户:
材料名称 Q235 材 料 费 方 料 圆 管 圆 棒 设备名称 1 2 加 3 工 4 费 5 6 7 8 9 配 1 件 2 费 3 4 处理内容 表 面 处 理 1 2 3 4 5 调质 淬火 退火 发黑 渗氮 重量 (KG) 单价 2.5 1.5 1 1.5 4 金额 6 7 8 9 10 普车 普铣 数控车 线切割 平面磨床 外圆磨 放电 CNC1 CNC2 配件名称 规格 2.5 数量 单价 材质 钢 铜 铝 电木 钢 铜 铝 钢 铜 铝
数量 1 理论重量 (KG) 151.2
单 价 (元/KG)
金额(元) ¥1,209.60
小计 (元)
8
¥1,209.60
设备名称 10 11 12 13 14 15 16 攻牙机 喷砂 抛光 锯床 大水磨元)
40 50 80 60 50 120 80 80 金额
设计费 工时 单价 包装费用 包装人工 元/个 包装材料费 元/个 运输费用 单价 公里数 费用名称 费用计算说明 1 难度级别 一级报废率加5%,二级加10%,三级加15%,四级加30% 其 一般情况收10%-20% 5 管理费 它 一般情况收15%-30% 6 利润 7 税收
金额(元)
¥305.19 ¥305.19 ¥345.88
¥956.26
总成本: 核准: 表示需要填 复核: 核算:
¥2,990.86
13
60 560 13 5 65
¥825.00
200 17 18 配件名称 5 6 7 8 处理内容 黑色阳极氧化 镀环保锌 镀化学镍 镀亮镍 喷砂 金 数量 规格 数量 单价 金额(元)
重量 (KG)
单价 (元/KG)
金额(元)
机械加工报价大全(DOC)
机械加工报价计算方法大全,整理的太全了一.热处理生态圈今天我们来讨论下有关机加工报价的大概计算方法,材料成本是一定的,主要区别在与每家公司不同的人工成本、运输成本、消耗成本以及税收等,那么这些成本机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分资料供参考(计算方法因各地物价有出入),详细计算方法:1)首先你可以对关键或复杂零件,作出到每个工序的耗时;2)根据每个工序需要的设备每小时费用就可以算出加工成本。
?具体设备成本比如说,普通立加每小时在¥60~80之间(含税)?,铣床、普车等普通设备一般为¥30等;3)在按照比例加上包装运输、管理费用、工装刀具、利润等就是实际价格了,价格在一定程度上会和该零件的年采购量和难易程度有很大关系。
,单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
机械零件加工成本计算报价表

材料种类
零件参数 可锻铸铁、球墨铸铁 刀具直径 mm
推荐切削参数范围 8 ~ 20
钻
孔直径 mm 深度 mm 钻 刀具直径 实际每转进给量 实际主轴转速
理论工时 min
**孔直径为待加工 孔直径,即最终加 工得到的孔直径
20.00 每转进给量 mm
15.00
切削速度 主轴转速
m/min
请输入实际切削参数
1.00
切削速度 m/min 主轴转速
刀具齿数 实际切削深度 实际每转进给量 实际主轴转速 理论工时 min *镗杆以镗套支承 时,V取中间值; 镗杆悬伸时,V取 小值
8 509 请输入实际切削参数
3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
然而由于 刀具寿命 的制约, 当任一参 数增大 时,其它 二参数必 须减小。 因此,在 制订切削 用量时, 三要素获 得最佳组 合,此时 的高生产 率才是合 理的。
刀具寿命
切削用量 三要素对 刀具寿命 影响的大 小,按顺 序为v、f 、ap。因 此,从保 证合理的 刀具寿命 出发,在 确定切削 用量时, 首先应采 用尽可能 大的背吃 刀量;然 后再选用 大的进给 量;最后 求出切削 速度。
0.3
加工长度 mm
20.00 切削速度 m/min
50
车 直径余量 mm
实际切削深度 实际每转进给量
6.00 主轴转速
199
请输入实际切削参数 1.50 0.10
实际主轴转速
理论工时 min
**锥面车削加工长 度为锥面母线长度
**工件直径为上道 工序所留尺寸
800.00 1.25
一般机加工报价表
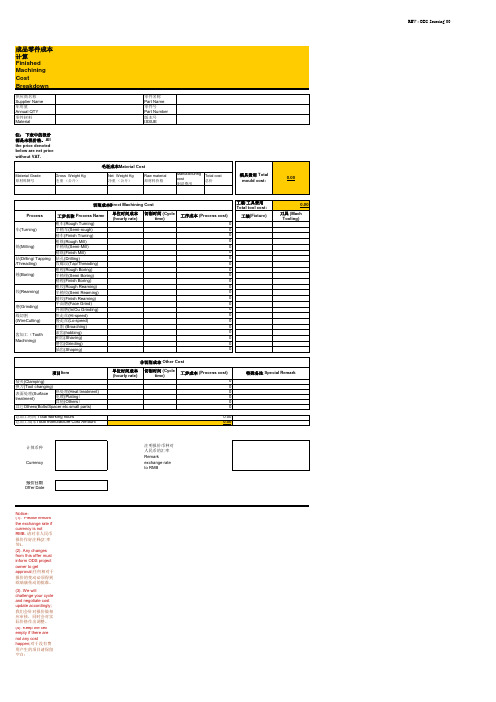
工装/工具费用 Total tool cost: 工装(Fixture)
0.00 刀具 (Mach Tooling)
粗车(Rough Turning) 车(Turning) 半精车(Semi-rough) 精车(Finish Truning) 粗铣(Rough Mill) 铣(Milling) 半精铣(Semi-Mill) 精铣(Finish Mill) 钻(Drlling/ Tapping 钻孔(Drilling) /Threading) 攻螺纹(Tap/Threading) 粗镗(Rough Boring) 镗(Boring) 半精镗(Semi Boring) 精镗(Finish Boring) 粗铰(Rough Reaming) 铰(Reaming) 半精铰(Semi Reaming) 精铰(Finish Reaming) 平面磨(Face Grind) 磨(Grinding) 外圆磨(In/Ou Grinding) 快走丝(Hi-speed) 线切割 (WireCutting) 慢走丝(Lo-speed) 拉削 (Broaching) 滚齿(hobbing) 齿加工(Tooth 剃齿(Shaving) Machining) 磨齿(Grinding) 插齿(Shaping)
特殊备注 Special Remark
计算币种 Currency 报价日期 Offer Date
注明报价币种对人民币的汇率 Remark exchange rate to RMB
Notice: (1). Please remark the exchange rate if currency is not RMB. 请对非人民币报价作好注释(汇率等)。 (2). Any changes from this offer must inform ODS project owner to get approval;任何相对于报价的变动必须得到欧瑞康传动的批准。 (3). We will challenge your cycle and negotiate cost update accordingly;我们会针对报价做相应审核,同时会对实际价格作出调整。 (4). Keep the cell empty if there are not any cost happen;对于没有费用产生的项目请保留空白;
机械加工报价大全(DOC)

机械加工报价大全(DOC)机械加工报价计算方法大全,整理的太全了一.热处理生态圈今天我们来讨论下有关机加工报价的大概计算方法,材料成本是一定的,主要区别在与每家公司不同的人工成本、运输成本、消耗成本以及税收等,那么这些成本机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分资料供参考(计算方法因各地物价有出入),详细计算方法:1)首先你可以对关键或复杂零件,作出到每个工序的耗时;2)根据每个工序需要的设备每小时费用就可以算出加工成本。
具体设备成本比如说,普通立加每小时在¥60~80之间(含税),铣床、普车等普通设备一般为¥30等;3)在按照比例加上包装运输、管理费用、工装刀具、利润等就是实际价格了,价格在一定程度上会和该零件的年采购量和难易程度有很大关系。
,单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。