浅谈陶瓷产品的三维建模
3D打印技术在陶瓷雕塑中的应用缺陷

殊的粉末状粘合材料,通 过 堆 叠 增 材 的 方 式 来 创 建 作
术能轻松的解 决 这 一 问 题。3D 打 印 技 术 依 托 于 各 类
品的技术。这种技 术 主 要 在 影 视、游 戏 动 画、医 疗、建
筑设计等领域得到了应用。在 1990 年,美国雕塑家协
会(
I
SC)的双年会首 次 提 出 并 对 数 字 雕 塑 的 理 念 进 行
在制作的过程中保持对称。但区别于传统陶瓷雕塑的
有多个细分,不同 的 泥 料 具 有 不 同 的 特 性 与 质 感。 因
手工对称。传统陶瓷雕塑主张,用眼去观察,用手去感
此,不同的泥料往往 对 应 不 同 的 陶 瓷 工 艺 以 及 不 同 的
受,用 大 脑 去 思 考,以 求 视 觉 上 的 完 美 对 称。 而
f3Dp
r
i
n
t
i
ngt
e
chno
l
ogyi
nc
e
r
ami
cs
cu
l
t
u
r
e,andd
i
s
cus
s
e
st
hef
u
r
t
he
rp
r
og
r
e
s
sandimp
r
ovemen
to
f3Dp
r
i
n
t
i
ngt
e
chno
l
ogyi
nt
e
rmso
fma
t
e
r
i
p
a
l
s,a
c
cu
r
浅谈陶瓷产品的三维建模

浅谈 陶瓷产 品的三维建模
张 三 聪 蒋 汐
( 德镇 陶 瓷 学 院 江 西 景 景 德 镇 3 3 0 ) 3 0 1
摘
要
三 维 技 术 由 于 能 够 准 确 、 实 的 把 平 面 的设 计 图纸 以 三 维 图 像 的 方 式 展 现 , 真 因而 在产 品 设 计
领 域 得 到 了 广 泛 的 应 用 。 对 于 其 他 的产 品 而 言 , 瓷 产 品 在造 型上 有 自身 的 特点 , 相 陶 因此 对 陶 瓷 产 品 的 三 维 建 模 也 有 特 殊 的 要 求 。 文 通 过 对 三 维 软 件 中常 用 建 模 方 式 的介 绍 及 特 点 分 析 , 讨 了 如何 高效 、 本 探 高质地完成陶瓷产品的建模。 关键词 陶 瓷 产 品 , 维 建模 三
定旋转 的轴 向后 , 用车 削命令 就 可 以得 到产 品的模 型 。 应
如果 对所 创建 的模 型不满 意 .只需要 在软 件 的编辑历史
维普资讯
产 品仍然无法 采用这种 方式创建 。
3 3 多边 形建模 .
多边形 是一组 有序 顶点 和顶点 之 间的边构成 的 N边 形 , 可 以是简 单 的形 状 , 多边形 几 何体 ; 可 以是 用 它 如 也 不 同的多边 形工具 或操 作创建 的复 杂模 型 。多边 形建模 就是 通过 编辑 多 边形 的点 、 、 边 面等 元素 , 变 基本 型物 改 体 的形体 , 最终 创造 出需要 的模型 的一种建模方式 。
现在应 用 在计算 机辅 助设 计领 域 的三维 软件种类 很 多 . 些大型 三维设 计 软件为 用户 提供 了多种 建模方 式 , 一 如基 本 型建模 、 尔运 算 、 片建 模 、 边形 建模 等 。 当 布 面 多
基于虚拟现实技术的陶瓷产品体验设计

虚拟现实技术又称为VR技术,其最早出现是在美国,然后在经过各大高校研究院与实验室通过半个世纪的研究探索,才使得虚拟现实技术得以成熟,同时在生产、娱乐等方面得到了广泛的应用。
在我国传统陶瓷设计过程中,对于绘制效果图、制作手板模型、绘制加工图纸等工序都需要依靠手工进行制作。
在如今的陶瓷产品设计领域当中,主要是依靠CAD等辅助软件进行三维建模,然后通过渲染软件对其进行渲染,从而完善效果图满足客户需求。
目前的CAD等辅助软件在进行陶瓷产品设计之时,可以在一定程度上缩短其设计周期,但是对于陶瓷产品设计的尺寸、颜色、装饰等方面的表现力还是不够重视,主要还是因为这种方式通常是以二维方式进行展示,而利用虚拟现实技术可以使其转换为更加逼真的三维立体展示方式。
在陶瓷产品设计流程过程中,应用虚拟现实技术可以使设计师与产品、产品与用户、设计师与用户之间进行任意的交互。
同时,还可以消除传统设计流程当中的低效率、高耗能、高耗时等问题,从而提高陶瓷产品的设计效率以及降低产品设计成本,进而加强产品设计的落地性。
近几年,随着我国陶瓷产品设计越来越成熟,在与工业技术相结合之后,形成了全新的工业化生产模式,并且生产出来的工业化产品为人们的视觉、触觉、心理等方面带来了强烈的反应,这是对于传统文化成果的巨大颠覆。
所以复古主义思潮再次卷土重来,陶瓷产品便是对于复古主义思潮的真实映射。
虚拟现实交互技术切应用于陶瓷产品设计与生产中,是机械化积极参与的新型突破,其弥补了计算机辅助设计缺陷,实现了图形表现向客观真实虚拟仿真的转变。
所以,在陶瓷产品设计与生产过程中,虚拟现实技术一直发挥着承前启后的作用。
在陶瓷文创产品设计当中,虚拟现实技术可以将其与计算机辅助设计相结合,对于设计教育的语义和表象有着巨大影响,而且虚拟现实技术在模拟真实方面发挥着至关重要的作用。
同时,这个环节与现代传媒相结合所形成的新文化,对于传统文化会造成巨大冲击,并且在陶瓷文创产品设计当中运用VR交互技术,可以有效的促进艺术思维与科技工具之间的深入交融,从而产生新的认知和体验,对于营造沉浸式的文化传播环境有着巨大作用,同时还丰富了传播的含义。
史上最全的陶瓷材料3D打印技术经验解析
精心整理史上最全的陶瓷材料3D打印技术解析南极熊3D打印网2017-07-11现在已经陆续出现一些陶瓷3D打印机,价格100万到500万人民币的都有。
南极熊希望下文可以给读者带来全面的认识。
“增材制造”的理念区别于传统的“去除型”制造。
传统数控制造一般是在原材料基础上,使用切割、磨削、腐蚀、熔融等办法,去除多余体模型,而后用分层软件对其进行分层处理,即将三维模型分成一系列的层,将每一层的信息传送到成型机,通过材料的逐层添加得到三维实体制件。
跟传统模型制作相比,3D打印具有传统模具制作所不具备的优势:1.制作精度高。
经过20年的发展,3D打印的精度有了大幅度的提高。
目前市面上的3D打印成型的精度基本上都可以控制在0.3mm以下;2.制作周期短。
传统模型制作往往需要经过模具的设计、模具的制作、制作模型、修整等工序,制作的周期长。
而3D打印则去除了模具的制作过程,使得模型的生产时间大大缩短,一般几个小时甚至几十分钟就可以完成一个模型的打印;3.可以实现个性化制作。
3D打印对于打印的模型数量毫无限制,不管一个还是多个都可以以相同的成本制作出来,这个优势为3D打印开陶瓷材料烧结性能非常重要,陶瓷颗粒越小,表面越接近球形,陶瓷层的烧结质量越好。
陶瓷粉末在激光直接快速烧结时,液相表面张力大,在快速凝固过程中会产生较大的热应力,从而形成较多的微裂纹。
目前,陶瓷直接快速成型工艺尚未成熟,国内外正处于研究阶段,还没有实现商品化。
目前,比较成熟的快速成型方法有如下几种:分层实体制造(简称LOM);熔化沉积造型(简称FDM);形状沉积成型(简称SDM);立体光刻(简称SLA);选区激光烧结(简称SLS);喷墨打印法(简称IJM)。
2.1分层实体制造(LOM)分层实体制造采用背面涂有热熔胶的薄膜材料为原料,用激光将薄膜依次切成零件的各层形状叠加起来成为实体件,层与层间的粘结依靠加热和加压来实现。
LOM最初使用的材料是纸,做出的部件相当于木和面LOMLOMABS末和有机粘结剂相混合,用挤出机或毛细血管流变仪做成丝后用FDM设备做出陶瓷件生胚,通过粘结剂的去除和陶瓷生胚的烧结,得到较高密度的陶瓷件。
浅谈3D打印技术在陶瓷类文物修复和复制中的应用

浅谈3D打印技术在陶瓷类文物修复和复制中的应用杨蕴【摘要】3D打印技术已在多领域证明其高效性以及便捷性,成为社会热点.由于3D 打印带有非接触式扫描的特点,这对于文物修复工作者而言,是在复制和修复过程中,为保护材质脆弱、价值珍贵的陶瓷类文物的可引进的新手段.在简单介绍3D打印技术复制陶器的主要过程之后,通过实例细致地了解每一个具体步骤,分析液化打印、粉末打印等不同打印技术的优缺点,如何在不同需求下进行选择;并且介绍在得到3D打印复制件后,通过复制件表面上色、纹饰加工处理等步骤完成整个复制品.3D打印技术不仅可被运用于文物复制,而且能以其与传统修复手法相比之下的无损、快速、精确等特点,在文物修复中发挥作用.【期刊名称】《文物保护与考古科学》【年(卷),期】2015(027)002【总页数】4页(P110-113)【关键词】3D打印技术;陶瓷类文物;修复;复制【作者】杨蕴【作者单位】上海博物馆文物修复研究室,上海200003【正文语种】中文【中图分类】K876.30 引言3D打印技术近年来逐步成为公众关注的热点,被誉为新的技术革命。
这项起源于美国的新技术,随着计算机技术、信息技术和新材料等系列关键技术的成熟和突破,已然成为现代模型磨具和零件制造的高效途径,在多个领域得到越来越多的重视以及应用。
作为古人智慧的结晶,文物承载着大量艺术人文信息。
由于陶瓷类文物珍贵、年代久远以及其材质本身的脆弱性,如何在保护文物的前提下,在修复和复制过程中准确获取文物信息,做好修复复制工作,是每一位有强烈文物保护意识的修复工作者的责任使命。
如今,3D打印技术以其“个性化定制”和“采集数据信息无需实际接触文物”等特点,已经可以被运用于文物修复和复制中,成为文物保护意识下最大降低修复与复制中文物二次损坏的良好措施和手段之一[1]。
事实上,3D技术已经被运用于文物保护,新疆龟兹石窟的复原[2]就是一例。
1 陶器的复制简单地以陶器复制为例,需要打印复制一件文物主要有3个步骤。
现代陶瓷3D打印的优势与不足

现代陶瓷3D打印的优势与不足作者:闫柯杉来源:《文艺生活·下旬刊》2017年第11期摘要:陶瓷3D打印是一个新兴的产业,它的出现极大地改变了人们对陶瓷文化的认识,对产业格局的丰富也产生了积极的作用。
文章通过对陶瓷3D打印技术的流程、优点和不足的认识,阐述了陶瓷3D打印在当前的发展状况和面临的一些问题。
关键词:陶瓷艺术;3D打印;建模;流程中图分类号:J212 文献标识码:A 文章编号:1005-5312(2017)33-0020-01一、前言3D打印(3DP)即快速成型技术的一种,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。
3D打印通常是采用数字技术材料打印机来实现的,常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。
该技术在珠宝、鞋类、工业设计、建筑、工程和施工(AEC)、汽车,航空航天、牙科和医疗产业、教育、地理信息系统、土木工程、枪支以及其他领域都有所应用。
在陶瓷领域,3D打印近些年也发展起来,成为一个新型的领域而备受关注。
从原料上来说,陶瓷3d打印的原料跟普通瓷器原料区别不大,就是加了一点无机材料在里面,来达到它的硬度韧性。
从操作上来说,只要能做出3D模型,这个作品基本上就已经完成了。
3D打印机器控制的都是基本参数,功能一目了然。
下面逐一认识3D打印的流程及特征。
二、陶瓷3D打印流程陶瓷3D打印的过程大致分为以下几步:(1)第一步是建模,这是整个过程最主要的环节。
建模是通过专业的设计软件如玛雅、3DMAX等,设计出产品的立体结构形态;(2)有了模型之后,就是陶瓷切片。
所谓的切片,就是将3D模型转化为3D打印机本身可以识别和执行的代码,如G代码、M代码;(3)第三步,将切片完成的文件通过优盘导入机器中,机器就会自动识别文件,通过按钮你可以控制机器的启动、关闭、打印速度和打印精度;(4)打印过程中,成型的素坯可能会有一点瑕疵,这就需要人工进行修饰完善;(5)坯体完成后,放进干燥炉烘干水分,一般干燥炉干燥的时间为30分钟;(6)干燥完成的坯就可以自行选择上釉或不上釉,最后放在微波烧成炉里烧制成瓷。
浅析陶瓷材质适宜的造型结构及成型工艺

般分为旋压和 滚压 两种。 旋压成型 的特 点在 于旋 压属于局部 “
连续性 的加 工, 间的变形 区小, 瞬 总的变形 力小。一些形状复 杂 的零部件 或高难度难变形的材料 , 统工 艺很难甚 至无法加工 , 传 用旋 压的办 法就可 以加 工 出来 。由于成 型的方式局 限 , 可旋压 加 工的形状 只能是旋 转体 , 主要有桶 状 、 圆锥形 、 曲母 线状和 组 合 型等。0目前我国 日用陶瓷产 区生产 的碗 、 、 、 类产 品大 ” 盘 杯 碟
饰 中的色彩亦是如此。
1 黑 色 .
制 , 一定程度上 给陶瓷成型带来很 大的局限 在
性 。 因此 陶瓷 设 计 者 一 般 都 须精 通 成 型 工 艺 , 了解 适 宜 陶瓷 材 质 成 型 的各 种 造 型 结 构 , 熟 并 壬
黑色一般是世界 上丧服 的颜色 , 与服饰 同步发展 的首饰也是
思想情感。此外 , 象征性形象 的应用可 以增加首饰 的戏剧性和情 节性效果 。对于观 者 , 象征 性形象可 阐释性和 互动成分 越 多, 就
解 的艺术。
参考文献:
越 能拉近首饰 与观者 之间 的距 离, 首饰 艺术成为 能为大众所理 沉 、 使 开裂 等 问题。这是 由于 陶瓷在烧 制的过程 中, 当坯体达 到一
传 至今 的梅瓶 、 玉壶春 等。 因此 , 很多 陶瓷器皿 都采用 同心 圆的
造 型。 同心 圆的造 型有两大优势 : 一是 可以有效利用机械 生产 ,
[]德) 3( 爱娃 ・ 海勒. 色彩的性格. 吴彤, 中央编译出版社 ,08 译. 20. [] 4杭海. 匣遗珍. 妆 生活 ・ 读书・ 新知三联书店,0 5 20.
[ ] ia A t ac , a l e r zN w ie t o s n e e lr .lc 5J v n sf lk P u D r e .e D r c i n i J w l y B a k e
基于3DSMAX的陶瓷茶具产品仿真模型技术探讨

品设 计 相 结 合 的 理论 研 究 。从 建 模 、 材质 、 灯光 、 贴 图 到 后 期 制 作 等 几 个 方 面 ,详 细 阐述 在 3 d s ma x 软 件 中如 何
根 据 陶瓷 茶 具 造 型 及 特 点 , 制 作 出仿 真 的产 品设 计 。
关键词 : 陶 瓷茶 具 ; 3 d s m a x ; z b r u s h软 件 ; v r a y渲染 器
1 引 言
具造型 中的应用 分析 ” 文 章 中有详 细的论述 . 包括 基础建 模技术 、 高级建 模技术 和一些常用 的建模辅 助命令 , 因此
如 陶瓷表面 的浮雕 、 随 着 计 算 机 技 术 的 日益 进 步 . 各 类 三 维 建 模 及 渲 染 软 不 再 赘 述 。然 而 在 处 理 复 杂 的 造 型 . 用 3 d s m a x很 难达 到 高精 度模 拟效 果 . 此时 可与 件应用 于游戏 开发 、 影视制作 、 视觉效 果设 计等领 域 。除 圆雕 时 .
( 本论 文 来 源 于 学 院青 年 科 学基 金 项 目 )
作 者 俺介 : 邓石兰( 1 9 8 4 0 5 1 2 ) , 女, 广 东潮 州人 ,ቤተ መጻሕፍቲ ባይዱ硕 士, 毕 业 于 景 德 镇 陶 瓷 学院, 现 就 职 于韩 山 师 范 学 院 , 讲 师, 研 究方 向 : 陶瓷 艺 术 设 计 。
材质, Vr a y的材 质 是 对 真 实 世 界 材 质 的模 拟 . 可 针 对 不 同
单独纹样 变成 无缝 的二 方连续形式 。凹凸贴 图是对物 体
表 面 的 凹 凸进 行 模 拟 ,通 常 可 用 于 表 现 陶 瓷 表 面 浅 浮 雕
纹 理
陶瓷3D打印技术综述

第46卷第1期 人工晶体学报Vol.46 No.l 2017 年 1 月________________________JOURNAL OF SYNTHETIC CRYSTALS______________________January,2017陶瓷3D打印技术综述杨孟孟1,罗旭东1>2,谢志鹏2(1.辽宁科技大学高温材料与镁资源工程学院,鞍山114051 ;2.清华大学材料学院新型陶瓷与精细工艺国家重点实验室,北京100084)摘要:本文介绍了陶瓷3D打印技术目前的发展状况、主要的成型技术和重要的应用领域,重点介绍3D打印技术在 陶瓷方向的应用。
回顾了可适用于直接三维打印和立体光固化法打印的氧化物(Al203、Zr02)和非氧化物(Si3N4、S iC)陶瓷浆料的最新研究成果及成型技术对制品性能的影响,并展望了陶瓷3D打印技术未来的发展方向。
关键词:3D打印;陶瓷;浆料;成型技术中图分类号:TQ174 文献标识码:A 文章编号:1000-985X(2017)01-0183-04Review of 3D Printing Technology of CeramicYANG Meng-meng1,LUO Xu-dong1,2,X IE Zhi-peng2(1. School of High Temperature Materials and Magnesium Resource Engineering, Liaoning University of Science and Technology,Anshan 114051, China;2. Key Laboratory of New Ceramics and Fine Processing, School of Materials Science and Engineering,Tsinghua University, Beijing 100084, China)A b s t r a c t:The preparation m ethod, developm ent status and application filed of ceram ic 3D printing wereintroduction,and latest progress of ceram ic suspen sion of oxide ( A l2 03,Z r02 ) and non-oxide ( S i3N4 , S iC) of direct 3D printing and stereolithography were review ed. The effect of shaping method on the property of ceram ic w as dem on strated, and the developm ent of 3D printing w as prospected.Key words : 3 D printing ;ceram ic ;slurry ;sh aping technology1引言3D打印技术,又称“增材制造技术”,是与传统的加工方法完全不同,基于三维模型技术,通过层层累积 加工最终得到制品的技术。
3D打印技术在陶瓷文化传承中的实际应用探讨

原雪娜(西安培华学院,西安710125)各种数字化、信息化的生产制造技术开始在陶瓷行业彰显优势,其中,3D打印技术便是走在发展前沿的技术之一,为陶瓷文化传承提供了新的思路。
为了探究3D打印技术在陶瓷文化传承中的实际应用,此次以3D打印技术为切入点,陶瓷为研究对象,先深入分析了3D打印技术的概念内涵,而后重点分析该技术在陶瓷文化传承中的应用体现。
通过研究得出结论:3D打印技术的具体应用可体现在对陶瓷作品的设计开发、陶瓷的修复补缺、异型陶瓷制作等等,通过积极推广3D打印技术在陶瓷领域的应用,能为我国陶瓷文化的传承奠定基础。
打印技术;陶瓷;文化传承;应用当前运用3D打印技术的陶瓷早已在部分欧美国家中广泛运用,且建立起相对完善的全产业链实体模型。
3D打印技术是基于三维建模技术、逆向工程、数据制造等新兴领域的现代化技术和工艺,随着该技术水平的不断提升,也开始被运用到陶瓷领域中。
3D打印陶瓷商品不仅数量越来越多,且销售市场更广泛。
我国自古以来便是陶瓷大国,在经济文化发展的同时陶瓷文化也不断进步,展现出了人们的文化追求。
中国陶瓷文化需要传承和发扬,让更多的人认识到陶瓷文化的丰富多彩。
此次便从3D打印技术的角度来剖析,有现实意义和创新性。
陶瓷工艺品在建模设计的过程中,人们倾向于用最少的点、线、面排列组合方式来建构成最完美的三维造型。
该设计理念被称为低模“拓扑”,有利于实现降低成本等作用。
在陶瓷的设计开发中运用3D打印技术时结合该结构,能突破传统手工制造出的造型局限性,同时联合数字化技术设计出更为复杂、更为精美的陶瓷工艺品外在造型。
随后,结合3D打印技术来进行细致化的打印,能让陶瓷工艺品更显出抽象风格和时代气息,让更多消费者获得独特的审美体验。
在此过程中运用3D打印技术,最大的优势是解决了以往陶瓷工艺品设计开发的个性化、创新不足问题,有效促进地陶瓷行业现代化发展与陶瓷文化的传承。
运用3D打印技术后陶瓷表面肌理与线条会具有特殊美感,予以消费者视觉冲击同时还实现了陶瓷多样化创新。
陶瓷造型设计构成的三要素

陶瓷造型设计构成的三要素
一、材料
陶瓷造型设计的第一个要素是材料。
陶瓷材料是指通过高温烧制而成的一种无机非金属材料,主要由粘土、石英、长石和石英砂等组成。
根据不同的成分和烧制工艺,陶瓷材料可以分为瓷器、瓷砖、陶器等多种类型。
不同类型的陶瓷材料具有不同的特性和用途,因此在陶瓷造型设计中需要根据设计目的选择合适的材料。
二、造型
陶瓷造型设计的第二个要素是造型。
造型是指陶瓷作品的外形和形状,包括整体形态、曲线和比例等方面。
在陶瓷造型设计中,造型的选择和设计是非常重要的,它直接影响作品的美感和功能性。
不同的陶瓷作品有不同的造型要求,比如花瓶需要有稳定的底座和合适的口径,而茶具则需要注重手感和使用便利性。
因此,在陶瓷造型设计中,需要根据作品的用途和风格选择合适的造型。
三、装饰
陶瓷造型设计的第三个要素是装饰。
装饰是指对陶瓷作品进行表面处理,以增加美感和艺术效果。
常见的陶瓷装饰技法包括彩绘、刻花、贴花、堆花等。
不同的装饰技法可以营造出不同的效果,比如彩绘可以增加作品的色彩鲜艳度,刻花可以增加作品的立体感。
在陶瓷造型设计中,装饰的选择和设计需要考虑材料的特性和作品的
整体风格,以达到最佳的装饰效果。
陶瓷造型设计的三要素是材料、造型和装饰。
这三个要素相互作用,共同构成了陶瓷作品的美感和艺术效果。
在陶瓷造型设计中,设计师需要综合考虑材料特性、造型要求和装饰效果,以创作出独具风格和个性的陶瓷作品。
基于 SolidWorks 的陶瓷模具参数化设计

基于 SolidWorks 的陶瓷模具参数化设计王宣;代晓波;董玉德【摘要】In order to deepen CAD application and improve the efficiency of the ceramic wall and floor tiles mould design in China ,the ceramic wall and floor tiles mould parametric design of SolidWorks on the VC+ +6.0 development environment is studied .Based on the analysis of key techniques such as Solid-Works API ,ATL ,three dimensional moulding and data base ,taking the developed parametric design system forexample ,the process of its actualization on components is illustrated in detail ,and main pro-gram codes are listed .The realization of the rapid semblable parts design can be a reference to the devel-opment of parametric design system of ceramic mould and related industries .%为了深化CAD应用,提高我国陶瓷墙地砖模具系列化、快速化设计效率,研究在VC ++6.0二次开发环境下基于SolidWorks的陶瓷墙地砖模具参数化设计方法.在分析SolidWorks应用程序开发接口、ATL技术、参数化建模技术、数据库建立与访问关键技术的基础上,以开发出的陶瓷墙地砖模具参数化设计系统为例,详细说明实现模具零件参数化设计的过程,并给出主要程序代码.实现了相似零件的快速设计,为陶瓷模具及其它行业企业的参数化设计系统二次开发提供了参考.【期刊名称】《西安工程大学学报》【年(卷),期】2014(000)003【总页数】5页(P293-297)【关键词】参数化设计;SolidWorks;陶瓷墙地砖模具;二次开发;VC+ +6.0【作者】王宣;代晓波;董玉德【作者单位】合肥工业大学数字化设计与研究中心,安徽合肥230000; 阜阳职业技术学院工程科技学院,安徽阜阳236031;合肥工业大学数字化设计与研究中心,安徽合肥230000;合肥工业大学数字化设计与研究中心,安徽合肥230000【正文语种】中文【中图分类】TP391.72我国的陶瓷墙地砖模具制造业已经发展成为规模型产业[1],但项目调研发现,模具的设计普遍沿用二维CAD软件,不能充分满足当前模具设计系列化、快速化的市场需求.基于三维CAD软件的模具参数化设计系统,将会减少设计人员的重复性工作,提高设计效率,是模具行业提高设计手段的发展趋势.SolidWorks作为目前主流三维CAD软件之一,不仅具有功能强大、易学易用和技术创新的特色,而且SolidWorks还提供了开发性和兼容性良好的应用程序开发接口(SolidWorks API),凡是支持OLE和COM的编程语言如Visual C++、Visual Basic、Delphi等均可用于SolidWorks的二次开发[2].VC++6.0是当今流行的软件开发工具之一,是程序员的首选编程利器[3].使用VC++6.0对SolidWorks进行二次开发,能够充分利用SolidWorks API,而且开发出的DLL应用程序作为插件直接嵌入到SolidWorks内部,加载成功后专用系统菜单直接出现在SolidWorks主菜单上,如SolidWorks原有菜单一样操作方便,极大地提高了设计效率,但使用VC++进行二次开发对开发人员的要求较高.目前,对金属和塑料模具二次开发的研究已有不少先例,如姚敏敏等人利用Visual Basic开发了基于SolidWorks的精冲模设计系统[4];李凯岭等人在Visual Basic环境下开发了一个基于SolidWorks的智能注塑模具CAD系统[5]等,而采用VC++二次开发陶瓷模具专用系统的研究却较少.因此,根据模具市场需求,本文研究用VC ++6.0基于SolidWorks二次开发的陶瓷墙地砖模具参数化设计系统,具有重要的现实意义.1 参数化设计的方法在SolidWorks中,由二次开发实现的零件参数化设计方法主要是尺寸驱动法和程序驱动法[6].尺寸驱动法需要先建立零件模板再通过程序生成新零件,而程序驱动法不需要建立零件模板就可以通过程序驱动生成新零件.尺寸驱动法程序代码简洁高效,是目前参数化设计较常用的方法,选用此方法作为陶瓷墙地砖模具的参数化设计,其设计流程如图1所示.实现这种参数化设计的关键技术是SolidWorks API、ATL技术、参数化建模技术、数据库建立与访问技术.1.1 SolidWorks APISolidWorks通过OLE(Object Linking and Embedding,对象链接与嵌套)技术为用户提供了强大的应用程序开发接口API.在SolidWorks API内封装了大量的采用COM(Component Object Model,组件对象模型)技术构造的接口对象,每个接口对象都是由接口、属性、方法与事件组成[3].在进行SolidWorks二次开发时,需要先得到SolidWorks API对象的接口,然后才能使用对象的方法和属性.这些对象呈树状层次结构分布,位于顶端的SolidWorks对象是所有其它接口对象的父类,如果想要访问某一对象,必须先从SolidWorks对象对其子对象进行遍历,直到找到该对象[3].接口对象的方法或属性就是API函数,这些API函数可被Visual C++、Visual Basic、Delphi等编程工具调用,使得开发出的程序具有直接访问SolidWorks的能力.用户通过对这些对象属性的设置和方法的调用,就可以在自己开发的程序中对SolidWorks进行各种操作,完成零件草图的绘制和修改,零件各种特征的建立和修改,零件的特征信息、装配信息及工程图纸信息的提取等.图1 零件参数化设计流程图1.2 ATL技术微软公司推出的COM开发工具ATL实质上是一套C++模板库,它采用特定的基本实现技术(包括COM技术、C++模板类技术及C++多重继承技术等).由于其摆脱了大量冗余代码,开发出来的COM应用程序代码简洁高效,因而迅速成为开发COM组件的得力工具.从SolidWorks2006版本开始,在该软件提供的二次开发向导中,Visual C++6.0平台上的向导就是基于ATL技术构造的[7].使用ATL开发一个COM组件一般有以下几个步骤[8]:(1)创建一个新的ATL工程.(2)向工程添加新的ATL对象.(3)根据COM应用要求向新的ATL对象添加接口.(4)完成代码编写,编译链接工程,注册COM组件.1.3 参数化建模技术参数化建模是以约束来表达产品模型的形状特征,通过定义一组参数控制设计结果,实现通过调整参数修改设计模型的目的,从而设计一簇在形状或功能上具有相似性特征的零件设计方案.目前,参数化建模可分为基于尺寸驱动的参数化建模,基于约束驱动的参数化建模,基于特征的参数化建模3种方法[9].基于尺寸驱动的参数化建模,是指通过修改模型的几何尺寸,达到改变模型形状的目的,它是目前最基本的、应用最为广泛的建模方法,本文模具零件模板就是采用这种三维建模方法的.零件模板参数化建模时,应注意:(1)合理设计建模思路,使实体模型生成的驱动尺寸为参数尺寸.(2)满足草图全约束,保证尺寸驱动模型重建的可靠性.(3)对于与参数尺寸有数学关系的其它模型尺寸,利用So1idWorks的方程式功能,建立以参数尺寸为自变量的关系式使之关联.1.4 数据库建立与访问技术为了方便快捷地通过参数化设计生成相似零件,需要将参数数据存储在数据库中,目前可供选择的数据库很多.其中Access简单易用,接口灵活,完全满足零件参数化设计对数据管理的要求,因此常选用Access作为管理数据的工具,本文采用Access建立尺寸参数数据库.对数据库的访问就是通过建立与数据源的数据通道,利用此通道实现人机交互,完成对数据库的查询、修改等操作.VC++提供了多种数据库访问技术,如ODBC、DAO、OLE DB、ADO等.考虑ADO功能强大,编程简洁高效,本实例使用ADO 访问数据库.ADO包含了3个独立对象和4个非独立对象,其中独立对象Connection(连接对象)代表与数据源的连接,是ADO对象模型的基础;独立对象Recordset(记录集对象)用于建立记录集,并负责处理记录集中的数据,是ADO对象模型的核心;独立对象Command(命令对象)主要用于查询数据库,并返回记录集对象中的记录[10].2 参数化设计的实现陶瓷墙地砖模具是一种生产一定形状和尺寸要求的陶瓷墙地砖坯的模具[11].陶瓷墙地砖坯品种变化多样,为了满足不同生产厂家的需求,模具企业需要不断改变设计,快速生产出不同系列不同规格的模具.图2所示为本项目开发的YP系列模具参数化设计系统主界面,从左侧树形图中可知,底板是模具的基础零件,尽管模具系列相同,但底板尺寸规格多达近十种.底板零件的参数化设计,可明显提高设计效率.下面就以底板为例,详细说明零件参数化设计实现过程.2.1 建立零件模板的三维模型在So1idWorks中建立零件模板的三维模型时,最好重命名模型驱动尺寸使之与参数尺寸名称一致,便于程序识别.本文以“底板.SLDPRT"保存在“D:\模具参数化设计\模板模型\”为底板模型,以备调用.2.2 建立零件尺寸参数数据表在Access中创建“YP4000-800-800-1W.mdb”数据库,在库中建立底板尺寸参数数据表等关联表,如图3所示,保存路径为“D:\模具参数化设计\数据库\YP系列\YP4000-800-800-1W.mdb”.2.3 二次开发编程(1)创建新的ATL工程并添加ATL对象在Visual C++6.0环境中,使用ATL COM AppWizard对象向导建立DLL工程,自定义名称为mold,然后在工程中添加新的ATL对象mpd,向导自动生成接口Impd,该接口是所开发的模具参数化设计系统插件与SolidWorks的通信接口,接下来通过添加代码实现本插件所要具备的功能.(2)添加菜单和菜单项在工程资源的String Table(字串表)中定制菜单资源,在IDS-MOLD-message-ITEM栏中添加显示内容:YP系列模具@模具参数化设计,其中“模具参数化设计”是添加到So1idWorks界面的菜单名称,“YP系列模具”是该下拉菜单的菜单项,在IDS-MOLD-message-METHOD栏中添加显示方法,效果如图2所示.图2 模具参数化设计系统主界面图图3 数据库部分关联表展示图(3)创建用户操作界面首先用对话框资源编辑器创建底板对话框模板资源.然后利用类向导Class Wizard添加对话框类dbandlg,并向对话框类添加消息处理函数、成员变量等,向导自动生成该对话框类的dbandlg.h和dbandlg.cpp文件.最后声明对话框类的对象以便激活对话框,添加的主要代码如下:(4)访问数据库将已建立的底板尺寸参数数据表载入底板操作界面的列表框中,主要实现步骤是:①在工程的StdAfx.h文件里引入ADO库文件,添加代码如下:#import"C:\Program Files\Common Files\SYSTEM\ADO\msado15.dll"no-namespace rename("EOF","adoEOF")rename ("Parameter","adoParameter")msado15.dll动态链接库中定义了ADO接口对象.②连接数据库获取数据表.一般使用函数open或使用UDL文件连接数据库.采用UDL文件的方便之处是,当数据源改变后,只需双击相应的UDI文件打开属性对话框重置数据源即可,不用更改软件编制的程序.实例选用了此方法,建立了TCCSH.udl文件.在dbandlg.h和dbandlg.cpp文件中添加的主要代码是:(5)参数尺寸驱动模板模型改变,生成新零件①将底板操作界面列表框内的一行数据,赋值给对话框中的编辑框,获得驱动尺寸参数,如图4所示.图4 底板操作界面图主要代码:2.4 编译链接,生成.dll文件,加载插件在SolidWorks中,通过点击菜单“工具/插件”,打开插件对话框,选择mold 插件完成加载;也可点击菜单“文件/打开”,选择文件类型Add-Ins,打开mold.dll文件实现加载.图5 底板三维模型图2.5 运行实例打开SolidWorks菜单栏里“模具参数化设计”下拉菜单,选择“YP系列模具”选项,打开系统主界面,双击主界面树形图中“底板”选项,弹出“底板”操作界面,双击列表框中“图号”是“YP4881DB-2”的一行数据,编辑框内出现相应尺寸参数,也可手动输入尺寸参数,然后单击“三维模型”按钮,生成新的底板三维模型,如图5所示.3 结束语以SolidWorks为平台,运用VC++6.0二次开发工具,开发陶瓷墙地砖模具参数化设计系统,实现相似零件的快速设计,有利于满足模具产品系列化、快速化的设计需求.同时零件的参数化设计方法,对其他品种规格多样的零件实现企业标准化设计具有一定的参考价值,达到减少零件种类、缩短设计周期、减少工艺装备、降低生产成本、提高企业经济效益的目的.【相关文献】[1]姚德良,吕晖.陶瓷墙地砖模具制造业现状、问题及建议[J].陶瓷,1996(4):3-5. [2]董玉德,赵韩.CAD二次开发理论与技术[M].合肥:合肥工业大学出版社,2009:7-11. [3]王文波,涂海宁,熊君星.SolidWorks2008二次开发基础与实例(VC++)[M].北京:清华大学出版社,2009:4-12.[4]姚敏敏,陈昊哲,许树勤.基于SolidWorks二次开发的精冲模设计系统[J].液压装备与制造技术,2009(1):93-95.[5]李凯岭,孙乃坤,朱连富,等.基于SolidWorks的注塑模具CAD系统[J].山东大学学报,2004,34(2):22-26.[6]王东,蒲小琼.基于SolidWorks的机械零件参数化设计[J].机械制造与研究,2004,33(5):15-17.[7]陈岳坪,高健.基于 ATL技术的SolidWorks二次开发新方法[J].模具工业,2009,35(6):5-7.[8]王影.VC++中访问COM 组件的五种方法[J].计算机时代,2005(12):69-71. [9]陈璐.基于SolidWorks的参数化建模[J].CAD/CAM 与制造业信息化,2007(2-3):72-73.[10]李明星.起重机运行机构三维参数化系统的设计与研究[D].太原:太原科技大学,2012:21-25.[11]向卫兵,王刚.陶瓷墙地砖模具类型与分析[J].佛山陶瓷,2008(3):29-32.。
陶瓷产品创新设计研究论文[5篇范文]
![陶瓷产品创新设计研究论文[5篇范文]](https://img.taocdn.com/s3/m/e31ba140f4335a8102d276a20029bd64783e620b.png)
陶瓷产品创新设计研究论文[5篇范文]第一篇:陶瓷产品创新设计研究论文0引言中国传统设计美学的实践与理论根植于东方土壤,传统思想中对生命的存在价值与意义均有着智慧的思索,包涵着对人、生活、世界生生不息的生命情感、存在意义以及人生境界的追寻与认同。
禅学作为中国传统文化中的重要精神内核,纵观禅宗在与传统的儒、道思想融合的发展过程中体现了巨大的适应性与生命力。
陶瓷产品作为典型的固态化文化形态载体,其设计审美的本质是借助设计载体对自我内在的世界观与价值观等精神活动进行表达。
从文化与禅意美学的思维高度去审视陶瓷产品设计,对传统造物文化进行回溯,探寻器物的深层次精神体验与时代文化发展的内在逻辑,将设计理性与感性融汇,使文化在扬弃中重塑与传承,建构文化的现代性价值与大众审美认知。
这种创新设计思路可以调整设计师功利的价值取向,超越机械僵化的思维形式,探索更为本真的思维形态,消解现代大生产技术背景下与传统文化间的排斥,强化人与器物的情感交流与记忆联结,指导当代陶瓷产品设计实践层面重建文化抱负与文化自信,一定程度上提升文化竞争软实力。
1禅意美学下的陶瓷产品的诗性特征中国美学一直以来关注诗学标准与心灵体验,通过诗意情感延伸主体的客观形态,以心通物是重要的造物智慧。
陶瓷产品设计的诗性指设计的象外之象、言外之旨,设计本身创建宁静、感动、想象等模糊的精神层面的原型能量与深远的如诗般的感知体验。
与诗的特性相通,陶瓷产品设计也在禅意美学引导下形成高度概括与凝练的设计语汇,传递出或洗练、飘逸、含蓄的情感性与或宁静、静谧、悠远的生命性,使设计彰显本真涵义与终极价值,使产品“忘其形而存其意”,激活“无用之用”的深层文化价值。
“禅是诗,是哲学,是道德,只要有生命活动的地方,就有禅”。
禅体现为一种生活的艺术与生活的方式,禅意美学可以为陶瓷产品设计注入鲜活血液,使其由形态审美向生命功能的审美进行偏移,使陶瓷产品设计最终达到“求真、臻善、趋美”。
日用陶瓷的造型设计

一、日用陶瓷造型设计过程
根据人们生活使用要求和社会需求
制作图纸
设计和构思
制作产品
投放市场
再生产
改进设)
A、与实用性相结合(合理性) 式样实用性、容量实用性、瓷胎实用性
B、必须符合生产制作的要求(科学性) C、尽量注意使其达到美的规律要求(审美性)
体积大小合理 线条节奏变化 实体与空间配合适当 注意装饰部位 D、要有创造性(独创性)
日用陶瓷的造型设计
• 陶瓷设计范围
现代日用陶瓷设计是以某一功能效用为基础、把社会的、 科学技术的、生产工艺的、艺术的、心理的、生理的、经 济的因素综合起来,满足人们物质、精神需要的设计。
日用陶瓷造型设计是文字、绘画、雕塑等紧密结合的产 物,是运用各种艺术手段进行生产的过程。
日用陶瓷造型设计除了一部分是手工艺品外,绝大多数 是工业美术范畴。工业美术品是技术材料、产品设计、工 艺加工紧密结合的产物。所以设计是第一步,也是重要的 一个环节。
在产品造型设计中主要指视觉形态,可以是纸面的表 达,计算机三维模型,也可以是立体或实体材料制成 的。
形态作为传达产品信息的要素,是产品内在构 成元素、工作原理等的表象因素。并与结构、 材质、色彩、空间、功能等密切联系。
三、方向与空间
方向指形体形状的方向,即水平与垂直、陡与 缓、同向与反向等等。空间是指前与后,上与 下,左与右、虚与实等。由于人们会进行各种 联想,对上述情况常常有明显不同的感受,空 间和方向对产品造型设计的艺术表现有重要的 作用。
现代日用陶瓷设计是以某一功能效用为基础、把社会的、科学技术的、生产工艺的、艺术的、心理的、生理的、经济的因素综合起来 ,满足人们物质、精神需要的设计。
其首要任务是通过色彩显示产品功能。平面多视图与立体效果图表达的烟灰缸
3D打印技术在陶瓷产品设计中的应用

天工|2021年第5期一、陶瓷3D 打印技术陶瓷3D 打印技术是于20世纪90年代初由国外先发展起来,随后渐渐引入国内的一项新技术,但其基本思路与之前大家所熟知的3D 打印技术基本相同,均是通过三维软件将需要打印的陶瓷模型先建立出来,然后将复杂的三维立体模型利用创想三维切片软件进行切片分割处理,将其转换成可以打印的模型,最后再将转换好的三维模型对接陶瓷3D 打印机,输入打印指令,便可进行立体实物陶瓷模型的打印。
整个过程通过陶瓷粉末以及其他黏合剂通过专门的陶瓷3D 打印机层层堆叠加工而成,将其一次性制作出来,不需要太多手工制作工序,大大节省了制作成本,节约了制作时间,并且能够高精度还原之前所设计的陶瓷外观尺寸,避免了因为材料、工艺等因素对陶瓷立体成型的限制,将整个陶瓷产品制作过程进行了极大的简化,提高了生产效率。
二、3D 打印技术在陶瓷产品设计中的优势 (一)节约生产时间及成本传统陶瓷产品制作过程非常烦琐,就拿景德镇传统手工制瓷来说,一个陶瓷产品的制作往往需要经历七十二道工序,制作周期非常长,而且需要耗费大量的人力物力,中间有任何环节出了问题都会影响整个项目的进度。
同时在景德镇现有陶瓷市场上,复杂的陶瓷制品必须通过生产模种模具来进行制作,需要经过多次翻模才能制作成功。
据笔者在景德镇实地考察得知,目前市场上的陶瓷模种模具一般是开模师傅来进行制作,设计师将设计好的图纸交给制作模种模具的师傅,再由师傅进行手工制作,而在制作的过程中师傅需要对模种模具进行反复修改探索,这样不仅耗时费力,而且成本高,产品开发周期变长,难以满足消费者的需求。
而陶瓷3D 打印成型技术和传统的陶瓷成型技术不同的是,陶瓷3D 打印成型技术无须模具就可以高效快速地制作出形状非常复杂的陶瓷制品,大大节约了陶瓷产品的制作成本和时间。
(二)高度还原设计的外观尺寸传统手工制作的陶瓷由于制作方式的原因很难与设计稿完全一致,多少都会存在一定的误差,特别是一些需要通过模具制作的陶瓷,由于模具是模具师傅纯手工制作的,其外观肉眼看上去可能没很大的差别,但是烧制出来的陶瓷往往与设计者真实的设计意图还存在一定的差距。
浅谈陶瓷产品的三维建模
8
第4 o卷 第 6期 20 0 7年 l 2月
江
苏
陶
瓷
Ja g uCea c in s rmis
Vo. , . 140 No 6 De e e ,0 7 c mb r 0 2
浅 谈 陶瓷产 品 的 三 维建 模
张三 聪 。 蒋 汐
据导入 到 数控加 工设 备 中 , 直接加 工 出实 体模 型 。
N R S建模 也有 它 的不足 。 由于这 种建 模 方式 U B 的创建 往往 是从 线开始 的. 因而整个 创建 过程 不 够直 观 , 学者 不易 上 手 。另外 , U B 初 N R S造 型 总是 由曲线 和 曲面来 定义 的 , 以要 在 N R S表 面里 生成 一 条 所 U B
进 行装 饰 。 进行 陶瓷产 品的三 维建 模时 。 在 我们应 该
收稿 日期 :0 7-9 2 20- - 6 0
圈 1 碗 、 、 的车 削 建 模 盘 瓶
维普资讯
维普资讯
l 0
江苏陶瓷
Ja gu C rmis in s ea c
多 边形 建模 等 , 当然 , 这些建 模 方式 并 不都 适 用 于 陶 瓷 产 品建模 , 根据 陶瓷 产 品造型 的特点 , 文 列 出几 下 种在 陶瓷产 品建 模 中常用 的建模方 法进 行论 述 。
21 车 削 建 模 .
得 到产 品设 计效果 图 , 这个 过程 中, 维建 模是 一个 三
料 、金 属等产 品 ,陶瓷产 品在造 型上有 其 自身 的特
点。 陶瓷产 品由于制作 工艺 的 限制 。如 果采 用直 线 形 的话 , 易产生形 变 , 容 因而很 多产 品在设 计 时采 用
陶瓷的塑性研究

先进陶瓷是为了满足科学技术(特别是电子技术、计算机技术、空间技术、海洋工程技术)的迅速发展而发展起来的一种有特殊性能的材料。
这些采用优化配方和精细生产工艺制造的新陶瓷具有优良的机械、物理等性能,其中许多性能是金属材料无法比拟的。
在不同的国家和不同的专业领域,这类陶瓷有不同的名称,如美国称之为特种陶瓷、先进陶瓷;日本称之为精细陶瓷;我国则称之为工程陶瓷、高性能陶瓷。
依据使用性能可将这类陶瓷分为功能陶瓷、生物陶瓷、结构陶瓷等类型。
功能陶瓷是指那些具有电、磁、声、光、热、力及部分化学功能(这些功能可以是直接效应,也可以是耦合效应)的陶瓷[1]。
生物陶瓷是指用于生物医学和生物化学工程领域的各种陶瓷。
结构陶瓷是指具有力学、机械性能和部分热学、化学功能,用于制造机械工程零部件的工程陶瓷。
吉林大学超塑性与塑性研究所在其以往关于超塑性变形以及成形规律研究的基础上以及国家自然科学基金的资助下,正在开展硬脆性材料超塑性的研究。
为此,在完善实验手段的同时,汇集、分析了结构陶瓷超塑性研究方面的文献资料并写出本文,旨在与该领域的专家切磋、交流。
国内的同行专家张凯峰嘲、胡士廉嘲、叶建东Ⅲ、韩秉强嘲、王零森‘63和谢征芳[71等的综述性文章对本文作者很有启发。
结构陶瓷在先进陶瓷中占有最大比例和重要位置。
这类陶瓷具有耐高温、耐腐蚀、耐磨损、耐冲刷等一系列优异性能,可以承受金属材料和有机高分子材料难以承受的苛刻工作环境,常常成为许多新兴科学技术得以实现的关键因素。
由于结构陶瓷经常在高温下使用,因而也常被称为高温结构陶瓷,依据在工作温度下的使用情况将其大致分两类[8]:一类是在大热流和1500 ℃高温下短时间(几秒到几十分钟)使用,如用于洲际导弹的端头、回收人造卫星的前缘、火箭尾喷管喉衬和航天飞行器外蒙皮等;另一类是在中等热流和1200℃以上1500℃以下的高温下长时间(几百到数千小时)使用。
主要用于能源工程,作为各种新型热机(燃气轮机、绝热柴油机)中的耐热、耐磨部件,如燃烧室、活塞顶、涡轮转子、汽缸套等;也被广泛用于汽车、机械、石油化工、纺织等工业领域的耐热、耐磨损、耐腐蚀部件,如各种泵用的密封材料、轴承及轴套等。
人工智能时代陶瓷雕塑的成型和装饰研究

45薛正阳 唐 珂(景德镇陶瓷大学)随着技术的不断发展,AI 逐渐成为时代和谐的原动力。
人工智能时代的陶瓷雕刻大致可以分为两种,一种是激光雕刻技术,另一种是机刻技术在陶瓷坯体上。
与传统手工陶器不同的是,3D 打印的陶瓷形式更为自由、复杂。
通过结合3D 建模技术,无论造型多么复杂,都可以交给3D 打印机来实现,传统工艺是做不出来的,因为涉及一个模具的开模。
由于角度不同,传统意义上没有办法把这些模具开得很细,但是陶瓷3D 打印完全可以解决这个问题。
打印后的表面会留下细小的层纹,经过简单的修整,再进行烘干、上釉烧制,一件精美的陶瓷便制作完成。
3D 打印开始在工业设计、数码产品开模等领域得到广泛应用。
相对于传统工业3D 打印技术,很短时间内就可以完成一件作品,大大提高了效率,降低了时间成本和原料成本。
3D 打印机对于原材料的选择是多种多样的,首先3D 模型是通过原材料打印出来的,然后再使用3D 设计软件。
当设计师设计出原型或模型后,不管是设计的陶瓷生活用品还是精细部件,最终都要通过3D 打印机打印出来,这样一个3D 打印的作品就完成了!打印的原材料有有机材料和无机材料,如塑料、陶瓷、橡胶等。
日常生活中我们一般使用打印机只能打印计算机设计的平面文件,与普通打印机不同的是,3D 打印机能够打印出三维立体的物品。
它的成型方式和程序同普通打印机类似,不同的是打印原料的差异。
普通打印机需要的是水性墨、油性墨和纸张,原料组成比较简单,打印程序方便快捷,但只能完成平面化的需求;3D 打印的材料则比较丰富,常用的有塑料、陶瓷、金属、橡胶、石膏等黏合性材料。
处于工作状态时,通过计算机系列程序的控制,所需材料在电脑的指挥下被逐层打印出来,成为人们想象中的、设计需要的物体。
由于3D 打印塑造的是三维的空间效果,又被称为立体打印技术,它可以最大限度完成人工无法完成的一些特殊形体。
如航天领域的精密配件,航海领域的大型人工智能时代陶瓷雕塑的成型和装饰研究摘要:或金属粉末等材料,通过特定设备将其逐层打印出来,完成的作品致密、牢固,能够最大限度弥补传统成型方式的不足。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈陶瓷产品的三维建模摘要三维技术由于能够准确、真实的把平面的设计图纸以三维图像的方式展现,因而在产品设计领域得到了广泛的应用。
相对于其他的产品而言,陶瓷产品在造型上有自身的特点,因此对陶瓷产品的三维建模也有特殊的要求。
本文通过对三维软件中常用建模方式的介绍及特点分析,探讨了如何高效、高质地完成陶瓷产品的建模。
关键词陶瓷产品,三维建模1前言当今,计算机辅助设计软件越来越多地应用到陶瓷造型设计之中,三维技术由于能够准确、真实地展现产品的形态,因而在陶瓷造型设计领域得到了广泛的应用。
三维软件通过把二维的图纸转换为三维模型,然后赋予材质、布置场景,最终通过渲染得到产品设计效果图。
在这个过程中,三维建模是一个非常重要的环节。
我们常用的三维辅助设计软件有3DS MAX、Rhino、Alias等,这些软件提供了丰富的建模方式供用户使用。
相对于其他的产品而言,陶瓷产品在造型上有自身的特点,那么这些建模方法中常用于陶瓷产品建模的又有哪些呢?如何才能高效、高质地建模呢?2陶瓷产品的造型特点陶瓷产品分为日用瓷、陈设瓷、建筑陶瓷等多个种类,小至酒盅,大至浴缸,造型种类繁多,相对于塑料、金属等产品,陶瓷产品在造型上有其自身的特点。
由于制作工艺的限制,陶瓷产品采用直线形时容易产生形变,因而很多产品在设计时采用曲线造型来避免这个问题,从而使得这些陶瓷产品曲面变化丰富。
此外,陶瓷产品的耳、把、嘴、钮等组件一般是在泥坯时粘接上去的,由于后期施釉烧制,这个接缝会因为釉层的附着而变得圆滑,不会形成像金属器那样尖锐的转折,正是这种圆滑相接,使得陶瓷产品更像是一体成形的物品。
另外,很多陶瓷产品在表面采用浮雕的方式用线或花纹进行装饰。
在进行陶瓷产品的三维建模时,应该依据这些特点进行建模方法的选择。
3常用三维建模方法及特点现在应用在计算机辅助设计领域的三维软件种类很多,一些大型三维设计软件为用户提供了多种建模方式,如基本型建模、布尔运算、面片建模、多边形建模等。
当然,这些建模方式并不都适用于陶瓷产品建模。
根据陶瓷产品造型的特点,以下对几种在陶瓷产品建模中常用的建模方法进行论述。
3.1 车削建模车削一词来源于机械行业,是指通过旋转和切削来制造加工物件的一种方式。
三维软件中车削编辑是将一个二维曲线作为模型的截面形,然后沿着一个轴进行旋转以得到三维造型的建模方法。
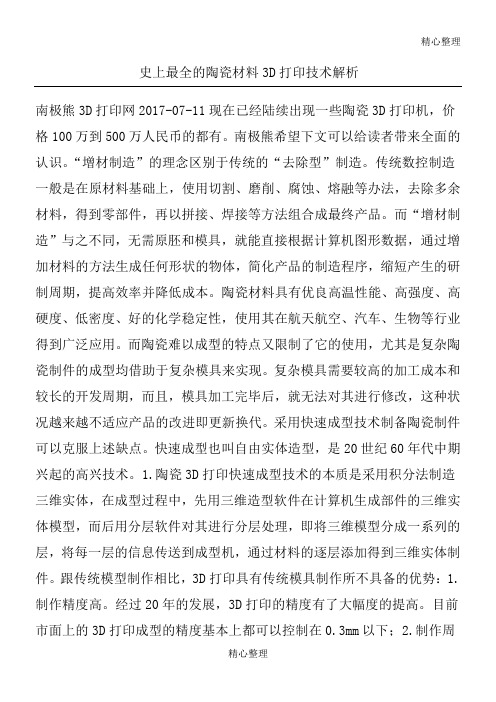
这种建模方式很适合创建中轴对称、横截面为同心正圆的产品,如日常生活中用的碗、盘、瓶等(图1)。
车削建模方式的优点是准确、快速且易于修改。
它往往从绘制产品的截面图形入手,在已定设计图纸的情况下,把设计图纸作为参考背景,在软件中沿着图纸进行绘制,可达到很高的制图精度。
在得到产品的截面图形、确定旋转的轴向后,应用车削命令就可以得到产品的模型。
如果对所创建的模型不满意,只需要在软件的编辑历史层级中修改截面形就可以改变正体的造型,非常方便。
当然,这种建模方式也有其自身的局限,由于像拉坯一样采用旋转成形的方式,所以无法创建横截面不是正圆和带有耳、系、嘴、把等组件的造型。
3.2 放样建模放样建模是采用物体的截面和路径来创建模型的一种方法。
像造船一样,在已知产品的截面形和路径的情况下就可以创建出模型,造船时一般先铺设船的龙骨,然后再沿龙骨铺设船肋,之后再进行其它的工序,船的龙骨就相当于路径,而垂直于龙骨的船肋就相当于物体的截面(见图2)。
同样,一个通过放样生成的对象至少有两个图形构成,其中一个图形用来当路径,另一个图形用来作为对象的在路径上的截面。
如果物体的形状比较复杂,则在一条路径上需要插入许多不同的截面图形,截面图形在路径上扫出模型,更进一步,多个不同的截面在放样同时进行放缩、旋转等变化,可以使模型更加复杂(见图3)。
相对于车削建模,放样建模可以完成造型稍复杂的陶瓷产品的创建,它也是用线来绘制截面形和路径的,在已有设计图纸的情况下,依照设计图纸绘制,可以很快完成模型的创建,而且可以达到较高的精确度。
但是,这种建模方式还是有所局限,像茶壶、茶杯等造型更加复杂的产品仍然无法采用这种方式创建。
3.3 多边形建模多边形是一组有序顶点和顶点之间的边构成的N边形,它可以是简单的形状,如多边形几何体;也可以是用不同的多边形工具或操作创建的复杂模型。
多边形建模就是通过编辑多边形的点、边、面等元素,改变基本型物体的形体,最终创造出需要的模型的一种建模方式。
多边形建模是三维软件中最常用的建模方式之一,它的创建往往由一个基础几何形体开始,通过编辑点、边、面,一步一步地把基本的几何形改造成需要的模型,其整个创建过程是一个由粗到细、由疏到密的具象过程,可以一边做,一边修改,就像现实生活中的雕塑一样,因而具有良好的操作感,初学者极易上手。
此外,在多边形的编辑过程中,可以通过网格细化功能,加入更多的点、边、面,增加可控点的数量,从而达到细致造型的目的,因而它的造型能力非常强大,能满足大多数陶瓷产品建模的需求。
三维建模中难度最高的莫过于生物建模了,多边形建模在这方面却是游刃有余,因而非常适合创建造型复杂、人或动物形态的陶瓷产品(图4)。
相对于其他的建模方式,采用多边形建模时的效率很高。
多边形建模方法虽然优势很大,但还是有一些不足。
一是多边形建模比较擅长表达光滑的曲面,对于创建边缘尖锐的曲面就显得有一些吃力,或是效果上不如人意;还有就是当创建的模型非常复杂时,物体上的调节点会非常多,这就要求有比较好的把握能力,合理的划分网格,否则制作的模型既不到位,又产生了许多多余的面。
另外,多边形建模要得到最终光滑的效果,需要添加一个光滑命令,这样模型就会产生收缩,形状会发生细微的变化,因而精确度不是很高。
3.4 NURBS曲面建模NURBS是Non-Uniform Rational B-Splines的缩写,即非统一有理B样条。
NURBS曲面建模是一种非常优秀的建模方式,一般高级三维软件当中都支持这种建模方式。
它能够比传统的网格建模方式更好地控制物体表面的曲线度,从而能够创建出更逼真、生动的造型。
正是因为这一特点,可以用它做出各种复杂的曲面造型和表现特殊的效果,如人的皮肤、面貌或流线型的跑车等。
陶瓷产品表面曲线丰富,而且没有尖锐的棱角,因而也非常适合用NURBS来建模(见图5)。
常用的三维软件,如3DS MAX、MAYA等都提供了一套NURBS建模系统,有的软件甚至是以NURBS建模为主,如Rhino等。
NURBS建模有众多的优点。
首先,NURBS建模往往从绘制曲线入手,模型的绘制非常精确,适合对精确度要求较高的陶瓷产品的模型创建;其次,NURBS建模通过修改控制顶点、权因子或者节点的值从而控制曲线或曲面的形状,其灵活控制为各种形状设计提供了充分的灵活性,使模型的创建与修改非常方便快捷;再者NURBS建模系统中的建模工具丰富,而且功能强大,具有一系列强有力的几何造型的配套技术(包括节点插入、细分、升阶等),能满足用户各种各样的建模任务,特别是NURBS建模有强大的倒角功能,非常适合表现陶瓷产品物体面与面之间衔接的圆滑过度。
此外,一些软件创建的NURBS模型还可以直接把数据导入到数控加工设备中,直接加工出实体模型。
NURBS建模也有它的不足。
由于这种建模方式的创建往往是从线开始的,因而整个创建过程不够直观,初学者不易上手。
另外,NURBS造型总是由曲线和曲面来定义的,所以要在NURBS表面里生成一条有尖锐棱角的边很困难,还有就是NURBS建模在创建人或动物造型的产品模型时速度较慢。
4如何更好地完成陶瓷产品的三维建模4.1 熟练掌握常用的建模方法上文介绍的建模方法是在陶瓷产品建模中常用的方法,其中多边形建模和NURBS建模功能强大,但是这两个建模系统命令繁多,学习起来较有难度,需要在实践中摸索经验。
通过大量的练习来熟悉和掌握各种工具的使用技巧,只有这样才能在面对复杂的模型时得心应手。
4.2 建模方法因型而异陶瓷产品的种类很多,造型变化很大,应针对不同的陶瓷产品,根据其造型的特点,选择不同的建模方式,不能简单地认为哪种建模方式功能强大,就对所有造型都采用这种建模方式。
例如创建一个普通的碗的模型,如果采用多变形建模的方式创建,虽然也能得到需要的模型,但是所耗费的时间也会骤增,得不偿失,而采用车削的方式却可以很容易做出来,既保证了效果,又提高了效率。
4.3 多种方法综合使用多边形建模和NURBS建模作为比较高级的建模方式,能够胜任陶瓷造型设计中大多数的建模任务。
但是简单地认为只要掌握好这两种方法就可以完全满足建模的想法是不对的,因为每种建模方式都有它的优点与不足。
在很多情况下,需要多种方法综合使用,解决建模中的难点。
如图6中模型上的标志部分是凸起浮雕效果的,如果采用建模的方式去实现,将会难度很大且效果不好,但是在贴图中加入一个凹凸贴图(Bump)就可以很轻松地解决这个问题。
同样,陶瓷产品表面采用浮雕手法用线或花纹进行的装饰也可以采用这种方式来表现。
4.4 注意细节的把握模型创建的好坏,除了能否展现产品的大致形态以外,还要看其对细节的把握。
陶瓷产品有其自身的特点,能否把陶瓷产品的自身特点表现出来,是一个模型成功与否的关键。
如图7中的模型把产品的形态表现了出来,但是视觉上总是有些不适,问题出在哪呢?问题正是出在对细节的把握上。
这个模型各个组件之间只是简单的穿插了在一起,而没有考虑陶瓷制品因为釉面附着而产生的圆滑连接的细节,因而视觉上产生了生硬的感觉。
5结束语随着计算机辅助陶瓷产品设计的发展和普及,无论是在国外还是国内,计算机辅助陶瓷产品设计己成为不可阻挡之势。
由于三维设计软件在辅助陶瓷产品设计中所具有的无可比拟的优势,其应用将更趋广泛。
参考文献1 李雨仓.日用陶瓷造型设计[M]. 轻工业出版社2 程罡.Rhino 3D产品建模实例[M].机械工业出版社3 李秀霞等.3DS MAX建模与渲染创作思路及案例实录[M].清华大学出版社。