接触弹簧片级进模设计
接触簧片级进模设计毕业论文

接触簧片级进模设计毕业论文目录第1章绪论 (1)1.1国外级进模发展的现状 (1)1.2研究目的和意义 (2)1.3研究容和方法 (2)第2章工艺分析、排样设计及方案比对确定 (4)2.1零件的工艺性分析 (4)2.2排样图设计 (5)2.3方案比较和确定 (5)2.4本章小结 (6)第3章冲压力及压力中心 (7)3.1冲压力计算 (7)3.2压力中心计算 (8)3.3本章小结 (9)第4章模具结构设计 (10)4.1凹模厚度 (10)4.2凸模固定板的厚度 (10)4.3垫板的采用和厚度 (11)4.4卸料零件的计算 (11)4.5推件力的计算 (11)4.6计算凹凸模工作部分尺寸 (12)4.7冲裁间隙 (14)4.8本章小结 (15)第5章模具零件设计及强度校核 (16)5.1模架 (16)5.2凸凹模 (16)5.3卸料零件的设计 (25)5.4导料板的设计 (27)5.5定位装置 (28)5.6连接与固定零件的设计 (30)5.7导向零件的设计与标准 (31)5.8标准架的选用 (31)5.9模具材料的选用 (32)5.10本章小结 (32)第6章模具制造工艺 (34)6.1级进模的装配精度要点 (34)6.2本章小结 (35)结论 (36)致谢 (37)参考文献 (38)第1章绪论模具是现代化的生产重要工艺装备,在国民经济的各个部门都越来越多地依模具来进行生产加工,越来越引起人们的重视,模具也趋向标准化。
随着模具的迅速发展,在现代工业生产中,模具已经成为生产各种工业产品不可缺少的重要工艺设备。
这次毕业设计是在学习完所有机械课程的基础上进行的,是对我综合能力的考核,是对我所学知识的综合运用,也是对我所学知识的回顾与检查。
本次设计是在指导老师认真、耐心的指导下,对模具的经济性、模具的寿命、生产周期、及生产成本指标下进行全面、仔细的分析下而进行设计的。
在此,我表示衷心的感谢他们对我的教诲。
接触簧片冲裁模设计
摘要本次设计是接触簧片冲裁模的设计,制件为接触簧片。
本文借鉴了冷冲压模具设计的全部过程。
文章主要过程是从产品的工艺分析到最后设计冲压模具,首先,通过对制件的特点的了解,进一步对制件进行工艺分析,确定该制件符合冷冲压加工的要求。
冲压工艺方案和结构确定为级进模具冲压,并对级进模进行设计。
除对制件进行排样分析和计算搭边值、冲压力、以及确定模具压力中心外还重点分析了制件的凸模、凹模及其凸凹模结构并进行设计、计算,定位零件的选取和结构分析,以及固定方式等技术难点,最终通过AutoCAD进行绘图,得到相关零件的零件图及级进模具的装配图。
关键词:冷冲压;接触簧片;级进模具设计AbstractThis design is punching blanking design of the compound die, product as a convex shaped gasket. In this paper, the whole process of cold stamping die design. The article is main process from product process analysis of the final design of the stamping die, first of all, based on the understanding of the parts, parts for process analysis, to determine the work pieces with cold stamping processing requirements. Stamping process scheme and structure determination for the Flip Style compound die punching, and the design of compound die. In addition to the parts layout analysis and calculation on the boundary, pressure, and to determine the pressure center of the mould is focus on the analysis of the parts of the punch, die and punch die structure and design, calculation, selection and structure analysis of positioning component, and the fixed mode to point, finally drawing by AutoCAD the assembly diagram, parts diagram and related parts of the composite mold.Key words: Cold stamping;convex shaped gasket;Compound die design目录第一章前言 (6)1.1我国模具行业的发展方向和前景 (7)1.2 冲压加工的特点 (7)1.3 冲压模具的种类 (8)1.4课题意义 (9)第二章冲压工艺性分析及冲压方案的确定 (10)2.1 冲压工艺性分析 (10)2.2 冲压工艺方案的确定 (11)第三章排样设计及计算 (11)3.1展开尺寸计算 (12)3.2排样方案 (12)3.3确定搭边值 (13)3.4确定条料宽度计算利用率 ............ 错误!未定义书签。
弹簧卡片多工位级进模-毕设

摘要 (1)第一章多工位级进模概述 (2)1.1多工位级进模的含义 (2)1.2多工位级进模的特点 (2)1.3对零件的基本要求 (3)1.4多工位级进模的现状 (3)第二章产品工艺性分析 (5)2.1产品工艺性分析 (5)2.2材料成型性能分析 (5)第三章毛坯的排样 (7)3.1多工位级进模排样设计原则 (7)3.2毛坯尺寸计算 (8)第四章冲压力的计算 (14)4.1冲裁力 (14)4.2弯曲力的计算 (14)4.3卸料力、推件力和顶件力 (15)4.4总的冲压力 (16)第五章模具刃口尺寸计算 (17)5.1弯曲工艺设计计算 (17)5.2冲裁工艺设计计算 (21)第六章模具结构零件设计 (27)6.1模架设计 (28)6.2模架的导向零件设计 (29)6.3支撑零件设计 (30)6.4弹性元件设计 (31)6.5紧固件设计 (31)6.6限位装置设计 (32)第七章模具工艺零件设计 (33)7.1工艺零件的设计原则 (33)7.2工作零件的结构设计 (33)7.3侧向冲压机构 (35)7.4多工位级进模的导料装置 (37)7.5定距与定位 (39)7.6多工位级进模的卸料装置 (39)第八章冲压设备的选择及其参数 (42)8.1冲压设备类型的选择 (42)8.2冲压设备规格的选择 (42)第九章模具的装配 (44)9.1模具的安装调试 (44)9.2模具的总装图 (44)第十章结语与致谢 (47)参考文献 (48)弹簧卡片多工位级进模的设计摘要:介绍了冲压生产弹簧卡片的多工位级进模的结构特点。
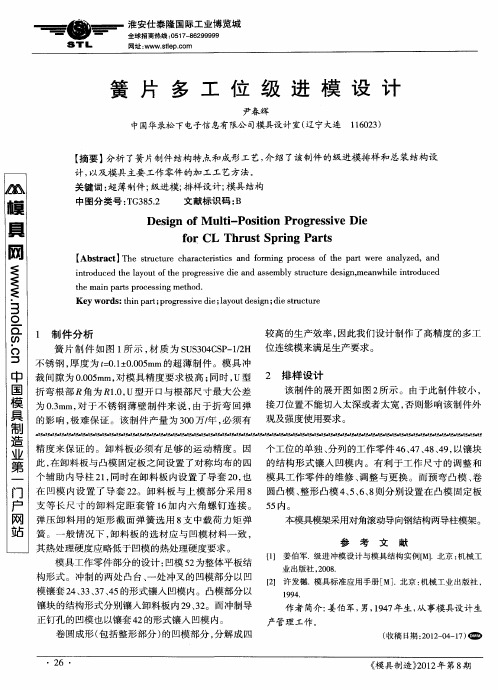
该模具自动送料,采用侧刃定位,可快速更换凸模和下模镶块;模具的重复装配精度高,寿命长;为了能自动送料,设置在下模的卸料板上不得不安装“燕尾”型弯曲凸模,既可弹性压料又可刚性卸料。
对同类零件的多工位级进模设计具有指导意义。
关键词:弹簧卡片,多工位级进模,自动送料,新型卸料板Design of Multi-Multi-working-working-working-positionposition Progressive Die for Spring CaliperAbstract :Structure character of the multi-working-position progressive die,designed to produce the spring caliper on a punch machine,has been introduced.The innovations lie on its feeding material automatically,positioning material by two pitch punches,replacing all punches and the lower-die pieces rapidly,and its high repeated assembling precision and long life.In order to accomplish the automatic material feeding,the coattail-like bending punch has to be fixed on its stripping board which is set on the lower die.This new type stripping board can implement pressing material elastically and stripping material from punches rigidly.It can provide some instructions for designing other similar multi-working-position progressive dies.Key W ords :spring caliper;multi-working-position progressive die;automatic material feeding;new stripping board.第一章多工位级进模概述1.1多工位级进模的含义冲模按其功能和模具结构,有单工序模、复合模和级进模之别。
簧片多工位级进模设计
此, 在卸料板 与凸模固定板之间设 置了对称均布的四 的 结 构 形 式 镶 人 凹模 内 。有 利 于工 作 尺 寸 的 调 整 和 个 辅 助 内导 柱 2 , 时在 卸 料 板 内设 置 了 导套 2 , 1同 0 也 模具工作零件的维修 、 调整与更换 。而预弯 凸模 、 卷 在 凹模 内设 置 了导套 2 。卸料板 与上模部分 采用 8 圆凸模 、 2 整形凸模 4 5 6 8 、 、、 则分别设 置在 凸模 固定板 支等长 尺寸 的卸料 定距 套管 l 加 内六 角螺钉连接 。 5 6 5内。
卷 圆成 形 ( 括整 形 部 分 ) 凹模部 分 , 解 成 四 包 的 分 2 ・ 6
作者简介: 姜伯军, 14 年生 , 男,9 7 从事模具设计生
产管理 工作 。
( 收稿 日期 :0 2 0 — 7 . 2 12 第 8 模 21年 期
CEPC
i t d c dt ely u f h r ge sv i n se l t cu ed sg , a whl nr d c d nr u e a o t ep o r sied ea da s mb ysr tr e inme n i ito u e o h ot u e
t ema n p r r c s i gmeh d h i a sp o e sn t o . t K e r s t i a ; r g e sv i ;a o t e i n d es u t r y wo d : h np r p o r s i ed e l y u sg ; i r c u e t d t
淮 安仕 泰 隆 国 际工业 博 览城
全球 招 商热线 : 5 8 2 9 9 0 1— 699 9 7
S T L
簧片多工位级进模设计

图* " $ 浮动螺钉 钉 - $ 卸料板 ",、 ’" $ 模座 ! $ 弹簧 "- $ 垫圈 ’、 !"、 !!、 !’ $ 打弯凸模 !# $ 废料切刀 "# $ 压料镶件 ""、"+、’# $ 垫板 !* $ 斜楔
模具结构 * $ 承料板 ( $ 安全板 !+ $ 导套 , $ 侧刃 + $ 导正 "( $ 模柄 "’ $ 上固定板 !( $ 导柱 ") $ 卸料弹簧 "* $ 卸料螺钉
万方数据
ቤተ መጻሕፍቲ ባይዱ
图!
零件展开图
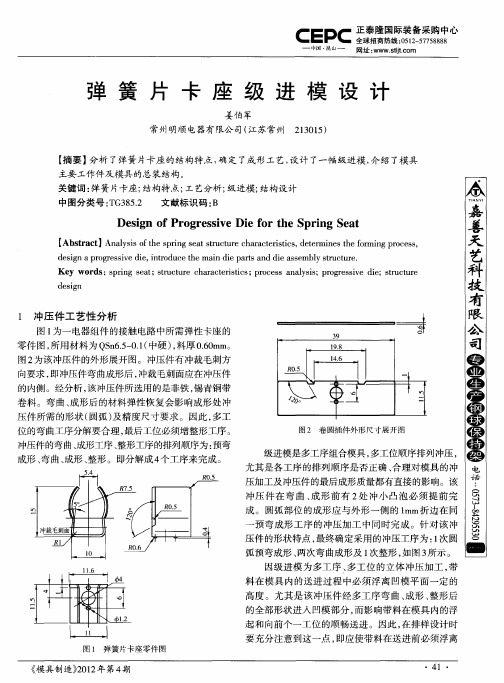
侧载体, 在载体两侧的对称位置设置导正钉孔, 以便 于平稳送料。 图 * 为综合考虑后拟定的簧片成形工序排样 图, 共有 &2 个工位来完成零件的成形, 其中第 & 4 ( 工位主要完成冲孔、 导正和零件轮廓冲裁, 第 5 工位 第 & 次弯曲, 第 6 工位第 ! 次弯曲, 然后在第 && 工 位由滑块和打弯凸模共同弯曲成形,第 &’ 工位整 形, 第 &2 工位落下零件。
)、 "!、 !) $ 凸模
!, $ 凹模板
!- $ 下固定板
条以保证平稳送料。 在上模下行过程中, 卸料板 - 与浮动凹模板 !, 接触压料, 并驱使浮动凹模板 !, 下行, 同时上模继 续下行并驱使滑块到位,然后模具继续下行至闭合 状态, 完成冲裁、 弯曲及落料过程。当上模上升时, 各个部件回复原来状态,继续向前送 " 个步距,准 备下一个循环。 模具下模部分采用镶拼结构,各镶件以外形固
图’
回弹分析图
由以上分析知, 只要正确利用回弹, 掌握好回弹
接触簧片级进模设计

如图 2所示。 要确定 步距 首先需要计 算冲件头部 的外形轮廓展 开尺寸 。 位落料。排样图 , 头部是对 称弯曲 , 每边可 以看成 由底 部 05 m . m的直线 、 半径 5 外 0 mm的 9 . 5 0度圆弧 、 直角边分别 为 0 m 1 mm的斜线段及外 . m、 ̄ 2 S
半 径 为 11 m 的 圆 弧段 组 成 。 .m
两段圆弧的展开尺寸应用式 ( ) 2 计算 :
p R K = +t () 2
图 2排样 图
F g 2 Sr po n a t p g i . ti f o tc nn c s
式 中:一 中性层半径 ( m)R 弯曲内半径 ( m)K一中性层 p m ;一 m ; 位置因素 ; 材料厚度 ( m) 卜 m 。 由零件图计 算得 到展开 尺寸约为 7 m 冲件不设置 中间 . m, 5
( eh ia E gneig c ol fi guU i r t,h ni g 1 0 3 C ia M c a cl n ier h o o J n s nv s y Z e j 2 1 , hn ) n nS a ei n a 2
中 图分 类号 : HI 文献 标识码 : T 2 A
如表 l 所示 , 选用最小弯 曲半径 为 1 t即 0 m 。零 件的弯 曲 ., . m 5 3 半径正好满足弯 曲最小半径 的要求 。 由于零件是变截面弯曲 , 为 了防止产生裂纹 , B、 的直角分两次弯 曲。对于 A、 在 D处 C处的
直角 , 均切出 了凹槽 , 防止 了交接 处因为应力集 中产 生裂纹 , 可
接触簧片级进模设计
王 娟 陈 炜 杨 继 昌 刘 波 ( 苏大 学 机械 工程 学 院 , 江 2 2 1 ) 江 镇 10 3
弹簧片冲压模具设计说明书
弹簧片冲压模具设计扬州市职业大学模具设计与制造综合实训课程设计题目弹簧片冲压模具设计院系机械工程学院专业班级09模具(2)姓名徐亚学号**********指导教师孙庆东2011年12 月08 日5弹簧片冲压模具设计2 2摘 要随着冲压模具行业的不断发展,各种产品的设计和产品的最终形成越来越与之密切相关。
本文针对弹簧片冲压模具设计的应用进行阐述。
该模具设计首先对弹簧片零件结构进行工艺分析和工艺方案的优化选择,然后进行模具结构形式的确定,排样图设计,总的冲压力计算(计算了冲压过程中所需要的各种冲压工艺力,包括落料力、卸料力、压边力、弯曲力、顶料力等,并对压力机进行了合理的吨位初选)及压力中心计算,刃口尺寸计算,弹簧、橡胶件的计算和选用,凸模、凹模或凸凹模结构设计以及其他冲模零件的结构设计,绘制模具装配图和工作零件图。
该零件的制造采用级进模具分步进行,通过下料、冲孔(冲Φ6孔)、切边(先切左边后弯后切右边)、弯曲(先预弯再弯曲)、落料、检验对弹簧片零件进行加工。
这几部工艺用一种模具对同一工件进行生产,减轻模具的复杂度和模具设计的经济成本。
关键词:弹簧片;级进模;工艺分析弹簧片冲压模具设计3 3目 录引言(绪论)一、冲裁件工艺性分析 (8)二、确定冲压工艺方案 (9)三、确定模具结构形式 (9)四、工艺计算 (9)1.计算毛坯尺寸 (9)2.排样图设计 (10)3.计算材料利用率η (11)4.冲压力计算 (12)5.初选压力机 (13)6.计算压力中心 (15)7.步距精度计算 (15)8.凸、凹模刃口尺寸计算 (17)9.卸料板孔口尺寸计算 (18)10.凸模固定板孔口尺寸计算 (20)五、填写冲压工艺卡 (21)六、模具结构设计 (21)1.凹模设计 .................................................................................... 21 2选择模架及其他冲模零件尺寸设计 . (22)七、模具总装配图及零件图 (22)八、校核压力机安装尺寸 (22)九、编写技术条件 (22)十、凹模零件加工工艺设计 (22)1.工艺性分析 (22)2.模具材料及热处理分析 (23)3.重要技术条件要求 (23)4.拟定工艺路线 (23)5.选择毛坯的制造方式 (24)6.制定凹模零件的工艺规程 (24)7.漏料孔的加工 (24)8.锻件毛坯下料尺寸与锻压路线确定 ...................................................... 25 小结 ............................................................................................... 25 致谢 .. (26)4弹簧片冲压模具设计参考文献 (26)4弹簧片冲压模具设计绪论本次实训设计的零件是弹簧片,弹簧片是主要用于机械工业和汽车工业中的附属零件。
模具毕业设计15弹簧支架级进模设计及其制造工艺

模具毕业设计15弹簧支架级进模设计及其制造工艺弹簧支架是模具中的一种重要零件,用于承载和固定弹簧元件,起到支撑和保护的作用。
本文将对弹簧支架的级进模设计以及制造工艺进行详细探讨。
一、级进模设计:级进模是将一个复杂的零件加工分成若干个工序,分别制作不同的模具,通过工序之间的装配完成整个零件的加工。
对于弹簧支架来说,级进模设计可以分为以下几个步骤:1.分析弹簧支架的结构和功能:了解弹簧支架的形状、尺寸、材料以及在使用过程中需要承受的力和压力等重要参数,明确设计的目标和要求。
2.制定级进模的制作计划:根据弹簧支架的结构和形状特点,确定需要制作的几个工序和所需的模具数量。
3.设计模具的结构和尺寸:针对每个工序需要制作的模具,设计合理的结构和尺寸,确保能够满足加工要求和模具的使用寿命。
4.确定模具的装配方式:根据工序的顺序和模具的结构特点,确定模具的装配方式,确保在加工过程中能够顺利转换工序。
5.进行模具的制作和调试:根据设计的要求和模具的结构和尺寸,进行模具的制作和装配,最后进行调试和试模,确保模具的准确性和可用性。
二、制造工艺:制造工艺是级进模设计的重要一环,它包括以下几个步骤:1.模具原材料的选择和准备:根据模具的结构和使用要求,选择合适的模具原材料,并进行加工和准备工作。
2.模具的加工和制作:根据级进模设计的要求,对模具原材料进行切割、铣削、车削、钳工等加工工序,制作出合适的模具部件。
3.模具的热处理和表面处理:对制作好的模具部件进行热处理,使其具有一定的硬度和耐磨性;同时对模具表面进行处理,提高其防锈和耐腐蚀性能。
4.模具的装配和调试:将制作好的模具部件进行装配,确保模具的结构和尺寸准确无误;对装配好的模具进行调试和试模,检查其加工效果和使用性能。
5.模具的调整和更新:在实际使用过程中,根据加工效果和使用反馈,对模具进行调整和更新,提高其加工准确性和使用寿命。
三、总结:弹簧支架的级进模设计及其制造工艺对于模具的制作具有重要意义。
感应器接触簧片级进模设计
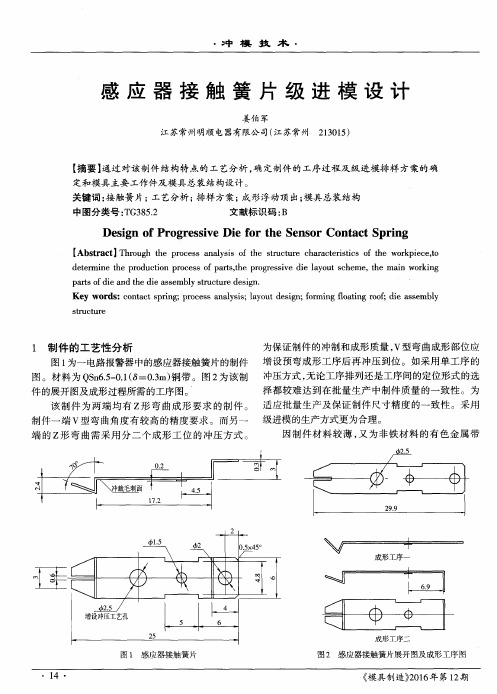
图3 级进模排样方案 I 1 . 冲导正孔 、 圆孑 L一端切槽 口 2 . 两端局部外形 冲切 4 . 一端 v型预成形 、 冲小凸泡 7 . 空工位 5 . 空工位 8 . 一端上弯成形
3 . 空工位
6 . 一端 v型成形 , 另一端下 弯成形
成形 ( 第4 工位 ) 再精压成 形 到位 ( 第6 工位 ) 。制件另一
s t r uc t ur e
1 制件的工艺性分析
为保证 制件 的冲制 和成形质量 , V型弯 曲成形部位应
图1 为一 电路报警器 中的感应器接触簧片的制件 增设预弯成形工序后 再 冲压到位 。如采 用单工序 的 无论工序排列还是工序 间的定位形式 的选 图 。材料 为 Q S n 6 . 5 — 0 . 1 ( 6 =0 . 3 m) 铜带 。图 2 为该制 冲压方式 ,
/1~ 0 . 2 因制件 材料较 薄 , 又为非 铁材 料 的有 色金 属带
-
,
广
I
罟 f f
’
f
\挂 毯 垂 面f
I 1 7 . 2
4 1 . 5
厂 _
咖1 . 5
I
0
0
.
5  ̄ 4 5 。
\ 厂
击 2 . 5
. 、 莩 卜
・
冲
模
技
术
・
感 应 器 接 触 簧 片 级 进 模 设 计
姜伯 军
江 苏常 州明顺 电器有 限公 司( 江苏常州 2 1 3 0 1 5 )
【 摘要 】 通过对该制件 结构特 点的工艺分析 , 确 定制件 的工序过程及级进模排样方案的确
定和 模 具 主要 工作 件 及模 具 总装 结 构设 计 。
接触簧片级进模设计

接触簧片级进模设计
王娟;陈炜;杨继昌;刘波
【期刊名称】《机械设计与制造》
【年(卷),期】2008(000)005
【摘要】接触簧片在电气产品中应用非常广泛,对电气的高压保护和低压保护起着重要的作用.所以,研究簧片的级进模设计有着非常重要的意义.通过对接触簧片结构工艺性的分析及零件最小弯曲半径、步距及步距精度、条料宽度的计算,确定了接触簧片精密多工位冲裁、连续弯曲级进模的排样方案.介绍了接触簧片级进模的总体结构包括总体结构的导料系统、卸料装置、定位及限位装置等.最后,介绍了部分弯曲凸、凹模的结构.
【总页数】3页(P206-208)
【作者】王娟;陈炜;杨继昌;刘波
【作者单位】江苏大学机械工程学院,镇江212013;江苏大学机械工程学院,镇江212013;江苏大学机械工程学院,镇江212013;江苏大学机械工程学院,镇江212013
【正文语种】中文
【中图分类】TH12
【相关文献】
1.感应器接触簧片级进模设计 [J], 姜伯军
2.接触弹簧片级进模设计 [J], 周国华;张帆
3.接触簧片级进模设计与制造 [J], 赵宏宇
4.接触簧片多工位级进模设计 [J], 庞芳
5.三向接触簧片冲压多工位级进模 [J], 曹阳根;李名尧
因版权原因,仅展示原文概要,查看原文内容请购买。
模具设计与制造专业毕业论文--接触簧片切槽、弯曲、切断连续模设计

绪论模具是制造业的重要工艺基础,在我国,模具制造属于专用设备制造业。
中国虽然很早就开始制造模具和使用模具,但长期未形成产业。
直到20世纪80年代后期,中国模具工业才驶入发展的快车道。
近年,不仅国有模具企业有了很大发展,三资企业、乡镇(个体)模具企业的发展也相当迅速。
虽然中国模具工业发展迅速,但与需求相比,显然供不应求,其主要缺口集中于精密、大型、复杂、长寿命模具领域。
由于在模具精度、寿命、制造周期及生产能力等方面,中国与国际平均水平和发达国家仍有较大差距,因此,每年需要大量进口模具。
中国模具产业除了要继续提高生产能力,今后更要着重于行业内部结构的调整和技术发展水平的提高。
结构调整方面,主要是企业结构向专业化调整,产品结构向着中高档模具发展,向进出口结构的改进,中高档汽车覆盖件模具成形分析及结构改进、多功能复合模具和复合加工及激光技术在模具设计制造上的应用、高速切削、超精加工及抛光技术、信息化方向发展。
近年,模具行业结构调整和体制改革步伐加大,主要表现在,大型、精密、复杂、长寿命、中高档模具及模具标准件发展速度高于一般模具产品;塑料模和压铸模比例增大;专业模具厂数量及其生产能力增加;“三资”及私营企业发展迅速;股份制改造步伐加快等。
从地区分布来看,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。
目前发展最快、模具生产最为集中的省份是广东和浙江,江苏、上海、安徽和山东等地近几年也有较大发展。
存在问题和主要差距:虽然我国模具总量目前已达到相当规模,模具水平也有很大提高,但设计制造水平总体上落后于德、美、日、法、意等工业发达国家许多。
当前存在的问题和差距主要表现在以下几方面:总量供不应求。
国内模具自配率只有70%左右。
其中低档模具供过于求,中高档模具自配率只有50%左右。
企业组织结构、产品结构、技术结构和进出口结构均不合理。
我国模具生产厂中多数是自产自配的工模具车间(分厂),自产自配比例高达60%左右,而国外模具超过70%属商品模具。
弹簧片级进模设计

| 1 f 缸| 蕾 . e ‘
T h e S c i e n c e E d u c a t i o n Ar t i c l e C o l l e c t s
一
T0 t a 1 . 2 59
N o v e m b e r 2 0 1 3 ( A )
i n t r o d u c e d . T h e d e s i n g o f he t w o r k p o s i t i o n s a n d g e n e r l a s t r u c - t u r e o f t l l e d i e a r e ma i n l y s t a t e d . I t i s f o c e r t a i n r e f e r e n c e v lu a e t o h ef t o r mi n go f s i mi l a r p a r t s . Ke y wo r d s s p in r g l e a f ; p r o g r e s s i v e d i e ; d e 曲等工序 。考虑该制件是大批
量生 产 , 为保证 各项技术要 求 , 准确定 位零 件 , 决定采 用级 进模 。
2 . 1确 定 排 样 图
5 4 3 2 1
图 3工 位 图
3凸、 凹模 工作尺 寸计 算
采用凸 、 凹模 配合加工的方法计算 凸凹模 的刃 口尺 寸。
4 n 压一 B 一. 1 一
百 一
、
一
弹簧片级进模设计
罗
中图分类号 : T G3 8 文献标识码 : A
楠
7 1 0 3 0 2 )
弹簧片卡座级进模设计
【 b t c】 nl io e p n a sut e hr t ii , e r i sh r i r es A s at A a s t r g et t c r ca c rt sdt mn e o n p cs r y s fh s i s r u a e sc e et fm g o ,
^O 5 R .
\
.
3 9
—
1 . 98 1 . 46
一
一
.
,
I —
-
I
L J
__
I
、 。 I、 f I
f三 v 、
1
卷料 。弯 曲、 成形后的材料弹性恢复会影 响成形处冲
压件所需的形状 ( 圆弧) 及精度 尺寸要求。因此 , 多工 位的弯曲工序分解要合理 , 最后工位必须增整形工序 。 冲压件的弯曲、 成形工序、 整形工序的排列顺序为 : 预弯 成形 、 弯曲 、 成形 、 整形 。即分解成 4 个工序来完成 。
可能成为带料在模具 内连续 、 顺畅送进的影响因素。 多工位级进模 因模具工作零件的设置 、 凹模工作
d sg r g e sv i , n r d c e man d ep nsa d d e a s mb y sr c u e e in a p o r s i ed e i t u et i i a n i s e l t t r . o h u
Ke r y wo ds:s rn e t tu t r h r c e itc p i g s a ;sr c u e c a a t rsi s;p o e s a a y i;p o r s i e di;sr c u e r c s n l ss r g e sv e tu t r
说明书弹簧片冲压模具设计
本科学生毕业设计弹簧片冲压模具设计院系名称:机电工程学院专业班级:_______ 材控]]_1 ___________ 学生姓名:刘及红__________ 指导教师:翁江翔__________ 职称:副教授__________黑龙江工程学院二O—五年六月The Graduation Design for Bachelor^ s Degree Stamping Die Design for Spring PlateCandidate: Liu YuhongSpecialty: Material Forming and Control Engineering Class: 11~1Supervisor: Associate Prof. Weng JiangxiangHeilongjiang Institute of Technology2015 • 6 Harbin通过对弹簧片零件的工艺分析,确定用高效可靠的级进模生产,用夹持送料机构解决了条料的送进问题,双侧刃确定步距和导向,排样采用单排样,解决了制件弯曲回弹,并对送料机构进行了力学分析,推导出了拉簧和扭簧的设计公式,对拉簧做了可靠性分析,保证了送料的可靠性。
关键词:多工位级进模;弹簧片;自动送料机构;拉簧;侧刃;扭簧;可靠性ABSTRACTThrough to presses the reed components the craft analysis, determined uses the highly effective reliable level to enter the mold production, the solution strip mat erial which the use pull feed organization succeeds delivers the question, a double side edge control step of distance, arranged the type way to use the single line type , the success solution work piece curving snapping back, and has carried on mechanics analysis to the feed mechanism, and inferred the extension spring and the torsional spring design formula, Has made the fail-safe analysis to the extension spring, has guaranteed the feeding reliability.Keywords: The Multi-locations Level Enters The Mold; Feed Control Organization; Presses The Reed; Side Edge; Extension Spring; Torsional Spring ; Reliability・Ill / 61摘要 (I)Abstract (II)第1章绪论 (1)1.1课题的来源及背景 (1)1.2冲压模具的发展现状 (1)1.3冲压模具的发展趋势 (4)第2章弹簧片级进模设计 (5)2.1弹簧片零件工艺分析 (5)2.2工艺计算 (7)2.3排样及排样图设计 (7)2.3. 1计算材料利用率 (9)2.3.2条料宽度的确定 (11)2. 3. 3导料板间距离 (12)2.4计算冲裁力 (13)2. 4. 1计算卸料力及推件力 (15)2.5计算弯曲力 (16)2.5. 1校正弯曲力 (17)2.5.2弯曲回弹量的确定 (17)2. 5. 3计算顶件力和压料力 (19)2. 6总冲压力和选择压力机 (19)2.6.1冲压设备类型的选择 (19)2.6.2确定设备的规格 (20)2.7计算模具压力中心 (21)2.8冲裁模具间隙及凹模、凸模工作部分尺寸计算 (23)2.9凸模和凹模的结构设计 (25)2. 9. 1凹模设计 (25)2.9.2凹模的刃口形式 (26)2. 9. 3模架选择及相关零件的选择 (26)2.9.4凸模设计 (27)2.9.5校核凸模强度 (31)2. 9. 6校核压应力 (34)2.9.7计算凸模垫板承压 (35)2.9.8定距侧刃 (36)2. 9. 9导柱、导套 (36)2. 9. 10卸料螺钉 (36)2.9. 11导正销的设计 (37)2.9. 12选择模柄 (38)2. 10弹簧和橡胶零件的设计 (38)2. 11模具的工作原理 (42)2.12本章小结 (42)第3章自动送料机构 (44)3.1自动送料机构的分类 (44)3.2自动送料机构的选择 (44)3.3本章小结 (46)第4章绘制模具总装配图 (47)第5章工程影响分析 (48)结论 (49)参考文献 (51)致谢 (52)第1章绪论1.1课题的来源及背景自改革开放以来,我国经济高速发展,市场需求越来越大。
接触弹片多工位级进模设计

[] 罗 国志. 7 压线扣级进模 . 模具技术 ,0 9 ( ) 1- 4 2 0 , 1 :2 1 . [] 张建 卿二 针夹 面板多工位 级进模设计 [1 具技术 ,0 9 ( ) 8 J. 模 2 0 ,3 :
1 —1 3 5.
的参 考 价 值 。
【 考 文献 】 参
[] 刘 占军接 插件 多丁 位级进模设计[ 1 = Ⅱ锻压技术 ,0 73 ( )9 — 20 ,3 1 :6
i h e t Th o ii n l y u e i n a d k y de i n o e s r t n t e t x . e p s to a o td s g n e s g fdi tuc ur we l a h e h i a r c s f m a n p r s s h a a e a d f m£ l s t e t c n c lp o e s o i a t uc s m l n e
文 章 编 号 : 6 2 0 2 ( 0 O0 — 0 9 0 1 7 — 1 1 2 1 )3 0 6 — 4
接 触 弹 片 多 工 位 级 进 模 设 计
梁合 意
( 湘职 业技 术 学 院 , 南 娄底 4 70 潇 湖 1 0 9)
摘 要 : 绍 接 触 弹 片 多 S 位 级 进 模 的 工 艺 分 析 、 样 设 计 、 具 结 构 。 模 具 采 用 侧 刃定 距 , 正 钉 定 位 , 介 T _ 排 模 该 导
便 , 体 寿 命 高 , 应 高 速 级 进 冲 压 生 产 的 需 要 。连 整 适 接 器 端 子 级 进 冲 压 成 形 ,大 大 提 高 了 该 类 零 件 的 生 产效 率 及零 件精 度 , 节 约 了成本 。 文对 于此 类薄 并 本 材 高 速 精 密 级 进 冲 压 模 的 设 计 与 教 学 工 作 ,有 一 定
橡胶密封圈用弹簧片的模具设计

橡 胶 密封 圈用 弹簧 片 的模具 设计
王 修 涛 5 国 强 t 4
(h东 省机 械 设 计研 究 院 , L 济南 2 0 3 ) 5 0 1
摘 要 : 文 详 细 介 绍 了弹 簧 片 的 模 具 结 构 ; 据 产 品 生 产 的 要 求 , 过 模 具 多 次 冲 裁 , 高 了 工 件 加 工 精 本 根 通 提 度 、 决 了加 工 复 杂 的 问 题 , 约 了 成 本 。 解 节
保证 零 件直 边 高 度一致 ,凹模一 侧 由导料 板 l 6定 位 。 因
为 采 取 的 是 多 次 冲 裁 , 了 保 证 整 个 工 件 间 距 一 致 , 一 为 第
34
现 制 术 装备 代 造技 与
21 3 总 2 期 0 第 期 第0 1 2
[: ]一 亡-
_ - r 厂
能 , 以, 所 复合 抽 油 杆 旋 转装 置完 全 可 以代 替 原 悬 绳 器 。
安 装 时 只须 将 原悬 绳 器拆 卸 掉 ,将 复 合 抽油 杆 旋转 装 置 安装 即可 , 作 简单 、 便 。 操 方
3 结 论
【】杨荣 建 , 翔翔 , 3 李 张军 等 . 油杆 自动 间歇 旋转 器 的研 制 与应 抽 用 fJ 油 矿 场 机 械 ,0 5 3 5)9 — 1 . J石 20 ,4( :0 9 . []刘 峰. 合抽 油 杆悬 绳 装置 的 研制 … . 油机 械 ,0 53 7 : 4 复 石 2 0 ,3( )
弹性 极 限 、 服 点 和适 当 的韧 性 , 度 4~8 R 屈 硬 54 H C。产 品 批
量小 , 年用 量 约 10 0 0件 。 每 0020
弹簧片及弹簧钩冲压模具设计(级进模本科毕业设计,学士学位论文)

弹簧片及弹簧钩冲压模具设计(级进模本科毕业设计,学士学位论文)摘要本文主要介绍弹簧片及弹簧钩冲压模具的设计。
首先介绍了弹簧片及弹簧钩的概念和应用,然后根据零件形状和结构特点,提出了冲压模具的设计方案,包括模具结构、模具材料、模具设计参数等。
接着,根据设计方案进行详细的模具图纸设计,并说明了设计中的难点和解决方法。
最后,通过试制和试验验证了所设计的弹簧片及弹簧钩冲压模具的可靠性和稳定性。
关键词:弹簧片;弹簧钩;冲压模具;设计AbstractThis paper mainly introduces the design of stamping die for spring shims and spring hooks. Firstly, the concepts and applications of spring shims and spring hooks are introduced. Then, according to the shape and structural characteristics of the parts, a design scheme for stamping dies is proposed, including the structure, materials, and design parameters of the dies. Next, detailed die drawing design is carried out according to the design scheme, and the difficulties and solutions in the design are explained. Finally, the reliability and stability of the designed stamping dies for spring shims and spring hooks are verified through trial production and testing.Keywords: spring shim; spring hook; stamping die; design1. 引言弹簧片及弹簧钩是工业生产中常用的重要零件。
接触弹簧片成型与模具设计 毕业设计

第1章绪论模具技术水平的高低是衡量一个国家制造业水平的重要标志之一。
我国工业的进一步发展要求模具行业向大型、精密、复杂、高效、长寿命和多功能方向发展。
文章从模具的发展历史出发,总结了国内冷冲压模具的发展现状,探讨了国内冷冲压模具发展的新方向。
模具是高新技术产业的一个组成部分,是工业生产的重要基础装备,用模具生产的产品,其价值往往是模具价值的几十倍。
模具技术是一门技术综合性强的精密基础工艺装备技术,涉及新技术、新工艺、新材料、新设备的开发与推广应用,是冶金、材料、计量、机电一体化、计算机等多门学科以及铸、锻、热处理、机加工、检测等诸多工种共同打造的系统工程。
用模具生产制品具有高效率、低消耗、高一致性、高精度和高复杂程度等特点,这是其他任何加工制造方法所不及的。
目前,模具制造业已成为与高新技术产业互为依托的产业,模具工业技术水平的高低已成为衡量国家制造业水平的重要标志之一。
采用模具生产制件与零件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切削加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员么有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不需进行再加工;能制造出其他加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化特点。
冷冲压模具是实现冷冲压技术迅速发展的关键,为了巩固所学的知识熟悉有关资料,并全面的结合于实践,了解和掌握落料,拉深,冲孔等冲压工艺的基础理论,工艺特点,工艺计算,模具结构和模具设计的步骤。
设计出正确合理的模具不仅能提高产品质量、生产率、使用寿命,还可以提高产品经济效益。
在进行模具设计时,必须清楚零件的加工工艺,设计出的零件要能加工、易加工。
充分了解模具各部分作用是设计者进行模具设计的前提,新的设计思路必然带来新的模具结构。
本次课程设计的课题是:接触弹簧片成型与模具设计。
此冲压件体积较小,形状简单,在设计过程中,本人经过查阅资料,了解冲压成形的特点以及主要生产类别,包括主要零件的结构、应用范围,材料选择等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
嘉善天艺科技有限公司 专 业 生 产 钢 球 保 持 架
电话 :
5
结束语
此模具结构巧妙, 通过生产验证能满足大批量生
1、 10.斜楔 2.落料凸模 图5 零件落料方式 3.上固定板 4.止挡板 5.脱料板
产的需要。该模具的成价值。 6、 14.下模板 7、 13.复位弹簧 8、 11.可移动镶件 9、 12.压板 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
1.折弯凸模 2.支撑块
图4
3.弹簧 4.凹模垫板
工位 9 结构
5.凹模板
· 57 ·
铁立方超级塑胶模架
Tel: 0755-84689288
为制模企业大幅降低成本, 缩短交期
Http: // E-mail: nice@
电话: 0769-22707029/7 传真: 0769-22708240
耐斯合模机·飞模好帮手
孔→弯曲→切断。由于零件较小, 而且最后成形工序 须带抽芯机构, 这样的小零件只有采用级进模生产才 是最合理的生产工艺方案。
边同时弯曲, 避免单边弯形时产生拉料现象。
工位, 其中①冲导正孔, 零件内孔; ②空工位; ③、 ④冲
11 、 12 空工位; 13 切落零件。由于模具需要采用 零件) ;
本模具采用双载体结构排样 (见图 2) 共设计 13 个
3
切; ⑤、 ⑥空工位; ⑦折弯; ⑧、 ⑨空工位; ⑩折弯 (封闭
排样方案设计
排样是否合理, 将直接影响零件的成形尺寸的稳
一些特殊结构, 而且产品太小, 故空工位较多。
定及模具寿命和材料利用率, 由于零件的弯曲较多, 故用双载体结构。其优势在于条料传送较稳, 零件变 形小, 缺点是造成了材料的利用率的降低, 但对于这 种小的零件来说加工成本才是零件的主要成本; 排样 中, 连料的部位取零件的顶部, 这样零件弯形时, 可两
ϕ2.1+0.1 0
2.8
为 0.3mm。类似此类零件 (即折弯后零件完全封闭)
R0.5
2.6±0.1
图 1 接触簧片
液多相控制系统, 因而从剪裁后的坯料进入直至罐体 的制成, 整个扣接过程全部自动进行, 并且能自动检 测、 自动排除故障。可以说生产线扣接工件形状之 多, 智能控制程度之高, 自动化生产速度之快, 是前所 没有的, 因而产量高, 质量稳定, 经济效益好, 适应范 围广。 · 56 ·
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
:
件尺寸比较小, 同时材料弯曲变形程度大, 材料厚度 在各类电器件中应用较多, 但是由于此零件太小, 按 以往的冲压成形加工方法 (一副级进模加最后一副折 弯收口单工模) 生产成本高, 效率底。很难满足客户 大批量生产的需求。通过长期的实践探索, 我公司成
图 1 所示为某一电器零件中的接触弹簧片, 该零
4
参考文献
[1] 胡建国. 包装铁盒旋压扣接模具[J]. 模具工业, 1991, (2) [2] 胡建国. 非拉深法成形盒形件[J]. 模具技术, 2002, (3) [3] 胡建国. 金属薄板连接[J]. 五金科技, 1994, (30) [4] 版社, 1993.
孙镇和. 兵器冷冲工艺与模具设计[M]. 北京: 兵器工业出
欢迎订购 《模具制造》 系列丛书
《日本级进模排样图册》 简介
作者: 杨继忠、 山口 · 纯一郎、 张胜
自 《日本级进模设计详例》 出版之后, 受广大读者的强烈喜爱, 并期待模具制造杂志社能出版更多日本级进模技术方面的书 《日本级进模排样图册》 , 籍。本社与日本模具制造方面专家经过不断地努力, 终于成功出版了第二本日本级进模技术书籍—— 两本书在内容上无任何类同之处, 《日本级进模排样图册》 重点针对产品料带排布工艺进行介绍, 全书共介绍了近 80 副模具, 其 中以精密高速冲压级进模排样为主, 所有产品均为日本知名电子、 电器产品的精密零部件。该书由中国和日本模具专业人士共 同整理编写, 将日本先进的模具排样工艺介绍给国内的模具专业人士及工厂, 同时希望对大专院校模具专业的老师和学生也有 一定的帮助。由于作者水平有限, 书中难免出现错误, 真心希望广大读者批评指正, 以便对本书修订完善。 本书定价: 50 元。目录如下:
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
14 7 13 12 11 8 9 10
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
R0.2
3
1.5
1.6
2
零件工艺分析及成形方案确定
30°
25°
0 6.8-0.3
0573-84295530
铁立方超级塑胶模架
Tel: 0755-84689288
为制模企业大幅降低成本, 缩短交期
Http: // E-mail: nice@
铁立方超级塑胶模架
Tel: 0755-84689288
为制模企业大幅降低成本, 缩短交期
Http: // E-mail: nice@
电话: 0769-22707029/7 传真: 0769-22708240
2 3 4 5 6 1
电话: 0769-22707029/7 传真: 0769-22708240
耐斯合模机·飞模好帮手
凸模 1 的右端有一支撑块 2, 折弯凸模 1 下行完成工位 折弯凸模 1, ⑨工位完成。
弯凸模 1 时, 折弯凸模 1 已被脱料板压到底, 此时折弯
由于折弯凸模 1 强度较弱, 故当零件开始包拢折
13 切断前怎样使零件顺利进入凹模。
本模具成功的关键在工位⑨折弯和脱料, 和工位 工位⑨采用图 4 所示结构。
1
电话
:
0573-84295530
2
5 4 第一步弯曲 第二步弯曲 3
图 3 模具结构
折弯零件从折弯型芯中退出。
《模具制造》 2009 年第 8 期
(1) 最后一步零件折弯完全封闭收拢后, 怎样将 (2) 由于零件尺寸小, 料厚薄。在零件最后一步
的折弯后, 折弯凸模 1 被弹簧 3 弹起, 零件被载体带离 该零件由于其零件的特殊结构, 故只能采用零件
的刀口为宽窄两处, 宽处是为了使零件能顺利进入可
落料的方式, 零件落料结构如图 5 所示: 可移动镶件上
移动凹模镶件中, 窄处是凹模切口 (切口宽度既零件 的宽度) 。当零件底部进入移动镶件的宽处后, 移动 镶件在上模斜契的推动下移动, 脱料板接触到凹模板 时, 移动镶件移动工作位置。模具继续下行, 落料凸 模将零件切落。随后模具上行, 移动镶件在复位弹簧 的作用下复位。模具完成一次动作。
《模具制造》 2009 年第 8 期
3±0.1
嘉善天艺科技有限公司 专 业 生 产 钢 球 保 持 架
电话
Design of Progressive Die for the Contacting-Spring Piece
文章编号: 1671-3508-2009-02-37-074
【Abstract】 Analyzed forming process characteristics and technology difficult points of the contacting-spring piece, expounded structure design points and attention of stamping the efficacy is higher, reduced labour intensity and production cost. Key words: contacting-spring piece; two-carrier; layout design; progressive die design progressive die. That die design is ingenious and structure retrenches, the product is stable and