最新车间生产日志表【精选】.pdf
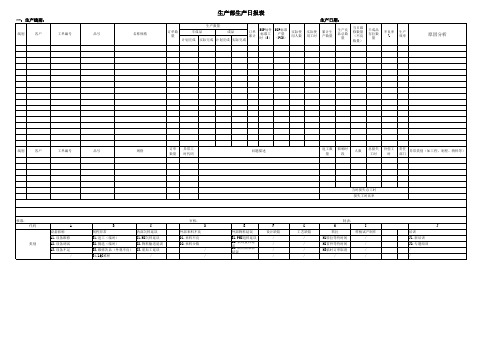
各车间生产情况日报表

12月13日
白班
二纺 艾卡 二纺
零点 12月14日 白班
三纺 短二纺练 酸站 短二原液 艾卡 三纺 艾卡 三纺 短二纺练 酸站 二纺 短二纺练 二纺 短二原液
东纺15:20时因酸浴透明度低120,落丝扎咖啡色丙纶丝隔离。20:00时 5:00时12#车TF停车,计划明日10:00时升车。 2:00时2#车计划停车工艺处理. 3:00时发现北线酸混,加测透明度270,南线400,0:00时北线机台落 个落丝点解除隔离。查为五站接班反洗两台丙纶丝滤机,因循环量低( 明度低,硅藻土滤机运行2#,1#3#待修。
纺丝东线16:00时增纺10锭,17:30时增纺10锭,21:00时增满锭. 0:30时12#车A面挂丝,1:00时12#车B面挂丝,本班影响产量:9.47公斤.共 9:30时六站酸浴含硫酸浓度由128±1g/l改为127±1g/l控制。 10:32时联浸东线投料结构由玛纳斯短丝棉浆:吉藁竹浆=10:1改为纯投 机换网子。
12月12日
白班 零点
10:00时开始纺丝东线在不停状态下换滤芯(停36锭每次),13:00时换 量0.96吨。 9:30时9#车工艺R+B作业.15:30时A面挂丝,18:00时B面挂丝,影响产量 黄化从270批开始CS2加入量由186.5升/批改为186升/批. 7:30-18:10时压洗线停车小修。 8:30--16:32时联浸东线停车,检修更换二次压辊. 8:30--15:50时纺丝西线停车平衡胶量,同时更换滤芯,影响产量:8. 13:30时3#A、B面工艺R+b作业,19:30时A面挂丝,20:00时B面挂丝,共 9:15-11:10时停西纺软水(期间改用除盐水),西纺软水管路移位碰头 9:10-13:42时压洗回收水站停车处理除盐水箱。 14:00时二站停东线供酸,西线开直供,东线加热器出酸管补焊,15:0 120mm
生产日报表(模版)
C 内部欠料延误 C1.MC欠料延误 C2.物料输送延误 C3.前加工延误
/
审核: D
外部来料不良 D1.来料不良 D2.来料少数
/ /
当时损失总工时 损失工时比率
E
外部物料延误
E1.PMC追料延误 E2.采购置料延 误E3.供应商来料 延误
F 设计缺陷
/ / / /
G 工艺缺陷
/ / / /
制表:
量
不良率 %
生产 效率
原因分析
线别
客户
工单编号
品号
规格
订单 数量
异常工 时代码
问题描述
返工数 影响时
量
段
人数
总损失 工时
补偿工 时
责任 部门
异常类别(如工程、制程、物料等)
核准: 代码
类别
A 设备影响 A1.设备维修 A2.设备调试 A3.设备不足
/
B 制程异常 B1.返工(临时) B2.挑选(临时) B3.维修次品(外观不良) B4.LQC堆积
一:生产线别:
线别
客户
工单编号
品号
名称规格
生产部生产日报表
生产日期:
订单数 量
生产数量
半成品
成品
订单
累计
计划完成 实际完成 计划完成 实际完成
SOP每件 SOP标准 标准工 产量 时(S) (PCS)
实际使 用人数
实际使 用工时
累计生 产数量
生产良 品总数
量
当日维 修数量 (不良 数量)
半成品 存拉数
H
I
转拉
样板试产制作
H1转拉等待时间
/
பைடு நூலகம்
生产日报表模板
生产日报表模板
今日生产情况汇报。
日期,2023年10月10日。
部门,生产部。
今日生产总结:
1. 生产任务完成情况:
今日生产任务为生产1000台手机,经过全体员工的努力,我们成功完成了生
产任务,总共生产了1005台手机,超额完成任务5台,生产效率得到了有效提升。
2. 生产线运行情况:
今日生产线运行平稳,未发生任何设备故障,各生产环节协调配合,保证了生
产进度的顺利进行。
3. 人员出勤情况:
今日全体员工准时到岗,无迟到早退现象,保证了生产任务的正常进行。
4. 质量检验情况:
今日生产的手机经过严格的质量检验,未发现任何质量问题,保证了产品的质
量稳定。
5. 物料消耗情况:
今日生产消耗的原材料数量与计划消耗量基本一致,未出现物料浪费现象,保
证了生产成本的控制。
6. 安全生产情况:
今日生产过程中未发生任何安全事故,全体员工严格遵守安全操作规程,确保
了生产场所的安全生产。
7. 生产过程中的问题与改进:
在今日生产过程中,我们发现了一些生产环节存在的不足之处,我们将在明天
的生产中进行改进,以提高生产效率和产品质量。
未来生产计划:
明日生产计划为生产1200台手机,我们将继续保持良好的状态,全力以赴完
成生产任务,为公司的发展贡献力量。
生产部门:XXX签字:日期:
总经理:XXX签字:日期:
以上为今日生产情况的汇报,希望各位领导能够对我们的工作给予指导和支持,为公司的发展添砖加瓦。
生产车间管理生产车间管理日报表登记

生产车间管理设置产品单位人时产量序号车间负责人进度级别1切冲折备料李四12焊接赵分23表面处理李白34包装王天4序号日期月份客户订单号产品编号产品名称车间14月9日4月B PO002BDF007洞洞桌包装34月9日4月E PO005DKFJ008货架包装44月9日4月B PO002BDF007洞洞桌表面处理54月9日4月D PO004CDL006支架表面处理64月9日4月E PO005DKFJ008货架表面处理74月9日4月B PO002BDF007洞洞桌焊接84月9日4月B PO002BDF007洞洞桌焊接94月9日4月D PO004CDL006支架焊接104月9日4月E PO005DKFJ008货架焊接114月9日4月A PO001BDF005网板桌子切冲折备料124月9日4月A PO001BDF005网板桌子切冲折备料134月9日4月A PO001BDF005网板桌子切冲折备料144月9日4月B PO002BDF007洞洞桌切冲折备料154月9日4月B PO002BDF007洞洞桌切冲折备料164月9日4月B PO002BDF007洞洞桌切冲折备料174月9日4月B PO002BDF007洞洞桌切冲折备料184月9日4月C PO003C001铁线椅子焊接194月9日4月C PO003C001铁线椅子焊接204月9日4月C PO003C001铁线椅子焊接214月9日4月D PO004CDL006支架切冲折备料224月9日4月D PO004CDL006支架切冲折备料234月9日4月E PO005DKFJ008货架切冲折备料244月10日4月B PO002BDF007洞洞桌包装264月10日4月E PO005DKFJ008货架包装274月10日4月B PO002BDF007洞洞桌表面处理284月10日4月D PO004CDL006支架表面处理294月10日4月E PO005DKFJ008货架表面处理304月10日4月B PO002BDF007洞洞桌焊接314月10日4月B PO002BDF007洞洞桌焊接324月10日4月D PO004CDL006支架焊接334月10日4月E PO005DKFJ008货架焊接344月10日4月A PO001BDF005网板桌子切冲折备料354月10日4月A PO001BDF005网板桌子切冲折备料364月10日4月A PO001BDF005网板桌子切冲折备料374月10日4月B PO002BDF007洞洞桌切冲折备料384月10日4月BPO002BDF007洞洞桌切冲折备料7%46%15%18%14%BDF005 网板桌子BDF007 洞洞桌C001 铁线CDL006 支架DKFJ008 货架生产车间管理日报表登记工序单位人时产量产品编号BDF005BDF007产品名称网板桌子洞洞桌切冲折备料73.81189.90焊接0.00180.56表面处理0.0062.50包装0.0025.00合计73.81457.95进度级别主要负责人作业/工序内容小组人数部件名称开始时间结束时间加班时长(小时)4王天包装10成品包装11:0017:00 2.004王天包装10成品包装8:0012:003李白喷塑8成品喷塑13:0017:003李白喷塑8成品喷塑10:0013:003李白喷塑8成品喷塑8:0010:002赵分焊接4组焊侧框架9:0018:002赵分焊接4组焊侧框架14:0018:002赵分焊接4组焊侧框架14:0023:002赵分焊接4组焊侧框架9:0018:001李四切板4椅子靠背板8:0017:001李四切管4椅子侧管8:0017:00 1.501李四折弯5靠背折弯8:0017:001李四切板4折弯片13:0022:001李四切管4支架管12:0021:00 2.001李四折弯5靠背折弯8:0017:001李四折弯5靠背折弯8:0017:002赵分切板4椅子靠背板8:0017:002赵分切管4椅子侧管8:0017:00 1.002赵分折弯5靠背折弯8:0017:001李四切板4折弯片13:0022:001李四切管4支架管12:0021:00 2.501李四折弯5靠背折弯8:0017:004王天包装10成品包装11:0017:00 2.004王天包装10成品包装8:0012:003李白喷塑8成品喷塑13:0017:003李白喷塑8成品喷塑10:0013:003李白喷塑8成品喷塑8:0010:002赵分焊接4组焊侧框架9:0018:002赵分焊接4组焊侧框架14:0018:002赵分焊接4组焊侧框架14:0017:002赵分焊接4组焊侧框架9:0018:001李四切板4椅子靠背板8:0017:00 1.501李四切管4椅子侧管8:0017:00 1.501李四折弯5靠背折弯8:0017:001李四切板4折弯片13:0017:001李四切管4支架管12:0017:002.0001 铁线椅子360.21400.00187.5050.00切冲折备料焊接表面处理包装。