常用的螺纹底孔及公差规定
【常用国标美标螺纹及底孔直径】

第一章国标螺纹一.螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二.米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P铸铁底孔碳钢底孔外螺纹光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5 M16 2 13.8 14 15.7 M48 5 42.5 43 47.5 M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
m5螺纹6h的公差范围
m5螺纹6h的公差范围摘要:1.螺纹精度等级的定义和意义2.M5 螺纹的定义和特点3.公差等级的划分和意义4.M5-6H 螺纹的公差范围5.M5-6H 螺纹底孔的尺寸和公差正文:一、螺纹精度等级的定义和意义螺纹精度等级是衡量螺纹质量的重要指标,它由螺纹公差带和旋合长度共同组成。
在我国,螺纹精度等级分为20 个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级(加工精度)越低,尺寸精度越差。
二、M5 螺纹的定义和特点M5 螺纹是一种公称直径为5mm 的粗牙螺纹,其螺距为0.8mm。
粗牙螺纹的特点是牙型较大,传动效率高,适用于承受较大的轴向力和径向力。
三、公差等级的划分和意义公差等级是确定尺寸精确程度的等级,通常用于衡量机械零部件的加工精度。
公差等级越高,尺寸精度越低,加工难度越小,成本越低;公差等级越低,尺寸精度越高,加工难度越大,成本越高。
四、M5-6H 螺纹的公差范围M5-6H 螺纹的公差范围是指其螺纹中径、螺距、牙高等尺寸的允许偏差范围。
根据国家标准GB/T 9145-2003,M5-6H 螺纹的公差范围为:中径公差范围为4.48mm~4.605mm,螺距公差范围为0.78mm~0.82mm,牙高公差范围为0.8mm~1.2mm。
五、M5-6H 螺纹底孔的尺寸和公差M5-6H 螺纹底孔的尺寸通常根据材料和加工方法来确定,一般来说,脆性材料(如钢、紫铜等)的底孔直径为4.2mm,塑性材料(如铸铁、青铜等)的底孔直径为4.6mm。
至于公差方面,根据国家标准GB/T 9145-2003,M5-6H 螺纹底孔的公差为0.05mm~0.15mm。
m8螺纹底孔及公差标准

m8螺纹底孔及公差标准
M8螺纹底孔是一种通用的螺纹底孔,其公差标准是根据国际标准ISO 2768-1制定的。
该标准规定了M8螺纹底孔的公差等级为中等,公差范围为±0.2mm。
M8螺纹底孔的公差等级中等,表明其公差限值比较宽松,适用于一般的机械配合要求。
公差范围为±0.2mm,表示允许底孔的直径在标准尺寸的基础上偏离±0.2mm范围内,但不得超过底孔尺寸的公差限。
在实际生产中,M8螺纹底孔的公差标准应严格按照ISO 2768-1进行执行,以保证零部件的互换性和装配性。
同时,应根据具体的机械配合要求和使用环境,合理选择螺纹底孔的公差等级和公差范围。
总之,M8螺纹底孔及其公差标准是机械加工和装配中的重要内容,对零部件的质量和性能具有重要影响,应予以重视和合理应用。
- 1 -。
m6螺纹底孔直径及公差
m6螺纹底孔直径及公差摘要:一、M6螺纹底孔的基本概念二、M6螺纹底孔直径的计算方法三、M6螺纹底孔公差的确定四、M6螺纹底孔直径及公差的应用场景五、总结与建议正文:【一、M6螺纹底孔的基本概念】M6螺纹底孔,是根据我国螺纹标准GB/T 196-2005《六角螺纹》设计的。
它是机械制造、零部件加工和产品装配中不可或缺的组成部分。
M6螺纹底孔的主要作用是连接两个零件,传递力和运动。
【二、M6螺纹底孔直径的计算方法】M6螺纹底孔直径的计算方法如下:1.基本直径:根据GB/T 196-2005标准,M6螺纹底孔的基本直径为6mm。
2.实际应用中,需考虑螺纹收缩率,一般取0.015。
3.计算公式:实际直径= 基本直径× (1 - 收缩率) = 6mm × (1 - 0.015) = 5.73mm。
【三、M6螺纹底孔公差的确定】M6螺纹底孔公差的确定主要参考GB/T 1800.2-2009《螺纹公差》标准。
根据该标准,M6螺纹底孔的公差等级为6g,公差范围为0-0.05mm。
在实际应用中,可根据需求和精度要求选择合适的公差。
【四、M6螺纹底孔直径及公差的应用场景】M6螺纹底孔直径及公差在以下场景中有广泛应用:1.机械零部件的加工与制造。
2.产品装配,如汽车、电子产品等。
3.建筑行业,如钢筋连接、预埋件等。
4.各类机械设备的维修与保养。
【五、总结与建议】M6螺纹底孔直径及公差是机械制造和产品装配中的重要参数。
了解其计算方法和应用场景,有助于提高零部件的连接性能和可靠性。
在实际应用中,应根据需求选择合适的直径和公差,确保连接的稳定性和安全性。
螺纹底孔计算公式【秘籍】
螺纹计算公式大全,绝对实用!一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b. 常用的6h外螺纹中径公差(以螺距为基准)。
上限值为“0”下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118P1.5-0.132 P1.75-0.150 P2.0-0.16P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07。
c. 常用的6g级外螺纹中径基本偏差:(以螺距为基准)。
P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032P1.75-0.034 P2-0.038 P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-T d2即基本尺寸-偏差-公差注:(1)以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
(2)螺纹的光杆坯径尺寸在生产实际中,根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
(3)考虑到生产过程的需要外螺纹,在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准。
二、60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准)。
上限值:P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180P1.25+0.00 P2.0+0.212 P2.5+0.224下限值为”0”,例M8-6H内螺纹中径为:7.188+0.160=7.348 上限值:7.188为下限值。
螺纹底孔对照表

国标螺纹的一般知识一.螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二.米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距/攻丝底孔直径3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
然后根据具体情况调整至合适加工底孔直径,具体参考https:///a6516065915291828749/三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同)1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。
用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。
螺纹底孔直径标准
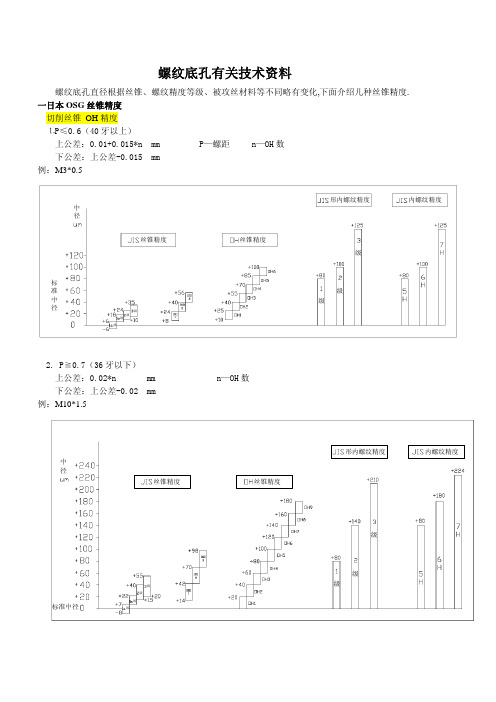
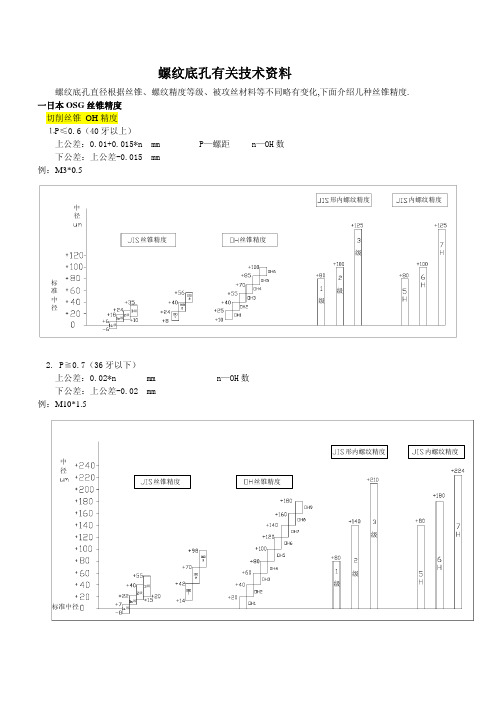
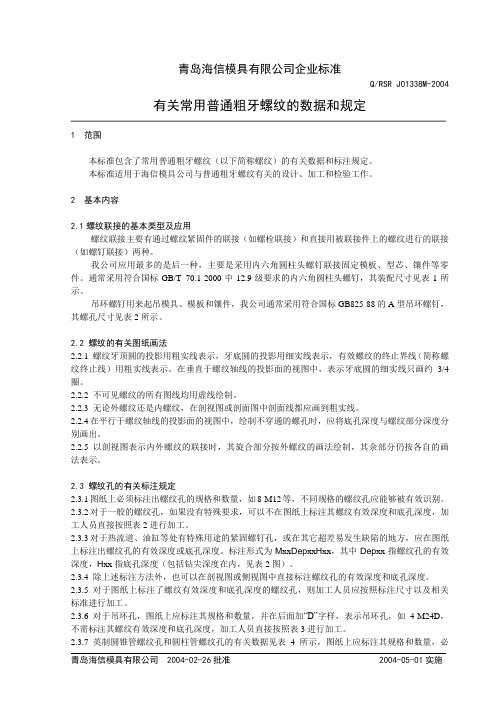
螺纹底孔有关技术资料螺纹底孔直径根据丝锥、螺纹精度等级、被攻丝材料等不同略有变化,下面介绍几种丝锥精度. 一日本OSG丝锥精度切削丝锥 OH精度⒈P≤0.6(40牙以上)上公差:0.01+0.015*n mm P—螺距 n—OH数下公差:上公差-0.015 mm例:M3*0.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级2. P≧0.7(36牙以下)上公差:0.02*n mm n—OH数 下公差:上公差-0.02 mm例:M10*1.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度中径标准中径挤压丝锥 RH 精度上公差:0.0127*n mm n—RH 数 下公差:上公差-0.0127 mm 例:M3*0.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度标准中径中径例:M10*1.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级二日本YAMAWA 丝锥YAMAWA 丝锥 P 级精度P 级精度是依据日本工具工业会规格而制定螺距P ≥0.7 上公差:0.02* mm n—P 数下公差:上公差-0.012 mm螺距P ≤0.6 上公差:0.015*n mm n—P 数下公差:上公差-0.015 mm如表A 和表B 所示表A 表B 例:M8*1.25螺距:0.7mm或大于0.7mm 螺距0.7mm或大于0.7mm S:标准螺纹精度公差:0.02 mm 公差:0.015 mm O.S:加大尺寸螺纹精度YAMAWA丝锥G级精度G级精度丝锥为挤压用丝锥上公差:0.0127*n mm n—G数下公差:上公差-0.0127 mm 小数部分四舍五入下表为JIS 2级螺纹精度挤压丝锥公差带比较表例M4*0.7三国产丝锥国产丝锥精度等级一般分为四级,按中径公差带代号分为 H1 H2 H3 ,表示不同公差带位置,但公差值是相等的。
H4为手用丝锥,其公差值、螺距、角度误差比机用丝锥大,材质、热处理、加工工艺也不如机用丝锥。
螺纹底孔直径标准
M7×1
6
6.13(80%)
5.917
6.153
M8×1.25
6.8
6.85(85%)
6.647
6.912
M9×1.25
7.8
7.85(85%)
7.647
7.912
M10×1.5
8.5
8.62(85%)
8.376
8.676
M11×1.5
9.5
9.62(85%)
9.376
9.676
M12×1.75
10.3
19.7(85%)
19.294
19.744
M24×3
21
21.2(85%)
20.752
21.252
M27×3
24
24.2(85%)
23.752
24.252
M30×3.5
26.5
26.6(90%)
26.211
26.771
M33×3.5
29.5
29.6(90%)
29.211
29.771
M36×4
32
32.1(90%)
2.459
2.599
M3.5×0.6
2.9
3.01(75%)
2.850
3.010
M4×0.7
3.3
3.39(80%)
3.242
3.422
M4.5×0.75
3.8
3.85(80%)
3.688
3.878
M5×0.8
4.2
4.31(80%)
4.134
4.334
M6×1
5
5.13(80%)
4.917
5.153
有关螺纹的数据和标注规定 正文
青岛海信模具有限公司企业标准Q/RSR J01338M-2004 有关常用普通粗牙螺纹的数据和规定1 范围本标准包含了常用普通粗牙螺纹(以下简称螺纹)的有关数据和标注规定。
本标准适用于海信模具公司与普通粗牙螺纹有关的设计、加工和检验工作。
2 基本内容2.1螺纹联接的基本类型及应用螺纹联接主要有通过螺纹紧固件的联接(如螺栓联接)和直接用被联接件上的螺纹进行的联接(如螺钉联接)两种。
我公司应用最多的是后一种,主要是采用内六角圆柱头螺钉联接固定模板、型芯、镶件等零件。
通常采用符合国标GB/T 70.1-2000中12.9级要求的内六角圆柱头螺钉,其装配尺寸见表1所示。
吊环螺钉用来起吊模具、模板和镶件,我公司通常采用符合国标GB825-88的A型吊环螺钉,其螺孔尺寸见表2所示。
2.2 螺纹的有关图纸画法2.2.1 螺纹牙顶圆的投影用粗实线表示,牙底圆的投影用细实线表示,有效螺纹的终止界线(简称螺纹终止线)用粗实线表示。
在垂直于螺纹轴线的投影面的视图中,表示牙底圆的细实线只画约3/4圈。
2.2.2 不可见螺纹的所有图线均用虚线绘制。
2.2.3 无论外螺纹还是内螺纹,在剖视图或剖面图中剖面线都应画到粗实线。
2.2.4在平行于螺纹轴线的投影面的视图中,绘制不穿通的螺孔时,应将底孔深度与螺纹部分深度分别画出。
2.2.5 以剖视图表示内外螺纹的联接时,其旋合部分按外螺纹的画法绘制,其余部分仍按各自的画法表示。
2.3 螺纹孔的有关标注规定2.3.1图纸上必须标注出螺纹孔的规格和数量,如8-M12等,不同规格的螺纹孔应能够被有效识别。
2.3.2对于一般的螺纹孔,如果没有特殊要求,可以不在图纸上标注其螺纹有效深度和底孔深度,加工人员直接按照表2进行加工。
2.3.3对于热流道、油缸等处有特殊用途的紧固螺钉孔,或在其它超差易发生缺陷的地方,应在图纸上标注出螺纹孔的有效深度或底孔深度。
标注形式为M xx Dep xx H xx,其中Dep xx指螺纹孔的有效深度,H xx指底孔深度(包括钻尖深度在内,见表2图)。
m6螺纹底孔直径及公差
m6螺纹底孔直径及公差
摘要:
一、引言
二、m6 螺纹底孔的定义和用途
三、m6 螺纹底孔直径及公差的标准化规定
四、m6 螺纹底孔直径及公差的选择与影响
五、总结
正文:
一、引言
m6 螺纹底孔,作为机械加工中的一种常见螺纹规格,广泛应用于各类工程机械、电子产品、交通工具等领域。
了解其直径及公差对于保证产品质量和性能具有重要意义。
二、m6 螺纹底孔的定义和用途
m6 螺纹底孔,是指直径为6mm,螺纹规格为M6 的孔。
螺纹底孔主要用于固定连接两个零件,通过螺纹连接使得零件间具有较高的轴向和周向紧固力。
三、m6 螺纹底孔直径及公差的标准化规定
根据我国GB/T 197-2003《螺纹紧固件通用零件》标准规定,M6 螺纹底孔的直径范围为6.00mm±0.02mm,公差范围为±0.02mm。
这一标准对于保证螺纹连接的可靠性和互换性具有重要意义。
四、m6 螺纹底孔直径及公差的选择与影响
1.直径选择:底孔直径直接影响到螺纹连接的紧固力和承受力。
在满足使用要求的前提下,应尽量选择较小直径以提高连接的紧密性。
2.公差选择:公差是影响螺纹连接质量的重要因素。
合适的公差可以保证螺纹连接的可靠性,过大或过小的公差都会导致连接性能下降。
五、总结
了解m6 螺纹底孔直径及公差对于保证螺纹连接质量和性能具有重要意义。
螺纹塞规公差及尺寸表
螺纹塞规尺寸表内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.常用米制一般粗牙螺纹的螺距(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):6g外螺纹大径6H内螺纹小径1 M10*1 9.974 9.794 0.180 9.157 8.917 0.2403 M14*1.5 13.968 13.732 0.236 12.676 12.376 0.3005 M18*1.5 17.968 17.732 0.236 16.676 16.376 0.3007 M22*1.5 21.968 21.732 0.236 20.676 20.376 0.3009 M26*1.5 25.968 25.732 0.236 24.676 24.376 0.30011 M30*1.5 29.968 29.732 0.236 28.676 28.376 0.30013 M30*2 29.962 29.682 0.280 28.210 27.835 0.37515 M36*2 35.962 35.682 0.280 34.210 33.835 0.375本规程适用于直径200mm以下新制造和运用中的一般螺纹塞规、圆柱管螺纹塞规和梯形螺纹环规的检定。
一、概述螺纹塞规是用于对内、外圆柱螺纹制件进行归纳检定的量具,它能操控螺纹制件的极限尺度。
螺纹量规按用处不同可分为三种:校正量规、作业量规和查验量规。
一般螺纹塞规一般每个公称尺度都是两个为一组。
一个是止规,一个是通规,别离约束了螺纹的尺度上限与下限.假如被测螺纹可以与螺纹通规旋合经过,且与螺纹止规不完全旋合经过(螺纹止规只允许与被测螺纹两段旋合,旋合量不得超越两个螺距),就标明被测螺纹的作用中径没有超越其最大实体牙型的中径,且单一中径没有超出其最小实体牙型的中径,那么就可以确保旋合性和衔接强度,则被测螺纹中径合格。
常用国标美标螺纹及底孔直径

常用国标美标螺纹及底孔直径第一章国标螺纹一.螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二.米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P铸铁底孔碳钢底孔外螺纹光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5M16 2 13.8 14 15.7 M48 5 42.5 43 47.5M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
m6螺纹底孔直径及公差
m6螺纹底孔直径及公差
(最新版)
目录
1.M6 螺纹底孔直径概述
2.M6 螺纹底孔直径的计算方法
3.M6 螺纹底孔直径的公差
4.M6 螺纹底孔直径的实际应用
正文
一、M6 螺纹底孔直径概述
M6 螺纹底孔直径是指 M6 螺纹的底部孔的直径,通常用于螺纹连接的零件上,例如螺母、螺栓等。
M6 螺纹是公制螺纹标准中的一种,表示螺纹的直径为 6mm。
在机械制造中,M6 螺纹底孔直径是一个非常重要的参数,因为它直接影响到零件的连接和装配。
二、M6 螺纹底孔直径的计算方法
M6 螺纹底孔直径的计算方法通常是根据螺纹的螺距和螺纹的高度来确定的。
螺距是指螺纹上相邻两点的距离,而螺纹高度是指螺纹顶部到螺纹底部的距离。
在计算 M6 螺纹底孔直径时,需要先确定螺距和螺纹高度,然后根据公式计算得出。
三、M6 螺纹底孔直径的公差
M6 螺纹底孔直径的公差是指实际生产中,M6 螺纹底孔直径与理论值之间的差距。
公差通常分为正公差和负公差,正公差表示实际值大于理论值,负公差表示实际值小于理论值。
M6 螺纹底孔直径的公差是根据国家标准来规定的,不同等级的螺纹公差范围也不同。
四、M6 螺纹底孔直径的实际应用
M6 螺纹底孔直径在实际应用中主要用于螺纹连接,如螺母、螺栓等。
在机械制造中,正确选择 M6 螺纹底孔直径可以保证零件的连接质量和稳定性。
此外,M6 螺纹底孔直径还可以用于螺纹测量和螺纹加工等领域。
总之,M6 螺纹底孔直径是一个非常重要的参数,它直接影响到零件的连接和装配质量。
m56螺纹底孔直径公差
M56螺纹底孔直径公差一、引言螺纹底孔直径公差是指在制造M56螺纹底孔时,允许的直径偏差范围。
螺纹底孔直径公差的控制对于螺纹连接的质量和可靠性至关重要。
本文将详细探讨M56螺纹底孔直径公差的相关内容。
二、M56螺纹底孔直径公差的标准M56螺纹底孔直径公差的标准规定了在制造过程中允许的直径偏差范围。
根据国际标准ISO 965,M56螺纹的公差系列为6H。
其中,数字6表示外螺纹的基本公差等级,字母H表示内螺纹的基本公差等级。
三、M56螺纹底孔的基本公差等级M56螺纹底孔的基本公差等级影响了其直径公差的范围。
ISO 965定义了几个基本公差等级,分别为4H、5H、6H、7H、8H和9H。
数字越小,公差范围越小,实际制造过程中的精度要求越高。
1. 6H基本公差等级在M56螺纹底孔直径公差的标准中,6H基本公差等级被广泛使用。
对于M56螺纹底孔的6H基本公差等级,其公差范围为0~0.038 mm。
这意味着在制造过程中,底孔直径可以在该范围内波动。
2. 其他基本公差等级除了6H基本公差等级外,还可以根据具体要求选择其他基本公差等级。
一般情况下,如果需要更高的精度,可以选择4H或5H基本公差等级,其公差范围分别为0~0.013 mm和0~0.025 mm。
而如果对精度要求较低,则可以选择7H、8H或9H基本公差等级。
四、M56螺纹底孔直径公差的控制方法为了保证螺纹连接的质量和可靠性,需要对M56螺纹底孔直径公差进行有效的控制。
以下是几种常用的控制方法:1. 制定合理的工艺流程在制造过程中,制定合理的工艺流程是控制螺纹底孔直径公差的关键。
通过良好的工艺流程,可以减少因加工误差导致的直径变化,提高制造精度。
2. 选用合适的加工设备和工具选择合适的加工设备和工具也是控制螺纹底孔直径公差的重要因素。
高精度的加工设备和工具可以减小加工误差,提高底孔直径的一致性。
3. 严格的质量控制在制造过程中进行严格的质量控制也是控制螺纹底孔直径公差的必要步骤。