焊材库温度湿度记录表
焊材库管理规定
(三) 焊丝严重变质;
(四) 焊条或焊丝受潮严重。
(五) 与包装型号不符。
填写物资到货记录和进货检验记录,有复检要求的填写试验 委托单,委托有关单位复检。
入库焊材应分层摆放在距地而300mm以上的架位上,与墙壁保Βιβλιοθήκη 300mm以上距离,以保证空气流通。
入库焊材应按不同的型号、规格、批号分类摆放整齐,并按 证明书内容进行标识。严禁将不同型号、规格、批号的焊材混放在 一起。
受潮变质、药皮脱落严重的焊条应严禁发放,对于焊芯发生锈 斑的焊条,即使具有质量证明书,也应经有关部门进行工艺性能评 定,确认合格后再行发放。
6焊条退库
焊条退库,只是替使用单位代保管,不办理帐务手续。
对于己烘干焊条,一律使用保温筒领退,施工中用不完的焊 条当日办理退库。
焊条退库前须经焊材库管理人员验收,并登记在剩余焊材退 库台帐(见附件6)上。未受潮焊条,放回恒温箱内,并做上标 记,以防混淆。受潮严重或药皮脱落过长己报废的电焊条,保管员 有权没收。
负责各种资料的积累、整理和移交。
4焊条烘干
用于重要结构管道和容器的焊条必须烘干,使用单位提前两 天向物资办事处提出烘烤计划(见附件2),并注明工程项目、使 用部位及重要焊口编号,保管员依据计划安排烘干量。
烘干要严格遵循烘烤技术规定,随烘随用,严禁反复烘烤, 以免药皮因多次热胀冷缩作用而脱块,焊条烘干不得超过两次。
烘烤焊条时,每层焊条堆放不能太厚(一般1〜3层)以免焊 条烘干时受热不均和潮气不易排除。
不可将焊条突然放入烘箱的高温中或突然从烘箱高温中取 出,防止药皮急剧受热或冷却引起裂口。
烘烤达到技术规定后,即将焊条取出放入80〜100°C的保温
箱内,以备随用,常用电焊条的烘烤温度和保温时间如下:
焊材库管理规定
焊材库管理规定 The pony was revised in January 2021焊材库管理制度1目的:贯彻执行GB/T19002质量标准,加强焊材管理。
2 焊材库设置要求:2.1 焊材库应具备封闭、干燥、通风等条件,库房内应配备除湿机、加热器、排风扇、温湿度计、烘干箱和保温箱。
2.2 焊材库配备的专职管理员,应具备一定的焊接专业知识,熟知各种焊接材料的性能、用途和贮存方法,掌握电焊条烘箱的使用和维护等技能。
3 焊材入库3.1 焊材必须具备有效的质量证明书,否则不予验收。
3.2 焊材入库前按检验计划的要求,采用随机抽样的方式进行外观检查,发现有下列条件之一的必须退货,并加以记录:(一)焊条药皮破裂脱落过长(>15-20cm);(二)焊条药皮上无牌号;(三)焊丝严重变质;(四)焊条或焊丝受潮严重。
(五)与包装型号不符。
3.3 填写物资到货记录和进货检验记录,有复检要求的填写试验委托单,委托有关单位复检。
3.4 入库焊材应分层摆放在距地面300mm以上的架位上,与墙壁保持300mm以上距离,以保证空气流通。
3.5 入库焊材应按不同的型号、规格、批号分类摆放整齐,并按证明书内容进行标识。
严禁将不同型号、规格、批号的焊材混放在一起。
3.6 保管员应保持库房的环境卫生、保持干燥且通风良好,温度控制在5℃以上,湿度保持在60%以下,每天早晚如实填写“温湿度记录”(见附件1)。
3.7 随时对焊材库进行盘点;经常检查库房内设备的使用情况,以保证其正常运行;随时检查焊条的贮存质量情况,以防变质。
发现有受潮现象,如微潮的,应立即晒干,或在150℃左右(低氢型的用300~500℃)烘烤1~2小时,并即时使用,不宜继续保管。
3.8 负责各种资料的积累、整理和移交。
4 焊条烘干4.1 用于重要结构管道和容器的焊条必须烘干,使用单位提前两天向物资办事处提出烘烤计划(见附件2),并注明工程项目、使用部位及重要焊口编号,保管员依据计划安排烘干量。
焊材库管理制度
焊材库管理制度1目的:贯彻执行GB/T19002质量标准,加强焊材管理。
2 焊材库设置要求:2.1 焊材库应具备封闭、干燥、通风等条件,库房内应配备除湿机、加热器、排风扇、温湿度计、烘干箱和保温箱。
2.2 焊材库配备的专职管理员,应具备一定的焊接专业知识,熟知各种焊接材料的性能、用途和贮存方法,掌握电焊条烘箱的使用和维护等技能。
3 焊材入库3.1 焊材必须具备有效的质量证明书,否则不予验收。
3.2 焊材入库前按检验计划的要求,采用随机抽样的方式进行外观检查,发现有下列条件之一的必须退货,并加以记录:(一)焊条药皮破裂脱落过长(>15-20cm);(二)焊条药皮上无牌号;(三)焊丝严重变质;(四)焊条或焊丝受潮严重。
(五)与包装型号不符。
3.3 填写物资到货记录和进货检验记录,有复检要求的填写试验委托单,委托有关单位复检。
3.4 入库焊材应分层摆放在距地面300mm以上的架位上,与墙壁保持 300mm以上距离,以保证空气流通。
3.5 入库焊材应按不同的型号、规格、批号分类摆放整齐,并按证明书内容进行标识。
严禁将不同型号、规格、批号的焊材混放在一起。
3.6 保管员应保持库房的环境卫生、保持干燥且通风良好,温度控制在5℃以上,湿度保持在60%以下,每天早晚如实填写“温湿度记录”(见附件1)。
3.7 随时对焊材库进行盘点;经常检查库房内设备的使用情况,以保证其正常运行;随时检查焊条的贮存质量情况,以防变质。
发现有受潮现象,如微潮的,应立即晒干,或在150℃左右(低氢型的用300~500℃)烘烤1~2小时,并即时使用,不宜继续保管。
3.8 负责各种资料的积累、整理和移交。
4 焊条烘干4.1 用于重要结构管道和容器的焊条必须烘干,使用单位提前两天向物资办事处提出烘烤计划(见附件2),并注明工程项目、使用部位及重要焊口编号,保管员依据计划安排烘干量。
4.2 烘干要严格遵循烘烤技术规定,随烘随用,严禁反复烘烤,以免药皮因多次热胀冷缩作用而脱块,焊条烘干不得超过两次。
焊材保管发放与烘干规定
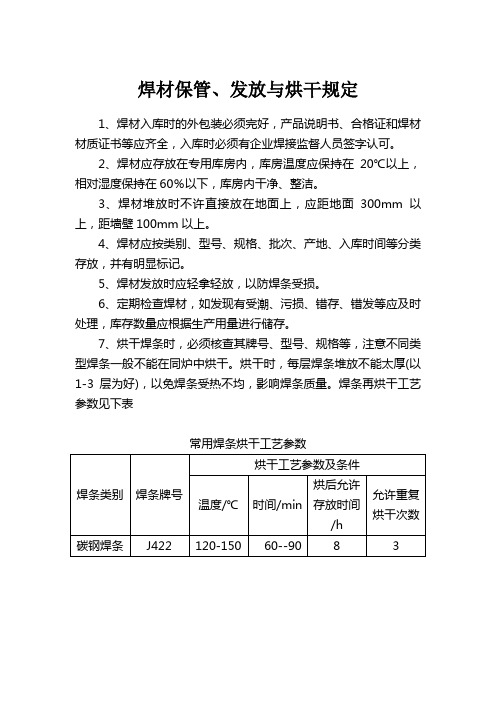
焊材保管、发放与烘干规定
1、焊材入库时的外包装必须完好,产品说明书、合格证和焊材材质证书等应齐全,入库时必须有企业焊接监督人员签字认可。
2、焊材应存放在专用库房内,库房温度应保持在20℃以上,相对湿度保持在60%以下,库房内干净、整洁。
3、焊材堆放时不许直接放在地面上,应距地面300mm以上,距墙壁100mm以上。
4、焊材应按类别、型号、规格、批次、产地、入库时间等分类存放,并有明显标记。
5、焊材发放时应轻拿轻放,以防焊条受损。
6、定期检查焊材,如发现有受潮、污损、错存、错发等应及时处理,库存数量应根据生产用量进行储存。
7、烘干焊条时,必须核查其牌号、型号、规格等,注意不同类型焊条一般不能在同炉中烘干。
烘干时,每层焊条堆放不能太厚(以1-3层为好),以免焊条受热不均,影响焊条质量。
焊条再烘干工艺参数见下表
常用焊条烘干工艺参数
8、发放低氢型焊条时必须给领用者配备焊条保温筒,以保证焊条质量,同时作好发放记录。
9、库房管理人员应随时到现场巡视有无用剩的焊条,用剩的焊条应拿回烘烤箱内,不能露天存放,低氢型(如J506)焊条次日使用前还要再烘干(在低温烘箱中恒温保管的除外)。
10、如因存放时间长而导致焊条表面上有白色结晶(发毛),焊芯严重锈蚀,药皮严重受损或严重脱落则应报废。
焊材库房管理(有图,有介绍)

1、一级库要有焊材进出库记录、发放台帐、温湿度记录。
并有温湿度计、红外线灯、去湿机。
2、焊材按复验号、规格、型号分开放置,并有入库号、材料牌号、规格等明确标识,焊材要分区:合格区、不合格区、待检区;3、二级库要有排风扇、烘干箱(包括焊条烘干箱和焊剂烘干箱)、保温箱;并应有烘干记录、焊条发放回收录、焊条头回收记录、烘焙曲线图及焊材在烘箱分层堆放的分层记录。
4、货架摆放应整齐、库房要防潮、地面要干燥。
等等。
库房管理制度1、焊材必须存放在干燥通风的库房内,库房内应有加热、去湿设备及温度、湿度仪表等硬件设施。
2、库房内摆放焊材的货架应离地面30厘米,摆放焊材应离墙30厘米,架上必须挂牌,牌上应注明材料名称、牌号、规格、产地、材料检验编号等。
焊材应按不同牌号、规格、批号、出厂日期分别存放。
3、入库材料要妥善保管,摆放整齐,发放时必须贯彻先进先出的发放原则,并应尽可能掌握整箱或整包发放,零发时,其剩余部分应包扎,以防止焊药脱落。
4、注意保持库房内的温度、湿度,以免受潮。
库房保管员应定时记录温度、湿度数据,并由材料检查人员确认。
(湿度要求保持在60%以下,温度不低于5℃。
)5、库房保管员在发放焊材时,应有检查人员检查确认签字才可发放焊材二级库管理制度一、焊材的保管1. 焊材应存放在架子上,离地面及墙壁的距离均不小于300mm, 架下应放置干燥剂,严防焊材受潮。
2. 焊材应按品种、牌号、规格、批号分批堆放整齐,并挂牌标明,标注除上述内容外,还应有复检号及数量。
3. 根据生产计划、按《焊材消耗定额》到一级库领料,每次领用不超过两天的用量。
4. 库房应保持通风良好、干净、整洁。
二、焊材的烘干1. 使用前,应按下表(特殊焊材按工艺要求)进行烘干,放在100~150℃保温箱中随用随取。
焊材烘干温度(℃)恒温时间(小时)焊条(碱性) 350~400 1~2焊条(酸性) 100~150 1~2焊剂(HJ431) 250 1~2焊剂(SJ301) 350 1~22. 烘干焊条时,禁止从高温箱中突然放进或取出,以防药皮开裂、脱落。