UG4.0.模架参数 Excel 工作表
excel计算四参数模板
excel计算四参数模板Excel提供了丰富的函数和工具,可以进行各种计算和数据分析。
如果你想要使用Excel计算四参数模板,可以按照以下步骤进行操作:1. 准备数据,将需要进行四参数模板计算的数据准备好,并按照一定的格式整理在Excel表格中。
确保数据的准确性和完整性。
2. 安装分析工具:Excel中的数据分析工具包含了各种统计和回归分析函数,其中包括用于计算四参数模板的函数。
如果你的Excel没有安装这些工具,可以通过以下步骤进行安装:打开Excel,点击顶部菜单栏的“文件”选项;在弹出的菜单中选择“选项”;在选项窗口中选择“加载项”;在加载项窗口中点击“Excel加载项”下的“前往”按钮;在“可用加载项”列表中勾选“分析工具”,然后点击“确定”。
3. 打开数据分析工具:安装完分析工具后,你可以通过以下步骤打开数据分析工具:在Excel中选择需要进行四参数模板计算的数据范围;点击顶部菜单栏的“数据”选项;在弹出的菜单中选择“数据分析”。
4. 选择回归分析:在数据分析窗口中,你需要选择进行回归分析,以计算四参数模板。
根据Excel的版本和语言设置,可能会有些许差异,但一般可以按照以下步骤进行选择:在数据分析窗口中选择“回归”;点击“确定”。
5. 配置回归分析参数:在回归分析窗口中,你需要配置回归分析的参数,以适应四参数模板的计算。
具体参数设置如下:输入范围,选择你准备好的数据范围;输出范围,选择一个空白单元格作为输出结果的起始位置;勾选“标签”选项,以在输出结果中包含数据标签;勾选“残差”选项,以在输出结果中包含残差数据。
6. 运行回归分析,配置好回归分析参数后,点击“确定”按钮运行回归分析。
Excel会根据你的数据和参数进行计算,并将结果输出到指定的单元格中。
7. 解读结果,回归分析完成后,你可以通过查看输出结果来解读四参数模板的计算结果。
结果中包含了回归方程的系数、拟合优度等信息,可以帮助你评估模型的拟合程度和预测能力。
UG4.0命令应用帮助文档

UG4.0命令帮助文档“凸起片体”功能可将形状中与一个或多个实体关联的部分合并成一个片体。
所需的全部就是定位一个目标片体以及一个或多个工具体,以便工具体在各个体的形状要转移到片体的那些区域与该片体相交。
保持工具形状:选项指出实体形状要添加到哪一“侧”片体上。
使用“装配切割”功能可以用一个操作生成通过多个组件的孔(或其它类型的切割形状)。
装配切割所进行的任何几何体修改都针对装配部件;目标组件和刀具组件不会被修改。
必须运行Modeling 应用模块,并具有Assemblies 许可证。
可以选择多个目标体和刀具体来创建装配切割。
选定的体被关联地复制到工作部件(如果它们还不在那里),且刀具体从目标体中抽取了出来。
可以从工作部件或从工作部件的组件中选择刀具体。
目标体必须从工作部件的组件中进行选择。
所有产生的复制体和布尔运算在“部件导航器”中表现为一个“装配切割”特征。
在“部件导航器”中选择一个“装配切割”特征时,其目标体和刀具体就显示在“细节”面板中。
但是,不能查看或编辑组成一个“装配切割”特征集的单个特征。
可以对一个目标体执行多次切割。
用这个命令创建复杂的圆角面,与两组输入面集相切,用选项来修剪并附着圆角面。
面倒圆使用以下两种类型之一,可以控制横截面的方位:∙滚动球面创建面倒圆,就好像与两组输入面恒定接触时滚动的球对着它一样。
倒圆横截面平面由两个接触点和球心定义。
∙扫掠剖面沿着脊线曲线扫掠横截面。
倒圆横截面的平面始终垂直于脊线曲线。
其它选项可以强制倒圆穿过属于任一面集的边缘,定义圆角的相关修剪平面,并约束圆角到其它曲线、边缘或面。
可以在实体和/或片体的面之间创建面倒圆。
面可以是不相邻的和/或其它片体的一部分。
假设要创建“面倒圆”,它与下图 1 中的边缘重合,并且与 2 中的面相切。
1. 单击(滚动球)面倒圆类型。
2. 选择启用预览,以便在将倒圆应用于您的模型之前查看预览。
请注意,NX 仅在您指定足够的参数后才创建预览。
UG_NX_4.0建模实例教程(完整资料).doc
【最新整理,下载后即可编辑】UG NX 4.0建模实例内部培训教材专题一实体建模知识点:✓拉伸特征✓实体倒圆✓镜像✓阵列✓抽壳✓裁剪✓拔模实例一连杆造型设计1.工作图图12.学习目的和任务1)二维图形生成三维实体的有效方法:扫描特征2)深入学习扫描特征中的拉伸体命令3)实体倒圆的功能4)掌握镜像实体和镜像特征功能3.产品分析1)结构分析本例中的连杆,由于其形状不规则,又含有较多的倒圆角,且各部分的厚度不相同。
造型时可按下列步骤进行:先画二维曲线再采用拉伸的方法构造基础的实体;考虑到连杆是关于左右和上下对称的,只做1/4的实体即可;拉伸中灵活运用偏置值和起始距离等参数,可以简便地完成造型。
2)构造框图连杆建模步骤步模型说明步模型说明骤骤1 绘制草图曲线2拉伸连杆主体3 拉伸连杆头部4 拉伸凹槽5 拉伸凸棱6 实体倒圆7 建立拔模斜度8 镜像实体9 构造孔特征4.操作步骤1)绘制二维轮廓采用草图图标,绘制下图所示二维轮廓图。
图22)拉伸连杆主体图3 图4单击拉伸命令,在选择意图对话框中选择“已连接曲线”,鼠标单击连杆主体曲线,在拉伸对话框中设置拉伸参数为:起始0,结束6.5,方式为创建。
生成的拉伸实体如图3所示。
3)拉伸连杆头部拉伸的方法和步骤与上面大致相同。
在拉伸对话框中设置拉伸参数为:起始0,结束10,方式为求和。
生成的拉伸实体如图4所示。
4)构造连杆的凹槽拉伸的方法和步骤与上面大致相同。
在拉伸对话框中设置拉伸参数为:起始3,结束6.5,方式为求差。
生成的拉伸实体如图5所示。
图5 图6 5)拉伸凸棱单击拉伸命令,在选择意图对话框中选择“单个曲线”,鼠标单击草图曲线中R25的边,在拉伸对话框中设置拉伸参数如下图所示,注意偏置中结束值的正负。
生成的拉伸实体如图6所示。
图7采用同样的办法拉伸连杆头部的另外一个凸棱,在拉伸对话框中设置偏置参数为:起始0,结束4。
生成的拉伸实体如图8所示。
图8 图96)实体倒圆实体倒圆要按照从大到小的顺序。
模具设计所需要的表格
备注
h1——凸模凹进卸料板高度1mm h2——凸模冲裁后进入凹模高度2mm t——材料厚度 h——卸料板工作行程 h凸——凸模修磨量(5mm) H自由=H/(0.25——0.3) H预=(0.10~0.15)H自由 n——橡胶个数
d——内径 p——单位面积产生的压力
橡胶的安装高度
H安=H自由- H预
卸料板槽设计
橡胶的设计步骤
项目 卸料板工作行程 h
公式 h= h1+ h2+t
橡胶工作行程H
H=h+ h凸
橡胶自由高度H自由 橡胶的预压缩量H预 每个橡胶承受预压缩力Fxy 橡胶的外径D
H自由=(3——4)H H预=15% H自由 Fxy= F卸/n D=
校核橡胶自由高度
0.5≤H自由/D≤1.5
确定搭边表格——排样
卸料力、推件力、顶件力系数
冲件材料
纯铜、黄铜 铝、铝合金
Kx
0.02~0.06 0.025~0.08
KT
KD
0.03~0.09 0.03~0.07
0.03~0.09 0.03~0.07
钢 (料厚 t/mm)
约0.1 > 0.1~0.5 > 0.5~2.5 > 2.5~6.5 > 6.5
300 420 630 150 300 200 80
50 70 230 300 30°
420 570 860 310 450 400 80
50 70 360 400 25°
380 540 800 230 360 280 100 200 60 80 350 370 30°
J23— 10 0
1000 130 38
J23— 1 2 5
UGNX零件明细表及导出excel等格式方法
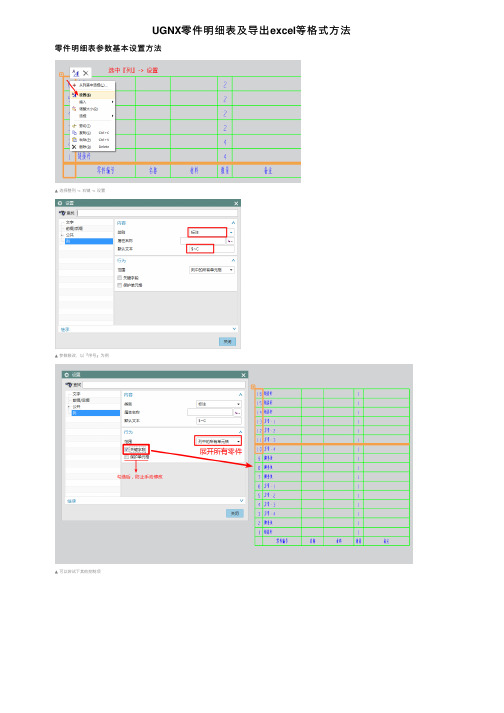
UGNX零件明细表及导出excel等格式⽅法零件明细表参数基本设置⽅法
▲选择整列 -> 右键 -> 设置
▲参数修改,以『序号』为例
▲可以尝试下其他控制项
▲零件明细表的级别编辑
允许多个明细表参数控制
环境变量⽂件修改
默认情况下⼀张图纸,只允许⼀个明细表,当你尝试添加两个时会有提⽰,需要修改参数。
打开:
"C:\Program Files\Siemens\NX 10.0\UGII\ugii_env.dat"
添加变量:
UGII_UPDATE_ALL_ID_SYMBOLS_WITH_PLIST=0
这样设置后,就可以添加多个零件明细表了。
关于ugii_env.dat环境变量⽂件
详细可以参考⽂末『参考』。
导出零件明细表的⽅法
零件明细表右键导出
选择整个零件明细表,右键导出。
▲导出`html`⽂件,⽂件的存放的路径:`C:\Users\Administrator\AppData\Local\Temp`。
▲导出 excel 的⽅法,导出后可以在 excel 中进⾏筛选删除计算过滤等操作。
提⽰保存格式问题时候,⽤另存为覆盖保存就⾏。
另外,导出『⽂件』(txt格式),和『信息窗⼝』(与Ctrl+I类似)可以⾃⾏尝试。
直接命令导出
▲点击这个命令时,有错误提⽰信息,暂时还不清楚怎么⽤,和问题出在哪⾥;我想,直接⽤上⾯的那⼀种⽅法就好。
▲错误信息提⽰
参考:
1. // 关于环境变量
2. // 关于制作标准图框
3. // 关于属性⼯具。
ug4.0制图模块[指南]
![ug4.0制图模块[指南]](https://img.taocdn.com/s3/m/42e9e4b50129bd64783e0912a216147917117e03.png)
进入制图模块1章制图参数预设值二、制图界面预设置选择菜单栏【首选项】--【制图】选项,系统弹出【制图首选项】对话框。
该对话框包含了控制视图更新、保留注释、和抽去对象显示等选项。
延迟视图更新;用于设置是否抑制视图更新。
关闭该选项,系统在初始化工程图时,将自动跟新所有已修改的视图。
其抑制的主要对象是视图中的隐藏线、轮廓线、视图边界和剖面线等选项。
定义渲染集;渲染集是由隐藏线或轮廓线的颜色、线型、线宽等信息和实体组成。
该对话框用于创建、更新、删除或者重命名一个心的渲染集,要创建渲染集,应该在【当前集】文本框中输入要创建的渲染集名称,再在绘图工作区域中选择实体或组件,再选择隐藏线或轮廓线选项,并在可变显示区重定义他们的颜色、线型、线宽等参数,最后确定即可。
保留注释;选择保留注释,弹出下图对话框该选项用于设置工程图中的注释是否可以保留。
注释包含各种尺寸、中心线、剖切线、剖面线、文本和符号等。
如果打开该选项,可以防止因为模型改变而引起的相关注释被删除。
删除保留注释;用于删除当前视图中所有保留对象。
1.2视图选项选择【首选项】--【视图】选项,系统弹出上图所示对话框。
该对话框包含剖面显示参数、隐藏线显示参数。
可见线显示参数、光顺边显示参数、虚拟交线显示参数和螺纹显示参数功能选项。
当前预设置只对当前命令、预设置之后添加的视图有效,而对预设置之前添加的视图无效。
当前命令结束后,各种预设置恢复为命令前的全局参数。
三、制图预设值1、颜色设置选择菜单栏中的【首选项】--【可视化】--【颜色设置】选项,系统弹出【颜色设置】对话框。
在【图纸部件设置】选项组,可以设置预选、选择、背景、前景的颜色。
如下图所示。
预选;当移动光标指向某制图对象时,可以选择对象的预选颜色选择;单击鼠标左键,选择对象的颜色。
前景;创建制图对象的颜色。
背景;图纸的颜色,即工作平面的颜色。
2.Drawing Grid 设置选择【首选项】--【工作平面】选项,弹出【工作平面首先项】对话框,选择【Drawing Grid】选项卡。
proE4.0工程图简单明细表制作
Pro/E简单明细表制作一、概述以前做装配图都是在AutoCAD中手动标注球标,然后手工填写明细表,包括序号、代号、名称、材质、数量、重量及备注等信息。
这样做很麻烦,很容易丢漏,尤其当产生更改时,更是雪上加霜……最近工作时间较充裕,就查了一下资料,体验了一下用Pro/E直接生成明细表的感觉,虽然目前的水平还只能做的很简单,但已经感觉很爽了。
下面就把我自己做明细表的过程与大家分享,希望高手指点,相互交流,共同进步! 二、准备工作要实现自动生成装配图,需要使用Pro/E的参数化功能。
包括从一开始的零件建模开始,到最后的装配组件,都需要设置相应的参数,以便相互联系。
于是,为避免每次建模都有设置参数,我们可以制作零件及组件模板。
当我们创建新零件或组件时直接将模板另存为我们需要的名称就可以了。
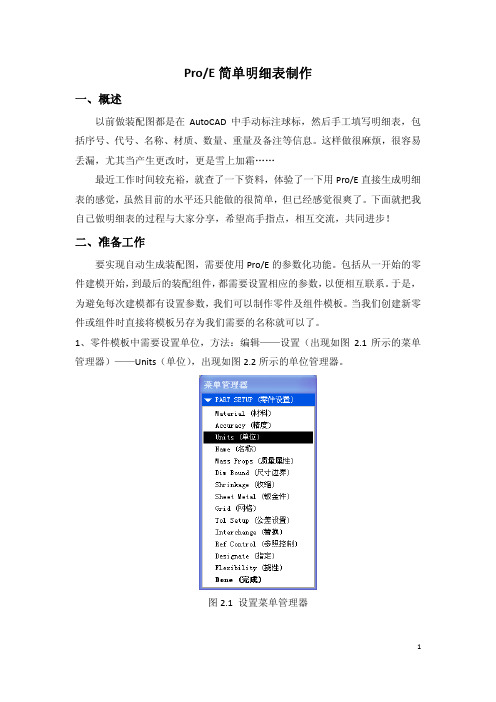
1、零件模板中需要设置单位,方法:编辑——设置(出现如图2.1所示的菜单管理器)——Units(单位),出现如图2.2所示的单位管理器。
图2.1 设置菜单管理器图2.2 单位管理器我一般选择如图所示的“毫米牛顿秒(mmNs)”。
(有朋友说对应钢制件选择“米千克秒(MKS)”计算结果要更准确一些,但我没有试验,希望大家试一试,并把结果回复一下哦!)2、零件模板中需要设置密度,方法:编辑——设置——Mass Props(质量属性),出现如图2.3所示的设置质量属性对话框。
图2.3 设置质量属性我们知道,钢材的密度为7.8X10³Kg/m³。
当我们用以上单位进行计算时,结果显示的单位为公吨,如图2.4所示。
可见,密度与质量的单位与标准都不一致。
需要我们换算一下才能得到标准的质量单位Kg。
我们输入钢质密度是直接输入7.8E-6,最终计算的结果就是Kg。
如图2.4所示,输入的密度为7.8E-6,则质量为0.5896Kg。
图2.4 分析质量属性结果3、零件模板中的参数设定。
在装配图明细表中,需要显示各个零部件的序号、代号、名称、材质、数量、重量及备注等信息。
UG 模架库参数表
有无推板导套:=1有导套;=0无导套
supp_gbb_r=1
有无水口板导套:=1有导套;=0无导套
supp_gpa=1
有无导柱:=1有导柱;=0无导柱
supp_r=1
有无水口板:=1有水口板,=0无水口板
supp_s=1
有无推板:=1有推板,=0无推板
supp_spn=1
有无拉杆:=1有拉杆,=0无拉杆
拉杆导套(安装空)直径
spn_bush_hd=35+1.4
拉杆导套沉头孔直径
spn_bush_hh=8+0.2
拉杆导套沉头孔深度
spn_hd=25+1.4
拉杆沉头孔直径
spn_hh=10+0.2
拉杆沉头孔深度
spn_l=CP_off+CP_h/2+TCP_off+TCP_h 拉杆长度=C板偏离+半C板高度+顶板偏离+顶 板厚度
说明
模架型号 模板宽度 模板长度 动模离空 定模离空 底针板离空(垫钉高度) 顶板厚度 B板厚度 EJB长度 EJP长度 EJP无、有
C板宽度 顶出板宽度 面针板厚度 底针板厚度 A板厚度 B板厚度 承板(C板)厚度
面、底针板固定螺丝直径 顶出板螺钉X向距离 顶出板螺钉Y向距离 拉杆型号 水口板(弹料板)厚度 推板厚度 回针(复位杆)直径 EGP直径 回针X向距离 回针Y向距离 拉杆直径 导柱或拉杆X向距离 拉杆Y向距离Y0 拉杆Y向距离Y1 上下模螺钉直径 上下模螺钉沉头孔深度 上下模螺钉X向距离 上下模螺钉Y向距离 单边螺钉数量 模胚类型 直身模顶板宽度 工边模顶板宽度
顶出板螺钉长度=底针板厚+ 面针板厚-沉头孔 深度
es_n
ug模架教程
加载浇口套:
在“标准件管理”对话框的目录里,选择厂商DME_MM,在部件列表框中选 择浇口套Sprue Bushing,选择“两者皆是”,选择CATALOG_LENGTH (浇口套直身长度)为46,其它参数默认,如左下图,点击确定后结果如右下 图。 浇口套
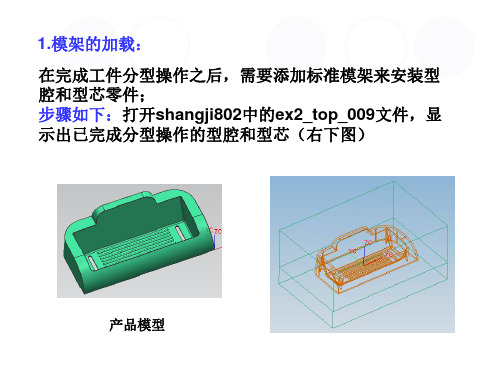
3. 模具三大系统设计:
模架和主要的标准件加载完毕之后,还需要添加浇注系统、 冷却系统和顶出系统等,才能满足注塑模的基本结构要求。
浇口结果
3.2 顶出系统:
常见的顶出机构有顶杆顶出机构和滑块抽芯机构等,当产品结构简 单时一般用顶杆顶出;产品含有侧孔、侧向凸凹或倒扣时,除了顶 杆顶出外,还要使用滑块抽芯机构来实现脱模。我们还以下面这个 产品模型来演示顶出机构的加载:
倒扣
ห้องสมุดไป่ตู้侧孔
加载顶杆:
在“注塑模向导”工具条中单击“标准件”按钮,选择左图所示的顶 杆:
隐藏目的:仅显示动模座部分和型芯部件。 隐藏方法:在装配导航器中取消ty_misc_005(定位环和浇口套标准件) 节点文件复选框的勾选,即隐藏ty_misc_005; 隐藏ty_molebase_mm_038下的ty_fixhalf_022(定模部分); 隐藏ty_layout_017下两个相同分型部件ty_prou_003中ty_cavity_002 (型腔部件)。
EJA_h
EJB_h
推件固定板厚度
推件板厚度
EF_w
R_h
推件板厚度
卸料板厚度
应根据产品的尺寸、形状、型腔的布局、型腔型芯模型的大小,以及浇注冷却 系统的布置等因素,来选择一合适的标准模架,对于这个实例,根据其布局信 息:宽W = 170、长L = 110、型腔厚 Z_up = 55 、型芯厚Z_down = 25选用 模架FUTABA_DE,因单分型面结构,有支撑板但无卸料板,选EA类型,模架 规格采用2025,并设置模架部件列表框中的如下参数“Fix_open=0.5, move_open=0.5,EJB_open=5, AP_h=55,BP_h=25” 其它参数默认,点击“确定”,系统生成模架结果如下:
UG部件明细表

玩转UG部件明细表一一一分钟学会玩转UG部件明细表分钟学会来源:未知模具站责任编辑:模具站发表时间:2010-05-2716:23UG,部件明细表UG基础教程UG数控编程UG模具设计UG逆向造型UG装配仿真UG工程制图UG综合技巧UG电极铜公UG二次开发核心提示:我碰到好多朋友抱怨UG制图不如SolidWorks和Pro-E那么人性化,可以很方便的添加标题栏和文字,打印也很麻烦。
我想这是因为你对其功能还不是很熟悉,得益于UG强大的模板功能,我现在出图完全用他,很方便,无论是装配图,还是简单的工程图,完全可以和CAD那么…我碰到好多朋友抱怨UG制图不女口SolidWorks和Pro-E那么人性化,可以很方便的添加标题栏和文字,打印也很麻烦。
我想这是因为你对其功能还不是很熟悉,得益于UG强大的模板功能,我现在出图完全用他,很方便,无论是装配图,还是简单的工程图,完全可以和CAD那么随便,打印更是随心所欲,A3幅面的不用设置就可以完美的打印在A4或者其他纸张上。
呵呵,你是否也想成为这样,那就要认真读下面的教程了。
这是我结合自己工作中遇到的各种问题,将UG制图做了个总结,相信能给你带来一定的启发。
下面我就要按照大家制图的顺序来讲解。
一、通用设置1. 更改UG用户配置文件ugii_env.dat用记事本打开UG安装目录(如C:\ProgramFiles\UGS\NX3.0\UGII)下的ugii_env.dat文件,用查找菜单找到并修改下列内容:(1)功能:调出粗糙度符号菜单UGII_SURFACE_FINISH=ON(将原来的OFF改成ON)(2)自动调出加载图样pattern图框标题栏(前提:做好图框标题栏并保存)UGII_PATDIR=F:\UG\pattern(你放置图框文件的目录,我的是在pattern文件夹)“注意”:必须将此行前面的“#”删除,否则无法实现功能。
2. UG“文件”一“实用工具”一“用户默认”,在“用户默认”对话框中设置“制图”标签,比较简单,大家可以根据自己的习惯设置。
UG4.0帮助文档-UG公司原版资料
??
选项
描述
-help
打印此表中的所有开关。
-rm
打印记录管理器分区
-cmod -ess
打印 CMOD 分区 打印表达式分区
-occ
打印 Occurrences 分区
-path -ps -full
打印 Path 分区 打印 Parasolid 分区 打印全部分区
-trace
读部件时打印跟踪信息
-cookies -refs
仅打印有关部件的发行版信息
????????
ug_inspect ? ? ? ? ? ? ? ? ? ? ? ? ?
• 何时保存部件的历史,包括:
UG 发行版本号 日期和时间 用户名 节点名 机器格式 部件是否由 Open C 和 C++ API 程序归档 • 部件内容,包括:
部件单位(英寸/公制) 部件中找到的对象类型列表 部件标题头信息(状态、描述和用户区域) 部件格式(例如:它是否有选择性地归档)[仅限于 V10 之前的部件] 整个部件的大小和部件内每个非空目录的大小
• 简单分析: 检查部件是否包含 UG 概念(UGConcept)的旧版本,防止在 V10.x 中直接 调用它。
检查是否由于使用 ASCII 模式下的 ftp(文件传输协议)复制部件而使部件 看起来像遭到了破坏。
相对于本地时区报告所有日期和时间。因此,如果在 9:00 生成文件并将它发 送给三个时区以外的某人,而此人对部件运行 ug_inspect,则输出会显示该部件 保存于 6:00。 ????
打印 cookie 和对象 id 信息 打印最近一次引用的部件信息
-all_refs
打印所有参考部件信息
-scan
UG NX4.0 快速入门--第01章 UG NX 4.0功能概述
UG NX 4.0 快速入门教程
展迪优 主编
机械工业出版社
本章内容主要包括: 用CAD工具介。 UG NX 4.0软件的特点。
应力分析
可选过程
结构强度分析 疲劳分析
塑料流动
概念设计
工业造型
零部件三维建模
二维工程图
热分析
公差分析与优化
NC仿真及优化 动态仿真
可选过程
图1.1.1 CAD产品设计一般流程
1.基本环境 2.零件建模 3.装配 4.工程图 5.加工 6.分析
7.用户界面样式编辑器 8.编程语言 9.质量控制 10.机械布管 11.钣金(Sheet Metal) 12.电子表格 13.电气线路
UG NX 4.0系统在数字化产品的开发设计领域具有以下五 大特点。
ug切削参数表

普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通
aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
0.2 50 500 1200 \ \ 0.2 50 500 1200 \ \ 0.2 50 500 1200 \ \
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
刀具悬伸长度 刀长在50以下 刀长在50以下 刀长在50以下 刀长在50以下 刀长在50以下 刀长在50以下 刀长在60以下 刀长在60以下 刀长在60以下 刀长在60以下 刀长在60以下 刀长在60以下 刀长在90以下 刀长在90以下 刀长在90以下 刀长在90以下 刀长在90以下 刀长在90以下 刀长在130以下 刀长在130以下 刀长在130以下 刀长在130以下 刀长在130以下 刀长在130以下
刀具直径 E10R0.8 E10R0.8 E10R0.8 E10R0.8 E10R0.8 E10R0.8 E12R0.8 E12R0.8 E12R0.8 E12R0.8 E12R0.8 E12R0.8 E16R0.8 E16R0.8 E16R0.8 E16R0.8 E16R0.8 E16R0.8 E20R0.8 E20R0.8 E20R0.8 E20R0.8 E20R0.8 E20R0.8
基于Excel的UG参数化建模研究

SQRK
-PQSX
-LQ>
-WQMX
5@" B
BD9
MQR LQL
RQL LQX
WQX RQL
XQM S
BV
KQM
KQW
MQ-
RQL
5@" 1
BD9
S WQRL
-P XQRL
-K ->QMW
-R -MQMW
如图 -所示*六角螺母主要尺寸特征有 0,B,F*0表示螺母 规 格*B 表 示 螺 母 厚 度*F表 示 螺 母 外 六 边 形 内 切 圆 直 径+选 择 这 三 个 尺 寸 作 为 主 要 参 数 驱 动 螺 母 结 构=螺 母 的 模 型 可 通 过 拉 伸 F得到=在建模时应特别注意拉伸体,倒 角 及 螺 纹 孔 这 三 个 主 要特征以及他们的关系+
根 据 相 万似方性数原 理据对 需 要 建 库 的 零 件 进 行 分 类*确 定 其 能 够
Y特征的复合零件+复合零 件是在 &’./环境下用交互方式创建的三维零件模 型*复 合 零 件 综 合 了 该 零 件 族 所 有 零 件 个 体 的 形 状 和 结 构 特 征*即 基 于 复 合 零 件 可 以 派 生 该 零 件 族 的 任 何 一 个 零 件*零 件 可 以 继 承 复 合 零 件 的 全 部 特 征 或 部 分 特 征 +之 后 *在 三 维 零 件 样 板 的 基 础 上 确 定 一 组 设 计 参 数 来 控 制 模 型 的 形 状 和 拓 扑 关 系*并 建 立 零 件 族 设 计 参 数 的 系 列 尺 寸 +最 后 *通 过 选 择 不 同 系 列 尺 寸 来 自 动 生 成 零 件 的 三 维 模 型 *从 而 实 现 三 维 零 件 库 的 创 建 +
模座参数表

107 spn_x_tp 大拉杆在X方向上距离
108 spn_y 大拉杆在Y方向上距离
109 spn_y_tp 大拉杆在Y方向上距离
110 supp_gba 三板模大拉杆上导套的抑制
111 supp_gbb 抑制S板导套
112
supp_gbb_ r
抑制R板导套
113 supp_gpa 正装导柱的抑制
66 cs_y
S-2在Y方向的距离
67 dp1_l 下固定DP的长度
68 dp_l
上固定板DP的长度
69 dp_x=cs_x DP在X方向的距离
70
dp_y=ps_y -PS_d-
DP在Y方向的距离
71 eg_x
EGP在X方向的距离
72 eg_y
EGP在Y方向的距离
73 egp_l EGP的长度
74 es_hh=5.4 S-3总长度和有效长度差值
U_off=BP_off+BP_h//BP_off-BP_h cs_hh=7.4 cs_l=BCP_h+CS_d*1.5-cs_hh cs_x=ps_x cs_y=424 dp1_l=2*BCP_h dp_l=2*TCP_h dp_x=cs_x dp_y=ps_y-PS_d-DP_d-20 eg_x=rp_x eg_y=rp_y-RP_d*2-30 egp_l=CP_h+BCP_h es_hh=5.4 es_l=EJB_h+EJA_h-es_hh es_n=3 es_off=EJB_off+EJB_h//EJB_off-EJB_h//-320 es_x=234 es_y=474 es_y1=0 fix_open=0.0 gba2_l=BP_h gba_l=AP_h gbb_l=S_h-1 gp1_l=if(GTYPE==1)(R_off+S_height+BP_h/2)else igfp(_GlT=YiPfE(=G=T0Y)P(EB=P=_0h)+(SB_Ph_ehi+gSh_th+eAiPg_hht/+2A)Pe_lhs/e2()2e0l0s)e if(GTYPE==1)(R_off+S_height+BP_h/2)else(200) gp_spn_y0=424 gp_spn_y1=424 gp_x=if(TP==1)(spn_x_tp)else(324) gp_y=if(TP==1)(spn_y_tp)else if(SPN_TYPE==0)(gp_spn_y0)else if(SPN_TYPE==1)(gp_spn_y1)else(gp_spn_y0) index=1 mold_chamfer=1 mold_l=500 mold_w=400
UG部件明细表
玩转UG部件明细表——一分钟学会玩转UG部件明细表——一分钟学会来源:未知模具站责任编辑:模具站发表时间:2010-05-27 16:23UG,部件明细表UG基础教程UG数控编程UG模具设计UG逆向造型UG装配仿真UG工程制图UG综合技巧UG电极铜公UG二次开发核心提示:我碰到好多朋友抱怨UG制图不如SolidWorks和Pro-E那么人性化,可以很方便的添加标题栏和文字,打印也很麻烦。
我想这是因为你对其功能还不是很熟悉,得益于UG强大的模板功能,我现在出图完全用他,很方便,无论是装配图,还是简单的工程图,完全可以和CAD那么…我碰到好多朋友抱怨UG制图不如SolidWorks和Pro-E那么人性化,可以很方便的添加标题栏和文字,打印也很麻烦。
我想这是因为你对其功能还不是很熟悉,得益于UG强大的模板功能,我现在出图完全用他,很方便,无论是装配图,还是简单的工程图,完全可以和CAD那么随便,打印更是随心所欲,A3幅面的不用设置就可以完美的打印在A4或者其他纸张上。
呵呵,你是否也想成为这样,那就要认真读下面的教程了。
这是我结合自己工作中遇到的各种问题,将UG制图做了个总结,相信能给你带来一定的启发。
下面我就要按照大家制图的顺序来讲解。
一、通用设置1. 更改UG用户配置文件ugii_env.dat用记事本打开UG安装目录(如C:\Program Files\UGS\NX 3.0\UGII)下的ugii_env.dat 文件,用查找菜单找到并修改下列内容:(1)功能:调出粗糙度符号菜单UGII_SURFACE_FINISH=ON(将原来的OFF改成ON)(2)自动调出加载图样pattern图框标题栏(前提:做好图框标题栏并保存)UGII_PATDIR=F:\UG\pattern (你放置图框文件的目录,我的是在pattern文件夹) “注意”:必须将此行前面的“#”删除,否则无法实现功能。
2. UG“文件”—“实用工具”—“用户默认”,在“用户默认”对话框中设置“制图”标签,比较简单,大家可以根据自己的习惯设置。
ug57套分模内容Microsoft Excel 工作表

001初遇UG:详细讲解模胚、法兰、唧嘴、标准件的调用、详细讲解顶针、丝筒、小水口 002浇口与流道:扇型,潜顶针,大水口直接进,牛角003电话机:MPV分模法,更改产品参数让模具数同步改动,拔模斜度的放法,去圆角放斜度 004拼科组装:一模多科芯,移产品和移坐标两种方式摆正产品,stp文件005收录机顶壳:proe转UG、前模内藏行位、一模多产品、快速拆006豆浆机:前模斜弹、后模推板、巧妙辟开斜弹中间007象面具:异形边缘分型面处理,异形边缘抓取最大外围,高难度曲面008折叠音响机壳:前模难处理包圆角斜弹、细解前模行位做法、一009电脑CD门:调CAD到UG、proe转UG、一模多产品、顶针式挂台斜顶、斜010内行位:在产品里面做行位,解决无法做斜顶的011狗腿铲机:前模斜行位、狗腿铲机的用法、强行复位012行位中顶针:行位上做顶针,让产品不会产生变形,产品抽松后顶针可与行位一起013行位中司筒:行位上装丝筒,产品抽松后丝筒可与行位一起014行位中弹针:在行位上做弹针,两个方向出扣位,与狗腿延时行位做配合,巧妙015行位中行位:行位上行位而且带动小行位走一段016行位上斜顶:行位上装斜顶,强行复位,强行行开扣位,斜顶可与行位一起017碟层行:双层行位,简化解决不同方向的018分段式内圆周伸缩:经典分段式内扣内缩019全周式内圆周伸缩:经典全周式内扣内缩机构,四块顶针板扣鸡控制二次顶出020内缩圆另解:斜顶配内行位,巧妙而简单,手动画唧嘴,搭边水口,021无线耳机叉仔:异形小空间斜顶,巧妙结构行位带动行位再带动行位,避免用022键帽:四块顶针板之扣鸡二次顶出,延迟流道顶出,复位顶针023高压锅手柄:另类轨道出行位,无顶出系统之拉杆024连环扣:CAD导入UG作图,改进网上版本不合理025打印机之主壳:大型精密模具,模架超过一米,大模的制做工艺和技巧,油缸抽出026打印机之活动盖:4590精密模具,六个行位两个斜顶,斜顶双重定位T块027打印机配件三层齿轮:巧秒辟开中间齿轮,达到线割效果,如何加固028DVD机壳:高档产品,加工要求高,前模行位细解,大行位的029三次顶出湿纸巾盒盖:六块顶针板,三次顶出,叠层030二次抽芯酒店调酒器:两次抽芯,强行脱模,简化三次顶出的031收录机盖:三边前模T行行位,细讲前模行位的032螺纹系列之一后螺纹马达水壶盖子:经典马达配合链轮,螺杆后退出033螺纹系列之二后螺纹油缸水瓶盖:油缸配合齿条,推板顶出产品,油缸装了行程034螺纹系列之三侧螺纹:利用前后模开模距离,装上齿条驱动齿轮组运转,侧螺纹035螺纹系列之四前模螺纹:前模螺纹解法,油缸配036斜齿轮:顶出产品时可旋转模芯,细讲解斜齿轮腔体加工工艺,让你不再是懂非懂, 037气顶加单热嘴:讲解常用的气顶结构和热唧嘴的038专业笔模之笔筒:精密专业笔模的制作,后模走螺纹,马达带动,无顶板设计,前模拉 039专业笔模之笔头:精密专业笔模的制作,行位上走流道,行位耐磨块的使用,运水的详 040专业笔模之软胶套:精密专业笔模的制作,扣鸡控制开模动作,实现开动行位再041二次顶出之一尼龙扣:常用二次顶出,利用简单的尼龙扣实现避空042二次顶出之二扣鸡:常用机械式二次顶出,利有扣鸡控制行程,保险043前模斜顶之翻盖手机壳:前后模斜顶,前模斜顶用紧位扣鸡044风扇叶片:常见的风扇叶片分模,以及进胶和045高精密手机:高端精密手机分解,不同行位的做法,斜定座的046斜顶上装顶针:斜顶上装顶针,简单巧妙但实用,避免胶位粘047斜顶上面装丝筒:斜顶上装丝筒,比斜顶上装顶针要复杂,结构更上一048斜顶上面做斜顶:斜顶上面做斜顶可以解决两个方向有扣位的出模问题,049行不同方向的孔:结合自动分模命令讲解,一个行位如何行动不同方向050飘柔洗发水盖子:四块顶针板扣鸡二次强行顶出,前模先把粘模位抽空,大针中间两 051摁式沐浴露盖子:弧型抽型,后模出螺纹,无顶针板设计,推板强行拉出052数码相机:四边行位,分不开模之处理法,精密模拼053弧抽芯系列之一弯管:双油缸双抽芯,经典弧型抽芯结构,油缸安装054弧抽芯系列之二大型弯管:大型弯管制作,直位配弧位,包住弧位先行开直伸位,直 055弧抽芯系列之三三通管:复杂经典大型三通管制作,同样先抽直位再抽弧位,六行位 056弧抽芯系列之四花洒:经典中的经典,齿轮组弧抽芯,油缸抽芯057弧抽芯系列之五水龙头:六行位,两抽芯长斜导,简捷的连杆拉动弧顶针、丝筒、小水口模胚、点胶、三板模流道,整套模的设计流程的放法,去圆角放斜度,去圆角删面,拉实体,强行法,补顶、斜顶针可与行位一起做配合,巧妙与行位一起控制二次顶出行位,避免用技巧,油缸抽出,油缸装了行程组运转,侧螺纹让你不再是懂非懂,三板流道点胶纯手工无顶板设计,前模拉杆拉动推板顶出磨块的使用,运水的详细制作,包括行位运水,丝筒运水如何调用运水的标实现开动行位再模问题,位抽空,大针中间两次强行拉出位先行开直伸位,直身行位随弧抽芯一起位再抽弧位,六行位两。
UG-模架库参数表说明
支承板厚度(承板厚度) Y向推板固定螺钉的数量 (Y向顶针板固定螺丝的数量 ) 推板、推杆固定板固定螺钉直径(上下顶针板的固定螺丝直径) 推板固定螺钉X向距离(顶针板固定螺丝X方向距离) 推板固定螺钉Y向距离(顶针板固定螺丝Y方向距离) 拉杆位置形式(0:OUT拉杆位置在外;1:IN拉杆位置在内) 推料板厚度(水口板(弹料板)厚度) 推件板厚度 复位杆直径(回针直径) 推板导柱直径(中托边直径) 复位杆X向距离(回针X向距离) 复位杆Y向距离(回针Y向距离) 拉料杆直径(拉杆直径) 导柱X向距离 拉杆在外侧,则拉杆Y向距离为Y0 拉杆在内侧,则拉杆Y向距离为Y1 上下模固定螺钉的直径 上下模固定螺钉沉头孔深度 上下模固定螺钉X向距离 上下模固定螺钉Y向距离
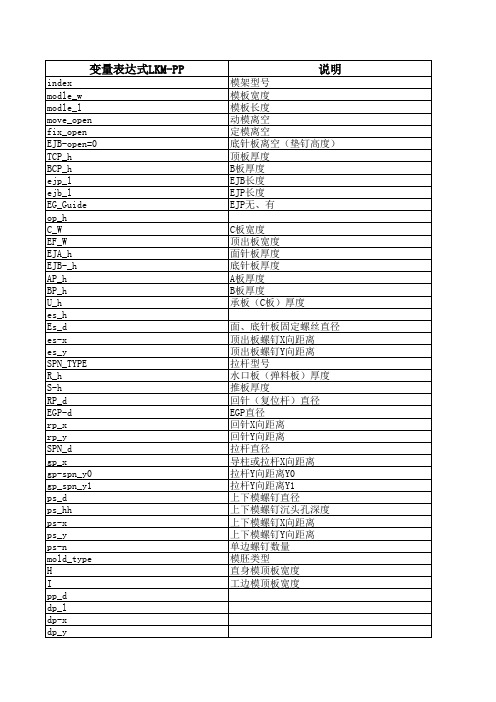
变量表达式LKM-PP
index modle_w modle_l move_open fix_open EJB-open=0 TCP_h BCP_h egp_l egb_l EG_Guide
CP_h C_W EF_W EJA_h EJB-_h AP_h BP_h
以龙记模架三板模架为例
U_h es_n Es_d es-x es_y SPN_TYPE R_h S-h RP_d EGP-d rp_x rp_y SPN_d gp_x gp-spn_y0 gp_spn_y1 ps_d ps_hh ps-x ps_y
ps-n mold_type
H I dp_d dp_l dp-x dp_y cs_d cs_hh cs-x cs-y GTYPE shorten-ej shift_ej_screw supp_pocket=1
以龙记模架三板模架为例
说明(最后面括号中为香港、台湾地区术语叫法)
模架型号 模板宽度 模板长度 B板与绝对座标Z向距离(动模离空) A板与绝对座标Z向距离(定模离空) 限位钉高度(推板与动模固定板之间的距离)(底针板离空) 定模固定板厚度(顶板厚度) 动模固定板厚度(底板厚度) 推板导柱长度(中托边导柱长度) 推板导Байду номын сангаас长度(中托司导套长度) 推板导柱、导套有无(0:OFF为没有,1:ON为有)(中托司、中托边有无) 垫块高度(C板高度) 垫块宽度(C板宽度) 推板宽度(顶出板宽度) 推杆固定板厚度(面针板厚度) 推板厚度(底针板厚度) 定模板(A板厚度) 动模板(B板厚度)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
lndex
AP_h
BCP_h
BP_h
C_W
CP_h
CS_d
cs_hh
cs_x
cs_y
DP_d
dp_l
dp_x
dp_y
EF_W
EG_Guide
eg_x
eg_y
egb_1
EGP_d
egp_1
EJA_h
EJB_h
EJB_open
ES_d
es_hh
es_n
es_x
es_y
es_y1
ETYPE
factory_id tix_open
GP_d
gp_spn_yo
gp_x
GTYPE
H
hp_guide_off hp_guide_x hp_guide_y HPA_h
HPB_h
HPS_d
HPS_n
hps_x
hps_y
hps_y1
I
mold_1
Mold_type
mold_W
mould_no
move_open
PS_d
ps_hh
ps_n
ps_x
ps_y1
ps_y2
ps_y
RP_d
rp_X
rp_Y
S_h
shift_ej_screw
shorten_ej
SPN_TYPE
supp_hot
supp-np1,supp_n.n2_supp-nn3 supp_pocket
T
TCP- h
TYPE
U_h
X_OFFSET
Y_OFFSET
Z_TYPE
SPN_TYPE
I_ext
W_ext
SUPP_ dp
EF
supp-hot
NUMBER_sc
TOTALLENGTH
龙记模架参数表LKM--SG
LKM模架系列号
A板厚度
底板板厚度
B板厚度
方铁宽度
方铁高度
T4螺钉规格
T4螺钉胚头高度
T4螺钉X方向距离
T4螺钉y方向距离
销钉直径
销钉长度
销钉在x方向的距离
销钉在y方向的距离
面针板宽度
是否有推板导柱(O无,1有)
推板导柱在X方向的距离
推板导柱在Y方向的距离
推板导套长度
推板导柱直径
推板导柱长度
面针板厚度
底针板厚度
底针板与底板之间的距离,即垃圾钉厚度
T2螺钉直径
T2螺钉胚头高度
T2螺钉单列个数
T2螺钉X方向距离
T2螺钉Y方向距离
T2单列个数=4时中间两个螺钉的距离
;=1时EJA向上偏离4MM;=0时EJA和EJB板之间没有间隙集团内事业部代码,用于模具刻字
定模向上移动的距离
导柱直径
导柱在Y方向上的距离
导柱在X方向的距离
导柱位于A板或B板
H型号模架顶板和底板宽度
热流道模具前模导向柱在顶板抬起的距离
热流道模具前模导向柱在X方向的距离
热流道模具前模导向柱在Y方向的距离
热流道模具中热流道板厚度
热流道模具中垫板厚度
热流道模具中顶板与热流道固定螺钉T5的直径
热流道模具中顶板与热流道固定螺钉T5的数量
热流道模具中顶板与热流道固定螺钉T5在X方向的距离
热流道模具中顶板与热流道固定螺钉T5在Y方向的距离
热流道模具中顶板与热流道固定螺钉T5数量为4时,在Y向上内侧两螺钉的距离
I型号模架顶板和底板宽度
模架长度
模架型号H,I,T
A,B板宽度
模具编号(4位),用于刻字
动模向下移动的距离
T1或T3螺钉规格
T1或T3螺钉胚头高度
T1或T3每列螺钉数量
T1或T3螺钉X方向的距离
当ps_n=4时,为中间两个螺钉的间距;=5时为第二,四间的距离;=6时为第二,五间的距离当ps_n=4时,为中间两个螺钉的间距;
T1或T3螺钉Y方向最大距离
回程杆直径
回程杆在X方向距离
回程杆在Y方向距离
B型模架中S板厚度
T2在长度方向上向内收缩尺寸
面针板和底板在长度方向上缩短的尺寸
控制参数(暂不理会)
模具不是热流道O;是用1
控制名牌型号,1为大型
控制参数(暂不理会)
T型号模架顶板和底板宽度
顶板厚度
模架类型
垫板厚度
模具偏心时,用于控制格林柱的X向偏心值
模具偏心时,用于控制格林柱的Y向偏心值
注塑机
拉杆在内或在外
长度扩展
宽度扩展
模具中有没有销钉
针板宽度
热流道加减切换
表示螺钉多少个选择
表示斜导柱的长度。