封头过渡段组装尺寸检查记录
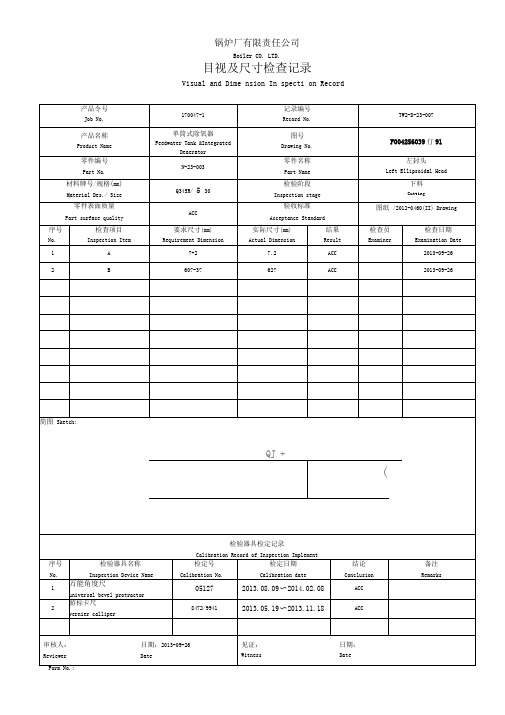
锅炉厂有限责任公司左封头坡口尺寸检查记录
Part surface quality
ACC
验收标准
Acceptance Standard
图纸/2012-0460(II) Drawing
序号
No.
检查项目
Inspection Item
要求尺寸(mm)
Requirement Dimension
实际尺寸(mm)
Actual Dimension
结果
Result
检查员
Examiner
检查日期
Examination Date
1
A
7+2
7.2
ACC
2013-09-26
B
60?-3?
62?
ACC
2013-09-26
简图Sketch:
QJ +
(
检验器具检定记录
Calibration Record ofInspection Implement
序号
No.
锅炉厂有限责任公司
Boiler CO. LTD.
目视及尺寸检查记录
Visual and Dime nsion In specti on Record
产品令号
Job No.
170047-1
记录编号
Record No.
TW2-D-23-007
产品名称
Product Name
单筒式除氧器
Feedwater Tank &Integrated Deaerator
vernier calliper
8472/9941
2013.05.19〜2013.11.18
ACC
审核人:日期:2013-09-26
压力容器封头成型工艺规程
压力容器封头成型工艺规程1. 主题内容与适用范围本规程规定了压制封头时胎具的选择、封头成形及检验等内容。
适用于碳素钢、普通低合金钢、不锈钢等材质的压力容器封头制造。
2. 引用标准GB150-1998《钢制压力容器》《钢制压力容器用封头》《压力容器安全技术监察规程》3. 胎具选择3.1 封头尺寸应符合JB/T4746-2002《钢制压力容器用封头》的规定。
公称直径DN=400~3000的椭圆形、碟形封头为整体冲压成型;球形、锥形封头及DN>3000mm的椭圆形、碟形封头为分片压制成型。
3.2 热压封头应考虑热压后的收缩量。
整体热压封头的收缩率δ一般为δ=3.5~8%,它与钢板的材质和线膨胀系数有关,可用下式进行计算:δ=a×△t×100%式中:δ收缩率,mm/mma 线膨胀系数,10-6 mm/mm℃△终压温度与室温之差。
℃3.3 冷压封头应考虑冷压后的回弹量。
回弹量与钢板的材质、厚度及封头尺寸等因素有关。
冷压整体封头的回弹量同般为3/1000~7/1000。
碳钢、低合金钢封头应避免冷压成形。
如必须冷成形时,成形后应进行热处理。
3.4 热压封头与封头模具之间的间隙Z=(0.1~0.2)δn, 其数值可参考表3.4。
表3.4 单位: mm3.5 下模圆角R的确定下模入口处圆角与封头冲压质量关系很大,一般取R=(2~3)δn(其数值可参考表3.5)。
表3.5 单位:mm3.6 热压椭圆形封头的压边范围:当D i=400~1200, D w-D i=20δn时,必须压边。
当D i=1200~1900, D w-D i=19δn时,必须压边。
当D i=2000~2800, D w-D i=18δn时,必须压边。
注:D i------------封头内径,mm;D w-----------------封头开展直径,mm;δn-------钢板厚度,mm;4. 封头压制4.1 封头的下料和拼接执行《压力容器产品下料工艺规程》和其他有关标准。
旋压封头监检过程中几个要点的控制

6 2
化 工装备 技 术
第3 5卷 第 1 期
中不 能严 格地 执行 旋压 工艺 ,不 按标 准规 程进 行 检 验 ,那 么往往 造成 封头 形状 偏差 超标 ,给 日后 的 使 用埋 下极 大 的安全 隐 患。 因此 ,在监 检 中对旋 压 封 头形 状偏 差 的控制 ,监 检员 不能 只停 留在 对 厂方 检 验 资料 的确认 上 ,应经 常深 入现 场 ,检查 操 作工 的 操作 程序 和操 作方 法 是否符 合 工艺要 求 .生 产过 程 中检验 是否 进行 ,检 验用模 板 是否合 乎 要求 ,有 无 变 形翘 曲 。对于 已造 成形状 偏 差 的封 头 ,应 进行 修 正 或按 封头 实际 形状 重新进 行 强度计 算 .如 能符 合 强 度要 求 ,可 以允许 使用 :对 不能 满足 强度 要求 或 无 法再 次修 正 的 。不 可用 于压 力容 器 的制造 。
封头标准中球冠形封头结构尺寸的探析
封头标准中球冠形封头结构尺寸的探析摘要:参与到工作过程当中去的球冠形封头,无论是对具体的使用功能还是受力等方面进行认真的分析,都需要将所连接的容器圆筒或者是法兰加入到考虑范围当中去,经过认真的研究之后发现,容器和封头标准当中相关规定还需要展开深入分析,制造工艺也需要对标准和施工图进行全面的理解,这样做的目的是为了确保球冠形封头无论是其制作还是组装都满足工程当中所提出来的要求。
因此,本篇文章主要对封头标准当中球冠形封头结构尺寸进行认真的分析,希望能够为相关工作人员起到一些参考与帮助。
关键词:封头标准;球冠型封头;结构尺寸;当技术工作人员参与到工作过程当中去之后,尤其是在对浮头式热交换器的制造工艺图进行认真了解和分析的过程当中,发现有的浮头盖施工图当中,已经明确的标出球冠形封头和浮头法兰焊接接口的坡口角度,但是在有的施工图当中却没有标出相关的信息,只是标出了全焊透,这样的情况给予制造工作人员的具体工作带来的许多的影响,让其产生迷茫。
基于此,本文下面主要对封头标准当中的球冠形封头的结构尺寸展开深入的探讨。
1、球冠形封头和尺寸参数分析经过认真的了解和分析之后发现,球冠形封头只是部分的球壳,为了能够有效减少碟形封头的曲面深度,还需把碟形封头当中的过渡圆弧和直边进行去除。
球冠形封头在设备当中会与圆筒进行连接,这样不仅可以作为容器中间等头,而且还能够作为端封头来使用。
在浮头式热交换器当中主要作为浮头盖封头。
主要因为球冠形封头外部与圆筒或者是浮头法兰内部直径表面进行焊接,所以球冠形封头的实际尺寸参数与所连接的圆筒或者是浮头法兰的内径尺寸之间有着紧密的联系和关系,因此,封头标准当中的球冠形封头的形状和主要的形式、参数尺寸极有可能会出现误差。
因为球冠形封头与圆筒连接处没有转角过渡,换句话来说,就是球冠和圆筒是非公切线连接,因此,在连接处封头与圆头都存在着非常大的具有不连续特点的边缘应力,这时候便提出更高的要求,即:球冠形封头与圆筒的焊接接头需要为全焊透结构,同时,这样的情况也说明球冠形封头球必须与所连接的源头真正的成为一体,不会出现分离问题,而且其尺寸参数更应该与连接圆筒或者是浮头法兰工程要求相符合、相一致。
压力容器封头制造检测工艺守则9~10

-2~+2 -3~+3 -3~+4
1000≤ DN<1600
6≤δS<10 10≤δS<22 22≤δS<40
-3~+3 -3~+4 -4~+6
1600≤ DN<3000
6≤δS<10 10≤δS<22 22≤δS<60
-3~+3 -3~+4 -4~+6
3000≤ DN<4000
10≤δS<22 22≤δS<60
钢材厚度δS
外圆周长公差
300≤ DN≤600
2≤δS<4 4≤δS<6 6≤δS<16
-4~+4 -6~+6 -9~+9
600≤ DN<1000
4≤δS<6 6≤δS<10 10≤δS<22
-6~+6 -9~+9 -9~+12
1000≤ DN<1600
6≤δS<10 10≤δS<22 22≤δS<40
-3~+4 -4~+6
4000≤ DN<5000
12≤δS<22 22≤δS<60
-3~+4 -4~+6
5000≤ DN≤6000
16≤δS≤60
-4~+6
10.2 平底圆管板(封头)底面平面度的允差按表5的规定。 表5 平底圆管板(封头)底面平面度允差
mm
公称直径DN
≤1000
>1000 >1500 ~1500 ~1800
波测厚仪、卡钳或千分 卡尺,在厚度的必测部位(按GB/T25198中的图5、6、7)检测成形封头的厚度。
表2 封头尺寸、形状要求 mm
允差 内直径
300≤ DN≤6000
项目
封头产品安全性能监督检验细则模版(3篇)

封头产品安全性能监督检验细则模版1总则1.1目的:为认真贯彻执行《特种设备安全监察条例》和《蒸汽锅炉安全技术监察规程》(简称《锅规》)、《热水锅炉安全技术监察规程》、《有机热载体炉安全技术监察规程》、《压力容器安全技术监察规程》(简称《容规》)的规定和要求,确保封头产品安全性能和监督检验工作的质量,特制定本检验工艺。
1.2适用范围:本检验工艺适用于本院负责的《锅规》、《容规》所适用的设备上的封头产品安全性能监督检验任务。
2检验依据2.1国家管理部门法规:(1)《特种设备安全监察条例》;(2)质技监局锅发[____]____号《压力容器安全技术监察规程》(以下简称《容规》);(3)国家质量监督检验检疫总局令第____号《锅炉压力容器制造监督管理办法》;(4)国质检锅[____]____号附件3《锅炉压力容器产品安全性能监督检验规则》(以下简称《容监检规》);(5)国质检锅[____]____号附件1《锅炉压力容器制造许可条件》(以下简称《制造许可》);2.2接受封头产品安全性能监督检验的封头制造企业(以下简称受检企业)制造的封头产品安全性能监督检验(以下简称监检)应以我国现行的有关标准、技术条件以及设计图样为依据。
出口产品可依据国外的规范、标准或合约要求。
2.2.1设计、制造标准:(1)GB150《钢制压力容器》;(2)JB4732《钢制压力容器-分析设计标准》;(3)GB151《管壳式换热器》;(4)JB/T4710《钢制塔式容器》;(5)JB/T4731《钢制卧式容器》(6)GB12337《钢制球形贮罐》;(7)JB/T4746-____《钢制压力容器用封头》(8)JB/T1619《锅壳锅炉本体制造技术条件》(9)其他现行的有关技术标准、技术条件等2.2.2相关标准:(1)JB4708《钢制压力容器焊接工艺评定》;(2)JB/T4709《钢制压力容器焊接规程》;(3)JB4730《承压设备无损检测》;2.2.3受检单位质量管理体系文件(1)《质量手册》;(2)《质量体系程序文件》等。
SHT 3503-2017 交工文件表格目录 (1)
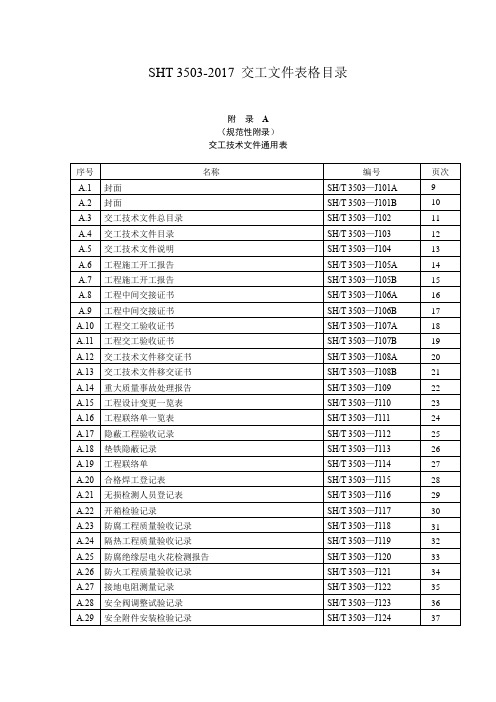
SHT 3503-2017 交工文件表格目录
附录A
(规范性附录)
交工技术文件通用表
交工技术文件通用表(续)
附录B
(规范性附录)
交工技术文件土建工程用表
附录C
(规范性附录)
交工技术文件设备安装工程用表
交工技术文件设备安装工程用表(续)
交工技术文件设备安装工程用表(续)
附录D
(规范性附录)
交工技术文件管道安装工程用表
附录F
(规范性附录)
交工技术文件仪表安装工程用表
附录G
(规范性附录)
交工技术文件压力容器现场组焊安装工程用表
附录H
(规范性附录)
交工技术文件起重机械安装工程用表。
封头检验指导书

2、确认生产商有效的质检标识是否完备;
S
3、确认具备有效的监检证书。 S 1、按《长春致远新能源设备有限责任公司企业标准》Q/ZY 1001-
2014确认材料化学成分、力学性能是否正确;
S
2、确认是否有原材料炉批号。
S
确认每炉每批应有一份材料复验报告
S
确认具备有效的出厂检验报告
目检 目检 目检 目检 目检 目检 目检
新产品 或变更 工艺样 件和首 件必做
序 号
检验项目
8
尺寸检验
编制:
封头检验指导书
特性 符号
技术要求
EHA400×3封头尺寸检验明细
附表五
EHB159×4封头尺寸检验明细
附表六
补强圈尺寸检验明细
附表七
后支撑管帽尺寸检验明细
附表八 审核:
卷检尺验,方法游 标卡尺,钢
直尺
编 号:
版本号 频次 每20件抽检2件
A新0 产品 或变更 工备艺注样 件和首 件必做 或按技 术员通 知执行
批准:
内前封头尺寸检验明细
附表一
内后封头尺寸检验明细
附表二
外前封头尺寸检验明细
附表三
8
尺寸检验
外后封头尺寸检验明细
附表四
卷尺, 游 标卡尺,钢
直尺
编 号: 版本号 频次 按批次 100% 按批 或变更 工艺样 件和首 件必做 或按技 术员通 知执行
每20件抽检2件
封头检验指导书
序 号
检验项目
特性 符号
技术要求
1
入库报检单
确认供应商是否为合格供应商
检验方法 目检
2
外观标识
3
产品制造许可证
封头产品的检验要点述评
封头产品的检验要点述评张驰宇【摘要】从外形尺寸、热处理工艺、壁厚减薄和无损检测4个方面分析总结了封头产品的检验要点.【期刊名称】《化工机械》【年(卷),期】2019(046)002【总页数】6页(P120-124,145)【关键词】封头;热处理;壁厚减薄;无损检测;检验【作者】张驰宇【作者单位】江苏省特种设备安全监督检验研究院无锡分院【正文语种】中文【中图分类】TQ055压力容器封头、锅炉受压元件是承压设备的关键部件。
封头厂的业务主要有封头、管板、波纹炉胆产品的制造以及锅炉受压件的冲孔,封头厂产品涉及的标准众多,条目繁琐,成品质量不仅与材料有关,还与其外形尺寸、热处理工艺、壁厚减薄量和无损检测有关。
封头厂大多是来料加工,自料制造的比例较小,原材料控制情况较好。
笔者从外形尺寸、热处理、壁厚减薄和无损检测4个方面进行总结分析,希望能对封头厂产品的质量和相关技术人员的工作有所帮助。
1 外形尺寸外形尺寸是封头产品的主要质量问题。
封头的表面形状将影响封头的受力情况,封头形状超差,将可能使封头在受压情况下的应力值超过许用范围,导致失效。
而封头的尺寸偏差将会给封头与筒体的组对带来各种问题,例如封头的圆度超标,将增加设备厂的矫正难度,增加工作量;封头内直径或外周长超标可能使组对的错边量不符合要求[1],使容器的外形尺寸发生突变,在错边量处引起较强应力集中甚至产生裂纹,导致结构的破坏。
文献[2]列举了一些封头的质量缺陷,如拉裂、压偏等。
由于生产工艺水平的逐步提高,使得皱折、封头内深及直边斜度等质量目标都能得到较好的控制,但是内表面形状偏差、外圆周长公差和内直径公差问题还是较多。
设备厂会根据筒身卷制的情况,要求封头的压制按外径或是内径制造。
封头的压制方法一般为冲压和旋压,对公称直径不超过2 000mm的封头采用冲压成型,超过2 000mm的则采用旋压成型。
冲压工艺适用于小封头的批量制造,不同厂家有不同的冲压工艺[3]。
3543-G717球形储罐组装尺寸检查记录(二)

球形储罐组装尺寸检查记录(二)
工程名称:
单元名称:
设备名称
设备位号
产品编号
执行标准
材质
容积
m3
检测部位示意图
检查项目
允许值
mm
实测值
mm
赤道截面最大内直径与设计内直径之差
赤道截面最小内直径与设计内直径之差
两极间内直径与设计内直径之差
赤道截面最大内直径与最小内直径之差
赤道截面最大内直径与两极间内直径之差
赤道截面最小内直径与两极间内直径之差
赤道线水平度
支柱焊缝与对接焊缝最小距离
相邻对接焊缝最小距离
项目
管口编号
管口水平度ΔH,mm
允许值
实测值
管口高度差ΔL,mm
允许值
实测值
结论:施工班组长:日期 Nhomakorabea年月日专业工程师:
日期:年月日
质量检查员:
日期:年月日
G.16~G.18SH/T 3543-G716“球形储罐组装尺寸检查记录(一)”~SH/T 3543-G718《球形储罐支柱检查记录》,在球形储罐组装完成后焊接前检查。“焊缝编号”按排板图中的焊缝编号填写,“管口编号”按设计图纸给定的管口编号填写,“实测值”为抽查实测最大值,支柱编号位置示意图中应根据设备实际支柱数量、编号顺序在图上进行绘制和标注。不合格项需要在结论栏中做出描述或附页说明。
封头检验

1.1首先查看封头外供厂家是否具有“压力容器受压元件加工资格”,若有技术监督部门签发的“监检证书”就视为有“压力容器受压元件加工资格”。
1.2审查封头质量证明文件的三性,即证件的有效性、证件的完整性、证件的正确性。
1)JB/T4746-2002第7条规定:封头出厂质量证明文件应符合“容规”附件七的规定。
2)“容规”附件七的规定:封头外协厂家提供的质量证明文件如下:a) “受压元件(封头)产品质量证明书”其内容:封头类型、产品编号、质量保证师印章、法定代表人印章、制造单位、年月日。
b) “封头产品合格证”其内容:封头类型、产品编号、公称直径、制造标准、材料牌号、名义厚度、材料来源、出厂日期、质量检验员签字、质量检验科(处)章、年月日。
c)“质量检验报告”其内容“:压制条件(压制设备、毛料尺寸、终压温度)、压制方法、始压温度、冷却方式、外观质量及几何尺寸(表面质量、内表面形状偏差、壁厚偏差、直边高度、直边倾斜度、直边纵向皱折深度、直径平均值(外径)、最大最小直径差、总深度等)、封头材料(提供钢板质量证明书及复验报告)检验结论、检验员签字、检验责任师签字、年月日。
d) 技术监督部门签发的“监检证书”。
3)钢板材料牌号:A48CPR 符合法国标准:NF A 36-205(1982年6月)。
4)该钢板在压型前要进行复验,其要求如下:a)逐张钢板进行UT检测,满足JB4730-94 Ⅲ级;бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
d)逐张钢板进行冷弯试验,α=1800 (d=2a) 无裂纹。
e)逐张钢板进行高温屈服试验,合格标准如下:бs≥196N/mm2(设备使用温度300℃)。
5)封头成形后经过正火处理,要在质量证明文件中注明,并提供热处理检验报告(含曲线图),及试板同炉正火+模拟消应处理后的力学性能报告。
要求如下:бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
JB-T4746-2002钢制压力容器用封头解密

制作:逍遥浪子E_Mail:dragon_flowers@—JB/T4746-2002 —- 2 - 钢制压力容器用封头JB/T4746-2002钢制压力容器用封头1 范围1.1本标准规定了钢制压力容器用封头的制造、检验、验收要求,同时给出了钢制压力容器用封头的常用型式与参数。
1.2本标准给出的型式与参数适用于表1所列出类型的整板或拼板采用冲压、旋压及巻制成形的钢制压力容器用封头。
1.3本标准规定的制造、检验与验收要求,既适用于表1所列类型的封头,也适用于其他型式与参数的整板或拼板采用冲压、旋压及巻制成形的钢制压力容器用椭圆形、碟形、折边锥形与球冠形封头。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB150-1998 钢制压力容器GB /T1804-2000 一般公差未注公差的线性和角度尺寸的公差JB4708-2000 钢制压力容器焊接工艺评定JB4730-1994 压力容器无损检测JB4732-1995 钢制压力容器----分析设计标准压力容器安全技术监察规程原国家质量技术监督局1999年颁布。
3 符号A ——封头内表面积,m2 ;C1——钢材厚度负偏差,按相应钢板标准选取,mm;DN ——封头公称直径(按表1规定),mm;D i——椭圆形、碟形和球冠形封头内直径或折边锥形封头大端内直径,mm;D is——折边锥形封头小端内直径,mm;D o——椭圆形、碟形和球冠形封头外直径或折边锥形封头大端外直径,mm;D os——折边锥形封头小端外直径,mm;H ——碟形、球冠形封头及以内径为基准椭圆形封头总深度或折边锥形封头及外径为基准椭圆形封头总高度,mm;H′——折边锥形封头至锥顶总高度,mm;h ——椭圆形、碟形及折边锥形封头直边高度,mm;m ——封头质量,kg;R i——碟形、球冠形封头球面部分内半径,mm;r ——碟形、折边锥形封头大端过渡段转角内半径,mm;r s——折边锥形封头小端过渡段转角内半径,mm;V ——封头容积,m3;α——折边锥形封头半顶角,(°);δn——封头名义厚度,mm;δs——钢材厚度,即钢板质量证明书中的规格厚度,mm。
压力容器分片过渡段封头加工成型工艺规程指导书
压力容器分片过渡段、封头加工成型工艺规程指导书
工艺编号:
1整体椭圆封头、分片椭圆封头执行JB/T4746-2002标准,旋压封头执行JB/T4746-2002标准,过渡段执行JB/T4746-2002标准, 球形封头执行GB12337-1998《钢制球形储罐》标准,同时应符合GB150-1998《钢制压力容器》、HG20584-1998《钢制化工容器制造技术要求》的有关规定。
2椭圆封头、球形封头、锥段均至少自然加厚2mm,具体投料厚度由制造方确定,确保压制成形后的最小厚度不小于图纸技术要求给出的最小厚度或图样厚度。
3整体封头用弦长≥3/4Di的内(或外)样板检查封头内(或外)表面的形状偏差,最大间隙不得大于1.0%Di,且不得有突变,直边高度须按设计图纸,允差+5
-3mm,圆度1.0%Di 且≤15mm,周长偏差按订货合同。
4椭圆封头瓜瓣(含整体供货带瓜瓣封头)、球形封头瓜瓣、折边过渡段瓜瓣(含整体供货带瓜瓣锥段)用全尺寸立体样板进行检查,其过渡区转角半径不得小于图样的规定值,形状偏差最大间隙≤3mm。
过渡段折边半径。
封头产品安全性能监督检验证书及监检记录填写规范

三、封头产品安全性能监督检验证书及监检记录填写规范一封头产品安全性能监督检验证书填写规范1编号:按《报告和证书的控制程序》要求填写2制造单位:按质保书填写3竣工日期:按质保书填写4许可证级别及编号:制造单位封头制造许可证级别及编号5产品名称:按质保书填写6产品编号:按质保书填写7型式规格:按质保书填写8材质:按质保书填写9数量:按实际填写10执行标准:按质保书填写11制造性质:按实际填写二封头产品安全性能监督检验记录(监检项目表)填写规范1编号:按《报告和证书的控制程序》要求填写2制造单位:按质保书填写3竣工日期:按质保书填写4许可证级别及编号:制造单位封头制造许可证级别及编号5产品名称:按质保书填写6产品编号:按质保书填写7型式规格:按质保书填写8材质:按质保书填写9数量:按实际填写10执行标准:按质保书填写11制造性质:按实际填写12管理职责: 管理是否符合现有规范要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明13要受压元件和焊接材料材质证明书,复验报告:主要受压元件和焊接材料有无材质证明书,需要复验的有无复验报告, 材质证明书和复验报告是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明14材料标记移植: 是否有材料标记移植, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明15材料代用: 材料代用是否按要求办理了材料代用手续, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明16焊接工艺评定: 焊接工艺评定是否符合相关规范要求,能否覆盖此台产品, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明17焊工资格和钢印: 焊工资格是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明18焊接接头表面质量: 焊接接头表面质量是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明19最小厚度:最小厚度是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明20直边高度及直边倾斜度:直边高度及直边倾斜度是否符合要求,检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明21最大内径与最小内径差: 最大内径与最小内径差是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明22封头形状偏差: 封头形状偏差是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明23无损检测报告:有无无损检测报告, 无损检测报告是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明24射线探伤底片抽查: 射线探伤底片是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明25热处理:检查热处理记录曲线和热处理工艺的一致性,是否符合设计及相关规范的要求,检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明26出厂资料:检查出厂资料是否符合要求,检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明27记事栏:该只(批)封头产品的的相关说明,没有则填“无”28结论意见:填写“合格”或“不合格”29监检员:监检人员签字确认及日期30校核:校核监检人员签字确认及日期31无此项的备注及空白栏填“/”。
封头产品安全性能监督检验细则范文

封头产品安全性能监督检验细则范文第一章总则第一条为了确保封头产品的安全性能,保护消费者的生命财产安全,依法规定本监督检验细则。
第二条本细则适用于封头产品的安全性能监督检验。
第三条封头产品的安全性能监督检验应按照国家相关法律法规的要求进行监督检验,保证产品的安全性能符合国家标准和行业标准。
第四条安全性能监督检验机构应具备相应的资质和能力,能够进行封头产品的安全性能监督检验工作。
第二章检验要求第五条封头产品的安全性能监督检验应包括以下内容:(一)材料的检验:检验封头产品的材料是否符合国家和行业标准的要求;(二)外观质量的检验:检验封头产品的外观质量是否符合国家和行业标准的要求;(三)尺寸偏差的检验:检验封头产品的尺寸是否符合国家和行业标准的要求;(四)密封性能的检验:检验封头产品的密封性能是否符合国家和行业标准的要求;(五)承压能力的检验:检验封头产品的承压能力是否符合国家和行业标准的要求;(六)安全阀的检验:检验封头产品的安全阀是否符合国家和行业标准的要求;(七)使用寿命的检验:检验封头产品的使用寿命是否符合国家和行业标准的要求;(八)包装标志的检验:检验封头产品的包装标志是否符合国家和行业标准的要求。
第六条封头产品的安全性能监督检验工作应有相应的检验设备和检验方法,确保检验结果的准确可靠。
第七条封头产品的安全性能监督检验应由具备资质的检验人员进行,必要时可以组织专家参与。
第三章检验程序第八条封头产品的安全性能监督检验程序包括以下步骤:(一)检验准备:确定检验计划和检验任务,收集相关资料,准备检验设备和材料;(二)取样检验:按照国家和行业标准的要求,从生产企业取得封头产品的样品,并对样品进行标识和登记;(三)检验过程:根据检验要求进行检验工作,按照相应的国家和行业标准进行检验操作,记录检验过程中的关键参数;(四)结果评定:根据检验结果和标准要求进行结果评定,判断是否合格;(五)撰写检验报告:根据检验结果,撰写检验报告,明确产品的安全性能和存在的问题;(六)结果处理:根据检验结果,采取相应的措施进行处理,包括合格产品的放行和不合格产品的处置;(七)结果公告:对检验结果进行公告,向社会公开产品的安全性能和检验结果。
封头、管板检验表(新)

>2200
10
mm
管
板
最
小
厚
度
管板扳边圆弧最薄处的厚度,用超声波测厚仪沿管板起弧段圆周0°、90°、180°、270°四个方位,对管板进行测厚,取最小值。
规定值
≥85%δmin(设计厚度)mm
结果
结论
经检验该 符合《锅规》及GB/T16508-2013标准要求,验收合格。
外协件
检验员
日 期
检验
责任人
mm
管板平面度
≤1000
6
mm
大圆圆度
Dmax-Dmin≤0.5%DN
mm
>1000~1500
7
mm
直边长度
≤600
≥25
mm
>1500~1800
8
mm
>600
≥38
mm
>1800~2+5~-3)
mm
>2200
10
mm
管板转角半径
≥R=50
mm
管板转角半径
≥r=40
mm
管
板
最
d≤600 L≥25
d>600 L≥38
冲天孔中心线偏差∆C
≤5
高度偏差
+10~-3
mm
封
头
最
小
厚
度
受压元件的扳边孔直段减薄量,用超声波测厚仪沿封头扳边直段圆周0°、90°、180°、270°四个方位,对封头进行测厚,取最小值。
规定值
≥85%tmm
结果
结论
经检验该 符合《锅规》及JB/T1619-20002标准要求,验收合格。
日 期
管板验收合格通知单
样表:JCGR/ZJ.045 记录编号:
封头产品安全性能监督检验细则范文(二篇)
封头产品安全性能监督检验细则范文一、引言封头产品是广泛应用于各类容器和管道系统中的关键组件,其安全性能直接关系到设备的正常运行和人身安全。
为了保障封头产品的质量安全,制定本监督检验细则,以规范监督检验工作,确保封头产品的安全使用。
二、术语与定义1. 封头产品:指用于容器或管道系统中的壁面封闭构件,分为平封头、球形封头、扁平封头等多种类型。
2. 封头产品安全性能:指封头产品在正常使用条件下不发生爆裂、泄漏、变形等问题,确保设备的安全运行和人身安全。
三、监督检验内容1. 尺寸检验:对封头产品的外径、内径、厚度等尺寸进行检测,保证其符合相关标准规定。
2. 材料检验:对封头产品所采用的材料进行检验,包括材料的化学成分、力学性能等。
3. 壁厚检验:针对封头产品的壁厚进行检测,确保其符合设计要求。
4. 强度检验:通过对封头产品进行压力测试,检测其承受压力的能力。
5. 密封性能检验:对封头产品的密封性能进行检测,确保其不发生泄漏情况。
6. 冲击性能检验:对封头产品进行冲击试验,检测其在碰撞或其他外力冲击下的抗冲击性能。
7. 渗透性能检验:对封头产品进行渗透试验,检测其防渗透性能。
8. 耐腐蚀性检验:对封头产品进行耐腐蚀性试验,检测其在腐蚀介质中的耐腐蚀能力。
9. 疲劳性能检验:对封头产品进行疲劳试验,检测其在循环应力加载下的抗疲劳性能。
10. 表面质量检验:对封头产品的表面质量进行检测,包括表面光洁度、表面损伤等。
四、监督检验方法1. 检验设备:使用符合相关标准的检验设备和仪器,确保检测结果的准确性和可靠性。
2. 检验样品:从生产批次中随机抽取样品进行检验,样品数量和抽样比例应符合相关标准的要求。
3. 检验方法:根据相关标准规定的检验方法进行检测,如渗透试验、压力测试、化学成分分析等。
4. 检验记录:详细记录每次检验的样品信息、检验结果和评价,确保监督检验工作的可追溯性和完整性。
5. 结果评定:根据检验结果和相关标准规定的评定标准进行结果评价,对不合格样品采取相应的处理措施。
压力容器制作生产加工工艺

封头的生产加工工艺1、整板、拼板封头制作采用冲压、旋压、卷制以及分瓣成型的压力容器用半球形、椭圆形、蝶形、球冠形、平底形和锥形封头应符合,同时应符合钢制压力容器、钢制化工容器制造技术要求的有关规定。
2、椭圆封头、球形封头、锥段均至少自然加厚,具体投料厚度由制造方确定,确保压制成形后的最小厚度不得低于图纸技术要求给出的最小成形厚度或图样标示厚度。
3、拼板焊缝坡口外表不得有裂纹、分层、夹杂等缺陷,标准抗拉强度下限值﹥的钢材及低合金经火焰切割的坡口外表,应用砂轮打磨平滑,并应对加工外表进展磁粉或渗透检测。
4、先拼板后成型的封头,拼板的对口错边量不应大于材料厚度的,且不大于,拼接复合钢板的对口错边量不大于覆层厚度的,且不大于。
5、椭圆封头、球形封头瓜瓣、锥段瓜瓣外表不得有裂纹、气泡、结疤、折叠、夹杂和分层。
6、封头放样。
分片过渡段分为正锥壳和偏心锥壳,为方便加工成型一般分成两半下料加工,成型后的过渡段需经预组装,预组装要求在刚性平台上进展,下口外基准圆直径确定时须考虑每道拼缝预留3mm收缩余量,预组装错边≤2mm,拼缝焊前棱角≤(),\ ())。
正锥壳放样方样方法如下:(放样尺寸均以中径为准)如下左图所示正圆锥大端直径为、小端直径为、高为,圆锥顶角α[()] (*α) α。
正锥壳展开后其扇形中,△为等腰三角形,,⌒π*,而在排板下料时需根据板料情况排料,下右图中θ°*,那么2L*(θ).画的中垂线,使,那么就找出圆心,再以点为圆心为半径画圆弧就可得到展开的两半正锥壳。
偏心锥壳需用三角形展开法画出,偏心锥壳根本采用整体外委加工,验收时必需检查上下口平行度。
三角形展开画法:在右边图的右(或左)半边两圆周上均分一样的等分,再在大圆周上每个点连接小圆周上相邻的两个点。
画一直角三角形其高度为,斜边为偏心锥壳的最长边。
在直角三角形的底边上分别以垂足为圆心右图的连线为半径画上对应的点。
在钢板上以为长度确定一条直线的两点,再以此两点为基准,直角三角形上顶点到底边的各对应点的距离及各自圆周上的弦长(这些长度尺寸均可用方便的标出)为半径确定在展开图上的各对应点,圆滑的连接这些点即可。