JWF1581型细纱机的结构特点及使用
细纱落纱生头图解新型细纱自动落纱机功能分析与研究

细纱落纱生头图解新型细纱自动落纱机功能分析与研究通过对细纱机落纱、插管所需功能的分析与研究,开发了适用于光杆锭子单锭移动式新型细纱自动落纱机。
本文介绍了该机的性能特点、设计原理、实现的方法、主要结构及安全报警装置,并对整个自动落纱的过程进行了描述。
A new type of single-spindle auto-doffing spinning frame was developed throughout the functional requirement analysis of doffing and donning. This paper presented an introduction of the new frame as in varied aspects including performance, characteristics designing principles, major constructions and fail-safe devices. The whole process of automatic spinning was also discussed.据统计我国现有棉纺纱锭 15 亿锭,除了一些先进的大锭数的细纱机采用集体落纱外,不少于95% 的纱锭安装在480 锭及以下的细纱机上,除了少部分采用电动落纱机落纱之外,大部分细纱机仍然采用人工落纱的方式,用工多,劳动强度大,生产效率较低。
如今我国广大地区纺织企业招工困难,用工成本不断提高,市场对自动落纱机的需求增加,为此多个纺织机械厂商开始研究开发适合短车细纱机和老机改造的落纱装置。
1细纱自动落纱需要的功能经过细致的分析研究归纳出细纱自动落纱需要的功能如下脱开锭子与筒管的嵌合;落下满纱管的同时剪断尾纱并留好生头纱;将满纱管收藏;插上空纱管并将空纱管整理成相同高度并压好生头纱。
本人设计的细纱自动落纱机,适用于棉纺细纱机满纱后的自动落纱及空纱管的自动插管,其特点为(1)该机可以一台落纱机对应多台细纱机,体积小,能够推着在细纱机台间移动,各部分的机构简单、并且从外部就能看到,容易理解和操作。
细纱机的主要工艺参数
细纱机的主要工艺参数
(原创实用版)
目录
一、细纱机的主要工艺参数
1.牵伸形式
2.原料结构
3.粗纱定量
4.粗纱捻度
5.细纱支数
6.细纱捻度
7.工艺参数的调整
正文
细纱机是纺纱过程中的一种重要设备,主要用于将粗纱或条子经过牵伸、加拈、卷绕等工艺过程,制成细纱管纱。
在这个过程中,细纱机的主要工艺参数对成纱质量起着关键作用。
下面我们将详细讨论这些参数。
首先,牵伸形式是细纱机工艺参数中至关重要的一个。
目前,粗纺牵伸主要有三种形式:四罗拉双短胶圈 D 型牵伸、三罗拉双短胶圈牵伸和三罗拉长短胶圈牵伸。
不同的牵伸形式对纤维的控制能力、成纱的结构和质量都有很大影响。
其次,原料结构也是细纱机工艺参数中需要考虑的一个重要因素。
这包括原料的混纺或纯纺、纤维的长度、旦数等,都会影响到细纱的质量和性能。
再次,粗纱定量和粗纱捻度是细纱机工艺参数中另外两个关键因素。
粗纱定量过大或过小都会影响细纱的质量,而粗纱捻度过高或过低都会导
致成纱的捻度不均匀。
此外,细纱支数和细纱捻度也是细纱机工艺参数中需要严格控制的。
不同的细纱支数和捻度对成纱的质量和用途有很大影响,因此需要根据实际情况进行调整。
最后,工艺参数的调整是细纱机生产过程中非常重要的一环。
合理的工艺参数可以保证成纱的质量,提高生产效率。
因此,在生产过程中,需要根据实际情况及时调整工艺参数,以达到最佳的生产效果。
JF型细纱双短胶圈牵伸形式特点及纺纱试验
J p n ig Do be S o tAp o a r F S in n u l h r r n Dr f Fo m t
PuJ eh n iz o g Z a n h iHa
(i e g el gT xi o ,t, S aga) Ja n i n eteC . Ld ,hn hi f F o l
浮游区、 强控 制 ” 的纺 纱 工艺 。
0 前 言
目前 国内外细纱 机牵伸装 置主要采用 S F K 型 、 A V型 、 , I — N R P型 、 P型等几种形式 , 国产 H 而 细纱机大部分采用仿 S F型 , K 即长短胶圈牵伸形 式。这种形式虽然被 大多数棉纺厂采用 , 但使用
1 双短胶 圈牵伸 形式结构 特征
J F型双短胶 圈牵伸保持架是 以特别 改制 的 摇架 、 上胶圈销架 、 以中罗拉作依托支承的下胶 圈 架 和下 销组 合 而成 , 两 锭 设 计 的双 短 胶 圈牵 伸 为 系统。摇架加压后 钳 口便 自动锁紧 , 口位置 的 钳 高低随摇架 中爪的前后 移动可任意调 整 , 并形成 由钳 口 、 中铁 辊 、 中罗 拉构 成 的一 个 三角 形循 环 力 牵伸保证体 系, 适应前区“ 中罗拉小隔距 、 前 小浮
维普资讯
第3 4卷 第 1 2期
20 0 6年 l 2月
棉 纺
织
技
术
Co o e te T c n l y R n T xi e h oog l
J F型 细 纱 双 短 胶 圈 牵伸 形 式 特 点 及 纺 纱 试 验
浦 解 忠
( 上海嘉丰飞龙纺织有 限公 司 )
( o gu nvri ) D n haU i sy e t
棉纺细纱设备的原理及应用

棉纺细纱设备的原理及应用棉纺细纱设备是用于将棉纤维进行细纱加工的设备。
它的原理是通过一系列的工艺步骤,将棉纤维进行梳理、并行成并细化纤维,在细纱纺纱机上通过纺纱工艺,制成精细纤维纱线。
它的应用广泛,主要用于纺织行业,生产各种棉质纺织品。
棉纺细纱设备的主要原理包括梳理、并行、纺纱等几个步骤。
首先,经过原料处理后的棉纤维,会经过一系列的梳理工序,将纤维的杂质、点棉等物质去除,使纤维排列整齐。
接下来,纤维经过并行工序,使纤维平行排列,进一步细化。
最后,在纺纱机上进行纺纱工艺,形成细纱线。
整个过程需要经过机械的传动、配纺、双锭等工艺来实现。
棉纺细纱设备的应用非常广泛。
首先,它可以生产各种细纱产品,如高档纺织品、面料、针织品、家纺用品等。
细纱线的生产能够提高纺织品的质量,使其更加柔软、光滑、平整,增加穿着舒适度。
其次,棉纺细纱设备还可用于生产各种精细织物,如高支纱、高密度纱等。
这些织物具有较高的纱线精细度和纺织密度,表面光滑,手感柔软细腻。
此外,细纱线还可用于精细针织品的生产,如T恤、衬衫等。
棉纺细纱设备具有一些特点。
首先,它具有高效性能,能够实现大规模生产,提高生产效率。
其次,设备操作简单,易于控制,操作人员的要求相对较低。
再次,设备结构紧凑,占地面积相对较小,非常适合现代化的工厂生产。
此外,设备还具有稳定性好、可靠性高等优点,能够长时间稳定运行。
然而,棉纺细纱设备在使用过程中也存在一些问题。
首先是纺细纱过程中纤维平行性的控制问题。
纤维的平行排列对于细纱线的质量有很大影响,因此需要确保纤维在并行工序中的平行性。
其次,设备的维护保养需要及时,以确保设备的正常运行。
最后,设备在轴承、传动装置等部分易出现磨损,需要及时更换以确保设备的稳定性和寿命。
综上所述,棉纺细纱设备通过梳理、并行和纺纱等工艺步骤,将棉纤维加工成细纱线,广泛应用于纺织行业。
它能够生产各种细纱产品,提高纺织品的质量和档次。
同时,设备具有高效性能、操作简单等特点,但也存在纤维平行性控制、设备维护保养等问题。
纺纱及基本知识、细纱机基本特征与设备维修工作法1

纺纱及基本知识、细纱机基本特征与设备维修工作法1第一章总论第一节棉纺织一般知识一、纺织纤维的分类纺织纤维是指存在于自然界的动物、植物或经过化学加工制成纤维,有一定强度又具有纺纱的可绕曲性和一定包缠性的纤维。
纺织纤维应具有一定的物理机械性能和化学稳定性能,以满足加工和使用要求,同时具有可染性。
纺织纤维的范围极广,品种很多,按其来源的不同可分为天然纤维和化学纤维两大类。
(一)天然纤维:凡是从自然界的动物及植物中获得的纺织纤维称为天然纤维。
天然纤维按照生物属性可分为植物纤维、动物纤维、矿物纤维三种。
种子纤维____棉、木棉等植物纤维茎纤维____苎麻、亚麻、大麻、竹原纤维等.叶纤维____剑麻、焦麻等.毛发___羊毛、兔毛、驼毛等.动物纤维分泌物___桑蚕丝、柞蚕丝等.矿物纤维____石棉在棉纺厂中主要使用的纤维是棉花(棉花),棉花有细绒棉和长绒棉两个主要品种。
细绒棉纤维细度4500—7000公支,长度为25—31毫米,适纺中、粗支纱,长绒棉的纤维细度7000—9000公支,手扯长度33—45毫米,适纺高支纱。
(二)化学纤维:凡是用天然的或合成的高聚物为原料,由人工加工制成的纤维状物体称为化学纤维。
化学纤维按原料、加工方法和组成成分的不同可分为再生纤维、合成纤维和无机纤维三类.再生纤维素纤维___粘胶纤维、铜氨纤维、玉米纤维、再生竹纤维再生纤维再生蛋白质纤维___酪素纤维、大豆纤维、牛奶纤维等.聚酯纤维___涤纶聚酰胺纤维__锦纶合成纤维聚丙烯腈纤维___腈纶聚乙烯醇甲醛纤维___维伦无机纤维___玻璃纤维、金属纤维、陶瓷纤维、碳纤维等二、纺织纤维的特性三、新型纤维除用于纺织生产之外的传统纤维外,近年来随着科学技术的发展一些新型的纤维也在纺织产品的生产中得到了广泛的应用,如彩色棉、大麻、竹纤维、大豆蛋白纤维、天丝、丽赛、莫代尔等四、差别化纤维通常是指在原来纤维组成的基础上进行物理或化学改性处理,使性能上获得一定程度改善的纤维。
G5_1型细纱机的变频调速
G5/1型细纱机的变频调速冯文源(新疆溢达纺织有限公司)1 细纱机的调速要求纺纱过程中,随着纱锭大小的变化及钢领板的升降,纱线上的张力会有明显的变化,而车速的变化也对张力有决定性的影响。
所以根据在不同的纺纱时间段设定不同的锭速是提高产量而不增加断头的基本方法。
2 各种调速方式的比较Rieter公司G5/1型细纱机的基本结构是通过碟形皮带盘的张合来实现无级调速,调速的信号是由凸轮和限位开关组合来实现的。
可以有大中小纱三段速。
K44型细纱机是一个多电机传动的纺纱机,而K44型细纱机的调速信号是由钢领板位置发出的,在一小段大约10m的低速绕线后,纺纱进入设定的起始速度(依照号数不同可设为高速的80%到97%),然后可以设定低速(高速的80%到97%),以及到达此速度的钢领板低端位置(10 mm到50mm)。
下一步要设定的是高速区间对应的钢领板高端位置(低位:42mm到250mm,高位:42mm到250mm)。
而由低速到高速的提速过程也是斜线爬升。
随后,则是降速及落纱段。
这两种设备大概有12%~25%的定长区间处于低速及加速区,70%~83%的定长处于高速区,其后的5%是落纱低速。
丰田细纱机的调速则更为简洁明确,完全由定长决定,可设十段速。
无论那一种方式,通常采用的调速都是大中小纱三段速。
而采用变频器细纱机升降速过程较为缓和,可以避免在变速过程中的断头3 变频调速的灵活应用三段速在纺纱实践中得到了广泛的认可和应用,然而已有文献表明这也许不是最理想的纺纱方式。
文献[1]中阐明在钢领板逐渐上升的过程中,纱线的张力趋于减小,尾纱段则略有上升。
经实际应用,文献[2]也间接证明了这个结论。
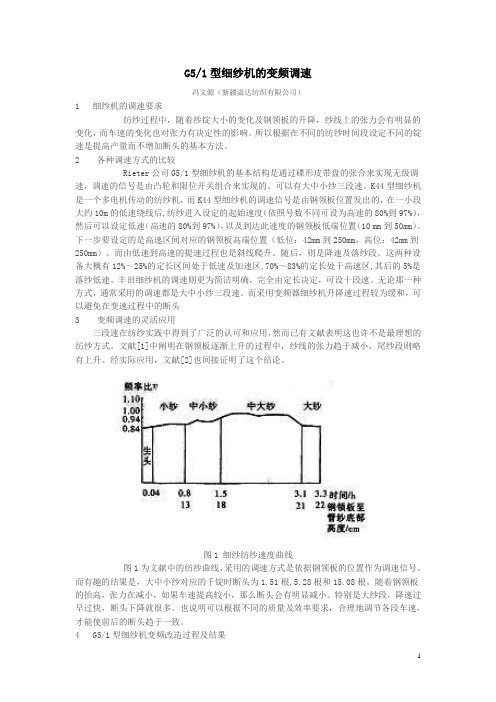
图1 细纱纺纱速度曲线图1为文献中的纺纱曲线,采用的调速方式是依据钢领板的位置作为调速信号。
而有趣的结果是,大中小纱对应的千锭时断头为1.51根,5.28根和15.08根。
随着钢领板的抬高,张力在减小,如果车速提高较小,那么断头会有明显减小。
细纱机
4、清洁器:其作用是借钢丝圈高速回转的 气流与清洁器产生的阻力,将粘附在钢丝 圈上的飞花清除掉。同时起着固定钢领位 置的作用。但清洁器隔距不当时,会失去 清洁作用,增加细纱断头。 5、钢领:钢领的作用是支承钢丝圈, 其边缘是钢丝圈回转的轨道。钢丝圈的线 速度每秒三十多米,因此要求钢领具有较 高的硬度,表面光洁度好,并有一定细密 的麻点,减少对钢丝圈的摩擦系数,国内 棉纺用钢领内径≤45毫米,圆整度不大于 0.25毫米,平整度小于0.15毫米。
(三)断头的实质 1. 断头的实质:纱线某断面的强力小于该处张力。 纺纱强力:纺纱段纱线所具有的强力。 纺纱张力:纺纱轴线方向所承受的力。 2. 降低断头的主攻方向: 控制、稳定纱线张力,提高纺纱强 力、降低强力不匀。
纺纱张力Ts和纺纱强力Ps的变化
降低细纱断头
细纱断头是细纱生产中的主要危害,是影 响高产、优质、低耗大卷装的关键。细纱 断头多、工人劳动强度高,成纱质量差, 疵点,回花、回丝多,生产效率低,产量 下降。 1、细纱断头率计算
四、加捻与卷绕机构
(一)加捻与卷绕机构的主要作用:将从前罗拉吐出的须条 获得一定的捻度,并经过导纱钩,钢丝圈卷绕到紧套在锭 子上的筒管上。 细纱的加捻过程如图7—10所示。由于锭子的高速回转 (筒管紧套在锭子上),筒管带着纱线回转,因而带动了钢 丝圈沿着钢领跑道回转,钢丝圈每转一转就给纱条加上一 条捻圃。同时,由于钢领对钢丝圈的摩擦等阻力,使纱线 必须在紧张的状态下,动钢丝圈回转,而前罗拉又不断的 输出须条,使钢丝圈落后于筒管的回转,从而将纱条卷绕 到筒管上,钢丝圈每落后予筒管一转,筒管上就绕上一圈 纱。随着钢令板的升降而卷绕成~定形状的管纱。
固定钳口
JWF1581型细纱机的结构特点及使用

Co tton Textile Techno logy
1 15
47
JW F1581型细纱机的结构特点及使用
刘志峰 管锦文 王彦增
(经纬纺织机械股份有限公司 )
摘要: 探讨 JW F1581型细纱机的结构特点及使用性能。阐述了 JW F1581型细纱 机的主要 技术规格、机
细纱是纺纱工程中的最后一道工序, 它将前 道工序纺成的粗纱, 通过牵伸、加捻, 纺制成符合 一定号数 (或支数 ) 和品质要求的细纱, 供后道工 序使用。根据棉纺织工艺学的原理, 细纱工艺参 数遵循适度加压、较小的后区牵伸、适当的钳口隔 距和罗拉中心距配置的原则。通过试纺试验, 选 择了较适宜的工艺组合。 C J 11 7 tex纱细纱机主 要 工 艺 参 数: 粗 纱 定 量 5 2 g /10 m, 锭 速 16 000 r /m in, 总牵伸 50 5倍, 后区牵伸 1 21倍, 罗拉隔距 18 mm 33mm, 钳口隔距 3 0 mm, 胶辊 加压 137 N 98 N 137 N, 捻系数 396, 配置绪森 H P-A3010型摇架, 胶辊加压 137 N 98 N 137 N, WRC965型胶辊, 瑞士 bracker 38 mm 钢领, C1 UL udr 8 /0号钢丝圈。 4. 3 成纱质量
自动化程度 高。全机由 PLC 自动控制纺纱 过程, 用户通过人机界面任意设定纺纱长度, 并根 据工艺要求设定十段变速曲线, 有效控制纺纱张 力, 减少细纱断头及毛羽。控制面板上设有工艺 参数 显示、故障提示及操作 调整菜单显示、留言 板; 人机对话操作菜单既简单、直观, 又易掌握、易 操作; 电气控制程序的设计更加完善、精确、可靠, 多处 设有限位保护, 使安全 性、可靠性进一步提 高。纺纱过程中随时关机, 都能自动适位停机; 需 要时, 可使钢领板提前自动下降及自动适位停机; 纺纱至规定长度时, 可使钢领板自动下降及自动 适位停机; 开机前能使钢领板自动复位; 在纺纱过 程中, 卷绕速度可自动设定十段变速; 机器运转中 能显示输出罗拉线速度、锭子转速、纺纱长度和捻 度; 中途落纱、满管落纱能自动接通供落纱机的电 源, 并在纺纱开始时能自动断开此电源; 开启车头 门, 机器自动停止。
纺织机电一体化-细纱机
25000
25000
22000
电 一
落紗架擺動 控制形式
多汽缸
体
落紗架升降 控制形式
多汽缸
單汽缸 絲杆傳動伺服系統
化
管紗輸送
凸盤 鋼帶蝶盤
系統
半錠距 組合式
凸盤中間過渡
抓取管紗 形式
氣囊夾持 頂部外抓
氣夾持 頂部外抓
氣夾持 內定心外
抓
氣夾持 頂部外抓
氣夾持 中部外抓
氣夾持 頂部外抓
氣夾持 頂部外抓
落紗時間
1.瞭解細紗機機電一體化的特徵。 细細
纱紗
2.瞭解數控細紗機的傳動與控制系統組成。
机機
机機
3.掌握數控細紗機各運動控制的數學模型。
电電
一
4.掌握細紗機紡紗過程的張力變化和控制方法。
体體
化
5.瞭解細紗機集體落紗機構及控制系統的組成。
第一節 細紗機概述
一、細紗機
傳統的細紗機械為環
錠細紗機。普通環錠細紗
集體落紗完成後,控制系統接到送紗信號,啟動輸送帶使筒管凸盤
细
托著管紗沿軌道向車尾運行,依靠軌道的升高段使管紗提升,然後由取
纱
紗鏟子將管紗鏟落,或者通過細絡聯裝置直接連接絡筒機。
机
管紗的送出和空管的補充都是在細紗機運行時進行,不另外佔用紡
机
紗時間,因此能大幅提高生產效率。
电
一
体
化
第二節 細紗機控制系統
<2 min
<4 min <3 min
細絡聯
可以
第二節 細紗機控制系統
六、集體落紗控制系統
(一)集體落紗機構組成
细
環錠細紗機的自動落紗系統包括空管擺放、紗管定位傳送、
JWF1581型细纱机的结构特点及使用
滚盘 传动 。前 罗 拉 、 中后 罗 拉 分 别 采 用 同步 电机 M 和 M 通过 齿轮 减 速 箱传 动 , 领板 升 降机 构 钢
采用伺 服 电机 M 传 动 , 消 了棘 轮 机 构 、 轮 机 取 凸 构 、 绕 密 度 变 换 齿 轮 、 度 变 换 齿 轮 和 总 牵 伸 变 卷 捻 换 齿 轮 。 触 摸 屏 为 用 户 界 面 , 入 并 显 示 所 需 参 输 数 ,L P C为 控 制 中 心 , 变 频 器 及 伺 服 驱 动 器 进 行 对
H s 一 . 一一薹 一 I_址 廿 .呈 、 暑 一㈨ I mx 曲 阳 ~a . ,小 m b~= n r ~ 一 Ⅲ一 l m M r _至 = 川㈨ 雪 a 一 m = 薹~ MO 8 n蜘 一~ ㈣ £ ㈨ Z ~ 一 ~ “; w 一 Ⅲ d 一 . e ~ 慨 e ㈣ ㈠
n 1 s .熹 一 Q H I 吣 P - _一 D d¨ Y c 呈 n n ¨ Ⅲ ~ e ~ sa~Ⅲ 一 n ∞ 垂 一= _ l 一
. ● l n ≤ L e “ d 己 ( 善 Ⅲ ¨l E m e
传统 环锭 细 纱 机 的 锭子 、 牵伸 罗拉 和钢 领 板 升 降都 由主轴 传动 。其 中钢 领板 升 降是 由棘轮 机 构 和凸轮 机构 合 成 的 往 复变 速 运 动 ; 细纱 机 的牵
第 3 9卷
第 2期
择 织技 术
Co t n Te te Te h oo y t xi c n lg o l
21 0 1年 2月
J F 5 1型 细 纱 机 的 结 构 特 点 及 使 用 W 18
刘 志峰 管锦 文 王 彦 增
( 纬纺织机械股份有限公 司) 经
细纱机电子凸轮说明书
细纱机电子凸轮成形一、电子凸轮成形系统优势:1、传统的机械凸轮成形在调整工艺参数的时候,需要更换部件,工作量大,停机时间长。
而电子凸轮操作简便灵活,停机时间短。
2、机械凸轮经过长时间运行后,会出现凸轮磨损,因而造成凸轮打顿,影响成形质量。
而电子凸轮不存在此类现象。
3、电子凸轮的成形由于是通过程序软件设计实现卷绕成形的,参数设置范围广,成形要好于机械凸轮,这点从络筒机的速度可以得到验证,在相同情况下比较,通过电子凸轮成形的满纱管在络筒机上的运行速度要大大高于机械凸轮。
4、电子凸轮提高了细纱机二次开车的留头率,由于电子凸轮在编程上的灵活性,通过调整钢领板落纱下降速度、开车下降速度和落纱停车位置等,可以提高二次开车的细纱留头率。
5、解决纬纱脱圈问题纺纬纱,常规机械凸轮成型很难满足布机的工艺要求,造成在布机上脱圈现象严重,使用电子凸轮成形后,可以按照特殊工艺要求纺保险纱,从而解决了布机脱圈问题。
在实际应用中获得用户认可,效果非常好。
6、纺纱动程可以任意调整在纺不同的纱,工艺要求不同,有的纱脱圈可以通过加大纺纱动程解决,由于机械凸轮纺纱动程不可以任意修改,而电子凸轮成形的动程可以任意修改,在防止脱圈办法更多。
7、增加满管顶部缠绕圈功能电子凸轮可以在落纱的时候,上升到纱管顶部适当的位置,完成缠绕几圈,以便络筒机能快速准确的找头。
这个是传统机械凸轮无法做到的,该功能可根据用户需求增加使用。
二、电子凸轮成形系统的组成:1、电气部分主要由交流伺服系统、PLC可编程控制器、开关电源、触摸屏和接近开关组成,系统的输入部分由细纱机信号接入,即风机启动,主机启动,中途落纱,钢领板下降信号。
系统的输出通过PLC输出模块给主机,即下纲领板信号、关主电机信号、满纱信号、主机刹车信号和伺服故障信号。
所有工艺参数和点动操作都在触摸屏上完成。
2、机械部分主要由星型涡轮减速机构、伺服电机、链轮、链条和辅助部件构成。
三、调试说明:. 1、首先将电气部分安装到位,按照图纸正确接线,伺服驱动器的输入信号与主机输入信号共用,伺服输入信号的24V电源来自主机的24V电源,输入信号有风机启动、主机启动(低速启动和高速启动)、中途停车、中途落纱、紧急停车。
紧密纺细纱机控制系统

紧密纺细纱机掌控系统细纱工序是成纱的最后一道工序,是将粗纱进一步牵伸30~50倍并加捻,纺成具有肯定特数、符合相关质量标准的细纱,供捻线、机织或针织使用。
纺织厂生产规模的大小是以细纱机总锭数表示的;细纱产量是决议各工序数量的依据;细纱的质量水平、原材料物料耗电量等指标、劳动生产率等是技术和管理水平的体现,因此,细纱工序在纺织厂中占有紧要的地位。
传统细纱机的牵伸原理与粗纱机基本相同,而卷绕和加捻则是由钢领和钢丝圈来完成的,所以称为环锭细纱机。
环锭细纱机和传统粗纱机一样由一台电机传动,通过齿轮箱变换各机构需要的速度。
在环锭细纱机各构成部分中,牵伸系统是反映细纱机性能和影响纱线质量的最关键因素,而新型的紧密纺纱技术通过对牵伸部分进行制造性改造,将牵伸区和集合区分别,在环锭纺罗拉牵伸与加捻之间叠加对纤维须条的气动凝集或集聚技术,加添了须条的紧密度,毛羽削减约20%,强力则提高约10%,同时,条干均匀度、机器效率等也有不同程度的提高,不仅可以降低加工成本,同时可以削减后加工工序。
紧密纺的另一优点是与原细纱机完全一致,只多出一对集聚罗拉,在原环锭细纱机上也可进行改装,具有广阔的市场前景。
紧密纺细纱机的掌控系统较环锭细纱机多而杂很多,首先是前后罗拉的严格同步,实现牵伸倍数和捻度的精密掌控,保证高支数纱线的成纱质量;其次是通过取消钢领和钢丝圈的传动齿轮,采纳先进的伺服掌控技术实现卷装的电子成形技术,从而实现了机械机构的简化、生产速度的提高、纱线支数和管纱成形的自动调整。
掌控系统方案在紧密纺细纱机的掌控系统,我们采纳了三套施耐德电气公司的TwinLine系列伺服驱动系统和无刷伺服电机,分别掌控前、后罗拉以及钢领板;采纳两台ATV31系列变频器,分别掌控主传动电机和风机;整个系统采纳MicroPLC掌控,同时采纳XBT—G5.7”黑白触摸屏进行系统操作和监控。
掌控系统简介TwinLine系列是施耐德电气公司推出的宽范围的伺服驱动器和无刷伺服电机产品,集成了先进和优化的无刷电机掌控技术,并具备IEC61131—3标准的编程功能和各种开放的接口,通过脉冲/方向、I/O 或现场总线等方式掌控,电机功率范围为0.3~13.8Nm,速度范围为4500~12000rpm,可以快捷充足各种实时应用要求,实现经济化、智能化的应用解决方案。
SXF1578型细纱机的技术性能和生产实践
适纺捻度 : 2 0 4 m( .-4 i) 3 ~1 0t 58 4tn ; 7 / / 总牵伸 范 围 : 1 -6 倍 ; 0 0
粗纱卷 装 : 4 5 ×4 6mm; 12 0
载 保护 的检测 等 等 , 是 提高设 备可 靠性 、 都 稳定性 的
衡力均匀 , 钢领板 、 叶子板升降及换 向平稳。
3 6 吸棉 风扇及 吸棉 电动 机 的容 量分 数种 规格 , . 适 应锭数 系列变 化 。滤 网采 用 梯形 结 构 , 大 了吸 风 加
2 主要技术规格
锭数 : 56 108锭 ( 56锭 起 按 2 7 - 0 从 7 4锭递
增 ) ;
锭距 : 7 m; 0m
命延长 , 减少了纺纱厂的维修保养工作 。 3 2 机架采 用传统 的铸铁 ” 型龙筋 ,L 型 车面 , . U” ””
框架式 中墙 板 , 中墙 板优 化 设 计 , 头 、 车 车尾 比传统 细纱机 各增 加 一 块 中 墙 板 , 器 抗 震 性 大 大 提 高 。 机 龙筋与 中墙板 、 筋 与龙 筋 之 间联 接 采 用 了铰 制 销 龙
牵伸型式 : 三列罗拉、 长短皮圈、 双区牵伸 、 摇
架 加压 ;
纱架型式 : 六列单层铝纱架 , 适用 45 × 0 12 4 6
Il Tn粗纱 ; l
维普资讯
纺织机械
20 0 7年 第 2期
・ 织设 备 ・ 1 纺 3
匀。
3 5 纺 纱升 降采 用车 头车 中多点 重锤 平衡 方式 , . 平
作保证 , 同时要有精确可靠的检测 系统和先进 的控 制 技术 来实 现 。 S F 58 X 17 型细纱 机在这方 面采取 了以下的措 施和手段 , 使产品的可靠性得到了保证。 3 1 . 控制系统采用 P C控制技术 , .0 1 L 使设备运行 平稳、 可靠 , 速度可多变 , 可缩短落纱时间。 3 1 . 自动化提高后 , . 2 0 相辅相成 的检测装置是必 不可少的。例如 , 锭子上遗留管的检测, 满纱管处理 时遗 留管的检测 , 气架升降运行过程 中的极限和过
细纱机牵伸机构的设计
细纱机牵伸机构的设计
细纱机牵伸机构是细纱机的重要组成部分,它主要起到牵伸和收细纱的作用。
牵伸机构的设计需要考虑以下几个方面:
1. 牵伸机构的结构设计:牵伸机构的结构要简单牢固,并且易于安装和拆卸,以方便维修和调整。
2. 牵伸机构的拉伸方式:牵伸机构的拉伸方式有两种,一种是采用滚轮式拉伸机构,另一种是采用夹爪式拉伸机构。
夹爪式拉伸机构相比滚轮式拉伸机构牵伸更为稳定,不易对纱线造成影响。
3. 牵伸机构的牵伸度调整:牵伸机构的牵伸度可以通过调整牵伸机构的张力来实现。
要求牵伸度稳定、可调性好、改变方便等。
4. 牵伸机构的收纱方式:牵伸机构的收纱方式一般采用单杠式、双杠式和滚筒式三种方式。
单杠式和双杠式收纱方式比较简单,但不易保证纱线的平整度;滚筒式收纱方式则可以保证纱线平整度,但结构较复杂。
5. 牵伸机构的工作稳定性:牵伸机构的工作稳定性要求高,要保证牵伸度稳定、纱线牵引力均匀等,以保证纱线品质。
6. 牵伸机构的自动化控制:牵伸机构可以配合自动化控制系统使用,实现自动
线速、自动张力、自动停机等功能。
这样可以提高生产效率和生产品质。
基于功能论思想的JWF1589型细纱机造型设计
基于功能论思想的JWF1589型细纱机造型设计作者:张玥,马彧来源:《决策探索·收藏天下(中旬刊)》 2019年第9期张玥,马彧摘要:探讨功能论设计思想在工业产品设计中的重要作用,为产品设计提供新的途径。
借助功能论思想,通过对JWF1589型细纱机的功能属性和结构特点的分析,研究二者对外观造型的影响,使功能、结构与造型达到完美契合。
功能论设计思想对工业产品设计具有一定的指导意义,有效避免了唯功能主义或唯造型主义,将设计对象转化为技术、艺术和谐共存的设计方案,充分满足产品功能与审美的双向需求。
关键词:功能论;JWF1589型细纱机;结构分析;造型设计一、功能论思想和JWF1589型细纱机的概述(一)功能论设计思想功能论设计思想是将设计对象作为技术系统,首先分析总功能,然后分析下一级功能,找出实现各项功能的技术方法。
[1]在产品设计过程中,分析设计对象的功能、性能,以获得合理的“功能系统图”,明确支撑功能的结构框架,同时整合、创新设计构思,进一步进行产品造型方案设计。
(二)JWF1589型细纱机的用途和构造细纱机是纺纱过程中利用机械传动把半制品粗纱或条子经牵伸、加捻、卷绕制成细纱管纱,它是一种大型纺纱机器,可减少粗砂处理和卷绕过程。
JWF1589超高速智能型细纱机是经纬智能自主研发的新一代高速、智能、自动、整节装箱的集落细纱机。
JWF1589型细纱机采用模块化设计原则,由车头、中段、车尾和理落装置组成 ,并可配套自动集体落纱、紧密纺等辅机。
车头、车尾主要部件有铸件、机壳、机械箱、电气箱、观察窗、通风孔、操作面板等,中段多由标准件构成。
二、细纱机的功能分析(一)细纱机的功能定义功能定义就是定义设计对象及其各个组件,给它们相应合理的功能属性,定义每项功能的内容,并阐明其本质。
功能定义一般是由“动词+名词”构成,在功能定义时,产品的性能被分为物质功能(实用功能)以及精神功能(审美功能)两个方面,如表1所示。
JWF1581型细纱机的结构特点及使用
JWF1581型细纱机的结构特点及使用刘志峰;管锦文;王彦增【期刊名称】《棉纺织技术》【年(卷),期】2011(39)2【摘要】Structure characteristic and application property of JWFI581 spinning frame were discussed. Main technology specifications,mechanical structure and property of JWF1581 spinning frame were introduced. CJ 11.7 tex yarn was selected as example,the yarn quality level in practical production,breakage rate and application condition of collective doffing device were analyzed and introduced. It is considered that the automation, flexible and modular degree of JWFI581 spinning frame werehigher,product could be changed conveniently,the use field is wider and finish yarn quality is better.%探讨JWF1581型细纱机的结构特点及使用性能.阐述了JWF1581型细纱机的主要技术规格、机械结构及性能特点.以CJ11.7tex纱为例分析说明了该机在实际生产中的质量水平、断头率及集体落纱装置的使用情况.认为:JWF1581型细纱机自动化、柔性化、模块化程度高,工艺品种翻改方便,适纺性广,纺纱质量优良.【总页数】3页(P47-49)【作者】刘志峰;管锦文;王彦增【作者单位】经纬纺织机械股份有限公司;经纬纺织机械股份有限公司;经纬纺织机械股份有限公司【正文语种】中文【中图分类】TS103.23+1【相关文献】1.A512型细纱机使用SDA—2122P型气体摇架和V型牵伸改造实践 [J], 元正才;权忠信2.使用FB型毛纺环锭细纱机的生产实践 [J], 刘朋3.F1510型细纱机结构特点及使用效果 [J], 逯常青4.FA506A型细纱机结构特点及使用实践 [J], 刘常威;李玉丰5.FA508型环锭细纱机的结构特点 [J], 陈淑秋因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
48
11 6
Cotton Textile Techno logy
第 39卷 第 2期 2011年 月
参数设置, 控制相应电机特定时刻的转速及转向。 JW F1581型细纱机实现了纺纱工艺的柔性化
调整, 只需从触摸屏输入锭速、粗纱号数、细纱号 数、牵伸倍数、捻系数、升降动程及升降速比等基 本工艺参数即可进行纺纱, 给生产带来了很大方 便。
3 设备结构特点
机架设计新颖, 实现整节装配装箱。机架采 用铸铁中墙板, U 形龙筋, 角钢型机梁结构, 采用 灰口铸铁, 具有吸振、结构稳固、外形简洁、安装方 便等特点。中墙板、龙筋、机梁以及主轴轴承座采 用新型刚性连接方式, 提高了机架的整体刚性, 实 现整节装配装箱, 提高了安装精度和工 作效率。 采用新型机架断面, 导纱角、最小气圈高度等断面 参数设计合理, 有利于控制纺纱张力和改善捻度 传递, 减少断头和提高锭速。
自动化程度 高。全机由 PLC 自动控制纺纱 过程, 用户通过人机界面任意设定纺纱长度, 并根 据工艺要求设定十段变速曲线, 有效控制纺纱张 力, 减少细纱断头及毛羽。控制面板上设有工艺 参数 显示、故障提示及操作 调整菜单显示、留言 板; 人机对话操作菜单既简单、直观, 又易掌握、易 操作; 电气控制程序的设计更加完善、精确、可靠, 多处 设有限位保护, 使安全 性、可靠性进一步提 高。纺纱过程中随时关机, 都能自动适位停机; 需 要时, 可使钢领板提前自动下降及自动适位停机; 纺纱至规定长度时, 可使钢领板自动下降及自动 适位停机; 开机前能使钢领板自动复位; 在纺纱过 程中, 卷绕速度可自动设定十段变速; 机器运转中 能显示输出罗拉线速度、锭子转速、纺纱长度和捻 度; 中途落纱、满管落纱能自动接通供落纱机的电 源, 并在纺纱开始时能自动断开此电源; 开启车头 门, 机器自动停止。
第 39卷 第 2期 2011年 2月
Co tton Textile Techno logy
1 15
47
JW F1581型细纱机的结构特点及使用
刘志峰 管锦文 王彦增
(经纬纺织机械股份有限公司 )
摘要: 探讨 JW F1581型细纱机的结构特点及使用性能。阐述了 JW F1581型细纱 机的主要 技术规格、机
Co tton Textile Techno logy
1 17
49
验有限公司进行试用, 经过长时间纺纱实践证明, 设备运转稳定, 性能优良, 产品质量好。现在以生 产 C J 11. 7 tex纱为例, 来介绍 JW F1581型细纱机 的生产试验情况。 4. 1 配棉情况
CJ 11. 7 tex纱线所用原料的配棉平均等级 2 47 级, 主体长度 29 29 mm, 品质长度 32 3 mm, 细度 1 77 dtex, 成熟度 1 58, 整齐度 34 5% , 断裂比强度 21 7 cN / tex, 短绒率 7 88% , 含杂率 1 55% , 含水率 8 96%, AF IS棉结 182粒 / g、带纤维籽屑 132粒 / g。 4. 2 细纱机工艺配置
细纱断头对机器效率、制成率等有直接影响。 JW F1581型细纱机通过对电子牵伸系统的设计、 纺纱角的设计、钢领板电子升降系统的设计、钢领 板在每一次升降动程里锭速都能变化控制, 为机 器减少高速断头提供了有利保证。从运行多半年 的时间来看, 千锭时断头率一直保持在 5根 ~ 10 根之间。 4. 5 集体落纱情况
基金项目: 国家科技支撑计划重点项目 ( 2007BA F24805 ) 作者简介: 刘志峰 ( 1979- ), 男, 北京, 100125 收稿日期: 2010-08-09
1 机械结构简介
JWF 1581型细纱机全机各传动机构均采用单 电机传动, 用电气闭环控制代替机械齿轮传动, 使 纺纱品种转换过程全部由计算机完成, 取消了所 有机械变换齿轮机构, 降低了机械材料和维护成 本, 提高了整机的产量和稳定性。全机采用先进 的电子凸轮技术代替了传统的机械凸轮, 运用先 进的位置型伺服电机来自动定位, 满足高速络筒 的要 求, 具 有 精 确、高 效、节 能、方 便 的 性 能。 JWF 1581型细纱机传动系统及控制方式见图 1。
械结构及性能特点, 以 C J 11. 7 tex纱为例分析说明了该机在实际 生产中的质 量水平、断头率及 集体落纱装 置的 使用情况。认为: JW F 1581型细纱机自动化、柔性化、模块化 程度高, 工艺 品种翻 改方便, 适纺 性广, 纺纱质 量优 良。
关键词: 细纱机; 结构; 柔性化控制; 自动化; 成纱质量; 断头, 集体落纱 中图分类号: TS103. 23+ 1 文献标志码: B 文章编号: 1001-7415( 2011) 02-0047-03
Structure Characteristic and Application of JW F1581 Spinning Fram e
L iu Zh ifeng Guan J inwen Wang Yanzeng
( Jingw ei T ex tile M ach inery Co. , L td. )
独特的单电机传动, 实现电子牵伸。传动机 构采用单电机传动, 用电气闭环控制代替机械齿
轮传动, 纺纱品种转 换过程全部由计算机完成。 车头车尾采用精确稳定的电子牵伸系统, 同步性 好。所有齿轮均封闭在专用减速箱内, 其余采用 低速高扭同步带传动, 无油干式车头, 保证车头车 尾洁净无油。
采用电子凸轮, 实现钢领板电子升降。钢领 板升降采用电子凸轮, 数字卷绕, 与卷绕升级有关 的参数仅需在操作面板上进行调整即可完成, 保 证优良的纱锭成形; 升降立柱优化设计, 采用钢领 圈固定钢领, 调钢领对锭子中心, 避免敲锭子造成 的损害。
2 主要技术规格
JW F1581型细纱机适用于纯棉及化纤的纯纺 或混纺的细纱工序, 还适纺 51 mm 以上的中长化 纤。该机适纺纱线品种多, 原料范围广, 既有利于 配棉又可降低成本。主要技术规格为: 每台锭数 600锭 ~ 1 200锭 ( 每 24锭递增 ), 锭距 70 mm, 升 降全程 180 mm ( 铝套管锭子 ) , 适纺号数 3 9 tex~ 97 2 tex, 适纺捻度 23 捻 /10 cm ~ 178捻 / 10 cm, 适 纺纤维长度 40 mm 以下、51 mm、60 mm、65 mm, 锭子 速度 12 000 r/m in~ 25 000 r/m in, 牵伸倍数 10倍 ~ 80倍, 牵伸形式为三罗拉长短胶圈牵伸。
采用水冷变频技术, 降低变频器的温度。锭 子传动电机、牵伸电机等变频器采用国际先进水 平的水冷变频技术, 冷却效率高, 散热效果好, 减 少了因变频过热而引起的跳闸现象。
4 使用实践
我公 司 自主 研 发 的 JWF 1581 型 细 纱机 自 2009年 12月份以来一直在无锡经纬纺织科技试
第 39卷 第 2期 2011年 2月
锭子由变频器调速 的主电机 M 1 通过主轴、 滚盘传动。前罗拉、中后罗拉分别采用同步电机 M2 和 M3 通过齿轮减速箱传动, 钢领板升降机构 采用伺服电机 M 4 传动, 取消了棘轮机构、凸轮机 构、卷绕密度变换齿轮、捻度变换齿轮和总牵伸变 换齿轮。触摸屏为用户界面, 输入并显示所需参 数, PLC 为控制中心, 对变频器及伺服驱动器进行
Abstract Structure character istic and application property o f JW F1581 spinning fram e w ere discussed. M ain technology specifications, m echanical struc ture and property o f JW F 1581 spinn ing fram e w ere introduced. CJ 11. 7 tex yarn w as selected as exam ple, the yarn qua lity leve l in practica l production, breakag e ra te and app lication condition of co llective do ffing dev ice w ere ana lyzed and introduced. It is considered that the autom ation, flex ible and m odu lar degree o f JW F1581 sp inn ing fram e w ere higher, product cou ld be chang ed conven iently, the use field is w ider and fin ish ya rn qua l-i ty is be tter.
K ey W ords Spinning F ram e, Structure, F lex ible Contro,l A utom ation, F in ish Y a rn Q ua lity, Broken End, Co llective D o ffing
传统环锭细纱机的锭子、牵伸罗拉和钢领板 升降都由主轴传动。其中钢领板升降是由棘轮机 构和凸轮机构合成的往复变速运动; 细纱机的牵 伸、加捻和卷绕都是依靠变换齿轮来实现, 车头一 般都采用开式的齿轮传动, 维护工作量大, 密封不 好, 润滑油易污染; 成形凸轮制造质量差, 冲击大。 工艺调整时需要更换一系列的变换齿轮, 使用中 极其不便。 JWF 1581型细纱机是我公司开发的新 一代产品, 具有高度自动化、柔性化、模块化的特 点。该机采用模块化设计原则, 由车头、头段、中 段 ( 整 ) 、中段 (散 ) 、尾段、车尾组件及电气组件组 成, 并可配套自动集体落纱、紧密纺、赛络纺、粗细 联、细络联、U ster在线检测等功能模块以及吹吸 风、粗纱上 巡回等辅机。本文结合生 产实践, 对 JW F1581型细纱机的机械结构、结构特点以及纺 纱性能介绍如下。