SMT人员配置架构图
SMT架构图与岗位职责概述

• 4、其中每条拉线配置:
• 4.1 4796贴片机人员配置〔12条〕:
• 操作员1名〔样机线需配2名〕 +贴片1人+炉 前QC+执锡1人兼贴条码+多功用机操作员0.5 人算计4.5人。每4条线协助转机机动人员2人 白夜班需8人,14条4796白夜班配置人员116 人。
• 4.2 日立贴片机人员配置〔4台〕:
央求单中止OA流转。
• 3、异常效果的处置 • A、消费令及相翻开线方案资料未及时发放
• 处置方法:⑴、立刻知会部门主管后,就 讯问文控资料能否已下达,假定没有那么 立知会消费管理部的相关方案员;
•
⑵、半个小时后再次讯问资料能否
已下达,没有那么继续追踪;
•
⑶、跟催屡次仍未发放上去,那么
再次知会部门主管或消费管理部担任人。
• 4、当天的义务重点及本卷须知; • 5、早会时间普通控制在5分钟左右,要求声响宏亮、
言简意赅;
• 消费产前的各项预备义务的实施 • 1、物料预备。依据消费排期,延迟预备当
班和下一班消费所需物料,假定出现物料 溢缺现象,自动反响;贴片转机前一个小 时,依据排期,布置物料备料并布置操作 员依据站位表先装料到飞达上。 • 2、产前资料预备。消费排期表、消费义务 单、BOM单、对应的作业指点书、设计更 改、特殊工艺要求、工程部的产前预备清 单。 • 3、辅料工用具的预备。钢网、锡膏〔红 胶〕、镊子、锡线、烙铁〔烙铁〕、静电 手环、物料盒;洗板水、无灰布〔静电 布〕、酒精、牙刷、剪刀;卡板〔车、 架〕; • 4、反省工用具能否良好,针对不良的用具,
• ②、对自离人员要及时汇报到行政人 事部;
• Ⅶ、月底各项义务总结及相关辅料的央求
• ①、每个月初要将员工考勤记载表提交到 行政人事部,以便结算工资;
SMT近期的工作计划
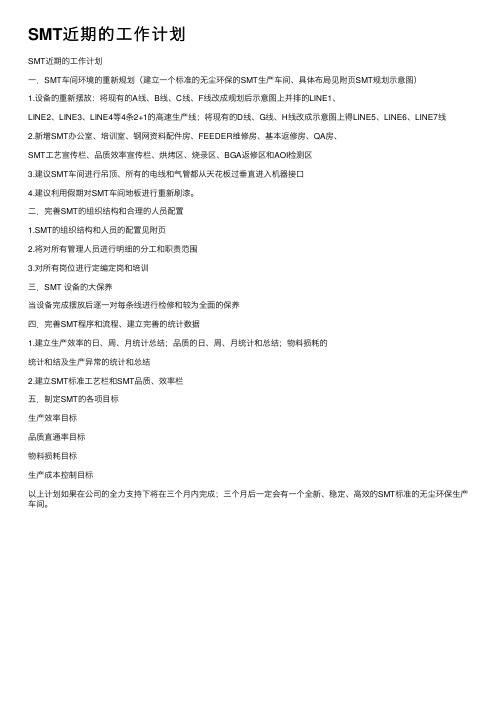
SMT近期的⼯作计划
SMT近期的⼯作计划
⼀.SMT车间环境的重新规划(建⽴⼀个标准的⽆尘环保的SMT⽣产车间、具体布局见附页SMT规划⽰意图)
1.设备的重新摆放:将现有的A线、B线、C线、F线改成规划后⽰意图上并排的LINE1、
LINE2、LINE3、LINE4等4条2+1的⾼速⽣产线;将现有的D线、G线、H线改成⽰意图上得LINE5、LINE6、LINE7线
2.新增SMT办公室、培训室、钢⽹资料配件房、FEEDER维修房、基本返修房、QA房、
SMT⼯艺宣传栏、品质效率宣传栏、烘烤区、烧录区、BGA返修区和AOI检测区
3.建议SMT车间进⾏吊顶、所有的电线和⽓管都从天花板过垂直进⼊机器接⼝
4.建议利⽤假期对SMT车间地板进⾏重新刷漆。
⼆.完善SMT的组织结构和合理的⼈员配置
1.SMT的组织结构和⼈员的配置见附页
2.将对所有管理⼈员进⾏明细的分⼯和职责范围
3.对所有岗位进⾏定编定岗和培训
三.SMT 设备的⼤保养
当设备完成摆放后逐⼀对每条线进⾏检修和较为全⾯的保养
四.完善SMT程序和流程、建⽴完善的统计数据
1.建⽴⽣产效率的⽇、周、⽉统计总结;品质的⽇、周、⽉统计和总结;物料损耗的
统计和结及⽣产异常的统计和总结
2.建⽴SMT标准⼯艺栏和SMT品质、效率栏
五.制定SMT的各项⽬标
⽣产效率⽬标
品质直通率⽬标
物料损耗⽬标
⽣产成本控制⽬标
以上计划如果在公司的全⼒⽀持下将在三个⽉内完成;三个⽉后⼀定会有⼀个全新、稳定、⾼效的SMT标准的⽆尘环保⽣产车间。
SMT车间规划及预算
根据设备使用状况,需定期进行保养, 如更换磨损件、润滑等。此项费用根 据设备供应商提供的保养计划而定。
03
SMT原材料及耗材预算
电子元器件预算
总结词
电子元器件是SMT生产中的核心材料, 其预算需要根据生产需求和工艺要求进 行精确计算。
VS
详细描述
电子元器件的预算需要考虑不同规格、品 牌和质量等级的元器件,根据生产计划和 工艺要求,精确计算每种元器件的需求量 ,并考虑到元器件的损耗和安全库存需求 。
优先级调整
在预算调整过程中,根据企业战略目标和实际情况,优先保障重点 项目的预算需求。
沟通协作
加强部门间的沟通协作,共同商讨预算调整方案,确保预算调整的 科学性和合理性。
THANK YOU
感谢聆听
质量检测流程
制定质量检测流程,确保产品 质量符合要求。
02
SMT设备投资预算
设备购买费用
设备型号与规格
根据生产需求选择合适的设备型号和规格,确保 设备性能稳定、生产效率高。
设备供应商
选择有良好信誉和售后服务的供应商,确保设备 质量和售后服务的可靠性。
设备价格谈判
在购买设备时,应进行价格谈判,争取获得更好 的价格和优惠条件。
空间利用
充分利用车间空间,合理安排设备布局,提高空间 利用率。
设备选型与配置
02
01
03
设备需求分析
根据生产工艺和能需求,分析所需设备的种类和数 量。
设备性能比较
对比不同供应商的设备性能、价格、可靠性等方面的 优劣。
设备配置优化
根据实际生产需求,优化设备配置,提高设备利用率 。
人员培训与组织
80%
05
SMT车间环境管理规范

SMT车间环境管理规范1. 目的对工作环境实施适当管理,全面加强SMT日常作业管制,以保证品质,确保环境不会对产品符合要求造成影响。
提升效率,酿造良好的工作环境。
2. 适用范围适用于SMT车间产品实现过程工作环境的管理。
3. 职责SMT车间所有作业人员4. 环境管理项目①车间环境管理②防静电工作区③仓库管理④安全设备管理车间环境管理图示作业说明图一(一)电源电源电压和功率要符合设备要求。
一般要求单相 AC220V ± 10%,AC380 V, 50/60 Hz,一般应采用三相五线制的接线方法,并要求良好接地。
电源电压要稳定,如果达不到要求需配置稳压电源,电源的功率要大于功耗的一倍以上。
如贴片机的功耗5KW,应配置10 KW以上电源。
(二)气源SMT设备如印刷机、贴片机等都需要气源提供动力工作。
一般要求气源压力大于686 KPa,且要求气源清洁、干燥,为此通常产生气源的空气压缩机需加过滤器、冷凝器进行去尘、去水处理。
空气管道通常采用不锈钢或耐压塑料管,应避免使用铁管以防生锈。
锈渣进入管道和阀门,易产生堵塞、造成气路不畅,影响机器正常运行。
(三)排风再流焊和波峰焊设备都有排风要求,应根据设备要求配置排风机。
对于热风再流焊炉,一般要求排风管道的最低流量值为14.15m3/min。
(四)照明与洁净度SM车间内应有良好的照明条件,理想的照度为800×1200 lx。
至少不能低于300 lx,低照明度时,在检验、返修、测量等工作区应安装局部照明。
SMT车间应保持清洁卫生,无尘土,无腐蚀性气体,空气洁净度为105级。
在空调环境条件下,要定时进行换气,保有一定的新鲜空气,尽量将CO含量控制在10002mg/以下,CO量控制在10mg/L以下,以保证人体健康。
(五)温度、湿度A. 车间环境温度最佳控制范围23 ± 3℃。
一般为18~28℃,极限为15~35℃。
B. 车间的湿度控制在40%~70%RH。
SMT车间规划及预算方案
价格(国产)
上下板机 100,000
印刷机
SPI 350,000
贴片机 5,050,000
AOI 350,000 450,000
回流炉
每条线 621w 683W
周边设备(4条线)
Total Price( 4条线) 2680W 2930W
180,000 400,000
180,000 380,000
2.
3.
4.
生产人力评估:
SMT 4条线,总产能为1.15KK(FeaturePhone)/Month:
Level SMT 板测 品质 后勤&仓库 Total
单线产能 (K/Day) 11K 11K
单线人数 Day) (人/L· 16 30
线数 (条) 4 4
每月天数 (天) 26 26
月产能 (000
价格(进口)
450,000
三、1期SMT 4条线方案总预算
ASM设备方案总预算:3326W RMB (进口设备方案+1700平米装修)
FUJI 设备方案总预算:3246W RMB (进口设备方案+1700平米装修)
四、总结
1.车间布局规划只是初步的方案;具体车间设计分布及装修需要工厂设计图纸 (GERBER)或实地考察分析,仅供参考; 2.ASM、FUJI方案及设备配置还需要根据实际订单,产品性质再调整改进; 3.1期建议先按此产能方案上线,待工厂产能及订单,管理,价值流,配套供应 都稳定后,二期投入或提前按照订单最大需求量进行追加或配置更高产能方案。
Thanks !
D4i高速贴片机
D4i高速贴片机
D1i多功能贴片机
实际产能在:1100K左右
(每月按26天、每天按22小时生产、每部手 机按200点数)
SMT生产车间布局方案
2016. 04. 29SMT生产车间规划事项目录1.基本概述1.1车间现状 (3)1.2预留产能可扩展空间要求 (3)2.车间布局2.1细节要求 (4)2.2车间布局 (5)3.工作条件 (6)3.1电源 (6)3.2供电线缆 (7)3.3电气控制箱 (7)3.4气路配置 (7)3.4气管 (7)3.5压缩空气 (7)4.安装条件 (8)4.1温度 (8)4.2湿度 (8)4.3空气 (8)5.地面条件 (9)5.1地面强度 (9)5.2地面材料 (9)6.费用 (10)1.基本概述1.1车间现状生产中心一楼车间长度是44米,宽度为27米,总面积为1152平方米(不包含工装治具房),目前厂车前间面地为普通的水磨石地面,且没有建立起防静电系统,无法满足SM车间的防静电要求,车间预留两个接地端子,后续可以建立SM车间的静电防护系统。
车间内无调空和加湿设备,无法满足SM车间对温湿间控度制的要求。
目前2条线备用车间电力充足,够满车足车间内所有设备的电力需求。
车间进入部分规划为后续的线边仓库,实现物料的快速配送。
1.2预留产能可扩展空间要求车间前期规划两条全自动化生产线,设备的尺寸示意图如图所示:1.6M1.5M生产设备最大的宽度为1.6M,总长度为18米,依据SMT标准的配置,如图所示:现有设备缺少SPI及AOI,需预留相应的空间为4米,总设备的长度需保证在24米内,随着公司的5.6M1.5M快速发张,且现有的SMT贴片机无法满足现有的产能,预留两条可扩展的SMT生产线2.车间布局2.1细节要求SM生产线需要的辅助工具及对各区域的位置要求:1、灭火器的放置区;灭火器要放置在立柱的旁边和SM车间的四周,按照消防规定要求进行放置2、料架车的放置区;料架车位于SMT生产线的生产和机种切换时材料的更换,为了方便生产和提高材料更换的效率,最好把料架车放置在贴片机附近。
3、备料台的放置区;备料台主要用于生产过程中的备料和机种切换前的材料准备工作,因此,备料台要放置在贴片机附近,最好和料架车放在一起,便于备好料后直接放在料架车上。
SMT人员配置架构图
SMT人员配置架构图
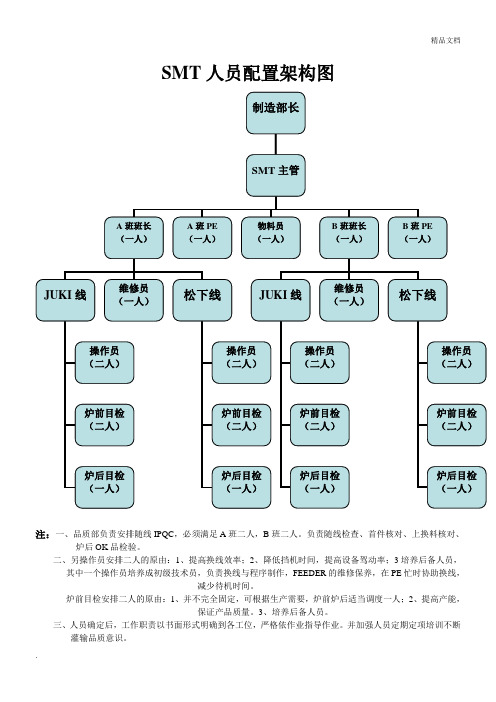
注:一、品质部负责安排随线IPQC,必须满足A班二人,B班二人。
负责随线检查、首件核对、上换料核对、炉后OK品检验。
二、另操作员安排二人的原由:1、提高换线效率;2、降低挡机时间,提高设备驾动率;3培养后备人员,
其中一个操作员培养成初级技术员,负责换线与程序制作,FEEDER的维修保养,在PE忙时协助换线,
减少待机时间。
炉前目检安排二人的原由:1、并不完全固定,可根据生产需要,炉前炉后适当调度一人;2、提高产能,
保证产品质量。
3、培养后备人员。
三、人员确定后,工作职责以书面形式明确到各工位,严格依作业指导作业。
并加强人员定期定项培训不断
灌输品质意识。
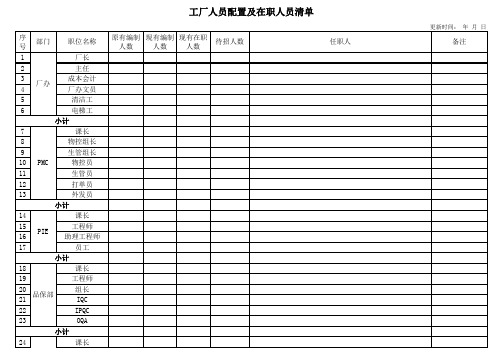
工厂人员配置及在职人员清单
人数
人数
人数
待招人数
任职人
更新时间: 年 月 日
备注
工厂人员配置及在职人员清单
序 号
部门
职位名称
1
厂长
2
主任
3 厂办 4
成计
7
课长
8
物控组长
9
生管组长
10 PMC
物控员
11
生管员
12
打单员
13
外发员
小计
14
课长
15 PIE 16
工程师 助理工程师
17
员工
小计
18
课长
19
工程师
20 品保部 21
组长 IQC
22
IPQC
23
OQA
小计
24
课长
原有编制 现有编制 现有在职
人数
人数
人数
待招人数
任职人
更新时间: 年 月 日
备注
工厂人员配置及在职人员清单
序 号
部门
职位名称
25
技术员
26 SMT 27
计划员 组长
28
物料员
29
员工
小计
30
课长
31
技术员
32
统计
33 生产部 34
组长 助拉
35
物料员
36
员工
小计
合计
原有编制 现有编制 现有在职
SMT组织结构图

S M T 拉长
物料员
S M T 拉长
弹片拉长维修拉长
尹婉容(共13人)
田龙
A 线组长
B 线组长
C 线组长
D 线组长
E 线组长
胡大勇夏晓芳蓝永理霍纪伟黄京
59人
周华栋殷金凤张强范文芳(共 5人)
SMT一班组织结构图
(SMT一班主管)
周亚玲
胡蓉(共22人)
杨柳裴泽军
SMT一班总人数:过炉:江德新 蒙仕权 罗运来点板、过数:戴承武
SMT一、二班清尾负责人:赵思群
张秋月 许 丹孟欢欢 孟 雅宋永军 宋现玲宋丽芳 冯小臭张文康 彭志勇(共11人)
王 强 金 超梁东东 王 乐冯 欢 蒋新宇李进陆 (共
8人)
王 波黄庆军彭吴云尹述健郭忠文(共6人)胡满光尹兴洪李卓闯胡怀光石启杉(共6人)
罗扬余俊王小平肖芳琴罗彬宋永勤毛顺刚杜亚飞周珊珊(共10人)
刘文龙申涛宋战力孙亚山黄泽龙(共6人)。
SMT生产车间布局方案
2016.04.29SMT生产车间规划事项目录1. 基本概述1.1 车间现状 (3)1.2 预留产能可扩展空间要求. ........................................................... ..32. 车间布局2.1 细节要求................................................... . 42.2 车间布局............................................... . ... ... .53. 工作条件 (6)3.1 电源 (6)3.2 供电线缆 (7)3.3 电气控制箱 (7)3.4气路配置 (7)3.4气管 (7)3.5压缩空气 (7)4. ................................................................................................... 安装条件8 4.1 温度.......................................................... .84.2 湿度 (8)4.3 空气 (8)5. 地面条件 (9)5.1 地面强度 (9)5.2 地面材料 (9)6. 费用 (10)1. 基本概述 1.1车间现状生产中心一楼车间长度是44米,宽度为27米,总面积为1152平方米(不包含工装治具房),目前 厂车前间面地为普通的水磨石地面,且没有建立起防静电系统,无法满足 SM 车间的防静电要求,车 间预留两个接地端子,后续可以建立 SM 车间的静电防护系统。
车间内无调空和加湿设备,无法满足 SM 车间对温湿间控度制的要求。
目前2条线备用车间电力充足,够满车足车间内所有设备的电力需求。
车间进入部分规划为后续的线边仓库,实现物料的快速配送。
1.2预留产能可扩展空间要求印釉删曲I m m 脱解 錨AOL 现有设备缺少SPI 及AOI ,需预留相应的空间为4米,总设备的长度需保证在24米内,随着公司的 快速发张,且现有的SMT 贴片机无法满足现有的产能,预留两条可扩展的 SMT 生产线车间前期规划两条全自动化生产线,设备的尺寸示意图如图所示:生产设备最大的宽度为1.6M ,总长度为18米,依据SMT 标准的配置,如图所示:2. 车间布局2.1细节要求SM生产线需要的辅助工具及对各区域的位置要求:1、灭火器的放置区;灭火器要放置在立柱的旁边和SM车间的四周,按照消防规定要求进行放置。
SMT产能预估及人员配置

D
PB
41600
1000
998
21965
SMT产能评估:
SMT Production Capacity Assessment
3.长期规划
依未来设备CPH 70%估算产能(8 lines),目前产品以PB(平均1000点)及 MB(平均3000点)为主,规划Line AD以生产PB为主,Line BC以生产MB 为主,预估产能如下:
三、各线可生产cph (原厂规格)
Line A:100000*1+4000*1=104000 cph Line B:100000*2+4000*1=204000 cph
Line C:100000*2+4000*1=204000 cph
Line D:100000*1+4000*1=104000 cph
Line A:104000 cph *70%= 72800 cph Line B:204000 cph *70%= 142800 cph
Line C:204000 cph *40%= 81600 cph
Line D:104000 cph *40%= 41600 cph
Line C:204000 cph *70%= 142800 cph
SMT产能评估:
SMT Production Capacity Assessment
四、各阶段之cph
由于以上为厂商规格,唯实际数据会因PCB layout…等因素影响置件路 径而不同,依现况短期目标设为40%,长期目标设为70%,各线总cph 如下:
Line A:104000 cph *40%= 41600 cph Line B:204000 cph *40%= 81600 cph
SMT生产车间布局规划要求说明

SMT生产车间布局规划要求说明目录1.基本概述1.1车间现状1.2预留产能可扩展空间要求2.车间布局2.1细节要求2.2车间布局3.工作条件3.1电源3.2供电线缆3.3电气控制箱3.4气路配置3.4气管3.5压缩空气4.安装条件4.1温度4.2湿度4.3空气5.地面条件5.1地面强度5.2地面材料6.费用1.基本概述1.1车间现状生产中心一楼车间长度是44米,宽度为27米,总面积为1152平方米(不包含工装治具房),目前厂车前间面地为普通的水磨石地面,且没有建立起防静电系统,无法满足SMT车间的防静电要求,车间预留两个接地端子,后续可以建立SMT车间的静电防护系统。
车间内无调空和加湿设备,无法满足SMT车间对温湿度的要求。
目前2条线备用车间电力充足,能够满足车间内所有设备的电力需求。
车间进入部分规划为后续的线边仓库,实现物料的快速配送。
1.2预留产能可扩展空间要求车间前期规划两条全自动化生产线,设备的尺寸示意图如图所示生产设备最大的宽度为1.6M,总长度为18米,依据SMT标准的配置,如图所示:现有设备缺少SPI及AOI,需预留相应的空间为4米,总设备的长度需保证在24米内,随着公司的快速发展,且现有的SMT贴片机无法满足现有的产能,预留两条可扩展的SMT生产线。
2.车间布局2.1细节要求SMT生产线需要的辅助工具及对各区域的位置要求:1、灭火器的放置区;灭火器要放置在立柱的旁边和SMT车间的四周,按照消防规定要求进行放置。
2、料架车的放置区;料架车位于SMT生产线的生产和机种切换时材料的更换,为了方便生产和提高材料更换的效率,最好把料架车放置在贴片机附近。
3、备料台的放置区;备料台主要用于生产过程中的备料和机种切换前的材料准备工作,因此,备料台要放置在贴片机附近,最好和料架车放在一起,便于备好料后直接放在料架车上。
4、印刷工位小桌放置区;辅助工具的放置,如擦拭纸、锡膏、酒精等,要放置在印刷机的附近以便于拿取使用,提高生产效率。
SMT清单
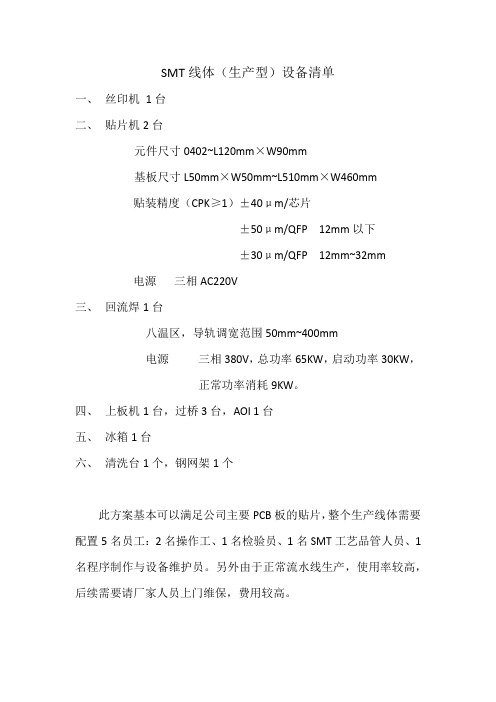
SMT线体(生产型)设备清单一、丝印机1台二、贴片机2台元件尺寸0402~L120mm×W90mm基板尺寸L50mm×W50mm~L510mm×W460mm贴装精度(CPK≥1)±40μm/芯片±50μm/QFP 12mm以下±30μm/QFP 12mm~32mm电源三相AC220V三、回流焊1台八温区,导轨调宽范围50mm~400mm电源三相380V,总功率65KW,启动功率30KW,正常功率消耗9KW。
四、上板机1台,过桥3台,AOI 1台五、冰箱1台六、清洗台1个,钢网架1个此方案基本可以满足公司主要PCB板的贴片,整个生产线体需要配置5名员工:2名操作工、1名检验员、1名SMT工艺品管人员、1名程序制作与设备维护员。
另外由于正常流水线生产,使用率较高,后续需要请厂家人员上门维保,费用较高。
SMT线体(研发打样型)设备清单一、丝印机1台二、贴片机1台元件尺寸0402~L120mm×W90mm基板尺寸L50mm×W50mm~L510mm×W460mm贴装精度(CPK≥1)±40μm/芯片±50μm/QFP 12mm以下±30μm/QFP 12mm~32mm电源三相AC220V三、回流焊1台八温区,导轨调宽范围50mm~400mm电源三相380V,总功率65KW,启动功率30KW,正常功率消耗9KW。
四、过桥3台五、冰箱1台六、清洗台1个,钢网架1个此方案可以满足研发新产品的PCB贴片打样,研发人员兼任设备的操作保养,实用频率不高,后期的维护保养费用相对不高。
2023年SMT架构图与岗位职责概述方案模板
Thanks
2023/8/30 星期三
Lucy
1. 可以分为四个主要阶段,分别是需求分析、系统设计、开发实施和维护支持。在需求分析阶段,主要负责业务需求的收集和分析,以明确系统的功能和特性。在系统设计阶段,负责基于需求分析结果进行系统架构和模块设计,确保系统的高效性和可靠性。在开发实施阶段,负责具体的编码和测试工作,以开发出满足需求的功能模块。在维护支持阶段,负责系统的部署和运维,并及时响应用户反馈和提供技术支持。
5. 后端职责与功能:阐述后端在SMT架构中的职责和功能,例如处理数据库操作、生成响应、实现业务逻辑等方面的功能。
6. SMT架构的优势:列举SMT架构相对于其他架构的优势和特点,如高可扩展性、模块化、易维护等方面的优势。
7. 不同岗位的职责:说明在SMT架构中,不同岗位的职责和任务分配,如前端工程师、后端工程师、测试工程师等的具体职责与协作方式。
SMT架构的工作流程
探索SMT架构图在不同岗位职责中的应用
Exploring the application of SMT architecture diagrams in different job responsibilities
02
1. 高层次架构图:指导软件模块的整体组织以及模块间的交互关系。通过高层次架构图,我们可以清晰地了解软件系统的整体结构,找到各个模块的职责和功能。
04
职位职责明确
明确职责配合工作,SMT架构高效运作
SMT架构领导者需确保清晰理解并有效应用,制定战略目标并明确职责
项目经理在SMT架构中扮演关键角色项目经理的关键职责:规划、协调、解决问题和确保项目成功
软件工程师:开发团队中的关键角色
技术能力要求高
SMT生产线经典配置

一、普通SMT全自动线:上板机L+Printer+(接驳台C+SPI+返修台Rw)+Mounter+(接驳台+AOI+返修台)+Reflow+(接驳台+AOI+返修台)实现生产自动化,必须投入全自动印刷机--自动校准、印刷;实现PCB物流自动化,必须投入自动上、下板机--批量装载、收集;实现PCBA检测自动化,必须投入在线检测设备--SPI/AOI+缓冲返修机;二、节能SMT全自动线:1、两SMT线共享回流焊(省1台炉、炉省一半耗电、省一半QC人员):回流焊:共用双轨(PCB吸热差异大-双速,省1台单轨省电45%); 2合1设备:炉前增加1台,免人工搬运,省人、高效且质量稳定;若用双轨连线AOI,炉前炉后省单轨AOI各1台;若偏工业类PCBA-SMT产线,建议用双轨、双速回流焊。
2、3至5线共享回流焊(省N-1台炉、炉用1/N电、用1/N-AOI或QC人员):回流焊:双轨(PCB吸热差异大-双速,3-5线共享Reflow用电仅20-35%); 3/5合1设备:炉前加1台专用传送设备,省人、高效且质量稳定;若用双轨连线AOI,炉前炉后各省单轨连线AOI2-4台;典型FPC-SMT全自动生产线。
平移2合1范例(CycleTime足够>40Sec/线:用平移机或移栽机):转角2合1范例(CycleTime节奏<30Sec/线:用转角机):A.普通双轨SMT线:上板机+Printer+(接驳台+SPI+返修台)+Mounter+(接驳台+AOI+返修台)+Reflow+(接驳台+AOI+返修台)高效率:实贴速度>20万件/CPH,用于消费类PCBA-SMT大批量生产;贴片机因品牌型号异组合不同;只要速度平衡:印刷机、回流焊、SPI/AOI各工位各用1台,大大提高其使用效率;高品质、少人员:实现生产、物流、检测全自动化。
投入非常规接驳实现高效生产;投入缓冲储存设备实现异常状况成组批量处理;前提一硬件自动化:1条产线或几条产线至多用1全职操作工程师兼操作员;无人化:现场无固定岗位操作人员。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT人员配置架构图
注:一、品质部负责安排随线IPQC,必须满足A班二人,B班二人。
负责随线检查、首件核对、上换料核对、炉后OK品检验。
二、另操作员安排二人的原由:1、提高换线效率;2、降低挡机时间,提高设备驾动率;3培养后备人员,
其中一个操作员培养成初级技术员,负责换线与程序制作,FEEDER的维修保养,在PE忙时协助换线,
减少待机时间。
炉前目检安排二人的原由:1、并不完全固定,可根据生产需要,炉前炉后适当调度一人;2、提高产能,
保证产品质量。
3、培养后备人员。
三、人员确定后,工作职责以书面形式明确到各工位,严格依作业指导作业。
并加强人员定期定项培训不断
灌输品质意识。