套标机各机型说明
套标机操作指导书
******饮料有限公司套标机作业指导书文件编号:编制:审核:审批:日期:前言1.目的:为了更好的使操作规范化,标准化,通过图片展示要点说明,使整个操作过程更加人性化,特制定此作业指导书,相关人员可参考本标准执行.2.适用范围:本作业指导书适用于后包装段套标机操作人员对套标机的操作及维护,操作员与维修工可按本指导进行作业.3.职责:见本岗位说明书.4.罚责:违反标准按相关考核制度进行考核.5.具体内容:见正文.6.执行时间:从本作业指导书下发日起执行.目录一.安全预防及应急措施二.主要监控点三.套标岗位工作程序简述四.套标机标准操作规范五.故障排除六.套标机周保养巡查内容(附图表)七.刀盘刀片拆卸与调整1.安全标识及预防措施:1.1.安全警示标识:安全标识含义安全标识含义高压危险,禁止触摸! 危险区域,操作时谨慎小心,注意安全!跌落危险!旋转,请勿将手和其他物体靠近! 高温危险,禁止触摸!1.2.安全预防措施:内容序号预防点图片预防措施1 设备防护避免用水冲有电源设备、接线盒.电柜等!2 火灾防护避免火源、易燃物接近原辅料。
3 当机器伤害人体或机件时应立即把机器停下,按下急停按钮将使机器程序回复至零位。
急停按钮并不能把主电源断离。
1.3.管理制度以及安全生产标准、安全生产技术规范《安全生产管理手册》。
2.主要监控点监控项目监控原因监控措施质量成本刀盘原点刀盘原点位置不正确卡标,造成成本浪费开机前检查刀盘原点位置十分正确,及时调节蒸气温度蒸气大小决定瓶标收缩效果,避免造成成本浪费每小时进行报表记录3.工作程序简述:设备结构功能简介设备运行状态检查(设备故障、产品质量、成本等)对原辅材料数量和质量情况进行交接。
定期进行过程记录和过程检查及设备日保养。
在交班前完成交班记录的填写和相关信息说明。
接班 交班根据设备运行情况按序对设备进行操作和检查。
认真阅读交接记录和操作记录并进行确认。
单元名称示意图工作原理套标机部件:电机,料架,驱动轮,蒸汽炉功能:把每个产品套上标签并收缩好。
MTD40-1900A-1903套结机(机修调整与设置)手册.pdf

(机修维修必备手册)MTD40(1900A/1903)套结钉扣机安全注意事项1. 安全操作的标志及含义本使用说明书及产品所使用的安全标志是为了让您正确安全的使用产品,防止您及其他人受到伤害。
标志的图案和含义如下:如果忽视此标记而进行错误的操作,会导致人员的重伤或死亡。
如果忽视此标记而进行错误的操作,会导致人员的受伤和设备的损坏该符号表示“应注意事项”。
三角中的图案表示必须要注意的内容。
(例如左边的图案表示:“当心受伤”)该符号表示“禁止”该符号表示“必须”。
圆圈中的图案表示必须要做的内容。
(例如左边的图案表示“必须接地”)2. 安全注意事项打开控制箱时,先关闭电源开关并将电源插头从插座上拔下后,等待至少5分钟后,再打开控制箱盖。
触摸带有高电压的区域会造成人员受伤。
使用环境应避免在强电气干扰源(如高频焊机)的附近使用本缝纫机。
强电气干扰源可能会影响缝纫机的正常操作。
电源电压的波动应该在额定电压的±20%以内的环境下使用。
电压大幅度的波动会影响缝纫机的正常操作,需配备稳压器。
环境温度应在5℃~35℃的范围内使用。
低温或高温会影响缝纫机的正常操作。
相对湿度应在45%~85%的范围内,并且设备内不会形成结露的环境下使用。
干燥、潮湿或结露的环境会影响缝纫机的正确操作。
压缩空气的供气量应大于缝纫机所要求的总耗气量。
压缩空气的供气量不足会导致缝纫机的动作不正常。
万一发生雷电暴风雨时,关闭电源开关,并将电源插头从插座上拔下。
雷电可能会影响缝纫机的正确操作。
安装请让受过培训的技术人员来安装缝纫机。
安装完成前,请不要连接电源。
如果误按启动开关,缝纫机动作会导致受伤。
缝纫机头倒下或竖起时,请用双手操作。
不要用力压缝纫机。
如缝纫机失去平衡,缝纫机滑落到地上会造成受伤或机器损坏。
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
所有电缆应固定在离活动部件至少25mm以外处。
另外,不要过度弯曲或用 卡钉固定得过紧。
上海鑫化套标机使用说明书
上海鑫化套标机使用说明书1. 简介上海鑫化套标机是一种用于产品包装的自动贴标设备。
它能够高效、准确地将标签粘贴在产品包装上,提高生产效率和产品质量。
本使用说明书旨在帮助用户了解并正确操作该设备,以确保安全和有效地使用。
2. 设备组成上海鑫化套标机主要由以下几个部分组成:•控制系统:包含电子控制器、触摸屏等,用于设定参数和监控设备运行状态。
•传动系统:主要由电机、传动轴和皮带组成,用于驱动标签贴附过程。
•载体系统:用于承载产品,并通过输送带将产品送入贴标区域。
•标签供给系统:用于提供标签,并将其送入贴附位置。
3. 使用前准备在开始使用上海鑫化套标机前,请确保已经完成以下准备工作:1.检查设备是否正常工作,并确认各部件是否安装牢固。
2.准备好需要贴标的产品和相应的标签材料。
3.确保电源连接正常,并接通电源。
4. 操作步骤4.1 设定参数1.打开电源,启动设备。
2.进入控制系统界面,设定标签尺寸、贴附位置等参数。
3.确认参数设定无误后,保存设置。
4.2 贴标过程1.将待贴标的产品放置在载体系统上,并调整位置使其与输送带对齐。
2.启动设备,开始自动贴标过程。
3.监控触摸屏上的运行状态,确保设备正常运行并检查贴附效果。
4.3 故障处理1.如果设备出现异常停止,请立即停止使用,并检查故障原因。
2.可通过触摸屏上的故障提示信息进行初步判断,并参考使用说明书中的故障排除部分进行处理。
3.如无法解决故障,请联系售后服务人员进行维修。
5. 注意事项为了确保安全和顺利使用上海鑫化套标机,请注意以下事项:•在操作过程中,严禁将手指或其他物体伸入设备内部。
•在清洁和维护设备时,务必先断开电源并等待数分钟以确保安全操作。
•使用合适的标签材料,并确保其质量符合要求。
•定期检查设备的运行状态和各部件的紧固情况,如有异常及时处理。
•如需更换标签材料或调整参数,请先停止设备运行,避免意外发生。
6. 维护与保养为了延长上海鑫化套标机的使用寿命和保持良好性能,请定期进行以下维护与保养工作:1.清洁设备表面和内部,移除灰尘和杂物。
套标机小知识

套标机百科名片套标机作为后段包装技术含量较高的设备之一,我们从90年代中期,开始先后和英国、荷兰、日本、台湾等多个国家和地区的套标机厂家有过技术方面的合作与交流,并于2000年与日本PP公司合作,在上海沃迪工厂进行组装生产。
其优良的高速稳定性能,独特的灵巧化设计,人机协和的安全模式,得到了广大客户的充分肯定,其性价比在大陆市场同类机型中至今仍无出其优......应用领域:食品、饮料及制药行业、调味品、果汁、注射针、牛奶、精制油等。
国内知名的套标机供应商上海依澳包装机械有限公司上海依澳包装机械有限公司是一家专业从事自动化包装设备研发与制造的高科技企业,现有厂房12000多平方米,各类先进数控加工设备20多台;企业已通过ISO9001质量体系认证及欧盟安全CE 认证。
我公司拥有自己的研发中心,有高级职称科研人员12名,中高级技工三十余名及具有丰富经验的管理人员多名。
本公司在多年的实践与创新中积累了丰富的设计与制造经验,至今已有数万台设备在国内外各行各业稳定运行;产品除内销外同时销往俄罗斯、美国、英国、德国、加拿大、西班牙、意大利、荷兰、韩国、日本等50多个国家和地区,赢得了客户的广泛好评。
包装机、、贴标机、热收缩机、食用油套标机、酱油套标机、白酒套标机、洗洁精套标机、空气清新剂套标机、饮料套标机、啤酒套标机、药瓶套标机等产品专业生产加工的私营独资企业.公司总部设在上海,上海依澳包装机械有限公司拥有完整、科学的质量管理体系。
上海依澳包装机械有限公司的诚信、实力和产品质量获得业界的认可。
欢迎各界朋友莅临上海依澳包装机械有限公司参观、指导和业务洽谈。
上海沛鑫包装科技有限公司沛鑫公司自1985年成立于台湾,拥有多台自动化凹版印刷机,采用全自动套色及自动投影设备,是目前国内唯一能承印12 色收缩标签印刷设计的现代化公司。
1999年12月通过ISO 900 2认证。
专业从事热收缩膜系列产品与全自动套标机的制造,至今已有20年专业制造全自动套标机及收缩标签系列产品,是台湾唯一机械与材料合一的专业制造厂商。
QTZ80(5612)说明书

第一章 概 述1.1 QTZ80(5612)塔式起重机是由我公司设计的新型建筑用塔式起重机,该机为水平臂架、小车变幅、上回转自升式多用途塔机。
其最大工作幅度为56米,51米46米三种组合,最大起重量为6吨,最大起重力矩为93吨·米,该机主要特点如下:(1) 上部采用液压顶升来实现增加或减少塔身标准节,使塔机能随着建筑物高度变化而升高或降低,同时塔机的起重能力不因塔机的升高而降低。
(2) 工作速度高,调整性能好,工作平稳、效率高;起升机构采用三速电机和单速比减速箱,能实现重载低速,最高速度可达80m/min;小车牵引机构:牵引小车在水平臂上变幅,其有良好的安装就位性能;回转机构采用行星减速机,配置液力耦合器,承载能力高,起动制动平稳、工作可靠。
(3) 工作范围大,工作方式多,适用范围广。
通过更换或增减一些部件及辅助装置,塔机可以获得固定、附着于建筑物两种工作方式,以满足不同的使用要求。
附着式的最大起升高度可达140米,附着式起重机塔身可直接安装在建筑物或建筑物附近旁的混凝土基础上,为了减少塔身计算长度以保持其设计起重能力,设有五套附着装置。
第一附着装置距地面基础面30米,第二附着装置距离第一附着装置附着点是22.4米,第三附着装置距离第二附着装置附着点是22.4米,第四附着装置距离第三附着装置附着点是22.4米,第五附着装置距离第四附着装置附着点是19.6米,附着点的高度可允许现场根据楼层的高度做适当的调整,任何情况下上部悬臂高度不得大于32米。
塔机独立固定式工作最大起升高度为40米。
(4) 各种安全装置齐全,各机构均设有制动器,可保证工作安全可靠,该机设有起升高度限限位器、塔机回转限位器等安全装置。
(5) 司机室独立侧置,视野好,给操作者创造了良好的工作环境。
(6) 整机布局合理,外形美观。
(7) 吊臂采用刚性双拉杆支承,机构轻巧。
(8) 使用方便,维修方便。
由于该机具有以上特点,因而它适用于高层饭店、居民住宅、高层工业建筑、大跨度工业厂房以及采用滑模法施工的高大烟囱及简仓等高塔形建筑物的大型建筑工程中。
ZCD-120R说明书(08-05)
ZCD-120R 型侧卸装岩机使用说明书长 兴 小 浦 机 械 制 造 有 限公 司(执行标准 MT/T822)Q/XP001为保证不发生故障,应遵守以下几点:1、使用机器前必须认真阅读产品使用说明书。
2、保证供电质量,660V/1140V供电(优先采用1140V)。
电机工作电压波动范围应在±10%以内。
3、每班检查隔爆型电控箱,箱内不得受潮、进水、隔爆面涂抹防锈油,拧紧各电器接触点的紧固件和安装螺钉。
4、在最初工作8小时以后应重新上紧底盘螺栓、履带板螺栓。
按规定加注润滑油。
5、应仔细阅读本设备的安全注意事项。
说明:根据国家MT/T822-1999《煤矿用侧卸装岩机》标准,原生产的ZC-6型统一改为ZCD-120R型。
长兴小浦机械制造有限公司目录第一节引言 (1)第二节侧卸装岩机在国内外的发展概况 (3)第三节侧卸装岩机的主要部件的结构 (3)第四节侧卸装岩机的操作和操作规程 (10)第五节侧卸装岩机的维护 (11)第六节侧卸装岩机的检修 (13)第七节安全注意事项及警示 (14)滚动轴承、工具、备件目录 (15)电气系统原理图 (17)电气元件明细表 (18)装箱单 (19)第一节引言一、产品概述ZCD-120R型侧卸装岩机(以下称该机)是在ZCD-60R(原ZC-3)型装岩机的基础上,针对用户反映,在大断面巷道装载效率不高的情况,专门设计的一种为大断面巷道使用的装岩设备。
该机是电机驱动,履带行走,铲斗液压操作的正装侧卸式装载机。
它由工作机构、履带行走机构,行走减速机、机体、液压装置、电气系统和主令开关以及制动机构等7大部分组成。
该机主要用于巷道掘进和采场装运岩石和矿物。
该机的电气设备为隔爆型,故可用于有可燃性气体的矿井中作业。
侧卸装岩机是国内、外新一代的无轨装载机械,与其它装载机械相比有以下优点:1、生产率高。
斗容大,插入力大,可向一列矿车卸载。
当配用皮带转载机,使用1.5t以下矿车运输可以达到连续装运,充分发挥侧卸装岩机的高生产率作用。
套标机_贴标机设备
贴标套标设备运行原理培训课程
贴标歪标
贴标套标设备运行原理培训课程
贴标歪标原因
1、夹手鼓前吸块磨损,过胶不均。 2、工作站不水平或回转小托盘与压瓶头位置不正。 3、瓶子在压瓶头的压力作用下瓶身扭曲变形。 4、各小托盘托瓶高度不一。 5、刷标的海绵板、毛刷磨损或安装位置不但。 6、刀鼓切刀磨损,标签切痕厚薄不一。 7、刀鼓和夹手鼓,真空压力不够。 8、标签在夹手鼓上,附着不平。
贴标套标设备运行原理培训课程
1、夹手鼓前吸块磨损过胶不均。
前吸块磨损,胶水涂布不均,导致 贴标歪标。
贴标套标设备运行原理培训课程
2、工作站不水平。
现象: 该工作站贴出的标签前端与瓶子的圆柱母线不平行。
措施: 调整工作站水平。
ቤተ መጻሕፍቲ ባይዱ标套标设备运行原理培训课程
3、瓶子在压瓶头的压力作用下瓶身 扭曲变形。
套标机_贴标机设备
2021/7/11
贴标套标设备运行原理培训课程
贴标机介绍 贴标机歪标原因和解决方法
套标机介绍 套标机毛刺的解决方法 套标机歪标的解决方法
贴标套标设备运行原理培训课程
目前我公司的贴标机主要有两类: 1、PET瓶贴标机。 2、奶线贴标机。
贴标机工作过程部分可分为: 1、瓶子传递过程。 2、标签传递过程。
贴标机故障
故障分类: 1、机械故障(包括机械磨损、紧固件松动、部件受力
形变等)。
2、电气控制故障(包括控制元件烧坏、元件失效、线 路老化腐蚀、短路、断路、程序丢失等)。
贴标套标设备运行原理培训课程
机械故障
一、主机部分常见机械故障:
1、进瓶螺杆部分;同步带磨损或断裂、螺杆磨损、传动键 销磨损、传动轴磨损或角度错位等。
套管机说明书

AiSHi-880全自动套管机操作指南总述本机器时为了单端型铝电解电容器而设计制造的自动化生产设备。
能自动完成套胶功能。
※本机械为组立工序完成后,自动套上印有商标及规格等的胶管,加以热缩。
※此机械之各组件及磨具皆采用耐磨损、耐腐蚀之特殊钢材与硬化不锈钢材加工精制而成。
各传动轴之轴承亦是采用原装配件,另传动连杆则配合方向轴承,使整部机械传动组立减小因而降低杂音,使其发挥高性能之准确性。
※本机械是属专用机型,只限制外形,长度可以有限度之调整。
※本机械结构是以精密机械原理,配合高可靠PLC电路及控制回路相互组成,在运转中欠缺任何材料或异常状态时,皆能自动等料或停止,同时更能显示任何缺料之指示灯。
更附有极准确之计数设备。
※本机械结构精巧,操作简便,保养容易、驾动率高、外观精美。
※本机械经过益阳艾华技术人员不断经验积累及持续地改进。
在原机械基础上更具有操作性和耐磨性。
目录一、机台安装......................................................... . (1)二、操作说明......................................................... . (2)三、自动套胶机面板操作说明 (3)四、电气线路图I/O对照 (4)五、故障分析......................................................... . (7)六、维护与保养......................................................... (13)一、机台安装1、机台移到定位,调整四角落支撑螺丝,使轮子离开地面,并用水平器(Level)校正机台,使机台面成水平状态,锁紧支撑螺丝的螺帽。
2、撕开各处固定用的胶带、绳索,勿接电源。
3、打开电源箱,有插座的配件用手按紧,确认不会松动。
设备SOP操作规程(套标机)
操作过程所需PPE:帽子、耳塞、防砸鞋、耐高温手套、防护面罩安全注意事项:1.设备维修或保养时,严格执行上锁挂牌程序2.设备维修时,注意设备带电部分,避免触电3.设备运转时,非专业人士,严禁打开电柜门4.开机前,检查所有电、气压等是否正常5.各安全门、安全连锁不允许短接6.确保使用正确的标签和瓶7.用干燥的布擦拭传感器和反光板,清理灰尘8.开机前关闭所有的机器防护门,确保危险区域内没有人9.严禁违章操作,严格执行工艺规程10.进入机器顶部作业要做好防护措施,小心滑落或机械物件伤人11.开启蒸汽阀门、检查标签成型时,注意高温烫伤。
二、开机操作编号步骤操作图示操作描述关键控制相关文件记录1 开机前检查1.确认标机内无工具、抹布等杂物。
2.检查送标轮、定位皮带夹紧程度合适。
3.检查各个传感器清洁,感应正常4.正确设置进瓶螺旋及其间距5.确认设备各部件安装到位,动作灵活。
6.设备和瓶子在传感器的高度适中7.检查预热装置高度是否合适2 领取标签1、按生产品种领取标签2、将标签摆放到指定位置3、在标签存放板上最多存放六层3 装上标签1、将标签按正确的方向装到标盘上2、按正确的缠绕方式缠绕标签3、正确的将标签接到刀盘上-4 送电将主开关设置到“开”位置即“1”位主开关在机器的后侧控制柜门上,等待3–5分钟,直到主计算机启动。
随后,屏幕上将显示操作菜单,不要被错误信息搞混乱,通常这些信息在启动过后,按下复位就会消失。
-5 送蒸汽开启蒸汽炉后面的开关蒸汽炉主管道蒸汽压力不低于6bar第一段蒸汽管道蒸汽压力不低于1bar6 送压缩空气开启压缩空气开关压缩空气压力5.5-6bar7 解除急停及报警1旋转松开急停按钮2打开标机前风干机3打开标机后输送带4关好各个安全门后按下复位按钮解除报警8 定位带的检查用一个瓶子放在定位带上,调整定位带的高度及夹紧程度9 打开主导机器1、打开预先热缩加热器装置(预热缩)2、打开热缩装置加热器(热缩炉)3、干燥通道进口贴标机(吹水风机)10 手动试切标签1、使用正确的标签,用钥匙将机器切换到手动模式2、刀片对准白边位置切断3、固定好送标轮,下标轮4、手动试切标签(3-5张)标签在中心柱下滑顺畅,不卡标标签切割位置在标签透明区域内11 开机试套标将机器切换到生产模式,按下开机按钮,点击自动进瓶,进10-20瓶后停止进瓶,观察第一批瓶子传输是否稳定,是否正常套标。
501-C说明书

-2-
MC-CCS05D 使用说明书
感谢您选用麦克维尔公司的控制器产品,在操作之前,请详细阅读本使用说明书, 并保存以备将来参考。
1 产品简介
MC-CCS05D 是能够协调麦克维尔涡旋式冷水机组控制系统和基于 Modbus 通讯协议控制系统间通 讯的数据转换器:自动将 McQuay 涡旋式冷水机组内部通讯协议转换成 Modbus 通讯协议,确保机组和 基于 Modbus RTU 通讯协议并使用 RS485 通讯方式的 BAS 系统相连接,我们这里所指的 Modbus 通讯 协议是一个公开出版的官方文本:
5.4.1 MC501C_B 配置参数 ......................................................................................................... 23 5.4.2 主机配置及运行参数.......................................................................................................... 25 5.4.3 从机配置及运行参数.......................................................................................................... 31 6、ASCII 码附表....................................................................................................................................... 35
套标机资料3
附录二§ 各组机构组合图:为提供客户有良好的保养及维修机台之能力,在此附录将有DSV-400A各模块的零件表及组合图,以利日后的维护检视及购买新零件备品之需要。
§ 1.刀盘组零件表编号零件编号或名称规格(备注)数量1 十字螺丝M4×5 82 DL1-A170A 23 内六角螺丝M4×12 124 DL1-A020B 65 DL1-A010B 66 时规皮带5M-550×11W 17 DL1-A070A 18 扣环轴用 69 培林6001ZZ 1210 DL1-A060A 611 DL1-A050B 612 DL1-A040A 613 DL1-A030B 614 刀片 615 DL1-A130B 116 PIN 617 DL1-A150B 618 DL1-A100B 119 DL1-A221A 420 DL1-A110B 121 DL1-A220A 422 DL1-A240B 223 DL1-A120A 124 DL1-A080A 225 DL1-A090A 2262728§ 刀盘组立图§ 刀盘组零件更换重点§ 4.驱动组零件表及分解图编号零件编号或名称规格(备注)数量1 培林51200 10×26×11 22 培林6000ZZ 10×26×8 63 培林6001ZZ 12×28×8 204 DL1-D010B 25 DL1-D020C 26 DL1-D030B 47 DL1-D040C 48 DL1-D060B 49 DL1-D070D 210 DL1-D093B 811 DL1-D100B 212 DL1-D110E 213 DL1-D120C 414 DL1-D130B 415 DL1-D260A 大齿轮 216 DL1-D260A 小齿轮 217 DL1-D321B 218 手轮HAK-50 219 扣环 420 扣环轴用φ321621 扣环轴用φ10 422 扣环轴用φ121623 直线轴承LM-20UU 824 蔷薇把手M6 225 双头圆键3×3×15 226 双头圆键4×4×10 227 双头圆键4×4×25 8编号零件编号或名称规格(备注)数量28 双头圆键4×4×15 829 DL1-D322C 231 DL1-C021C 132 DL1-D180B 133 DL1-D190C 434 DL1-D203B-1 235 DL1-D152B 136 DSL345MH-D0020 137 DSL345MH-D0010 138 时规皮带410-5M×13W 139 DL1-D050H 840 DSV450P-D0060 241 DL1-D082D 242 DL1-D083D 243 DL1-D140D 144 DL1-D220B 845 DL1-D230B 846 DL1-D250D 左斜 147 DL1-D250D 右斜 148 DL1-D271D 1649 DL1-D272D 850 扣环孔用φ28165152535455§ 驱动组立图§ 驱动组零件更换重点§ 5.分瓶螺杆组零件表及分解图编号零件编号或名称规格(备注)数量1 DL1-E190B 12 DL1-E200B 13 DL1-E210B 14 DL1-E250C 15 DL1-E270C 16 DL1-E280B 17 DL1-E290B 48 DL1-E350B 19 DL1-E360D 110 DSL345MH-E0010 111 DSL345MH-E0020 112 DSL345MH-E0030 113 培林6001ZZ 614 培林6002ZZ 315 培林6801ZZ 216 编码器(ENCODER)TRD-S360B 117 扣环轴用φ12 618 扣环轴用φ15 219 时规皮带170XL-26W 120 连轴器MFC-16 121 双头圆键4×4×30 222 双头圆键5×5×30 123 DL1-E220D 124 DL1-E230B 125 DL1-E260B 126 DL1-E300C 127 DL1-E310C 428 DL1-E320C 4编号零件编号或名称规格(备注)数量29 DL1-E330B 230 DL1-E340B 131 DL1-E380B 132 DL1-E390B 133 DL1-E410B 134 培林51101 235 手轮KRAI(80×12) 136 干式轴承套BM-2215 837 万向接头SJ-14 138 蔷薇把手M6×35 139 DL1-E400B 140 DL1-E440B 141 蔷薇把手M6×25 242 螺杆500L 143 DL1-E010B 144 DL1-E020B 145 DL1-E030B 246 DL1-E090C 147 DL1-E100C 148 DL1-E110B 149 DL1-E120C 150 DL1-E130B 151 DL1-E150C 152 DL1-E180B 153 DL1-E370B 154 马达1/2HP 155 涡轮减速机NMRV-045 10比 156 双头圆键4×4×25 1§ 6.带瓶组零件表及分解图编号零件编号或名称规格(备注)数量1 DL1-F030B 12 DL1-F040B 33 DL1-F050B 14 DL1-F060D 25 DL1-F100C 26 DL1-F110C 47 DL1-F150D 18 DL1-F200B 19 DL1-F230C 110 DL1-F241D-1 111 DL1-F242C-1 812 DL1-F234B 213 DL1-F244D-1 414 DL1-F251C 415 DL1-F261C-1 216 DL1-F262D-1 117 DL1-F280C 118 DL1-F380E 219 DL1-F520D 220 DL1-F590C 121 DL1-F590C 422 DL1-F600E 123 DL1-F660C 1624 DL1-F663B 425 DL1-F805C 226 DL1-F806B 1427 DL1-F970C 128 DL1-F980B 2编号零件编号或名称规格(备注)数量29 DSL345MH-F0011 130 DSL345MH-F0011 对称件 131 DSL345-F0020 132 DSL345-F0020 对称件 133 DSL345-F0030 234 DSL345-F0040 235 DSL345-F0050 836 DSL345-F0060 237 DSL345-F0070 438 培林551101 739 培林6001ZZ 3340 培林6801ZZ 841 扣环轴用φ122342 把手KRAI(80×12) 143 把手M6 144 干式轴承套BM-1610 1645 干式轴承套BM-1620 246 干式轴承套BM-2215 847 干式轴承套BM-2220 248 万向连轴器SJ12 14950515253545556§ 7.预热收缩炉零件表及分解图编号零件编号或名称规格(备注)数量1 DL1-R030C 22 R3020 13 R3050 24 SH300-C0425 25 R3010 16 R3040 278910111213141516171819202122232425262728§ 预热收缩炉组立图§ 9.电眼架组零件表及其分解图编号零件编号或名称规格(备注)数量1 DL1-I010C 12 DL1-I020B 53 DL1-I030C 14 DL1-040B 15 DL1-I050B 16 DL1-I061B 17 DL1-I070B 28 DL1-I090C 289 DL1-I132B 410 DL1-I133B 非量产件 411 DL1-140C 112 培林6801ZZ12×21×5 5613 光电开关SICK WF15-40B410 114 扣环轴用ψ121815 蔷薇把手M6 616 把手CB-50 217 干式轴承套BM-1210 2018 硬币把手M6×20 119 轴承棒12×450 2202122232425262728§ 10.毛刷组零件表及其分解图编号零件编号或名称规格(备注)数量1 DL1-J010C 12 DL1-J020C 23 DL1-J040B 24 DL1-J070D 15 DL1-J090C 16 DL1-J110F 17 DL1-J140C 18 DL1-J140C 对称件 19 DL1-J150B 110 DL1-J161B 111 DL1-J162B 112 DL1-J163B 113 DL1-J170B 114 DL1-J180D 115 DL1-J190C 116 DL1-J200C 117 DL1-J210B 118 DL1-J250B 119 培林6001ZZ12×28×8 720 培林609ZZ9×24×7 121 培林6801ZZ12×21×5 222 扣环轴用ψ12 423 时规皮带XL-270X12W 124 马达31K15A-C2 125 黑色橡皮筋 1262728§ 刷下组零件表及其分解图编号零件编号或名称规格(备注)数量1 DL1-D230B 92 DL1-D250D 右斜 13 DL1-D250D 左斜 14 DL1-D271D 105 DL1-D272D 46 DL1-K070H 右进料 17 DL1-K071B 左进料 18 DL1-V004E 49 DL1-V011C 110 DL1-V020E 111 DL1-V030B 112 DL1-V050D 113 DL1-V071D 114 DL1-V081B 415 DL1-V090F 216 DL1-V101E 217 DL1-V102E 218 DL1-V110D 119 DL1-V150B 220 DL1-V160B 221 DL1-V170B 222 DL1-V190B 123 DL1-V211B 124 DL1-V220B 125 DL1-V230B 226 DL1-V240B 227 DL1-V300D 128 DL1-V301C 1编号零件编号或名称规格(备注)数量29 DL1-V710B 230 DL1-V720B 131 DL1-V780B 632 DL2-D280D 133 DSL335-V0010 434 铝座SK12 435 培林51103 236 培林6001ZZ 2237 培林6900ZZ 238 牙条M16×330 139 平垫圈M16 240 扣环孔用φ281241 扣环轴用φ10 142 扣环轴用φ122443 把手HAK-50 144 硬币把手M6 145 时规皮带XL-110 446 时规皮带XL-200×13W 147 马达51K90A-SF 148 干式轴承套BM-1215 849 干式轴承套BM-1620 850 轴承棒12×260 251 螺帽M16 252 双头圆键4×4×18 553 双头圆键4×4×20 454 双头圆键4×4×30 255 双头圆键4×4×36 156§ 14.照瓶电眼组零件表及其分解图编号零件编号或名称规格(备注)数量1 DL1-Q010B 12 DL1-Q040B 13 DL1-Q050B 14 DL1-Q060B 15 DL1-Q070D 16 DL1-Q094B 27 DL1-Q093Baa 28 硬币把手M6 29 干式轴承套BN-1010 10×12×10 8101112131415161718192021222324252627§ 照瓶电眼组立图§ 16.馈料组零件表及其分解图编号零件编号或名称规格(备注)数量1 DL1-M102B 62 DL1-U040E 23 DL1-U080C 24 DL1-M490C 25 M0010 16 M0080 47 M0090 48 M0210 29 DSL345MH-M0040 110 DSL345MH-M0050 211 U0010 212 U0070 113 U0100 414 U0110 415 直线培林LM-6UU 816 培林6001ZZ 12×28×8 417 培林6801ZZ 12×21×5 121819202122232425262728。
1900B 电脑套结机控制系统使用说明书
1900B电脑套结机控制系统使用说明书前言欢迎您使用中捷公司生产的电脑套结缝纫机。
请您仔细阅读本说明书,以确保正确的操作使用电脑套结缝纫机,请按照本说明书内注明的方式进行操作,否则,如违规操作所造成损失本公司不承担责任。
此外,请将本说明书妥善保存在安全地点,以便随时查阅,若发生故障须由本公司指定的技术人员或专业人员进行维修。
目录1概要说明 (1)1.1应用机型 (1)1.2输入方式 (1)1.3显示方式 (1)1.4面板布局 (1)1.5标准化 (1)1.6操作方式 (1)2操作说明 (2)2.1控制面板开关名称和说明 (2)2.2基本操作 (3)2.2.1项目数据的设定 (3)2.2.2花样形状的确定 (5)2.2.3缝制 (6)2.2.4变更为其它花样 (6)2.2.5绕线 (7)2.2.6独立剪线装置 (7)2.2.7抓线装置 (7)2.2.8底线计数器 (8)2.2.9暂停 (9)2.3设置P花样与C花样 (10)2.3.1使用花样键()进行缝制 (10)2.3.2使用组合功能的缝制 (12)2.4调试模式 (14)2.4.1CP-1(输入信号检验) (16)2.4.2CP-2(检验X、Y马达/原点传感器) (17)2.4.3CP-3(连续运转) (18)2.4.4CP-4(检验主马达转速) (19)2.4.5CP-5(切线调节) (20)2.4.6CP-6(检验压脚、切线马达/原点传感器) (21)2.4.7CP-7(检验抓线马达/原点传感器) (22)2.5设置参数 (23)2.5.1设置参数的具体操作 (23)2.5.2设置参数的设定举例 (24)2.5.3用户参数设置表 (28)3服务参数设置 (29)3.1服务参数的开启和变更 (29)3.2服务参数列表 (30)3.3恢复出厂默认设置 (31)3.3标准图案一览表 (33)4钉扣功能 (37)4.1钉扣功能设定 (37)4.2钉扣标准花样一览表 (38)5附录 (40)5.1异常信息一览表 (40)5.2系统框图 (42)1概要说明1.1应用机型SC201加固机型。
关于套标机操作及故障排除方法保养提示

关于套标机及收缩炉常见故障及排除方法一.收缩膜容易在中心柱积料(卡料)※造成原因:(一)因为膜料在制造时折径的控制若偏大或偏小,尤其是在标准尺寸的下线(偏小),更容易造成中心柱积料。
(二)中心柱的夹持点采用单点夹持也较容易造成夹持不稳定而造成中心柱无法成一条线所以造成积料。
(三)上下驱动胶轮调整的力度可能不一致。
(四)切刀的刀边每转一圈来回到原点时,可能停止在中心柱之沟槽内,造成膜料标签碰触刀片而造成积料。
(五)中心柱沟槽可能有被切刀“割伤”现象,导致下标不顺畅,造成卡料。
(六)被切断后的标签,在等待被刷下时,刷下轮没确实顺利的将切断的标签套入瓶体而产生骨牌效应反映回去造成中心柱积料。
◎解决方案:(一)只能有效要求标签供应厂做好折径值的控制,正常见所需的折径在正负0。
5%以内为标准值,必须请客户将标签折径按标准值以内以提供给套标机使用。
(二)采用多点夹持的机器设备当然优越于单点夹持,但各家套标机器皆有不同的设计,所以只能在选购时做审慎的考虑。
(三)正确调整上下驱动胶轮之力度。
(四)必须要检查切刀的原点是否正确,并且检查整个过程控制的搭配,务必在切刀离开中心柱后的有效时间内,才驱动下一张料,而切刀每一转一圈停止时应停留在刀盘内部,不可靠近中心柱沟槽太近,才能确保不积料。
(五)如中心柱沟槽处有割伤现象,将其表面处理圆滑后即可。
(六)要确认刷下轮组与中心柱的夹持接触是否确实没有偏移,及刷下轮是否有被磨损而造成刷下的力量无法平均将卷标刷下落入瓶体,否则标签将会造成连锁反应至使中心柱积料。
二.收缩膜切断位置不平整,有毛边。
※造成原因:因为目前市面的套标机大都属多把刀的切点重迭设计方式,所以毛边很难完全被控制,1。
2两点是一关键问题。
(一)标签过大,中心柱直径与膜料折径偏差太大。
(二)刀盘的校正平整点不在一在线(三)刀盘组内部,偏心轴沟槽与刀座底部间隙过大,导致刀片不平整。
(四)刀片之力度不够。
◎解决方法:(一)做好卷标尺寸的控制,并确认标签折径与中心柱直径。
套标机操作指导书
******饮料有限公司套标机作业指导书文件编号:编制:审核:审批:日期:前言1.目的:为了更好的使操作规范化,标准化,通过图片展示要点说明,使整个操作过程更加人性化,特制定此作业指导书,相关人员可参考本标准执行.2.适用范围:本作业指导书适用于后包装段套标机操作人员对套标机的操作及维护,操作员与维修工可按本指导进行作业.3.职责:见本岗位说明书.4.罚责:违反标准按相关考核制度进行考核.5.具体内容:见正文.6.执行时间:从本作业指导书下发日起执行.目录一.安全预防及应急措施二.主要监控点三.套标岗位工作程序简述四.套标机标准操作规范五.故障排除六.套标机周保养巡查内容(附图表)七.刀盘刀片拆卸与调整1.安全标识及预防措施:1.1.安全警示标识:安全标识含义安全标识含义高压危险,禁止触摸! 危险区域,操作时谨慎小心,注意安全!跌落危险!旋转,请勿将手和其他物体靠近! 高温危险,禁止触摸!1.2.安全预防措施:内容序号预防点图片预防措施1 设备防护避免用水冲有电源设备、接线盒.电柜等!2 火灾防护避免火源、易燃物接近原辅料。
3 当机器伤害人体或机件时应立即把机器停下,按下急停按钮将使机器程序回复至零位。
急停按钮并不能把主电源断离。
1.3.管理制度以及安全生产标准、安全生产技术规范《安全生产管理手册》。
2.主要监控点监控项目监控原因监控措施质量成本刀盘原点刀盘原点位置不正确卡标,造成成本浪费开机前检查刀盘原点位置十分正确,及时调节蒸气温度蒸气大小决定瓶标收缩效果,避免造成成本浪费每小时进行报表记录3.工作程序简述:设备结构功能简介设备运行状态检查(设备故障、产品质量、成本等)对原辅材料数量和质量情况进行交接。
定期进行过程记录和过程检查及设备日保养。
在交班前完成交班记录的填写和相关信息说明。
接班 交班根据设备运行情况按序对设备进行操作和检查。
认真阅读交接记录和操作记录并进行确认。
单元名称示意图工作原理套标机部件:电机,料架,驱动轮,蒸汽炉功能:把每个产品套上标签并收缩好。
套标机中文操作说明书

目录第一章前言 (3)第二章安全规范与守则 (3)2-1安装安全要求 (3)2-2维护安全措施及维修安全措施 (3)2-3预检 (4)2-4电器注意问题 (4)第三章操作前准备 (5)3-1操作注意事项 (5)3-2安装与清洁 (5)第四章各部机构构成与功能 (6)4-1 主机段输送线接口图 (6)4-2整机图示标识 (7)4-3各部件功能介绍 (8)第五章标签膜料安装 (9)5-1图示 (9)5-2测试裁切 (9)第六章电眼架位置调整及设定 (10)6-1电眼架在卷标裁切时的位置调整 (10)6-2 电眼感度的设定 (10)第七章标签套标的定位侦测 (10)7-1标签套标原理 (10)7-2图示电眼调整方位 (10)7-3照瓶电眼侦测说明 (11)7-4调试要领 (11)第八章刀盘的拆卸、安装图示及说明 (12)第九章人机介面的操控说明 (12)9-1操作说明 (12)9-2画面解读 (14)9-3常见异常及解除 (16)第十章其它组件的调整 (16)10-1规格表 (16)第十一章润滑与保养 (17)11-1每日例行检点事项 (17)第一章前言首先感谢您使用张家港派码包装机械有限公司的全自动收缩膜套标机,为使用本机各部功能能够充分发挥,操作人员能正确与安全使用本机,请务必事先熟读本说明书,相信它将很快协助您进入熟悉领域,让您愈用愈顺心。
本套标机机体大量采用铝合金配合阳极处理及304不锈钢,使本机整体架构更坚固耐用,在机械的性能上更以模块化、人性化设计使得各项高速更容易,更换样式更为简便。
在控制电路上使用人机接口控制,易学易懂,卓越电路设计更使得本机套标速度领先国际,由于本机完全采用新设计理念所研发,不仅减少很多机械上的调整,更提高了标签裁切的精度及生产速度,以下将就本机械操作方式进行详细说明。
第二章安全规范与守则2-1安装安全要求机台运抵现场,安装开机前,必须首先进行损伤检查。
框架是否变形,电器柜是否受潮,尤其是所有组件是否有损伤痕迹(如碰撞痕迹)。
套标机说明书
标签膜料的安装
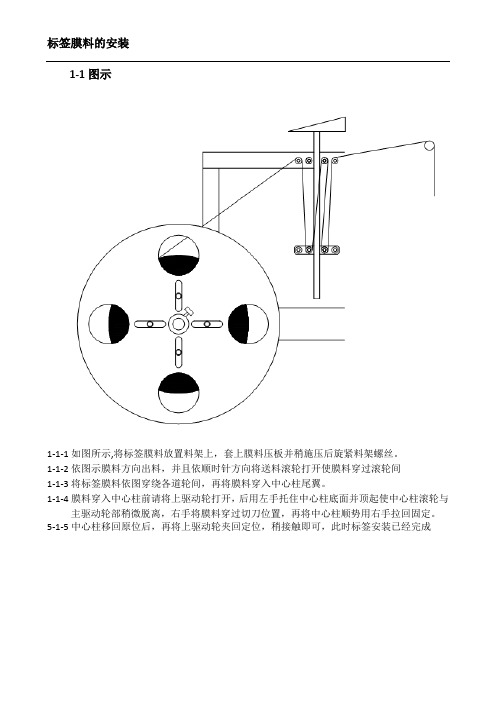
1-1图示
1-1-1如图所示,将标签膜料放置料架上,套上膜料压板并稍施压后旋紧料架螺丝。
1-1-2依图示膜料方向出料,并且依顺时针方向将送料滚轮打开使膜料穿过滚轮间
1-1-3将标签膜料依图穿绕各道轮间,再将膜料穿入中心柱尾翼。
1-1-4膜料穿入中心柱前请将上驱动轮打开,后用左手托住中心柱底面并顶起使中心柱滚轮与主驱动轮部稍微脱离,右手将膜料穿过切刀位置,再将中心柱顺势用右手拉回固定。
5-1-5中心柱移回原位后,再将上驱动轮夹回定位,稍接触即可,此时标签安装已经完成。
套标机中文操作说明书

目录第一章前言 (3)第二章安全规范与守则 (3)2-1安装安全要求 (3)2-2维护安全措施及维修安全措施 (3)2-3预检 (4)2-4电器注意问题 (4)第三章操作前准备 (5)3-1操作注意事项 (5)3-2安装与清洁 (5)第四章各部机构构成与功能 (6)4-1 主机段输送线接口图 (6)4-2整机图示标识 (7)4-3各部件功能介绍 (8)第五章标签膜料安装 (9)5-1图示 (9)5-2测试裁切 (9)第六章电眼架位置调整及设定 (10)6-1电眼架在卷标裁切时的位置调整 (10)6-2 电眼感度的设定 (10)第七章标签套标的定位侦测 (10)7-1标签套标原理 (10)7-2图示电眼调整方位 (10)7-3照瓶电眼侦测说明 (11)7-4调试要领 (11)第八章刀盘的拆卸、安装图示及说明 (12)第九章人机介面的操控说明 (12)9-1操作说明 (12)9-2画面解读 (14)9-3常见异常及解除 (16)第十章其它组件的调整 (16)10-1规格表 (16)第十一章润滑与保养 (17)11-1每日例行检点事项 (17)第一章前言首先感谢您使用张家港派码包装机械有限公司的全自动收缩膜套标机,为使用本机各部功能能够充分发挥,操作人员能正确与安全使用本机,请务必事先熟读本说明书,相信它将很快协助您进入熟悉领域,让您愈用愈顺心。
本套标机机体大量采用铝合金配合阳极处理及304不锈钢,使本机整体架构更坚固耐用,在机械的性能上更以模块化、人性化设计使得各项高速更容易,更换样式更为简便。
在控制电路上使用人机接口控制,易学易懂,卓越电路设计更使得本机套标速度领先国际,由于本机完全采用新设计理念所研发,不仅减少很多机械上的调整,更提高了标签裁切的精度及生产速度,以下将就本机械操作方式进行详细说明。
第二章安全规范与守则2-1安装安全要求机台运抵现场,安装开机前,必须首先进行损伤检查。
框架是否变形,电器柜是否受潮,尤其是所有组件是否有损伤痕迹(如碰撞痕迹)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HK-6000P
HK-6000P型套标机虽为低速机,但采用与高速设备同等PLC、定位模块、伺服电机以及变频器,触摸屏人性化操作,单收缩标签供料盘,微电脑自动控制,自动检测、自动定位,换标快速省力,并且切断位置精准。
输入功率:1.5KW
生产效率:100瓶/分钟
主机尺寸:2100L*850W*2000H
适用瓶身直径:28mm~125mm
HK-12000P
HK-12000P型套标机使用全罩式不锈钢主机,全机防水不生锈,可调式刀盘,独创回旋切断,双面刀刃,寿命长久,单定位式中心导柱,使标签导送更加稳定,独创尾翼与电眼结合的标签控制电眼架,提高了膜料切断精度,此设备采用了PLC可编程控制器、进口伺服电机、伺服驱动器、变频器以及传感器,另外采用了定位模块是之套标精准、快速、稳定。
适用于各种瓶型,如圆瓶、方瓶、扁瓶、曲线瓶、杯型瓶等
输入功率:1.5KW
生产效率:200瓶/分钟
主机尺寸:2100L*850W*2000H
HK-18000P
HK-18000P型套标机从机械结构、电路设计、智能化控制加以改进,为客户降低了生产成本,提高了生产效率。
本机构的H型设计,确保了四轮驱动、自动定心、四轮衡压的要求,由于等速比的设计,完全实现了套标准确、送标流畅、运作稳定、切标快速的套标目的,此设备突破了传统的套标技术,集三至四种套标品种于一机,只需要更换模具便能实现不同品种、型号的套标,
输入功率:3.0KW
生产效率:300瓶/分钟
主机尺寸:2100L*1100W*2000H
HK-24000P
HK-24000P型套标机采用的是一种四轮驱动、自动定心、四轮衡压的新型先进热收缩套标机的驱动装置,达到了流畅、稳定、快速的送标目的,此机型套标机所采用的电器均为进口配置,采用高速定位模块、进口伺服电机、伺服驱动器、伺服控制器,全自动调整、人性化操作,进口触摸彩屏,此机器可在同一限速上运行,不存在倒瓶、漏标的现象,适用于各种型的果汁、茶饮料、乳制品、纯净水、调味品、啤酒、运动饮料的食品饮料行业,不但套标位置精确度高,且收缩后更能突出瓶子的完美瓶型,
输入功率:6.0KW
生产效率:400瓶/分钟
主机尺寸:2500L*1200W*2000H
HK-30000P
HK-30000P型套标机采用的是一种四轮驱动、自动定心、四轮衡压的新型先进热收缩套标机的驱动装置此机型套标机所采用的电器均为进口配置,采用高速定位模块、进口伺服电机、伺服驱动器、伺服控制器,全自动调整、人性化操作,该机型为高速套标机,其速度在500瓶-600瓶/分钟,适用于各种瓶型的套标。
输入功率:8.0KW
生产效率:500瓶/分钟
主机尺寸:2500L*1200W*2200H
HK-36000P
HK-36000P型套标机采用的是一种四轮驱动、自动定心、四轮衡压的新型先进热收缩套标机的驱动装置此机型套标机所采用的电器均为进口配置,采用高速定位模块、进口伺服电机、伺服驱动器、伺服控制器,全自动调整、人性化操作,该机型为高速套标机,其速度在600瓶/分钟,最高可达700瓶/分钟,适用于各种瓶型的套标。
输入功率:8.0KW
生产效率:600瓶/分钟
主机尺寸:2500L*1200W*2200H
HK-P200P
HK-P200P型套标机为瓶口套标机,高性能伺服电机,小巧型机身设计,定位尺和压瓶机构,使标签位置更加稳定,套标准确、运行稳定、不漏标卡标,
输入功率:1.5KW
生产效率:100-200瓶/分钟
主机尺寸:780L*1200W*2000H
HK-D200P
HK-D200P型套标机是一种新型的双机头结构套标机,可满足瓶口、瓶身同时套标的要求,一机两用,减少了输送线长度或避免了二次搬运从而节省成本,提高生产效率,并采用了PLC、定位模块和伺服电机以及变频器,触摸屏人性化操作、全自动调整,此设备套标精准、可适用于各种瓶型以及六角油桶的套标和封口,适合超大瓶型(3-5升桶装容器)。
输入功率:3.0KW
生产效率:2*200瓶/分钟
主机尺寸:3200L*1200W*2070H
HK-2000P型蒸汽收缩炉
HK-2000P型蒸汽收缩炉是一种新式蒸汽收缩炉,针对不同及不规则圆瓶、方瓶、扁瓶等平行,调整、维修方便,收缩平整,蒸汽喷出方式低压分汽包分配均匀且采用无缝钢管设计,喷出口分为三段可调式,达到完美收缩效果境界,全机外壳用不锈钢制造而成并加以保温,不仅节省能源,而且符合国际安全标准,底部不锈钢接水盘集中冷凝水,全机采用防水设计,操作维修方便,另可在原配置的情况,制造成双层保温炉,更能够达到节能、环保的作用。
HK-2500P型电热收缩炉
HK-2500P型电热收缩炉特殊设计热风收缩炉,三段独立可调,较好节能效果,收缩后产品外部无水珠,可直接打包。
输入功率:25.5KW
重量:770Kg
外形尺寸:2800L*400H*18000L
输送速度:35m/min
HK-1200P蒸汽发生器
HK-1200P蒸汽发生器系列全自动电热蒸汽发生器进水采用铜体高压潜涡泵,供水时间短,
经久耐用,水箱中设有液位浮球自动控制进水量。
工作系统全部自动控制,接通水源、电源5分钟左右即可连续不断的输出蒸汽,工作效率极高。