D打印加工实验
d打印实训心得体会

d打印实训心得体会在参加3D打印实训的过程中,我深刻体会到了这项技术的魅力和潜力。
作为一名热衷于探索新技术的爱好者,我抱着浓厚的好奇心和求知欲,参与了这次实训。
通过这段时间的学习和实践,我不仅掌握了3D打印的基本原理和操作技巧,还对这项技术的应用和发展有了更深刻的认识。
以下是我在实训过程中的一些心得体会。
3D打印技术在创新领域的应用令人瞩目。
在实训过程中,我们学习到了3D打印在医疗、航空航天、建筑、艺术等领域的广泛应用。
例如,3D打印技术在医疗领域可以用于制造定制化的假体和生物组织,为患者提供更加精确和个性化的治疗方案。
在航空航天领域,3D打印技术可以用于制造轻质、高性能的零部件,从而提高飞机和火箭的性能。
在建筑领域,3D打印技术可以用于制造建筑模型和实体建筑,为建筑设计提供更多的创新可能性。
3D打印技术在艺术领域也具有巨大的潜力,艺术家可以利用3D打印技术创造出独特的作品,展示出无限的创意和想象力。
3D打印技术在教育领域的应用也让我印象深刻。
在实训过程中,我们使用了3D打印机来制作教学模型和实验设备。
这种直观、实体的教学方式极大地提高了我们的学习兴趣和效果。
例如,在生物课堂上,我们可以使用3D打印机打印出人体器官的模型,通过观察和操作这些模型,更好地理解人体的结构和功能。
在物理课堂上,我们可以使用3D打印机打印出力学模型的零部件,通过组装和实验,深入研究物理原理。
3D打印技术还可以用于制造机器人、无人机等智能设备,培养学生的创新能力和实践能力。
我认为3D打印技术在个人创作和创业方面的应用具有巨大的潜力。
在实训过程中,我们学习到了如何使用3D打印机制作个性化的饰品、玩具、家居用品等。
这种个性化制造的能力让我们能够将自己的创意变成现实,满足个性化需求。
3D打印技术还可以用于创业,例如开设一家3D打印工作室,为客户提供定制化的产品和服务。
这种基于3D打印技术的创业模式具有低门槛、低成本、快速响应市场等特点,有望成为未来创业的新趋势。
最新3D打印加工实验资料
实验1 3D打印加工实验一、实验目的1.了解FDM 3D打印工艺的成形原理;2.熟悉FDM 3D打印机的机械结构及操作方法;3.学习3D打印软件的使用方法。
二、实验内容1.选择适合打印的三维模型,利用FDM 3D打印机完成加工;2.测量打印件的尺寸精度;3.分析影响打印精度及打印效率的关键因素。
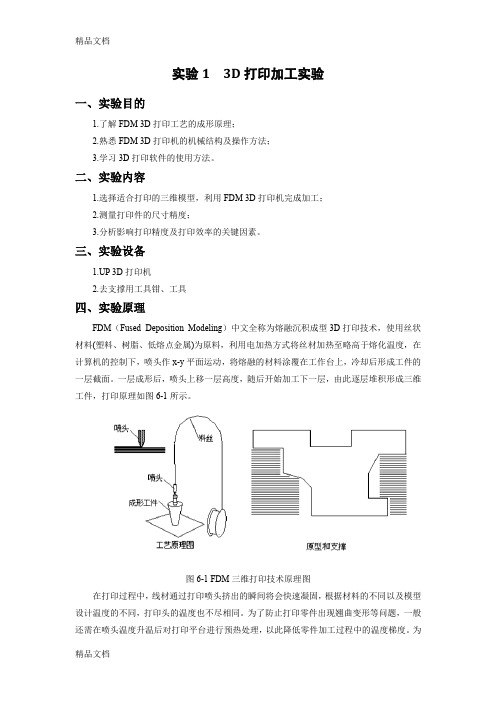
三、实验设备1.UP 3D打印机2.去支撑用工具钳、工具四、实验原理FDM(Fused Deposition Modeling)中文全称为熔融沉积成型3D打印技术,使用丝状材料(塑料、树脂、低熔点金属)为原料,利用电加热方式将丝材加热至略高于熔化温度,在计算机的控制下,喷头作x-y平面运动,将熔融的材料涂覆在工作台上,冷却后形成工件的一层截面。
一层成形后,喷头上移一层高度,随后开始加工下一层,由此逐层堆积形成三维工件,打印原理如图6-1所示。
图6-1 FDM三维打印技术原理图在打印过程中,线材通过打印喷头挤出的瞬间将会快速凝固,根据材料的不同以及模型设计温度的不同,打印头的温度也不尽相同。
为了防止打印零件出现翘曲变形等问题,一般还需在喷头温度升温后对打印平台进行预热处理,以此降低零件加工过程中的温度梯度。
为便于零件加工完成后从打印平台上剥离,一般需在打印平台上预先置放隔层,喷头挤出的线材直接在隔层上成形。
FDM 3D打印技术的优点是材料利用率高、材料成本低、可选材料种类多、工艺简洁。
缺点是精度较低、复杂构件不易制造、零件悬垂区域需加支撑、表面质量较差。
该工艺适用于产品的概念建模及功能测试,适合中等复杂程度的中小原型,不适合制造大型零件。
五、实验步骤1.熟悉打印控制软件的操作界面及主要功能模块;2.熟悉UP 3D打印机的主要结构及操作方法,通过USB数据线连接计算机和打印机,连接电源适配器给打印机供电,如图6-2所示:图6-2 打印机线路连接3.在控制软件中选择端口并连接打印机,将指导教师指定的标准零件模型、以及任选的个性化模型导入控制软件;4.选择控制软件中的“位置”按钮,对导入模型执行平移、缩放操作,随后将模型对中,如图6-3所示;图6-3 模型导入及对中5.对模型执行切片操作,根据需要调整切片参数;6.点击“运行任务”按钮,等打印机喷头、底板温度加热到设置温度后,打印机将开始打印,记录打印开始时间;7.观察打印过程,分析影响打印效率的关键因素;8.记录打印结束时间,模型打印完成后,待喷头及打印平台冷却后,再取模型;9.从打印平台上取出附着模型的打印底板(即是带规则网点的塑料板。
3D打印实验指导书【范本模板】

3D打印实验指导书一实验目的1。
理解快速成型制造工艺原理和特点;2。
了解快速成型制造过程与传统的材料去除加工工艺过程的区别;3。
推广该项技术的普及和应用。
二实验要求1. 利用计算机对原形件进行切片,生成STL文件,并将STL文件送入FDM快速成型系统;对模型制作分层切片;生成数据文件;2。
快速成型机按计算机提供的数据逐层堆积,直至原形件制作完成;3. 观察快速成型机的工作过程,分析产生加工误差的原因.三实验主要仪器设备FDM快速成型系统四实验原理实验原理:该工艺以ABS材料为原材料,在其熔融温度下靠自身的粘接性逐层堆积成形。
在该工艺中,材料连续地从喷嘴挤出,零件是由丝状材料的受控积聚逐步堆积成形.该工艺示意图如下:图1 快速成型原理这样就将一个物理实体复杂的三维加工转变成一系列二维层片的加工,因此大大降低了加工难度。
由于不需要专用的刀具和夹具,使得成形过程的难度与待成形的物理实体的复杂程度无关,而且越复杂的零件越能体现此工艺的优势。
主要技术指标:最大成品尺寸:254×254×406mm精确度:±0。
127mm原料:ABS阔度0.254 —2。
54mm厚度0。
05 —0。
762mm快速原型技术的基本工作过程快速成形技术是由CAD模型直接驱动的快速制造复杂形状三维物理实体技术的总称.其基本过程是:1。
首先设计出所需零件的计算机三维模型,并按照通用的格式存储(STL文件);2.跟据工艺要求选择成形方向(Z方向),然后按照一定的规则将该模型离散为一系列有序的单元,通常将其按一定厚度进行离散(习惯称为分层),把原来的三维CAD模型变成一系列的层片(CLI文件);3。
再根据每个层片的轮廓信息,输入加工参数,自动生成控制代码;4.最后由成形机成形一系列层片并自动将它们联接起来,得到一个三维物理实体;5.后处理,小心取出原型,去除支撑,避免破坏零件.用砂纸打磨台阶效应比较明显处。
如需要可进行原型表面上光。
《材料成型综合实验》3D打印实验报告实验

《材料成型综合实验》3D打印实验报告实验一、实验目的1、掌握快速成型加工原理、方法及在模具加工中的应用;2、了解快速成型机床的组成、工作原理和操作方法。
二、实验仪器HTS-400pl快速成型机、树脂丝材、计算机等三、实验原理3D打印即快速成型技术的一种,又称增材制造,它是一种以数字模型文件为基础,运用粉未状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。
RP技术基本原理:离散—堆积(叠加)。
3D打印技术与激光成型技术基本上是一样的。
简单来说,就是通过采用分层加工、迭加成形,逐层增加材料来生成3D实体。
称它为“打印机”的原因是参照了其技术原理,3D打印机的分层加工过程与喷墨打印机十分相似。
首先是运用计算机设计出所需零件的三维模型,然后再根据工艺需求,按照一定规律将该模型离散为一系列有序的单位,通常在Z向将其按照一定的厚度进行离散,把原来的三维CAD模型变成一系列的层片;然后再根据每个层片的轮廓信息,输入加工参数,然后系统后自动生成数控代码;最后由成型一系列层片并自动将它们连接起来,最后得到一个三维物理实体。
四、实验过程基本过程如下:对要打印的零件进行三维建模,绘制三维图形,保存STL通用格式。
用3D打印软件打开保存的STL格式的零件,在3D打印软件中设置相关打印参数,生成路径。
将3D软件生成的GSD格式用插卡的形式放在打印机里。
随后启动打印机即可。
实验的详细过程如下:首先进行的三维模型构建经常使用的软件有Pro/E、UG、SolidWorks、激光扫描、CT断层扫描等。
然后要对三维模型做近似处理,也就是用三角形平面来逼近原来的模型(STL文件)。
近似处理后进行切片处理,即对加工方向(Z方向)进行分层(间隔一般取0.05m--0.5mm,常用0.1mm )。
之后进行打磨、抛光、涂挂、烧结等后处理步骤。
最后成型加工。
成型头(激光头或喷头)按各截面轮廓信息扫描。
其中分解(离散)过程由计算机完成,组合(堆积)过程由成型机完成,后处理过程中的结构与性能的加强由其他辅助设备完成。
D打印技术在汽车制造中的应用实验

D打印技术在汽车制造中的应用实验随着科技的不断进步,D打印技术在各个领域得到了广泛的应用。
在汽车制造这个行业中,D打印技术也展现出了巨大的潜力和优势。
本文将探讨D打印技术在汽车制造中的应用实验,重点讨论其在汽车零部件制造、整车设计和个性化定制方面的应用。
一、D打印技术在汽车零部件制造中的应用实验D打印技术作为一种快速、灵活、高效的制造技术,已经在汽车零部件的制造中得到广泛应用。
传统的汽车零部件制造方式需要生产线和模具,而D打印技术则可以直接将数字化设计的模型快速制造成最终产品,省去了模具制作的过程,大大加快了产品的开发速度。
在汽车零部件的制造过程中,D打印技术可以实现复杂结构的制造。
例如,一些汽车的进气道、驱动系统等部件需要具备复杂的内部结构,传统的制造方式很难生产出这样的结构,而D打印技术可以通过逐层堆叠材料的方式实现这种结构,提高了部件的性能和功能。
此外,D打印技术还可以实现多材料的制造。
在汽车制造中,有些零部件需要由多种材料组成,传统的制造方式很难同时使用多种材料制造出一个零部件,而D打印技术可以通过控制喷头的位置和材料的选择,实现多材料的制造,提高了零部件的多功能性。
二、D打印技术在整车设计中的应用实验D打印技术在整车设计中的应用也得到了越来越多的关注。
在汽车设计过程中,传统的方式需要通过手工模型、木样等形式进行设计验证,这种方式不仅耗时,而且成本高。
而D打印技术可以较快地将设计的数字模型制造成实体模型,设计师可以通过实体模型来验证设计的合理性和可行性,避免了设计过程中的不必要错误和漏洞,提高了设计效率和准确性。
此外,D打印技术还可以实现个性化的汽车设计。
传统的汽车制造方式是批量生产标准化的汽车,而D打印技术可以根据个性化需求,通过控制打印参数和材料选择,实现个性化定制。
消费者可以根据自己的喜好和需求,设计和定制属于自己的汽车模型,提高了消费者的满意度和购买欲望。
三、D打印技术在个性化定制中的应用实验D打印技术的应用不仅改变了汽车制造的方式,也改变了汽车销售和服务的方式。
d打印机实训报告 ()
快速成型与快速模具3D打印实训报告书姓名:吴登庆学号:1206240218班级:12机械(2)班专业:机械设计与制造学院:机电工程与自动化学院学校:黎明职业大学指导老师:辛勤颖李丽环一、3D打印机的介绍1、3D打印机的介绍3D打印(3D?printing)也称为“增材制造(Additive?Manufacturing)”,它是新兴的一种快速成型技术。
与传统的减材制造工艺不同,3D打印是以数据设计文件为基础,将材料逐层沉积或黏合以构造成三维物体的技术。
3D打印的思想萌芽和实验探索由来已久,但现代意义上的3D打印技术于20世纪80年代中期诞生于美国。
Charles?Hull(3D?Systems公司的创始人)和Scott?Crump (Stratasys公司的创始人)是3D打印技术的先驱人物。
1986年,Charles?Hull发明了第一台3D打印机,之后成立了第一家3D打印公司3D?Systems。
1988年,3D?Systems 公司推出了世界上第一台基于SLA技术的商用3D打印机SLA-250,它的面世标志着3D 打印商业化的起步。
Scott?Crump研发了另一3D打印主流技术FDM,于1989年申请了美国专利并创立了Stratasys公司,1992年推出第一台基于FDM技术的“3D?Modeler”打印机。
经过二十余年的发展,3D打印机在工业领域已经有一定的应用基础。
随着计算能力、设计软件、新材料及互联网进步的不断推动,3D打印技术近年来发展迅速,应用领域不断拓宽,显示出巨大的发展潜力。
3D打印与传统制造业的最大区别在于产品成型的过程上。
在传统的制造业,整个制造流程一般需要经过开模具、铸造或锻造、切割、部件组装等过程成型。
3D打印则免去了复杂的过程,无需模具,一次成型。
因此,3D打印可以克服一些传统制造上无法达成的设计,制作出更复杂的结构。
随着技术的不断进步,3D打印在铸造精度上已经可以与传统方式相媲美,但是在大规模生产上,3D打印目前仍无法获得规模经济,在成本上和效率上不具优势。
D打印机实训报告

快速成型与快速模具3D打印实训报告书姓名:吴登庆学号:1206240218班级:12机械(2)班专业:机械设计与制造学院:机电工程与自动化学院学校:黎明职业大学指导老师:辛勤颖李丽环一、3D打印机的介绍1、3D打印机的介绍3D打印(3D printing)也称为“增材制造(Additive Manufacturing)”,它是新兴的一种快速成型技术。
与传统的减材制造工艺不同,3D打印是以数据设计文件为基础,将材料逐层沉积或黏合以构造成三维物体的技术。
3D打印的思想萌芽和实验探索由来已久,但现代意义上的3D打印技术于20世纪80年代中期诞生于美国。
Charles Hull(3D Systems公司的创始人)和Scott Crump(Stratasys公司的创始人)是3D打印技术的先驱人物。
1986年,Charles Hull发明了第一台3D打印机,之后成立了第一家3D打印公司3D Systems。
1988年,3D Systems公司推出了世界上第一台基于SLA技术的商用3D打印机SLA-250,它的面世标志着3D打印商业化的起步。
Scott Crump 研发了另一3D打印主流技术FDM,于1989年申请了美国专利并创立了Stratasys 公司,1992年推出第一台基于FDM技术的“3D Modeler”打印机。
经过二十余年的发展,3D打印机在工业领域已经有一定的应用基础。
随着计算能力、设计软件、新材料及互联网进步的不断推动,3D打印技术近年来发展迅速,应用领域不断拓宽,显示出巨大的发展潜力。
3D打印与传统制造业的最大区别在于产品成型的过程上。
在传统的制造业,整个制造流程一般需要经过开模具、铸造或锻造、切割、部件组装等过程成型。
3D打印则免去了复杂的过程,无需模具,一次成型。
因此,3D打印可以克服一些传统制造上无法达成的设计,制作出更复杂的结构。
随着技术的不断进步,3D打印在铸造精度上已经可以与传统方式相媲美,但是在大规模生产上,3D打印目前仍无法获得规模经济,在成本上和效率上不具优势。
D打印技术在农产品加工的创新实践考核试卷

B.打印速度
C.材料颜色
D.打印温度
6.以下哪些软件可以用于3D打印农产品加工模具的设计?()
A. AutoCAD
B. SolidWorks
C. Blender
D. Adobe Illustrator
7. 3D打印技术在农产品加工中的挑战包括以下哪些?()
A.材料成本
B.打印速度
C.模具强度
A. PLA
B. ABS
C. PETG
D.铝
3. 3D打印技术在农产品加工中可以用于以下哪些方面?()
A.制造模具
B.直接打印食品
C.制作包装材料
D.食品添加剂
4.以下哪些技术是3D打印技术的类型?()
A.光固化打印
B.熔融沉积打印
C.激光切割
D.粉末床打印
5. 3D打印农产品加工模具时,哪些因素会影响打印质量?()
10. ABC
11. ABC
12. ABCD
13. ABCD
14. ABC
15. ABCD
16. ABCD
17. ABCD
18. ABCD
19. ABC
20. ABCD
三、填空题
1.光固化
2.生物降解
3. SolidWorks
4.支撑
5.增材制造
6.选择性激光烧结
7.强度、韧性
8.模具、包装
9.机械性能、生物相容性
4.为了减少3D打印农产品加工模具的翘曲变形,可以在打印前设置____结构。
5. 3D打印技术的核心是____,它将数字模型转化为实体物品。
6.在3D打印中,SLS指的是____打印技术。
7. 3D打印农产品加工模具时,打印温度的设置会影响模具的____和____。
D打印机实训报告

快速成型与快速模具3D打印实训报告书姓名:吴登庆学号:1206240218班级:12机械(2)班专业:机械设计与制造学院:机电工程与自动化学院学校:黎明职业大学指导老师:辛勤颖李丽环一、3D打印机的介绍1、3D打印机的介绍3D 打印(3D?printing )也称为“增材制造(Additive? Manufacturing ) ”,它是新兴的一种快速成型技术。
与传统的减材制造工艺不同,3D打印是以数据设计文件为基础,将材料逐层沉积或黏合以构造成三维物体的技术。
3D打印的思想萌芽和实验探索由来已久,但现代意义上的3D打印技术于20世纪80年代中期诞生于美国。
Charles?Hull (3D?Systems公司的创始人)和Scott?Crump (Stratasys公司的创始人)是3D打印技术的先驱人物。
1986年,Charles?Hull发明了第一台3D打印机,之后成立了第一家3D打印公司3D?Systems 1988年,3D?Systems 公司推出了世界上第一台基于SLA技术的商用3D打印机SLA-250,它的面世标志着3D 打印商业化的起步。
Scott?Crump研发了另一3D打印主流技术FDM于1989年申请了美国专利并创立了Stratasys公司,1992年推出第一台基于FDM技术的“ 3D?Modeler”打印机。
经过二十余年的发展,3D打印机在工业领域已经有一定的应用基础。
随着计算能力、设计软件、新材料及互联网进步的不断推动,3D打印技术近年来发展迅速,应用领域不断拓宽,显示出巨大的发展潜力。
3D打印与传统制造业的最大区别在于产品成型的过程上。
在传统的制造业,整个制造流程一般需要经过开模具、铸造或锻造、切割、部件组装等过程成型。
3D打印则免去了复杂的过程,无需模具,一次成型。
因此,3D打印可以克服一些传统制造上无法达成的设计,制作出更复杂的结构。
随着技术的不断进步,3D打印在铸造精度上已经可以与传统方式相媲美,但是在大规模生产上,3D打印目前仍无法获得规模经济,在成本上和效率上不具优势。
d打印建模实验报告

d打印建模实验报告3D 打印建模实验报告一、实验目的本次 3D 打印建模实验旨在深入了解 3D 打印技术的原理和流程,掌握基本的 3D 建模软件操作技能,通过实际建模和打印过程,制作出具有一定功能和创意的 3D 打印作品。
二、实验设备与材料1、计算机:配置较高的台式电脑或笔记本电脑,用于运行 3D 建模软件。
2、 3D 建模软件:如 Blender、SolidWorks、Tinkercad 等。
3、 3D 打印机:选用了常见的 FDM(熔融沉积成型)型 3D 打印机。
4、打印材料:主要为 PLA(聚乳酸) filament 线材。
三、实验原理3D 打印技术基于增材制造的原理,即将材料逐层累加构建物体。
在 3D 打印过程中,首先需要通过 3D 建模软件创建或获取一个三维模型,然后将模型转换为打印机可识别的 Gcode 格式文件。
打印机根据Gcode 指令,控制喷头逐层挤出熔融的材料,按照预定的路径堆积,最终形成三维实体。
四、实验步骤1、模型设计选择合适的 3D 建模软件,并学习其基本操作界面和工具。
确定设计思路,例如制作一个简单的几何形状、一个实用的工具或一个具有创意的艺术品。
使用建模软件中的各种工具,如拉伸、旋转、布尔运算等,创建三维模型。
在这个过程中,需要不断调整模型的尺寸、形状和细节,以满足设计要求。
2、模型优化检查模型是否存在错误,如重叠的面、不封闭的几何形状等。
对模型进行简化和优化,减少不必要的细节和复杂结构,以缩短打印时间和提高打印质量。
调整模型的方向和位置,使其在打印平台上的放置更加合理,减少支撑结构的使用。
3、生成 Gcode 文件将优化后的模型导出为 STL(标准三角语言)格式文件。
使用切片软件(如 Cura、Simplify3D 等)将 STL 文件进行切片处理。
切片软件会根据设定的打印参数(如层高、打印速度、填充密度等)将模型切成一系列的二维层,并生成相应的 Gcode 指令文件。
D打印技术在教育教学中的实践案例

D打印技术在教育教学中的实践案例如今,信息技术的快速发展在各个领域都产生了巨大的影响,尤其是在教育领域。
D打印技术作为一项创新的技术,正逐渐在教育教学中得到应用。
本文将介绍D打印技术在教育教学中的实践案例,并探讨其对学生学习和教师教学的积极影响。
一、D打印技术在科学实验中的应用在科学教育中,D打印技术能够帮助学生更好地理解抽象的科学原理。
以生物学为例,学生通过D打印出的细胞模型,可以清晰地观察细胞的结构和组织,进一步理解细胞的功能和相互关系。
通过实际操作D打印设备,学生能够亲自参与模型的设计和打印过程,培养其动手能力和创造力。
二、D打印技术在艺术设计中的应用在艺术教育中,D打印技术为学生提供了更加自由和个性化的创作方式。
学生可以利用D打印技术打印出自己设计的艺术品或者雕塑模型。
通过将自己的创意变成实体,学生能够更好地展示自己的想法和表达方式。
同时,D打印技术还能够帮助学生更好地理解和掌握设计软件和工具的使用,提高学生的技术能力。
三、D打印技术在工程设计中的应用在工程教育中,D打印技术可以提供更加真实和实践的学习环境。
学生可以通过D打印技术打印出各种零部件,进行小型模型的组装和实验。
通过实际操作,学生能够更好地理解工程原理和设计流程,培养实践能力和解决问题的能力。
此外,D打印技术还可以降低工程教育的成本和风险,提高学生的参与度和学习效果。
四、D打印技术在地理学习中的应用在地理学习中,D打印技术可以帮助学生更好地理解地球表面的地理形态和地球运动的原理。
通过D打印出的地球模型,学生可以观察和比较不同的地形特征,并通过旋转模型模拟地球的自转和公转运动。
通过实际操作D打印设备,学生能够更好地理解地理现象,并应用地理知识解决实际问题。
综上所述,D打印技术的应用在教育教学中具有广泛的前景。
通过D打印技术,学生可以更好地理解和掌握各个学科的知识和技能,提高学习兴趣和参与度。
同时,D打印技术还能够激发学生的创造力和创新思维,培养学生解决问题的能力和动手能力。
D打印技术在实验教学中的应用有哪些

D打印技术在实验教学中的应用有哪些3D 打印技术在实验教学中的应用有哪些在当今科技飞速发展的时代,3D 打印技术作为一项具有创新性和变革性的制造技术,正逐渐在各个领域展现出其独特的价值和潜力。
其中,在实验教学领域,3D 打印技术的应用为教育带来了新的机遇和挑战,为学生提供了更加直观、生动和实践的学习体验。
一、在物理实验教学中的应用物理学科中的许多概念和原理较为抽象,学生往往难以理解。
通过3D 打印技术,可以将抽象的物理模型具象化。
例如,在力学实验中,打印出各种复杂的机械结构,如杠杆、滑轮组、斜面等,让学生能够直观地观察其工作原理和受力情况。
在电磁学实验中,打印出电磁铁、电动机、发电机等模型,学生可以亲手拆解和组装,深入了解电磁转换的过程。
此外,还可以打印出物理实验中常用的测量工具,如卡尺、量筒等,让学生更加熟悉这些工具的结构和使用方法。
通过 3D 打印制作的物理实验器材,不仅能够提高学生的学习兴趣,还能帮助他们更好地理解和掌握物理知识。
二、在化学实验教学中的应用化学实验中常常涉及到分子结构和化学反应过程的理解。
利用 3D打印技术,可以打印出各种分子模型,如甲烷、乙烯、苯等,让学生能够直观地看到分子的空间结构,从而更好地理解化学键的形成和分子的极性。
在化学反应实验中,打印出反应装置的模型,如蒸馏装置、过滤装置等,学生可以在模型上进行模拟操作,提前熟悉实验流程和注意事项,减少实际实验中的错误和危险。
而且,对于一些危险或难以在实验室中进行的化学反应,通过 3D 打印的模型和动画演示,能够让学生安全地了解反应的过程和现象。
三、在生物实验教学中的应用在生物学科中,细胞结构、器官组织等微观和宏观的生物形态对于学生的理解至关重要。
3D 打印技术可以打印出细胞模型、细胞器模型,如线粒体、叶绿体等,让学生能够直观地观察细胞的内部结构。
对于人体器官和骨骼系统,也可以通过 3D 打印制作出实物模型,帮助学生了解人体的构造和生理功能。
基于3D打印的聚合物成型加工综合实验设计

实 验 技 术 与 管 理 第37卷 第11期 2020年11月Experimental Technology and Management Vol.37 No.11 Nov. 2020ISSN 1002-4956 CN11-2034/TDOI: 10.16791/ki.sjg.2020.11.035基于3D 打印的聚合物成型加工综合实验设计郑妍妍,徐 军(清华大学 化学工程系,北京 100084)摘 要:该文以清华大学自主研发的生物可降解聚合物为原材料,以生产3D 打印用线材为主线,通过系统整合传统成型加工实验环节,设计了3D 打印综合实验。
该实验构建了从配方设计、材料加工到产品使用性能评价的“承上启下”式的实验流程,旨在使学生系统掌握成型加工知识体系。
实验过程中,学生分组独立设计配方,并将不同组间实验结果系统化,实现了对学生独立思考能力、合作沟通能力和实践创新能力的培养。
关键词:3D 打印;聚合物成型加工;共混;实验设计中图分类号:G642.0 文献标识码:A 文章编号:1002-4956(2020)11-0170-04Design on comprehensive experiment of polymermolding process based on 3D printingZHENG Yanyan, XU Jun(Department of Chemical Engineering, Tsinghua University, Beijing 100084, China)Abstract: This paper takes the biodegradable polymer developed by Tsinghua University as the raw material and the production of 3D printing materials as the main line, and through the system integration of traditional molding processing experimental links, has designed a comprehensive experiment of 3D printing. This experiment has constructed a “Connecting the preceding and the following” experimental process from formula design, material processing to product performance evaluation, aiming to enable students to systematically master the knowledge system of molding process. During the experiment, the students design the formula independently in groups, and systematize the experimental results among different groups, which has realized the cultivation of students’ independent thinking ability, cooperative communication ability and practical innovation ability. Key words: 3D printing; polymer molding process; blending; experimental design我校化工系“聚合物成型加工实验”是高分子专业本科生必修课程,包括挤出成型、注塑成型、模压成型、吹塑薄膜成型、力学性能测试和流变性能测试等不同的加工测试过程,涉及材料物化性质、聚合物流变性、配方设计、机械设备和工艺条件优化等,具有知识点多、综合性强及多学科交叉融合的特点。
d打印实验报告实验内容

d打印实验报告实验内容3D 打印实验报告实验内容一、实验目的本次 3D 打印实验的主要目的是让我们深入了解 3D 打印技术的工作原理、工艺流程以及实际应用,通过亲手操作 3D 打印机,掌握从模型设计到打印成品的全过程,培养我们的实践能力和创新思维。
二、实验设备与材料1、 3D 打印机:本次实验使用的是型号为_____的 FDM(熔融沉积成型)3D 打印机,其具有精度较高、打印速度适中、操作简便等特点。
2、打印材料:选用了 PLA(聚乳酸) filament 作为打印材料,这种材料具有良好的生物相容性、可降解性和打印性能。
3、计算机及建模软件:使用了_____计算机,并安装了_____等建模软件,用于设计 3D 打印模型。
三、实验原理3D 打印技术,又称为增材制造技术,是一种通过逐层堆积材料来构建三维物体的制造方法。
FDM 技术的工作原理是将丝状的热塑性材料(如 PLA)通过加热喷头融化,喷头在计算机的控制下沿着预定的轨迹移动,将融化的材料挤出并沉积在打印平台上,层层堆积形成三维物体。
四、实验步骤(一)模型设计1、首先,我们在计算机上使用建模软件进行模型的设计。
对于初学者来说,可以从简单的几何形状开始,如立方体、圆柱体、球体等。
通过组合和编辑这些基本形状,逐渐构建出复杂的模型。
2、在设计过程中,需要考虑模型的尺寸、形状、壁厚等因素,以确保打印的可行性和质量。
同时,还需要为模型添加支撑结构,以防止在打印过程中悬空部分坍塌。
(二)模型切片1、完成模型设计后,将其导入切片软件。
切片软件会将模型沿高度方向切成一系列薄层,并生成每一层的打印路径和参数,如喷头移动速度、挤出量、温度等。
2、在切片过程中,可以根据需要调整打印参数,以优化打印质量和效率。
例如,增加打印速度可以缩短打印时间,但可能会影响打印精度;提高喷头温度可以改善材料的流动性,但过高的温度可能会导致材料过热分解。
(三)打印机预热与调平1、打开 3D 打印机电源,等待喷头和打印平台预热至设定温度。
D打印机实验指导书二

3D打印机实验指导书(二)实验二 SLS快速原型实验-砂芯制作一、实验目的该实验使设备操作人员能够了解激光选区烧结快速成型(SLS)技术的基本原理、基本方法和应用,了解华科三维S320基本结构,掌握此型号快速成型系统的简单操作,对快速原型砂芯制造方法有一定的了解。
二、实验内容了解SLS快速制造砂芯的基本工艺及后续处理工艺。
三、实验原理快速原型制造是一种离散/堆积的加工技术,其基本过程是首先将零件的三维实体沿某一坐标轴进行分层处理,得到每层截面的一系列二维截面数据,按特定的成形方法(LOM、SLS、FDM、SLA等)每次只加工一个截面,然后自动叠加一层成形材料,这一过程反复进行直到所有的截面加工完毕生成三维实体原型。
图1为产品的快速制造流程图。
SLS方法采用二氧化碳激光器对粉末材料(塑料粉、陶瓷与粘结剂的混合粉、)进行选择性烧结,是一种由离散点一层层对集成三维实体的工艺方法。
与其它快速成形方法相比,SLS最突出的优点在于它所使用的成形材料十分广泛。
从理论上说,任何加热后能够形成原子间粘结的粉末材料都可以作为SLS的成形材料。
目前,可成功进行SLS成形加工的材料有石蜡、高分子、金属、陶瓷粉末和它们的复合粉末材料。
由于SLS成形材料品种多、用料节省、成形件性能分布广泛、适合多种用途以及SLS无需设计和制造复杂的支撑系统,因此 SLS的应用越来越广泛。
SLS是采用激光有选择地分层烧结固体粉末,并使烧结成形的固化层层层叠加生成所需形状的零件。
其整个工艺过程包括CAD模型的建立及数据处理、铺粉、烧结以及后处理等。
图一产品的快速制造流程图SLS成形工作原理如图2所示,主要由激光器、振镜系统、工作台、加热罩,供粉缸、工作缸、铺粉棍构成。
成形时,先在工作缸中铺一定厚度的粉末材料成为第一层的烧结原材料和起到支撑到作用,首先加热粉末材料到一定的温度,然后激光束经过调焦等校正后在计算机的控制下,按照截面轮廓信息,对制件的实心部分进行扫描烧结,使得粉末的温度升至熔化点,粉末颗粒交界处熔化,粉末相互黏结,逐步得到各层轮廓,非烧结的粉末仍呈松散状,作为工件和下一成形面的支撑,并起到一定的散热作用,一层成形完成后,工作缸粉在电机的作用下,粉末面下降一个截面层的高度,供粉缸粉同样在电机的作用下上升一个截面层的高度。
D打印技术在动物源食品加工中的研究进展

2、工领域,3D打印技术可以用于制造具有复杂形状和纹理的乳制品, 如奶酪、冰淇淋等。通过使用不同的原料和配方,可以生产出具有丰富口感和营 养价值的乳制品。此外,3D打印技术还可以用于制造具有特定营养配比的乳制品, 以满足消费者的健康需求。
3、海鲜加工
3、海鲜加工
2、挑战
(4)消费者接受度:尽管3D打印技术带来了很多创新的可能性,但消费者对 于新技术的接受程度仍需进一步观察和研究。
四、未来发展趋势与展望
四、未来发展趋势与展望
随着科技的不断进步和消费者需求的不断变化,3D打印技术在动物源食品加 工中的应用前景广阔。未来,我们可以预期以下发展趋势:
四、未来发展趋势与展望
一、3D打印技术概述
一、3D打印技术概述
3D打印,也称为增材制造,是一种基于计算机三维模型的制造技术。它将材 料逐层堆积,从而制造出具有特定形状和结构的物体。自20世纪80年代初诞生以 来,3D打印技术已在各个领域得到广泛应用,包括建筑、航空、医疗、教育等。 近年来,随着食品科技的进步,3D打印技术也开始在动物源食品加工领域中发挥 重要作用。
1、技术成熟与普及:随着技术的不断进步和成本的降低,3D打印技术将在更 多的企业和机构中得到应用和推广。
四、未来发展趋势与展望
2、法规与标准的完善:随着3D打印动物源食品的广泛应用和市场需求的增加, 相关的法规和标准也将逐步完善和发展。
四、未来发展趋势与展望
3、跨界合作与创新:不同领域的企业和研究机构将开展跨界合作,共同探索 3D打印技术在动物源食品加工中的更多可能性。同时,通过与科研机构合作,将 推动技术的研发和创新。
二、3D打印技术在动物源食品加 工中的应用
1、肉类加工
1、肉类加工
D打印技术在手工艺品制作中的应用探索

D打印技术在手工艺品制作中的应用探索手工艺品一直以来都承载着人们对美好事物的追求和创造力的表达。
然而,传统的手工工艺制作过程往往受限于时间、工艺技术和制作成本等因素的限制。
近年来,随着科技的不断发展,D打印技术逐渐被引入手工艺品制作领域,为手工艺品制作带来了许多全新的可能性。
本文将探索D打印技术在手工艺品制作中的应用,分享其中的创新和变革。
1. D打印技术简介D打印技术,或称为三维打印技术,是一种由计算机生成的三维模型通过逐层叠加材料制造实体物体的技术。
它通过将数字模型切分为无数的薄层,并逐层打印这些层来实现对物体的制作。
D打印技术具有高度灵活性、精确性和可定制性,使得它成为手工艺品制作的一种新方法。
2. D打印技术在手工艺品设计中的应用D打印技术为手工艺品设计师提供了更多的自由度和创造空间。
设计师可以通过计算机软件绘制出个性化的手工艺品模型,而不再局限于传统的手工制作。
同时,D打印技术还可以实现复杂形状和结构的制作,例如雕塑、首饰、模型等,突破了传统手工艺品制作中的技术限制。
3. D打印技术在手工艺品制作中的加工工艺D打印技术的加工工艺相对简单,主要包括模型设计、模型切片、打印参数设置和物体打印等步骤。
首先,手工艺品的设计师可以使用计算机辅助设计软件,绘制出手工艺品的三维模型。
然后,将模型导入切片软件,将模型切分为层次,并设置打印参数。
最后,使用D打印机逐层打印出手工艺品。
整个加工过程通常自动化、高效而精确。
4. D打印技术对手工艺品市场的影响D打印技术的引入对手工艺品市场带来了深远的影响。
首先,它推动了手工艺品市场的创新和发展,加速了手工艺品的设计和制作过程。
其次,D打印技术打破了传统制造过程中的限制,使得手工艺品更具个性化和定制化,满足了人们对独特艺术品的需求。
此外,D打印技术还缩短了手工艺品从设计到制作的周期,提高了生产效率,降低了制作成本,进一步推动了手工艺品市场的繁荣。
5. D打印技术在手工艺品保护和修复中的应用除了设计和制作,D打印技术还在手工艺品保护和修复方面发挥着重要作用。
基于D打印技术的机械基础实验室方案

01
D打印技术概述
D打印技术的定义与原理
定义
D打印技术,也称为增材制造技 术,是一种通过逐层堆积材料来 构建物体的制造方法。
原理
D打印机的喷头或激光器按照三 维模型的数据,将材料逐层堆积 或熔融,最终形成三维实体。
D打印技术的应用领域
航空航天
制造复杂零部件和整体 结构,如飞机机翼和火
箭发动机。
通过D打印技术,可以将科研成果转化为实际产品,推动科技成果的 产业化。
提升学校在机械工程领域的地位
通过建设基于D打印技术的机械基础实验室,学校可以吸引更多优秀 学生和教师资源,提升在机械工程领域的影响力。
增强学校的社会声誉
基于D打印技术的机械基础实验室的建设可以提升学校的社会声誉, 吸引更多社会关注和投资。
06
基于D打印技术的机械基础实验 室的未来展望
D打印技术的发展趋势对实验室的影响
高效能
随着D打印技术的不断进步,实 验室将能够更快地制造出原型和 零件,提高研发效率和生产能力
。
定制化
D打印技术使得实验室能够根据客 户需求定制化设计和生产,满足个 性化需求,提高市场竞争力。
智能化
D打印技术将与物联网、大数据等 先进技术结合,实现智能化制造和 管理,提高实验室的自动化和智能 化水平。
实验室布局与环境
布局设计
实验室布局应合理规划空间,确保设备摆放 安全、方便操作和维护。
电源与网络
提供稳定的电源和高速网络,以满足设备运 行和数据传输的需求。
通风系统
设置良好的通风系统,保证室内空气流通, 减少尘埃和异味对人体的危害。
安全防护措施
配备必要的安全防护措施,如防护罩、警示 标识等,确保操作安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验1 3D打印加工实验
一、实验目的
1.了解FDM 3D打印工艺的成形原理;
2.熟悉FDM 3D打印机的机械结构及操作方法;
3.学习3D打印软件的使用方法。
二、实验内容
1.选择适合打印的三维模型,利用FDM 3D打印机完成加工;
2.测量打印件的尺寸精度;
3.分析影响打印精度及打印效率的关键因素。
三、实验设备
3D打印机
2.去支撑用工具钳、工具
四、实验原理
FDM(Fused Deposition Modeling)中文全称为熔融沉积成型3D打印技术,使用丝状材料(塑料、树脂、低熔点金属)为原料,利用电加热方式将丝材加热至略高于熔化温度,在计算机的控制下,喷头作x-y平面运动,将熔融的材料涂覆在工作台上,冷却后形成工件的一层截面。
一层成形后,喷头上移一层高度,随后开始加工下一层,由此逐层堆积形成三维工件,打印原理如图6-1所示。
图6-1 FDM三维打印技术原理图
在打印过程中,线材通过打印喷头挤出的瞬间将会快速凝固,根据材料的不同以及模型设计温度的不同,打印头的温度也不尽相同。
为了防止打印零件出现翘曲变形等问题,一般还需在喷头温度升温后对打印平台进行预热处理,以此降低零件加工过程中的温度梯度。
为便于零件加工完成后从打印平台上剥离,一般需在打印平台上预先置放隔层,喷头挤出的线材直接在隔层上成形。
FDM 3D打印技术的优点是材料利用率高、材料成本低、可选材料种类多、工艺简洁。
缺点是精度较低、复杂构件不易制造、零件悬垂区域需加支撑、表面质量较差。
该工艺适用于产品的概念建模及功能测试,适合中等复杂程度的中小原型,不适合制造大型零件。
五、实验步骤
1.熟悉打印控制软件的操作界面及主要功能模块;
2.熟悉UP 3D打印机的主要结构及操作方法,通过USB数据线连接计算机和打印机,连接电源适配器给打印机供电,如图6-2所示:
图6-2 打印机线路连接
3.在控制软件中选择端口并连接打印机,将指导教师指定的标准零件模型、以及任选的个性化模
型导入控制软件;
4.选择控制软件中的“位置”按钮,对导入模型执行平移、缩放操作,随后将模型对中,如图6-3所示;
图6-3 模型导入及对中
5.对模型执行切片操作,根据需要调整切片参数;
6.点击“运行任务”按钮,等打印机喷头、底板温度加热到设置温度后,打印机将开始打印,记录打印开始时间;
7.观察打印过程,分析影响打印效率的关键因素;
8.记录打印结束时间,模型打印完成后,待喷头及打印平台冷却后,再取模型;
9.从打印平台上取出附着模型的打印底板(即是带规则网点的塑料板。
手握铲刀(铲刀首次使用需要开封),将刀口放在模型与打印底板之间,用力慢慢铲动,来回撬松模型,如图6-4所示;
图6-4 取出模型
10.零件打印结束后,断开打印机电源适配器,清洁打印喷头及打印平台,关闭计算机。
六、实验数据记录
标准零件
三维打印技术的成形原理
答:快速成型技术是对零件的三维CAD实体模型,按照一定的厚度进行分层切片处理,生成二维的截面信息,然后根据每一层的截面信息,利用不同的方法生成截面的形状。
这一过程反复进行,各截面层层叠加,最终形成三维实体。
分层的厚度可以相等,也可以不等。
分层越薄,生成的零件精度越高,采用不等厚度分层的目的在于加快成型速度。
2.分析影响FDM 3D打印精度的关键因素
答:3D打印FDM技术成形精度包括尺寸误差、几何误差及表面粗糙度。
在FDM的成型过程中,影响它精度的因素有如下几个方面:
(1)材料收缩。
材料在FDM工艺过程中经过固体2液体2固体2次相变。
当材料凝固成形时,由材料收缩而产生的应力应变将影响成形件精度。
若成形过程中的材料确定,该种误差可通过在目前的数据处理软件中,设定x, y, z这3个方向上的“收缩补偿因子”进行尺寸补偿来消除。
(2)喷头温度和成形室温度。
喷头温度决定了材料的粘结性能、堆积性能、丝材流量以及挤出丝宽度,既不可太低,使材料粘度加大,挤丝速度变慢,也不可太高,使材料偏向于液态,粘性系数变小,流动性强,挤出过快,无法形成可精确控制的丝。
喷头温度的设定应根据丝材的性质在一定范围内选择,以保证挤出的丝呈熔融流动状态。
成形室的温度会影响到成形件的热应力大小,温度过高,虽然有助于减少热应力,但零件表面易起皱;而温度太低,从喷嘴挤出的丝骤冷将使成形件热应力增加,易引起零件翘曲变形。
实验证明,为了顺利成形,应该把成形室的温度设定为比挤出丝的温度低1℃~2℃。
本实验将成形室温度设定为55℃。
(3)分层厚度。
是指在成形过程中每层切片截面的厚度。
由于每层有一定厚度,会在成形后的实体表面产生台阶的现象,将直接影响成形后实体的尺寸误差和表面粗糙度。
对FDM工艺,这是一种原理性误差,要完全消除台阶是不可能的,只可能通过设定较小的分层厚度来减少台阶效应。
(4)补偿量。
是指零件实际加工轮廓线与理想轮廓线之间的距离值。
该值的设定与挤出丝的直径有关,可以在分层切片数据处理软件直接设定。
(5)挤出速度与填充速度及其交互作用。
在与填充速度合理匹配范围内,随着挤出速度增大,挤出丝的截面宽度逐渐增加,当挤出速度增大到一定值挤出的丝粘附于喷嘴外圆锥面,就不能正常加工填充速度比挤出速度快,则材料填充不足,出现断丝现象,难以成形。
相反,填充速度比挤出速度慢,熔丝堆积在喷头上,使成形面材料分布不均匀,表面会有疙瘩,影响造型质量。
因此,填充速度与挤出速度之间应在一个合理的范围内匹配,应满足vj / vt = [ a1 , a2 ] (1式中: a1为出现断丝现象的临界值; a2为出现粘附现象的临界值; v为挤出速度; v为填充速度。
(6)成形时间。
每层的成形时间与填充速度该层的面积大小及形状的复杂度有关。
若层面积小,形状简单,填充速度快,则该层成形的时间就短相反,时间就长。
在加工时,控制好每层的成形时间,才能获得精度较高的成形件。
(7)开启和关闭延时。
即丝材堆积的起停效应,主要是以丝材堆积截面的变化体现出来,这种堆积截面的不一致容易造成丝材堆积平面的不平整出现空洞等质量缺陷。
而“拉丝”现象会影响到原型的表面光顺和填充层层内丝材堆积面的平整性它的根本解决需要出丝速度能够实时地藕合跟踪扫描速度,针对扫描速度的变化作出相应的调整,以使丝材堆积平稳可靠,提高丝材的堆积质量。
3.分析影响FDM 3D打印效率的关键因素
答:即打印方向、打印速度、退火温度和退火时间。
(1)产品最佳的打印方向是水平放置的,同时水平放置能够使得最后的打印产品抗拉力更强。
(2)在打印速度方面,可以从一般实验室的45毫米/秒提高到90毫米/秒,3D打印速度提升不少。
(3)打印完成后的物品放入工业炉中进行退火处理的最佳时间是30分钟,温度为140摄氏度。
需要注意的是,PLA线材最初的挤出温度是190摄氏度。