水泥垫块机PLC控制系统设计
全套毕业设计基于plc的混凝土配料控制系统[管理资料]
![全套毕业设计基于plc的混凝土配料控制系统[管理资料]](https://img.taocdn.com/s3/m/7378d6bd2b160b4e777fcf1d.png)
学号:0923124
作者姓名:
2013年5月25日
无锡太湖学院
信机系机械工程及自动化专业
毕业设计论文任务书
一、题目及专题:
1、题目基于PLC的混凝土配料控制系统
2、专题
二、课题来源及选题依据
混凝土配料控制系统是建筑、冶金等行业应用广泛。与发达国家相比,我国混凝土配料控制系统的研究在稳定性和配料精度方面都存在很大的差距,因此急需研制开发高精度、智能型的配料控制仪。
关键词:混凝土搅拌站;I/O分配;可编程控制器(PLC);自动控制
Abstract
With the rapid development ofChina's economic construction, the basis for many large engineering and construction projects have been started. Construction of high quality project needs high-quality concrete, and with the strengthening of environmental consciousness, in order to reduce urban noise and pollution, traffic and construction management department for the construction of concrete used in concentration of production and management. This requires not only the ingredients of concrete, high precision, and require the production speed, therefore, the production process of concrete mixing equipment automatic control system has attracted attention. Programmable controller with high reliability, functional, simple and intuitive program can effectively make up for the relay control system defects. For these reasons, I designed the product based automatic control system of concrete mixing equipment.
水泥地砖压力机液压与电控部分设计

摘要为了实现水泥地砖生产自动化,提高生产效率,采用PLC实现全程液压自动化控制,基本能顺利实现一键启动,全程无忧。
经过调试后,可根据切实需要满足不同花纹水不同规格泥砖的生产。
美中不足就是需求较多的行程开关,所以准确定位和安装也显得尤为重要。
其次液压缸零部件主要参照机械设计手册设计和选择,基本满足设计周期短、成本低的原则。
关键词:PLC 液压梯形图零件图Cement floor tile press hydraulic and electric parts design Abstract:In order to realize the cement floor tile automated production, improve the production efficiency and achieve full hydraulic PLC automatic control and basic can realize smoothly, a key to start doing carefull. After after testing, can according to practical need to meet different decorative pattern water different specifications mud brick production. A blemish is demand more travel switch, so accurate positioning and installation also appear particularly important. Secondly hydraulic cylinder parts mainly refer to mechanical design manual design and choice, basically meeting the design cycle short, low cost principle.Key words: PLC hydraulic Ladder diagram Parts drawing目录1 绪论 (1)1.1 引言 (1)1.2 课题研究依据及本文所做的工作 (1)2 PLC相关技术概述 (1)2.1 PLC的起源与发展 (2)2.2 PLC编程简介 (2)3 水泥地砖压力机液压部分设计 (3)3.1 液压系统简介 (3)3.2 压力机液压原理 ....................................................................错误!未定义书签。
PLC在水泥生产过程中的应用和优化
PLC在水泥生产过程中的应用和优化随着科技的不断发展,自动化技术在各行各业中的应用越来越广泛。
而在水泥生产行业中,PLC(可编程逻辑控制器)的应用和优化无疑起到了重要的作用。
本文将探讨PLC在水泥生产过程中的应用以及如何优化其效果。
一、PLC在水泥生产过程中的应用1. 原料控制水泥的生产离不开大量的原材料投入,在传统生产过程中,操作人员需要控制和监测各种原料的投入量。
而采用PLC技术后,可以通过精确测量和自动控制系统来控制原材料的仪表和流量,从而实现原料投入的精确控制。
这不仅提高了生产过程的自动化程度,还可以减少人为因素带来的误差。
2. 温度控制水泥生产过程中的温度控制至关重要。
传统的温度控制方式需要人工操作,既不便捷又容易出现误差。
而采用PLC技术可以实现温度的实时监测和自动控制,通过传感器获取温度数据,并通过程序控制实现温度的精确控制。
这样可以提高温度控制的准确性和稳定性,从而提高水泥生产过程的效率和质量。
3. 工艺控制水泥生产过程中的工艺控制是非常复杂且关键的环节。
传统的工艺控制需要依靠人工进行操作和调整,容易出现误差和延误。
而PLC技术的应用可以实现水泥生产过程的自动化控制,通过编程设定各个环节和参数,实现工艺流程的精确控制。
这不仅提高了生产效率,还减少了人为操作的错误。
二、优化PLC在水泥生产过程中的效果1. 优化传感器配置传感器是实现PLC控制的重要设备,正确的传感器配置可以提高控制系统的准确性和灵敏度。
在水泥生产过程中,应根据需要选择合适的传感器,并合理布置在关键位置。
通过不断的实验和测试,优化传感器的配置可以提高系统的稳定性和精确度,确保生产过程的顺利进行。
2. 优化控制策略PLC控制系统中的控制策略直接影响着生产过程的效果。
通过合理的控制策略设计,可以充分利用PLC技术的优势,提高系统的控制精度和响应速度。
例如,可以采用模糊控制或PID控制等先进的控制算法,根据实时数据进行判断和调整,实现对水泥生产过程的精确控制和优化。
基于PLC的混凝土搅拌站控制系统设计
PLC plus touch
and display instrument is proposed in this paper.According
structure of
to
the requirement,the software and hardware and designed.
At first,the background paper
论文成果归广东工业大学所有。
申请学位论文与资料若有不实之处,本人承担一切相关责任,特此声明。
指导教师签字:
论文作者签字:
周秀善
z卯窘年多月么日
第一章绪论
第一章绪论
1.1选题背景及意义
混凝土搅拌站最初是以单机的形式出现,各工地自拌自用,随着基础设施建 设大规模的开展,商品混凝土的销售逐渐增大。随着计算机技术和测控技术的发 展,高可靠、高自动化的自动控制系统便成了混凝土搅拌站的发展方向。 在混凝土搅拌站自动控制系统中,系统的稳定性、数据采集处理的精确性直 接影响到混凝土的质量。而在市场竞争日趋激烈的今天,搅拌站自动控制系统的 性价比也与企业的生存紧密的联系在一起。因此,研究一种低成本、高可靠性的 新型搅拌站自动控制系统,具有极为广阔的市场前景。 混凝土搅拌站包括贮料、配料、物料称量、搅拌及卸料等过程,是一个受多 环节制约的复杂系统,物料的配比和称重精度等因素都直接影响混凝土的质量。 由于PLC运算速度高、指令丰富、功能强大、可靠性高、使用方便、编程灵活及 抗干扰能力强等特点,如今成为工业控制领域的主要控制设备,始终处于工业自 动化控制领域的主战场,为各种各样的自动化控制设备提供了安全可靠和比较完 善的控制应用;但由于其本身不具备人机交互功能,在工艺参数较多,需要人机 交互时,使用具有触摸操作功能的触摸屏是一种很好的选择,通过触摸屏和PLC 结合使用,可以在触摸屏中直接设定目标值与实际值进行比较,并可实时监控到 系统实际值的大小,实现报警等功能;配料控制器性能可靠、性价比高,可方便 地利用通信接口扩展成计算机控制系统。综上所述,本系统采用“PLC+触摸屏+ 显示仪表"这样一种控制方式的搅拌站系统有着重要的意义,适应当今技术发展
基于PLC的水泥制砖机控制系统_肖俊峰

Q1.2
起模液压缸下
I3.0
二次进料条件
I1.3
起模限位下
Q1.3
料仓关 KA20
I3.1 二次进料液压缸退 Q3.1
二次进料液压缸退
I1.4
下振动电机 1
Q1.4
下振动电机 1
I3.2
运行
I1.5
下振动电机 2
Q1.5
下振动电机 2
I3.3
停机
SM0.1 M0.0
M0.1 11.0
M0.2 12.5
水泥制砖机控制系统要求机器工作时自动、稳 定、可靠运行。为满足这一要求,控制系统应具备
以下性能: (1) 通过 PLC 控制起模缸、液压缸、送料缸等的
进退,提高了系统的性能,减少了人力使用。通过 更换模具可生产不同规格多孔砖、空心砌块、路缘 石、路面砖以及植草树砖、护坡砖等水泥制品,每个 动作程序互锁。
39
砖
瓦世
2008.11
界
科技纵横
技术装备 S C I E N C E & T E C H N O L O G Y
油泵电机 砖坯电机 主振动电机1 主振动电机2 下振动电机1 下振动电机2
模板液压缸退 送料液压缸下 压头液压缸下 起模液压缸下 二次起模液压缸下 二次退料液压缸退
手动/自动 运行 停止 暂停 急停 油泵电机 砖坯电机 主振动电机1 主振动电机2 下振动电机1 下振动电机2 拉板液压缸进 送料液压缸进 压头液压缸上 起模液压缸上 二次起模液压缸上 二次送料液压缸进 推板限位进 推板限位进 送料限位进 送料限位退 压头限位上 压头限位下 起模限位上 起模限位下 二次起模限位上 二次起模限位下 二次送料限位进 二次送料限位退 故障 复位 推板液压缸退 送料液压缸下 压头液压缸下 起模液压缸下 二次起模液压缸下 二次送料液压缸退
水泥配料微机-PLC控制系统的硬件设计

3 .配 料 控 制 系 统 的 硬 件 设 计
3 1配 料 控 制 系 统 的 基 本 组 成 .
收稿 日期 : 0 2 7—1 0 2—2 7
作者简介: 高彩霞(9 1 ) 女 , 18 一 , 江西九江人 , 河南理工大学助教 , 硕士研究生 , 从事电机传动与控制等教学研究工作。
维普资讯
a( = :士 ) £ a 墨墨
c iY: T
的 故 障诊 断 , 控 计 算 机 还 配 置 了 3 监 2路 I 0输 入 板 1 /
块 、 6路 A/ 1 D输 入板 1块 。 为 了保 证 监 控 计算 机 和 远
程 管理 计算 机 通 信 的可 靠性 与 安 全性 , 配置 了通信 隔 离
(. 1河南理工大学 电气工程与 自动化学院 , 河南 焦作 4 40 ;. 500 2 焦作大学, 河南 焦作 4 40 ; 5 03 3 广州铁路职业技术学院 , . 广东 广州 5 03 ) 14 0
摘要 : 对水 泥原料 配料 王产工 艺特 点 , 针 设计 了由可编程 控制 器、 监控 计 算机 和远程 管 理计 算机 组成 的 配料控 制 系统。侧重介 绍 了控制 系统的硬件组成 以及 称重放 大模 块、 电振机 驱动模块 、 变频 器控制
() 1 称重 放 大模 块 。该 模 块 主要 是 将 称重 传 感 器 输
出的 m V信 号 放 大 变 换 成 4—2 m 的 电 流 信 号 送 往 0A P C的 A D单 元 J 由放 大 器 和 V/ 变换 器组成 。 L / 。 I ( 电振机 驱 动模 块 。 电振 机 驱 动 模 块 电路 如 图 3 2)
图 1 水 泥 原 料 配 料 系 统 原料 配 料 系统 的工 作原 理 为 : 统 接 到 配 料起 动信 系 号后 , 系统 首 先 启 动 秤 底皮 带 和提 升 机 , 后 按 照 一定 然 时 间 顺 序 启 动 石 灰 石 、 煤 灰 、 化 铁 粉 、 土 、 泥 等 粉 氧 粘 河
基于PLC的水泥自动配料控制系统设计
成都理工大学工程技术学院毕业论文基于PLC的水泥自动配料控制系统设计作者姓名:邱忠林专业名称:自动化指导教师:王洋讲师成都理工大学工程技术学院学位论文诚信承诺书本人慎重承诺和声明:1.本人已认真学习《学位论文作假行为处理办法》(中华人民共和国教育部第34号令)、《成都理工大学工程技术学院学位论文作假行为处理实施细则(试行)》(成理工教发〔2013〕30号)文件并已知晓教育部、学院对论文作假行为处理的有关规定,知晓论文作假可能导致作假者被取消学位申请资格、注销学位证书、开除学籍甚至被追究法律责任等后果。
2.本人已认真学习《成都理工大学工程技术学院毕业设计指导手册》,已知晓学院对论文撰写的内容和格式要求。
3.本人所提交的学位论文(题目:),是在指导教师指导下独立完成,本人对该论文的真实性、原创性负责。
若论文按有关程序调查后被认定存在作假行为,本人自行承担相应的后果。
承诺人(学生签名):20 年月日注:学位论文指向我校申请学士学位所提交的本科学生毕业实习报告、毕业论文和毕业设计报告。
摘要随着科技的发展,现在许多的工厂都在使生产逐渐变得自动化、现代化,而可编程序控制器PLC的快速发展也为此做出了巨大的贡献。
本文针对水泥制造的环境恶劣等一系列情况,设计了一种基于PLC的水泥自动配料系统。
该系统由西门子的S7200型号的PLC作为测量和控制核心,西门子MM420变频器作为调速装置,采用了定量给料机作为称重装置,旋转编码器作为测速装置等。
采用固定时间采集重量和转速,并进行PID调节,能够实现水泥生产的在线动态称重并调节,增强了系统的抗干扰能力,提高了配料精度并减轻了工人的工作负担。
关键词:PLC 变频器自动配料PIDAbstractWith the development of science and technology, many factories are in production now became automation, modernization, and the rapid development of the programmable controller PLC also made great contributions for this purpose. In the light of the conditions and a series of cement manufacture, design a kind of cement automatic batching system based on PLC. The system by Siemens S7200 models of PLC as measurement and control core, Siemens SM420 inverter as speed regulating device, constant feeder is adopted as a weighing device, rotary encoder as speed measuring device, etc. Adopting fixed time gathering weight and speed, and the PID adjustment, cement production can be implemented on-line dynamic weighing and adjustment, to enhance the anti-interference.Keywords: PLC, Inverter, Automatic batching, PID目录摘要............................................................................................................... I Abstract ....................................................................................................... II 目录............................................................................................................ III 前言.. (1)1 水泥概述 (2)1.1 水泥的产生和发展 (2)1.2 水泥的分类 (3)1.3 水泥的生产工艺流程 (4)2 系统模型及总体设计 (6)2.1 水泥自动配料的原理分析 (6)2.2系统的模型分析 (7)2.3 系统的总体设计 (8)3 系统主要器件的介绍 (10)3.1西门子变频器简介 (10)3.1.1 MM420基本组成及特点 (10)3.1.2 MM420适用环境及优点 (11)3.2称重及测速装置简介 (11)3.3定量给料机简介 (13)4 PLC简介及控制系统设计 (14)4.1 PLC简介 (14)4.2 系统控制要求分析 (16)4.2.1 硬件介绍及信号传递 (18)4.2.2 PLC外部接线图 (20)5程序和组态 (22)5.1系统主程序设计 (22)5.2 子程序设计 (26)5.3系统监控画面设计 (26)5.3.1人机界面简介 (26)5.3.2 画面设计 (27)总结 (30)参考文献 (31)致谢 (32)附录1PLC接线图 (33)附录2自动配料系统程序 (34)A2.1 系统主程序 (34)A2.2系统子程序 (36)前言在现今的各种行业当中,自动化的生产制造已经随处可见了,在配料系统上的应用也在不断地提高、改进。
水泥配料计算机控制系统的设计及应用
水泥配料计算机控制系统的设计及应用发布时间:2021-06-30T16:51:23.557Z 来源:《城镇建设》2021年5期作者:朱佩婷[导读] 整个水泥生产线都有大量的控制、控制和联锁设备。
朱佩婷合肥固泰自动化有限公司安徽合肥 230051摘要:整个水泥生产线都有大量的控制、控制和联锁设备。
PLC和工控机复合监控系统根据工艺流程进行复杂的顺序控制和逻辑控制,解决了设备联锁启动问题。
WinCC配置软件可明确控制生产线上的异常设备,并与现有工厂控制系统相集成,对整个生产过程进行动态监控和管理关键词:过程控制系统;逻辑控制;连锁启停基于PLC和工业控制计算机的水泥配料工艺控制系统。
系统硬件配置从设计和应用角度介绍了一种由PLC和工业计算机组成的新型监控系统。
系统使用winccv6.0配置软件和c语言编程实现生产过程的动态监控和管理。
控制器采用可编程控制器S7 315-2DP PLC和ST EP7 V5.2 PLC编程软件对水泥生产链的整个过程进行逻辑控制,解决设备之间的联锁问题。
一、控制系统和管理系统的网络规划1.使用局域网。
企业管理信息化、网络化、自动化。
设计职能主要包括:设备、财务、质量、销售、技术、生产规划、办公室、物资供应、人事管理系统项目。
服务对象是工厂领导人员,用户界面友好,使用不需要专门的计算机培训。
这一系统不仅将使企业管理决策进一步自动化,而且还将通过培训提高网络管理员的信息技术水平,为今后的工作奠定良好的基础。
2.扩大网络复盖面,将网络扩展到企业所有基本部门、车间和矿山,让企业信息管理系统纳入企业一线原始数据输入,将网络管理系统与企业现有的集中控制系统连接起来,并自动采集全部该系统将自动进行原始数据的收集、处理和自动生成,使企业的控制和管理系统成为一个有机的整体。
改进自动化计算机处理的传统手动管理模式,提高企业管理决策者控制企业生产经营的总体能力,加快内部信息流动,提高企业生产力。
基于PLC的水泥磨控制系统的设计

第5期2008年10月工矿自动化IndustryandMineAutomationNo.50ct.2008文章编号:1671—251X(2008)05—0137--03基于PLC的水泥磨控制系统的设计张惠荣,王国贞(河北工业职业技术学院,河北石家庄050091)摘要:文章介绍了一种基于PI。
C的水泥磨控制系统,详细介绍了该系统的硬件组成,给出了系统硬件和软件设计。
实际应用表明,该系统操作灵活,运行安全可靠。
关键词:水泥磨;控制系统;PLC中图分类号:TP273文献标识码:B0引言水泥磨是水泥厂粉磨车间的核心设备。
目前,在国内大多数水泥厂中水泥磨的控制均采用继电器控制电路完成,这种控制方式虽然工艺简单,成本较低,但工人劳动强度较大,稍有操作疏漏就有可能发生事故。
而且,在水泥磨的实际运行过程中,由于现场机械振动、粉尘污染、物料颗粒不均、工艺过程等种种原因,造成水泥磨故障率较高,从而导致不必要的经济损失。
为此,笔者设计了一种基于PLC的水泥磨控制系统,采用性价比较高、抗干扰能力较强的PLC作为中央处理单元,配合必要的外围电路和控制软件实现水泥磨的自动控制,不仅能使整个粉磨系统安全、高效地运转,还能真正达到节能、提高产量的目的。
1系统硬件组成水泥磨控制系统的控制任务较多,既有数字量输入输出、又有模拟量测温显示任务,故采用以PI。
C为主的控制系统,将4个润滑站的控制全部置于PLC的控制下。
系统硬件组成框图如图1所示。
lI||I剩剿剩剩||l||开关量信号I|报警输出IIlWSl5221|lWS9050WSl525IIlwsl52421ll现场执行机构液位计l||热电阻压力传感器ll电流变送器图I系统埂件组成框图(1)压力传感变送器选用PT203B应变式压力传感变送器。
它采用应变测量原理和大规模集成电路技术,集测压组件、标准变送器为一体,是一个完整的高精度测压变送仪表,用于检测润滑装置出油口油压。
(2)液位计:用于检测油箱内油液位置。
PLC在水泥生产中的应用案例
PLC在水泥生产中的应用案例水泥是建筑材料中的重要组成部分,其生产流程涉及多个环节和参数的控制。
传统的水泥生产过程中,人工操作容易出现误差,且效率低下。
然而,由于可编程逻辑控制器(PLC)的引入,水泥生产过程得以自动化和精确控制。
本文将以案例的形式介绍PLC在水泥生产中的应用。
一、原材料处理水泥生产的第一步是原材料的处理。
常见原材料包括石灰石、黏土、铁矿石和煤等。
在传统的生产方式中,工人需要手动控制原材料的投入量和配比。
然而,PLC的应用使得原材料处理过程更加精确和高效。
PLC通过传感器实时监测原材料的流量和含量,并根据预设的配比参数自动控制投料口的开关。
这样一来,不仅减少了人为误差,还提高了生产效率。
同时,PLC还能根据不同的生产需求,自动调节原材料的配比比例,使水泥的质量更加稳定。
二、窑炉控制接下来的水泥生产过程中,窑炉的控制是至关重要的环节。
在传统的生产方式中,工人需要通过观察和手动调节来控制窑炉的温度和转速。
这种操作方式不仅容易出现温度波动,还会降低生产效率。
通过PLC的应用,窑炉的控制实现了全自动化。
PLC与温度传感器相连,实时监测和记录窑炉的温度变化。
基于预设的温度曲线,PLC能够自动调节窑炉的风量、供料量和燃烧情况,以保持合适的温度范围。
此外,PLC还可以自动调节窑炉的转速,以控制水泥的熟化时间和质量。
三、磨料系统控制在水泥磨料系统中,传统的控制方式往往需要操作员根据经验手动调节磨机的进料量和出料粒度,这不仅操作繁琐,而且需要耗费大量的人力资源和时间。
PLC的应用使得磨料系统的控制更加智能化。
传感器实时监测磨机的负荷、进料粒度和出料粒度等参数,并将数据传输给PLC。
PLC根据这些数据自动调节磨机的进料速度、磨体的分布和磨机的负荷,以实现精确的控制。
这种方式不仅提高了水泥的磨矿效果,还减少了对人力资源的依赖。
四、成品检测与包装在水泥生产的最后环节,成品的质量检测和包装也是至关重要的。
基于plc技术的混凝土搅拌站控制系统设计

227中国设备工程Engineer ing hina C P l ant中国设备工程 2020.02 (上)搅拌站控制系统在生产过程中的作用良好,将上位机和下位机控制系统应用到主流混凝土搅拌站控制系统中。
此系统虽然能够使混凝土搅拌站生产的需求得到满足,但是还存在部分问题,比如,可扩展性较差、提高建设成本、通信能力不稳定等。
在PLC 技术的不断发展中,其成本低、高效且灵活的优势被广泛应用到各领域。
因此,本文就实现将PLC 技术作为基础的混凝土搅拌站控制系统设计。
1 混凝土搅拌站的生产流程在混凝土搅拌站工作的过程中,搅拌、配送、输送为主要的工艺流程,系统通过砂石骨料能够以配比要求,使不同规格的沙子、石粒等放到骨料称中投放。
以设置的配比要求,使水和外加剂输送到水箱、外加剂箱中。
通过螺旋机,水泥能够以实际的配比要求输送到水泥称重中。
砂石骨料称能够通过四只拉力传感器悬挂皮带秤实现称重,在骨料称重后,对骨料车下限位信号进行接收,皮带在此过程中运转,将砂石骨料投入料车中。
骨料车在皮带秤延时运行三秒后向上运行,上位机撞击后将料车门打开,在搅拌罐中添加外加剂、水泥、砂石料和水,共同搅拌到要求时间后,实现混凝土搅拌。
2 混凝土搅拌站的控制系统设计2.1 控制系统的硬件设计系统中的称重系统通过电子秤创建,其所提供的模拟量与其他安全监测传感器提供开关量,使其成为PLC 精准控制根据。
模拟输入量的重量为砂石、水泥、粉煤灰、外加剂等,搅拌机门开关为开关的输入量。
PLC 开关量的输出为水称阀、骨料门给料、螺旋机开关等,利用功率放大信号后,使执行机基于PLC 技术的混凝土搅拌站控制系统设计谷成银(中交一航局第一工程有限公司,天津 300456)摘要:在自控技术不断发展的过程中,将自动控制系统应用到搅拌站设备中,能够使混凝土生产效率与质量得到提高。
实现基于PLC 控制系统的设计,能够使骨料计量精度与设备自动化水平得到提高。
本文重点介绍了基于PLC 技术的混凝土搅拌站控制系统设计思路及原理。
基于PLC与组态软件的水泥生产线控制系统设计
工业技术①作者简介:廖斌(1997—),男,汉族,湖南衡阳人,本科在读,研究方向:机电控制及自动化。
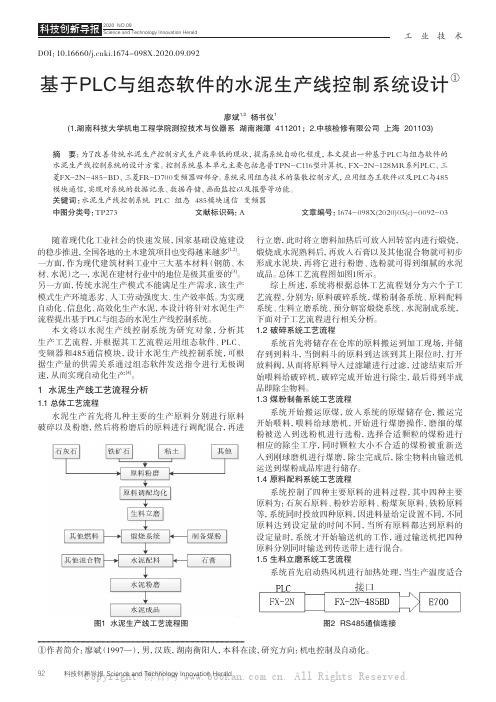
DOI:10.16660/ki.1674-098X.2020.09.092基于PLC与组态软件的水泥生产线控制系统设计①廖斌1,2 杨书仪1(1.湖南科技大学机电工程学院测控技术与仪器系 湖南湘潭 411201;2.中核检修有限公司 上海 201103)摘 要:为了改善传统水泥生产控制方式生产效率低的现状,提高系统自动化程度,本文提出一种基于PLC与组态软件的水泥生产线控制系统的设计方案。
控制系统基本单元主要包括惠普TPN-C116型计算机、FX-2N-128MR系列PLC、三菱FX-2N-485-BD、三菱FR-D700变频器四部分。
系统采用组态技术的集散控制方式,应用组态王软件以及PLC与485模块通信,实现对系统的数据记录、数据存储、画面监控以及报警等功能。
关键词:水泥生产线控制系统 PLC 组态 485模块通信 变频器中图分类号:TP273 文献标识码:A 文章编号:1674-098X(2020)03(c)-0092-03随着现代化工业社会的快速发展,国家基础设施建设的稳步推进,全国各地的土木建筑项目也变得越来越多[1,2]。
一方面,作为现代建筑材料工业中三大基本材料(钢筋、木材、水泥)之一,水泥在建材行业中的地位是极其重要的[3]。
另一方面,传统水泥生产模式不能满足生产需求,该生产模式生产环境恶劣、人工劳动强度大、生产效率低。
为实现自动化、信息化、高效化生产水泥,本设计将针对水泥生产流程提出基于PLC与组态的水泥生产线控制系统。
本文将以水泥生产线控制系统为研究对象,分析其生产工艺流程,并根据其工艺流程运用组态软件、PLC、变频器和485通信模块,设计水泥生产线控制系统,可根据生产量的供需关系通过组态软件发送指令进行无极调速,从而实现自动化生产[4]。
1 水泥生产线工艺流程分析1.1 总体工艺流程水泥生产首先将几种主要的生产原料分别进行原料破碎以及粉磨,然后将粉磨后的原料进行调配混合,再进行立磨,此时将立磨料加热后可放入回转窑内进行煅烧,煅烧成水泥熟料后,再放入石膏以及其他混合物就可初步形成水泥块,再将它进行粉磨、选粉就可得到细腻的水泥成品。
基于PLC与组态软件的水泥配料系统设计
西华大学毕业设计外文资料翻译目录1 前言 (3)2总体方案设计 (4)2.1 系统需求分析 (4)2.2 方案的提出与选择 (4)2.2.1 方案的提出 (4)2.2.2 方案的选择 (6)2.3 系统的总体设计 (7)2.4 系统的工艺流程 (7)2.5 系统的I/O信号分析 (8)3硬件系统设计 (10)3.1 型号选择 (10)3.1.1 PLC型号的选择及扩展模块的选型 (10)3.1.2 其他硬件设备选型 (11)3.2 PLC控制设计 (13)3.3 变频器调速控制设计 (14)3.4称重检测模块设计 (15)3.5电机驱动模块设计 (16)4软件设计 (18)4.1主程序流程图 (18)4.2 系统中间元件分配 (20)4.3 系统主程序设计 (20)4.4 PID程序设计 (23)5上位机监控设计 (26)5.1 监控软件的选择 (26)5.2 易控的窗口界面设计 (26)5.2.1 工程建立 (26)5.2.2 画面建立 (28)5.3 数据库变量 (29)5.4 I/O通信配置 (30)5.5 I/O变量-数据库变量 (31)6系统调试 (33)6.1 PLC系统调试 (33)6.2 上位机调试 (35)6.3 系统综合调试 (35)7结论 (37)8设计总结与体会 (38)9致谢 (39)10参考文献 (40)附录一:水泥配料系统电器元件清单列表 (41)附录二:相关设计程序: (42)附录三:外文资料翻译: (47)1 前言自动控制在当今社会发展得越来越迅速,特别是进入21世纪以来PLC可编程控制也发展得愈来愈成熟,它也逐渐的被越来越多的人所重视,到如今已经变成了工业中人们新的追求对象之一,在日常应用中它为我们的工作和学习带来了极大的便利,其中在水泥和建筑行业中,水泥配料系统就是一个很实际应用的例子,不管是水泥中的配料还是其他驱动设备的控制都需要用到可编程控制,同时随着社会科技的进步,人们对自动控制的要求也逐渐增高,所以目前的PLC技术正在朝着智能化,集成化发展和进步。
基于PLC的水泥厂磨机自动控制系统设计论文

XXXXXXXX自动化学院本科毕业设计(论文)题目:基于PLC的水泥厂磨机自动控制系统设计专业:自动化(数控技术应用)班级:学号:学生姓名:指导教师:教授起迄日期:2009.3~2009.6设计地点:实验楼 _Graduation Design (Thesis) Design of Automatic Control System based onPLC for Cement millBySupervised byAssociate Prof.Department of Automation EngineeringJune, 2009摘要本课题主要采用西门子S7-200系列PLC进行水泥厂磨机自动控制系统的设计,用来实现水泥厂磨机的:逆流程起车、顺流程停车、紧急情况下设备急停、设备集中逻辑闭锁控制、单台设备起停控制。
大多数中小型水泥厂在建厂初期或改造时资金都很紧缺,如何解决有限的资金与先进的自动化水平之间的矛盾一直是困扰水泥行业的头疼问题,PLC技术的低成本的特性恰恰满足了这一需求;水泥生产过程为连续过程,需要大量的顺序和联锁控制,开关量点数占总数的80%,这非常符合价格低廉的PLC的控制特点。
S7-200系列小型PLC (Micro PLC)可应用于各种自动化系统。
紧凑的结构、低廉的成本以及功能强大的指令集使得S7--200 PLC成为各种小型控制任务理想的解决方案。
负荷控制方面采用的是模糊控制系统。
将模糊控制用于PLC水泥厂磨机自动控制系统,实现磨料的自动配比,以更好的完成水泥生产任务,提高生产质量。
关键词:PLC;西门子S7-200;模糊控制ABSTRACTThe main content of the subject is design a automatic control system for cement mill with Siemens S7-200 series PLC. It includes inverse process start, process stop, breaking in case of emergency, focus logic control of the equipment, single machine starting and stoping.Most of the small and medium-sized cement plant are Lack of money at the beginning or at the time of transformation. The S7-200 series is a line of micro-programmable logic controllers (Micro PLCs) that can control a variety of automation applications. Compact design, low cost, and a powerful instruction set make the S7-200 a perfect solution for controlling small applications. The wide variety of S7-200 models and the Windows-based programming tool give us the flexibility we need to solve automation problems.Fuzzy Control here is used to mix materials, in order to finish the mission well, and improve production quality.Key words:PLC; Siemens S7-200 PLC; Fuzzy control目录第一章绪论 (1)1.1引言 (1)1.2水泥磨改造原因 (2)1.3控制设计思路 (2)1.4 系统主要功能 (3)1.5 磨机主要检测参数及控制回路 (4)第二章 PLC介绍 (8)2.1 PLC的功能和应用 (8)2.2 PLC的基本工作原理 (10)2.3 S7-200概述 (13)第三章模糊控制认识 (18)3.1 模糊控制由来 (18)3.2 模糊控制系统的组成 (19)3.3 模糊控制的基本原理 (20)3.4 模糊控制系统的语言表示 (21)3.5 几种主要的模糊推理方法 (22)第四章水泥磨机的负荷控制 (24)4.1水泥粉磨过程工艺 (24)4.2水泥磨模糊控制思想 (27)4.3 模糊控制的实现 (29)4.4 控制效果 (32)第五章下位机编程软件设计 (31)5.1 STEP7 V5.0简介 (31)5.2 PLC控制系统设计 (34)5.3 STEP7设计仿真 (37)本文结构 (38)第六章结论 (39)6.1 结论 (39)6.2 经济效益 (39)致谢 (41)参考文献 (42)附录A:英文资料 (43)附录B:英文资料翻译 (48)附录C: 下位机程序清单 (52)附录D: 以三台机为例的仿真图形 (60)第一章绪论1.1 引言现如今,生产过程自动化在水泥行业的发展中有着极其重要的地位。
PLC在水泥生产工艺中的应用与能耗控制

PLC在水泥生产工艺中的应用与能耗控制PLC(可编程逻辑控制器)是一种基于微处理器技术的电子设备,广泛应用于工业自动化控制系统中。
在水泥生产工艺中,PLC发挥着至关重要的作用,不仅实现了工艺参数的精确控制,还大大提升了能源利用效率。
本文将探讨PLC在水泥生产工艺中的应用,并分析其在能耗控制方面的优势。
一、PLC在水泥生产工艺中的应用1. 自动化控制系统PLC作为水泥生产线的核心控制设备,通过连接各个工艺装置和传感器,构建了全自动化控制系统。
它能够实时监测和控制生产过程中的各种参数,如温度、压力、流量等,从而实现对水泥生产工艺的精确控制。
此外,PLC还能与上位机进行数据交互,实现远程监控和远程调节,提高了生产效率和质量。
2. 工艺流程控制水泥生产工艺需要经过一系列复杂的工艺步骤,比如原料破碎、煅烧、磨研等。
PLC通过编程控制工艺流程,确保每个步骤都能按时、按量完成。
例如,在原料破碎环节,PLC可以通过控制破碎机的转速和给料量,实现对破碎程度的调节;在煅烧环节,PLC可以根据高温传感器的反馈信号,控制炉温的自动调节,以保证熟料的煅烧效果。
3. 安全防护控制水泥生产过程中存在着一定的安全风险,如高温、高压等。
PLC在水泥生产线中的应用,不仅能够监测并控制生产过程中的各种异常情况,还可以及时采取应急措施保护设备和工人的安全。
例如,在温度异常过高时,PLC可以自动切断电源并触发报警系统,通知工作人员进行应急处理。
二、PLC在水泥生产工艺中的能耗控制1. 节能控制水泥生产工艺中的能耗主要集中在煅烧和磨研环节。
PLC通过精确控制工艺参数,如温度、炉速等,实现对煅烧过程的优化控制。
通过煅烧过程的精确控制,可以减少能源的消耗,提高燃料利用效率。
在磨研环节,PLC能够实时调整研磨机的运行状态,以减少电能的浪费。
2. 能源监测与分析PLC在水泥生产工艺中的应用,使得对能源消耗进行实时监测和数据分析成为可能。
通过PLC连接各种传感器和仪表,可以收集各个环节的能耗数据,并将其传输到上位机进行分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
南京高等职业技术学校毕业设计(论文)说明书系部电气工程系专业电气自动化作者段练学号09题目基于PLC的水泥垫块机控制系统设计指导教师周刘喜评阅教师完成时间:2011 年10 月20 日基于PLC的水泥垫块机控制系统设计摘要:针对目前大多数水泥制砖机控制系统仍为手工操作,存在可靠性低、效率差、运行不稳定等问题,我们通过分析水泥制砖机的控制原理及和作用,提出利用PLC对水泥制砖机进行逻辑控制的方法。
根据制砖工艺要求,说明了PLC控制系统的软、硬件设计方法、步骤和过程。
水泥砌块在工业与民用建筑、路桥丁程、水利堤防等方面应用广泛,其主要由水泥制砖机模压成型。
目前我国许多水泥制砖机控制系统仍为人操作,可靠性低、效率差、运行不稳定,远远跟不上时代的步伐和满足不了现代社会的要求,急需技术革新和改造。
近年来,随着我国自动化技术的提高,可编程序控制器(PLC)作为一个新兴的工业控制器,因其体积小,功能齐全,价格低廉,可靠性高等独特的优点,在各个领域获得了广泛应用。
本文介绍一种可编程序控制器的制砖控制系统,它能根据生产实际的需要,实现上料、供板、成型、脱模至出砖的全过程自动生产。
关键词:PLC、水泥垫块机、液压系统、组态目录第一章绪论 (1)1.1 本课题设计背景 (1)1.2 本课题设计内容 (2)1.3 本课题设计的目的和意义 (3)1.4 本课题设备结构及工作原理 (3)1.5 本课题设备控制系统要求 (4)第二章控制系统方案设计 (5)2.1 采用PLC控制系统的优点 (5)2.1.1从控制方式上比较 (5)2.1.2 从工作方式上比较 (5)2.1.3 从控制速度上比较 (5)2.1.4 从定时,计数上比较 (5)2.1.5 从可靠性,可维护性上比较 (5)2.2 系统设计的基本步骤 (5)第三章系统硬件设计 (8)3.1 可编程序控制器系统选型 (8)第四章控制系统软件设计 (10)4.1 控制流程 (10)4.2 系统控制原理图 (10)4.3 运行顺序功能图 (11)4.4 停机的顺序功能 (13)第五章垫块机分类及设备材料参数 (14)5.1 全自动水泥垫块机 (14)5.2 静压水泥垫块机 (15)5.3 设备材料参数 (15)结束语 (17)参考文献 (18)致谢 (19)附录 (20)第一章绪论1.1 本课题设计背景垫块是现代建筑设施施工中钢筋混凝土结构支撑钢筋的一种不可或缺的一种辅助材料,早在机制水泥垫块出现之前,多为手工塑料模具加工,因为强度外观差异甚大劳动强度大成本投入高,使得新型水泥垫块机的问世成为建筑行业迫切需要的设备,新一代建筑水泥垫块机的出现使得原有的手动加工垫块逐渐淘汰。
新型水泥垫块机的原料可以是粉煤灰、炉渣、煤矸石、矿渣、灰渣、沙子等,掺入一定比例的水泥即可,目前市场上种类繁多高。
水泥垫块机设计振动台台面尺寸跟成型机的种类及一次成型制品的数量有关。
其中一次成型制品的数量与单个加压制品摆放形式有关,每个制品的加压面的实际占有面积越小,则一次成型制品的数量就越多。
模具的设计应考虑单个加压制品摆放形式及一次成型制品数量,上加压力由上振动器和上压头自重、模具自重以及由电控阳模压力阀控制的上加压力组成。
目前国内外的水泥垫块机只要更换模具,成型出来的制品是多种多样的,成型制品不同,一次成型制品的数量也不同,加压接触面积也不同,其最佳单位加压力也不同,制品成型高度也不同,故上加压力应考虑满足生产制品成型时的最大加压力。
20世纪20年代起,人们把各种继电器。
定时器。
接触器及其触点按一定的逻辑关系连接起来组成控制系统,控制各种生产机械,这就是大家所熟悉的传统继电接触器控制系统.由于它结构简单。
容易掌握。
价格便宜,在一定范围内能满足控制要求,因而使用面甚广,在工业控制领域中一直占主导地位.但是继电接触器控制系统有明显的缺点:设备体积大,可靠性差,动作速度慢,功能少,难与实现较复杂的控制,特别是由于它是靠硬连线逻辑构成的系统,接线复杂,当生产工艺或对象改变时,原有的接线和控制盘就要更换,所以通用性和灵活性较差.20世纪60年代末期,美国的汽车制造业竞争激烈,各生产厂家的汽车型号不断更新,它必然要求生产线的控制系统亦随之改变,以及对整个开展系统重新配置.为抛弃传统的继电接触器控制系统的束缚,适应白热化的市场竞争要求,1968年美国通用汽车公司公开向社会招标,对汽车流水线控制系统提出具体要求,归纳起来是:(1)编程方便,可现场修改程序(2)维修方便,采用插件式结构(3)可靠性高于继电器控制装置(4)体积小于继电器控制盘(5)数据可直接送入管理计算机(6)成本可与继电器控制盘竞争(7)输入可以是交流150V以上(8)输出为交流115V,容量要求在2A以上,可直接驱动接触器,电磁阀等(9)扩展时原系统改变最小(10)用户存储器至少能扩张到4KB(适应当时汽车装配过程的需要)十项指标的核心要求是采用软布线(编程)方式代替继电控制的硬接线方式,实现大规模生产线的流程控制。
美国国际电工委员会(IEC)在1987年对可编程序控制器做出如下定义:可编程序控制器是一类专门为在工业环境下应用而设计的数字式电子系统,它采用了可编程序的存储器,用来在其内部进行存储执行逻辑运算、顺序运算、定时、记数和算术运算等功能的面向用户的指令,并通过数字式或模拟式的输入或输出,控制各种类型的机械或生产过程。
可遍程序控制器极其相关外部设备,都应按照易于与工业控制系统联成一个整体,易于扩展其功能的原则而设计。
定义强调了PLC应直接应用与工业环境,它必须具有很强的抗干扰能力,广泛的适应能力和应用范围。
这也是区别与一般微机控制系统的一个重要特征。
定义还强调了PLC是“数字运算操作的电子系统”,他也是一种计算机,它是“专为在工业环境下应用而设计的”工业计算机。
这种工业计算机采用“面向用户的指令”,因此编程方便。
它能完成逻辑运算、顺序运算、定时、记数和算术运算等操作,它还具有“数字量和模拟量输入和输出”的能力,并且非常容易与“工业控制系统联成一体”,易于“扩充”。
1.2 本课题设计内容本课题将在以下几方面对水泥垫块机系统进行研究和论证。
控制系统可以根据生产的需要对砖块形状进行来设定,操作人员可以通过触摸屏进行模具设定,控制监控等操作。
1.3 本课题设计的目的和意义可编程控制器(PLC)因为抗干扰能力强,可靠性好,控制系统结构简单,通用性强,编程方便,易于使用,设计、施工、调试、的周期短,体积小,维护操作方便,易于实现网络化,可实现三电一体化等优势已经成为应用面最广,最广泛的通用工业控制装置,成为当代工业自动化的主要支柱之一。
通过PLC对程序设计,提高水泥垫块机系统的控制水平。
因此PLC在水泥垫块机控制系统中应用非常广泛,具有很高的应用价值。
1.4 本课题设备结构及工作原理水泥砖的原材料主要由细石子、砂和水泥等组成。
水泥制砖机是一个强压成型设备,其结构如图 1-1所示。
水泥制砖工艺流程如图1-2所示。
砖坯成型经过石子、砂和水泥混合和搅拌,注入模腔,挤压成型,最后出模等一系列工艺生产过程。
具体如下:将推板送到模箱下部的工作台上,工作台上升至模箱底部、起模,通过往复导向面料装置将混合、搅拌后的物料浇注入模具,模箱振动,上压头压下,将模箱中的料在振动的同时压实成型,判断是否需要二次面料,如需则返回加料,如不需则工作台带动推板和成型砖下降至最底部,再将推板和成型砖一起推出,完成制砖工作。
图1-1 水泥垫块机实物图1.5 本课题设备控制系统要求开始推板起模加料压头面料传送机械图1-2 控制系统图水泥制砖机控制系统要求机器工作时自动、稳定、可靠运行。
为满足这一要求,控制系统应具备以下性能:1)通过PLC控制起模缸、液压缸、送料缸等的进退,提高了系统的性能,减少了人力使用。
通过更换模具可生产不同规格多孔砖、空心砌块、路缘石、路面砖以及植草树砖、护坡砖等水泥制品,每个动作程序互锁。
2)设置了手动/自动按钮,手动按钮主要是在系统或软件调试时使用,一般生产中,采用自动模式。
并为各个按钮设置了指示灯,以便系统运作不控制系统的输入/输出信号名称及地址编号如正常时,容易查错。
第二章控制系统方案设计2.1 采用PLC控制系统的优点2.1.1从控制方式上比较用继电接触器控制完成一项控制工程,必须首先按工艺要求画出电气原理图,然后画出继电器屏的布置和接线图等,进行安装调试,以后修改起来十分不便。
而采用PLC控制,由于其硬软件齐全,为模块化积木式结构,且已商品化,故仅需按性能、控制要求设计控制程序,而且在以后的修改中只需改变控制程序就可轻易改变逻辑或增加功能。
2.1.2 从工作方式上比较电器控制并行工作,而PLC串行工作,不受制约,I/O系统设计有完善的通道保护与信号调理电路;在结构上对耐热、防潮、防尘、抗震等都有周到的考虑。
2.1.3 从控制速度上比较电器控制速度慢,触点易抖动;而PLC通过通过半导体来控制,速度很快,无触点,故无抖动一说。
2.1.4 从定时,计数上比较电器控制定时精度不高,易受环境温度变化的影响,且无计数功能;而PLC时钟脉冲由晶振产生,精度高,定时范围宽;有计数功能。
2.1.5 从可靠性,可维护性上比较电器控制接触点多,会产生机械磨损和电弧烧伤,接线较多,可靠性,维护性差;而PLC无触点,采用密封、防尘、抗震的外壳封装结构,能适应工作现场的恶劣环境,使用寿命长,且有自我诊断功能,对程序执行的监控功能,现场调试和维护方便。
2.2 系统设计的基本步骤水泥垫块机控制系统的设计与步骤,在水泥垫块机控制系统的设计过程中主要考虑以下几点:1)深入了解和分析水泥垫块机控制系统的工艺条件和控制要求2)确定I/O设备。
根据水泥垫块机控制系统的功能要求,确定系统所需的输入,输出设备3)根据I/O点数选择合适的PLC类型4)分配I/O点,分配PLC的输入输出点,编制出输入输出分配表或者输入输出端子的接线图5)设计水泥垫块机控制系统的梯形图,根据控制要求设计出周密完整的梯形图程序,这是整个水泥垫块机控制系统设计的核心工作6)将程序输入PLC进行软件测试,查找错误,使系统程序更加完善7)进行水泥垫块机控制系统的整体联机调试,调试中发现的问题逐一排除,直至调试成功。
确定课题研究课题内容确定方案查找资料设计原理图根据控制要求确定硬件配置控制要及编写程序调试程序系统结构设计总结记录运行结果并分析错误图2-1 系统方案图系统控制原理如图所示,系统主要是由触摸屏、可变程序控制器(PLC)、电机、气缸传送带等组成图2-2 系统组成图第三章系统硬件设计3.1 可编程序控制器系统选型可编程序控制器PLC是一种通用的自动控制装置。
它将计算机技术、自动化技术和通信技术融为一体,成为现代IT业实现自动化的核心设备。