不同规格型号产品关键工艺对照表
SA-387 Gr.11+410S堆焊工艺的选择
第 57 卷第 5 期2020 年 10 月化 工 设 备 与 管 道PROCESS EQUIPMENT & PIPINGV ol. 57 No. 5Oct. 2020SA-387 Gr.11+410S 堆焊工艺的选择朱志刚,潘胜东(森松(江苏)重工有限公司,江苏 如皋 226532)摘 要:Cr-Mo 钢表面堆焊410S ,高温高压H 2S 工况,由于Ni 基焊材在此工况条件下容易产生灰化和H 2S 腐蚀,选用不锈钢309L 焊材作为堆焊焊材,能满足H 2S 工况的耐腐蚀性要求。
不锈钢焊材铁素体含量FN 对热处理或高温服役条件下的塑性有很大影响,严格控制焊缝铁素体含量(FN ≤8),避免脆性组织析出。
产品焊缝按照不同焊接方法分别进行评定,并和客户确定焊缝化分验收标准,以此确定产品堆焊厚度和焊接工艺。
关键字:410S 堆焊;H 2S 工况;热处理;焊材;铁素体FN 含量;焊接工艺中图分类号:TQ 050.6;TH 16 文献标识码:A 文章编号:1009-3281(2020)05-0041-005收稿日期:2019-12-24作者简介: 朱志刚(1971—),男,工程师。
长期从事压力容器产品焊接技术工作。
SA-240 410S 为铁素体不锈钢,含碳量≤0.08%,主要合金元素为Cr (铁素体形成元素),特点是具有良好的耐腐蚀性,特别是在氯化物介质和氧化环境中具有较好的耐腐蚀性。
另外由于材料价格较低,同时具有较好的焊接性,所以,410S 在压力容器行业特别是石油化工行业中得到了广泛运用。
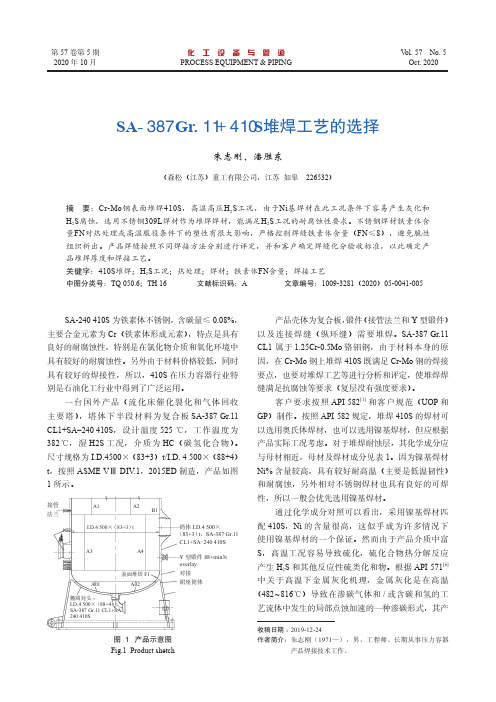
一台国外产品(流化床催化裂化和气体回收主要塔),塔体下半段材料为复合板SA-387 Gr.11 CL1+SA -240 410S ,设计温度525 ℃,工作温度为382℃,湿H2S 工况,介质为HC (碳氢化合物)。
尺寸规格为I.D.4500× (83+3)t/I.D. 4 500× (88+4) t ,按照ASME V Ⅲ DIV.1,2015ED 制造,产品如图1所示。
继电器零部件及工序名称中英文对照表

底图总号
Base Drawing No.
9
日期
Date
10
签名
Signature
11
更改标记
Mark of Modification
12
数量
Quantity
13
更改单号
Number of Modification
14
拟制
Drawn
15
审核
Checked by
16
会签
Rechecked by
17
标准化
129
电磁部分
electromagnetic part
130
上(下)静簧部分
upper(lower)stat.-spring part
131
动簧部分
mov.-spring part
132
(非)弯脚型
(non-)terminal-bending type
133
投影
projecting
134
砍铆短路片
copper ring cutting&riveting
动静簧部分压人
mov.-spring&stat.-spring part intruding
161
(旋)铆铁芯
core riveting (spin)
162
磁路压入
magnetic circuitintruding
163
(动簧)铆衔铁
(mov.-spring)&armature riveting
164
87
(空心)铆管
(hollow)rivet tube
88
螺母
nut
89
内(外)底座
NVIDIA全系列显卡对照表
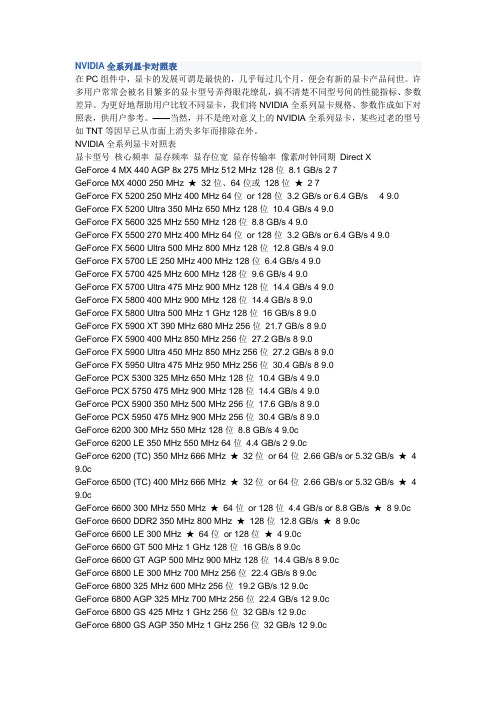
NVIDIA全系列显卡对照表在PC组件中,显卡的发展可谓是最快的,几乎每过几个月,便会有新的显卡产品问世。
许多用户常常会被名目繁多的显卡型号弄得眼花缭乱,搞不清楚不同型号间的性能指标、参数差异。
为更好地帮助用户比较不同显卡,我们将NVIDIA全系列显卡规格、参数作成如下对照表,供用户参考。
——当然,并不是绝对意义上的NVIDIA全系列显卡,某些过老的型号如TNT等因早已从市面上消失多年而排除在外。
NVIDIA全系列显卡对照表显卡型号核心频率显存频率显存位宽显存传输率像素/时钟同期Direct XGeForce 4 MX 440 AGP 8x 275 MHz 512 MHz 128位8.1 GB/s 2 7GeForce MX 4000 250 MHz ★32位、64位或128位★2 7GeForce FX 5200 250 MHz 400 MHz 64位or 128位3.2 GB/s or 6.4 GB/s 4 9.0 GeForce FX 5200 Ultra 350 MHz 650 MHz 128位10.4 GB/s 4 9.0GeForce FX 5600 325 MHz 550 MHz 128位8.8 GB/s 4 9.0GeForce FX 5500 270 MHz 400 MHz 64位or 128位3.2 GB/s or 6.4 GB/s 4 9.0 GeForce FX 5600 Ultra 500 MHz 800 MHz 128位12.8 GB/s 4 9.0GeForce FX 5700 LE 250 MHz 400 MHz 128位6.4 GB/s 4 9.0GeForce FX 5700 425 MHz 600 MHz 128位9.6 GB/s 4 9.0GeForce FX 5700 Ultra 475 MHz 900 MHz 128位14.4 GB/s 4 9.0GeForce FX 5800 400 MHz 900 MHz 128位14.4 GB/s 8 9.0GeForce FX 5800 Ultra 500 MHz 1 GHz 128位16 GB/s 8 9.0GeForce FX 5900 XT 390 MHz 680 MHz 256位21.7 GB/s 8 9.0GeForce FX 5900 400 MHz 850 MHz 256位27.2 GB/s 8 9.0GeForce FX 5900 Ultra 450 MHz 850 MHz 256位27.2 GB/s 8 9.0GeForce FX 5950 Ultra 475 MHz 950 MHz 256位30.4 GB/s 8 9.0GeForce PCX 5300 325 MHz 650 MHz 128位10.4 GB/s 4 9.0GeForce PCX 5750 475 MHz 900 MHz 128位14.4 GB/s 4 9.0GeForce PCX 5900 350 MHz 500 MHz 256位17.6 GB/s 8 9.0GeForce PCX 5950 475 MHz 900 MHz 256位30.4 GB/s 8 9.0GeForce 6200 300 MHz 550 MHz 128位8.8 GB/s 4 9.0cGeForce 6200 LE 350 MHz 550 MHz 64位4.4 GB/s 2 9.0cGeForce 6200 (TC) 350 MHz 666 MHz ★32位or 64位2.66 GB/s or 5.32 GB/s ★4 9.0cGeForce 6500 (TC) 400 MHz 666 MHz ★32位or 64位2.66 GB/s or 5.32 GB/s ★4 9.0cGeForce 6600 300 MHz 550 MHz ★64位or 128位4.4 GB/s or 8.8 GB/s ★8 9.0c GeForce 6600 DDR2 350 MHz 800 MHz ★128位12.8 GB/s ★8 9.0cGeForce 6600 LE 300 MHz ★64位or 128位★4 9.0cGeForce 6600 GT 500 MHz 1 GHz 128位16 GB/s 8 9.0cGeForce 6600 GT AGP 500 MHz 900 MHz 128位14.4 GB/s 8 9.0cGeForce 6800 LE 300 MHz 700 MHz 256位22.4 GB/s 8 9.0cGeForce 6800 325 MHz 600 MHz 256位19.2 GB/s 12 9.0cGeForce 6800 AGP 325 MHz 700 MHz 256位22.4 GB/s 12 9.0cGeForce 6800 GS 425 MHz 1 GHz 256位32 GB/s 12 9.0cGeForce 6800 GS AGP 350 MHz 1 GHz 256位32 GB/s 12 9.0cGeForce 6800 GT 350 MHz 1 GHz 256位32 GB/s 16 9.0cGeForce 6800 Ultra 400 MHz 1.1 GHz 256位35.2 GB/s 16 9.0cGeForce 6800 Ultra Extreme 450 MHz 1.1 GHz 256位35.2 GB/s 16 9.0cGeForce 7100 GS (TC) 350 MHz 666 MHz ★64位5.3 GB/s ★4 9.0cGeForce 7300 SE (TC) 225 MHz ★64位★4 9.0cGeForce 7300 LE (TC) 450 MHz 648 MHz ★64位5.2 GB/s ★4 9.0cGeForce 7300 GS (TC) 550 MHz 810 MHz ★64位6.5 GB/s ★4 9.0cGeForce 7300 GT (TC) 350 MHz 667 MHz 128位10.6 GB/s 8 9.0cGeForce 7600 GS 400 MHz 800 MHz 128位12.8 GB/s 12 9.0cGeForce 7600 GT 560 MHz 1.4 GHz 128位22.4 GB/s 12 9.0cGeForce 7800 GS 375 MHz 1.2 GHz 256位38.4 GB/s 16 9.0cGeForce 7800 GT 400 MHz 1 GHz 256位32 GB/s 20 9.0cGeForce 7800 GTX 430 MHz 1.2 GHz 256位38.4 GB/s 24 9.0cGeForce 7800 GTX 512 550 MHz 1.7 GHz 256位54.4 GB/s 24 9.0cGeForce 7900 GS 450 MHz 1.32 GHz 256位42.2 GB/s 20 9.0cGeForce 7900 GT 450 MHz 1.32 GHz 256位42.2 GB/s 24 9.0cGeForce 7900 GTX 650 MHz 1.6 GHz 256位51.2 GB/s 24 9.0cGeForce 7950 GT 550 MHz 1.4 GHz 256位44.8 GB/s 24 9.0cGeForce 7950 GX2 ★★500 MHz 1.2 GHz x2 256位x2 38.4 GB/s x2 24 x2 9.0c GeForce 8800 GTS ★★★500 MHz / 1.2 GHz 1.6 GHz 320位64 GB/s 96 10 GeForce 8800 GTX ★★★575 MHz / 1.35 GHz 1.8 GHz 384位86.4 GB/s 128 10NVIDIA全系列显卡对照表补充说明下面对上页表格中部分内容作一补充说明表中以“★”标注的显卡,NVIDIA允许显卡制造商可使用与默认参数不同的显存频率或显存位宽,因此,其最终的显存传输率也会相应地变化,与GPU出厂默认指标有所区别。
898工艺表

审核:包文权复核:编号:TC-GY050苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司制作:2009年5月898型推拉气密窗加工工艺表批准:门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8901(外框上横料)版本:A02编号:TC-GY050第 1 页日期:2009/05/17日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8902(外框下横料)版本:A02编号:TC-GY050第 2 页门窗型材加工工艺表(CM 2左支)门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8903(外框立料)版本:A02编号:TC-GY050第 3 页日期:2009/05/17(CM 2右支)第 4 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8903(外框立料)版本:A02编号:TC-GY050门窗型材加工工艺表(F/CM 2左支)门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8903(外框立料)版本:A02编号:TC-GY050第 5 页日期:2009/05/17(F/CM 2右支)第 6 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8903(外框立料)版本:A02编号:TC-GY050门窗型材加工工艺表CM 2/F 左支)门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8903(外框立料)版本:A02编号:TC-GY050第 7 页日期:2009/05/17CM 2/F 右支)第 8 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8903(外框立料)版本:A02编号:TC-GY050门窗型材加工工艺表第 9 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8906(外框横档料)版本:A02编号:TC-GY050门窗型材加工工艺表门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8910(外框横档料)版本:A02编号:TC-GY050第 10 页日期:2009/05/17第 11 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8951(内框上横料)版本:A02编号:TC-GY050门窗型材加工工艺表门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8952(内框下横料)版本:A02编号:TC-GY050第 12 页日期:2009/05/17第 13 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8953(内框下横料)版本:A02编号:TC-GY050门窗型材加工工艺表(外扇)门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8955(内框边料)版本:A02编号:TC-GY050第 14 页日期:2009/05/17(内扇)第 15 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8955(内框边料)版本:A02编号:TC-GY050门窗型材加工工艺表门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8956(内框钩料)版本:A02编号:TC-GY050第 16 页日期:2009/05/17第 17 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8957(内框钩料)版本:A02编号:TC-GY050门窗型材加工工艺表(外 扇)门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8958(内框边料)版本:A02编号:TC-GY050第 18 页日期:2009/05/17(内扇)第 19 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8958(内框边料)版本:A02编号:TC-GY050门窗型材加工工艺表门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8959(内框钩料)版本:A02编号:TC-GY050第 20 页日期:2009/05/17第 21 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8960(内框钩料)版本:A02编号:TC-GY050门窗型材加工工艺表门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8961(内框上横料)版本:A02编号:TC-GY050第 22 页日期:2009/05/17第 23 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8962(内框下横料)版本:A02编号:TC-GY050门窗型材加工工艺表门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8963(内框下横料)版本:A02编号:TC-GY050第 24 页日期:2009/05/17(外 扇)第 25 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8965(内框边料)版本:A02编号:TC-GY050门窗型材加工工艺表(内 扇)门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8965(内框边料)版本:A02编号:TC-GY050第 26 页日期:2009/05/17第 27 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8966(内框钩料)版本:A02编号:TC-GY050门窗型材加工工艺表门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8967(内框钩料)版本:A02编号:TC-GY050第 28 页日期:2009/05/17(外 扇)第 29 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8968(内框边料)版本:A02编号:TC-GY050门窗型材加工工艺表(内 扇)门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8968(内框边料)版本:A02编号:TC-GY050第 30 页日期:2009/05/17第 31 页日期:2009/05/17苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8969(内框钩料)版本:A02编号:TC-GY050门窗型材加工工艺表门窗型材加工工艺表苏 州 罗 普 斯 金 铝 业 股 份 有 限 公 司系列:898推拉气密窗加工型材名称:FW8970(内框钩料)版本:A02编号:TC-GY050第 32 页日期:2009/05/17名称:外框装配(CM 2)系列:898推拉气密窗门窗型材装配工艺表第 33 页编号:TC-GY050版本:A02日期:2009/05/17名称:外框装配(F/CM 2)版本:A02日期:2009/05/17第 34 页编号:TC-GY050 系列:898推拉气密窗门窗型材装配工艺表名称:内框装配系列:898推拉气密窗门窗型材装配工艺表第 35 页日期:2009/05/17编号:TC-GY050版本:A02名称:内框装配版本:A02 第 36 页日期:2009/05/17编号:TC-GY050 系列:898推拉气密窗门窗型材装配工艺表。
电机型号及参数对照表
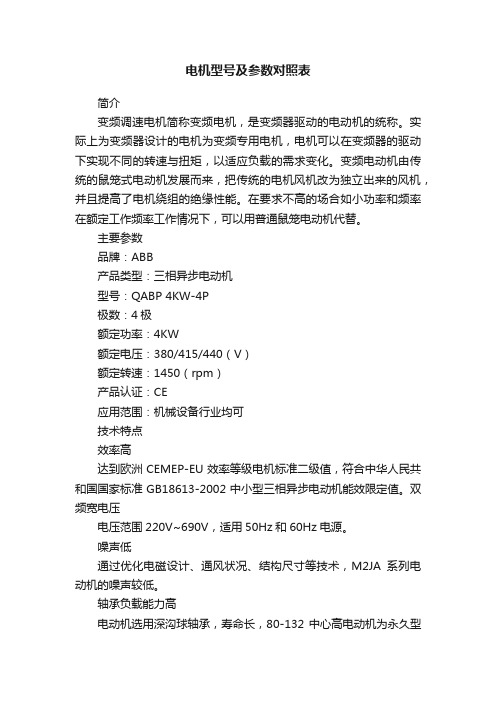
电机型号及参数对照表简介变频调速电机简称变频电机,是变频器驱动的电动机的统称。
实际上为变频器设计的电机为变频专用电机,电机可以在变频器的驱动下实现不同的转速与扭矩,以适应负载的需求变化。
变频电动机由传统的鼠笼式电动机发展而来,把传统的电机风机改为独立出来的风机,并且提高了电机绕组的绝缘性能。
在要求不高的场合如小功率和频率在额定工作频率工作情况下,可以用普通鼠笼电动机代替。
主要参数品牌:ABB产品类型:三相异步电动机型号:QABP 4KW-4P极数:4极额定功率:4KW额定电压:380/415/440(V)额定转速:1450(rpm)产品认证:CE应用范围:机械设备行业均可技术特点效率高达到欧洲CEMEP-EU效率等级电机标准二级值,符合中华人民共和国国家标准GB18613-2002中小型三相异步电动机能效限定值。
双频宽电压电压范围220V~690V,适用50Hz和60Hz电源。
噪声低通过优化电磁设计、通风状况、结构尺寸等技术,M2JA系列电动机的噪声较低。
轴承负载能力高电动机选用深沟球轴承,寿命长,80-132中心高电动机为永久型润滑,160-355设有加油装置。
可靠性好电动机为全封闭风冷结构,防护等级IP55,材料及工艺符合环境要求。
电动机机械强度高,坚固耐用,防锈防腐性强。
绕组可靠性好,采用F级绝缘结构,B级考核。
并可根据用户需要增加PTC热敏电阻或热敏开关。
本系列电机功率从0.25KW-315KW,机座中心高从71mm-355mm。
可广泛应用于轻工,纺织,化工,冶金,机床等需要调速转动装置的行业中,是一种理想的调速动力源。
特殊设计电磁设计对于变频电动机,由于临界转差率反比于电源频率,可以在临界转差率接近1时直接启动,因此,过载能力和启动性能不在需要过多考虑,而要解决的关键问题是如何改善电动机对非正弦波电源的适应能力。
方式一般如下:1)尽可能的减小定子和转子电阻。
减小定子电阻即可降低基波铜耗,以弥补高次谐波引起的铜耗增2)为抑制电流中的高次谐波,需适当增加电动机的电感。
产品质量等级:根据性能与耐用性对照表-产品标准

产品质量等级:根据性能与耐用性对照表-产品标准1. 引言本文档旨在为产品质量等级的评估提供一个根据性能与耐用性对照表的标准。
通过对产品的关键性能指标和寿命进行定量评估,我们可以有效地划分出不同的质量等级,从而帮助消费者和市场参与者做出明智的选择。
2. 性能指标我们将基于以下性能指标对产品质量进行评估:- 功能性:产品的主要功能是否能够完全满足用户的需求。
功能性:产品的主要功能是否能够完全满足用户的需求。
- 可靠性:产品的稳定性和持久性,是否能在长期使用中保持优秀的表现。
可靠性:产品的稳定性和持久性,是否能在长期使用中保持优秀的表现。
- 安全性:产品在正常使用情况下是否能确保用户的安全。
安全性:产品在正常使用情况下是否能确保用户的安全。
- 易用性:产品的操作是否简单易懂,是否能够方便地被用户使用。
易用性:产品的操作是否简单易懂,是否能够方便地被用户使用。
- 效率:产品在实际使用中是否能够高效地完成任务。
效率:产品在实际使用中是否能够高效地完成任务。
3. 耐用性指标我们将基于以下耐用性指标对产品质量进行评估:- 材料质量:产品所使用的材料是否具有良好的耐用性和抗老化性能。
材料质量:产品所使用的材料是否具有良好的耐用性和抗老化性能。
- 工艺质量:产品的制造工艺是否精湛,能否确保产品的长期使用稳定性。
工艺质量:产品的制造工艺是否精湛,能否确保产品的长期使用稳定性。
- 环境适应性:产品在各种环境条件下是否能够保持稳定的性能和寿命。
环境适应性:产品在各种环境条件下是否能够保持稳定的性能和寿命。
- 可维修性:产品是否易于进行维修和保养,能否延长其使用寿命。
可维修性:产品是否易于进行维修和保养,能否延长其使用寿命。
4. 质量等级划分基于上述性能和耐用性指标,我们将产品质量划分为以下等级:- 一级:在各项性能和耐用性指标上表现出色,能够完全满足用户需求,具有较长的使用寿命。
一级:在各项性能和耐用性指标上表现出色,能够完全满足用户需求,具有较长的使用寿命。
产品生产批次管理规范(含表格)

产品生产批次管理规范(ISO9001:2015)1、范围1.1本办法规定了生产过程和原材料过程的批次管理基本要求和办法。
1.2 本办法适应产品生产过程的原材料、毛坯、半成品、成品及重要、关键购买件的批次管理和设计、材料、工艺、模具、设备、品质改善、新供方等变更后的追溯管理。
2、涉及术语及定义2.1批次----同等条件下生产或已生产完成的产品的集合。
2.2批号----代表某一批次的一个号码。
2.3批次标识----为区别不同批次而做的具有追溯性的标识。
2.4批次记录----对台帐、标签、各种单据中记载的具有批次追溯性的信息。
2.5制造记录----用来识别零部件、产成品制造状态的记录,包含生产日期、生产量、批号、合格数、工废及料废、制造条件、转出转入等信息,必要时可与其它台帐合并。
2.6批次管理----对产品形成的批次及制造记录、标识识别的管理。
2.7可追溯性----能对产品考察项目的制造记录、制造过程中各种测试数据、记录情况进行跟踪的能力。
2.8永久性批次标示----采用铸造、锻造、注塑、打刻、涂漆、粘贴、涂写、模印等方式直接在产品上标记的批次标识,在后续制造过程中、客户交付不必消除、产品正常工作状态不会损坏。
3、职责3.1 质量管理部负责确定批次管理零部件范围,编制《批次管理零部件明细》。
3.2 生产保障部负责协调、督促外协供方对相应外购零部件实施批次管理,质量管理部负责认可和标识检查。
3.3 生产管理部负责确定生产过程中的批次标识方法、批次管理重要工序,实施生产过程中的批次管理。
3.4 销售部负责成品贮存、发运、销售过程中的批次区分、登录管理。
3.5 技术部负责永久性批次标识的确定。
4、基本要求4.1 批次管理范围4.1.1 适应编批的零部件如下表:类别零部件名称自制零件外协零件其它零件应品质管理之所需指定的必须追溯的其它零件4.1.2 质量管理部可以根据品质管理要求修定批次管理的零件范围,编制《批次管理零部件明细》并适时修订,必要时可提交技术部确定是否施加永久性批次标识。
4D产品简介及制作工艺
4D产品简介及制作工艺概述DLG 、DEM、DOM 、DRG各自作为一种产品历史已经很悠久了.由于受到计算机的发展的限制,主要受到计算机处理速度和硬盘容量的限制,发展的并不十分迅速。
90年代计算机技术的飞速发展,给“4D”技术带来了勃勃生机.在我国国家测绘总局97年10月在北京召开了“4D生产工作会议”,会议成立技术组,设备组,资料组.11月在成都召开了“98年数字产品规模化生产管理工作座谈会”.会议主要围绕4D产品的生产进行。
从资料的准备,设备的购置,软件的确定,技术规定的制定进行了详细的讨论。
98年开始在广东测绘局,黑龙江测绘局,四川测绘局,陕西测绘局等进行数字产品规模化生产。
主要以七大江河防洪区域及洪水威胁区、地质勘探为主进行DOM,DEM的生产工作。
一、数字线划地图数字线划地图(DLG)数字线划地图(Digital Line Graphic 简称DLG)是现有地形图上基础地理要素的矢量数据集,且保存要素间空间关系和相关的属性信息。
数字高程模型数字高程模型(DEM)数字高程模型(Digital Elevation Model 简称DEM)是在高斯投影平面上规则格网点平面坐标(X,Y)及其高程(Z)的数据集。
数字正射影像图数字正射影像图(Digital Orthophoto Map 简称DOM)是利用数字高程模型对扫描处理的数字化的航空相片/遥感相片(单片/彩色),经逐象元进行纠正,再按影像镶嵌,根据图幅范围裁剪生成的影像数据.一般带有公里格网、图廓内/外整饰和注记的平面图。
数字栅格地图数字栅格地图(DRG)数字栅格地图(Digital Raster Graphic 简称DRG)是纸质地形图的数字化产品。
每幅图经扫描、纠正、图幅处理及数据压缩处理后,形成在内容、几何精度和色彩上与地形图保持一致的栅格文件。
二、4D产品的特性DLG数据量小,便于分层,能快速的生成专题地图所以也称字矢量专题信息(Digital Thematic Informatiom 简称DTI)。
冲焊涂总四大工艺划分表格

以下是一个简单的冲焊涂总四大工艺划分的表格:
工艺名称
定义
冲压工艺
利用冲压设备和模具,通过冲压方法将金属板材或管材加工成所需形状和尺寸的零件或半成品的一种工艺。
焊接工艺
利用加热、加压或两者ቤተ መጻሕፍቲ ባይዱ合的方法,使两个或多个材料连接在一起,以形成不可拆卸的整体的一种工艺。
涂装工艺
在产品表面涂覆涂料或其他涂层材料,以提高产品的防护、装饰和标识等性能的一种工艺。
总装工艺
将多个零件、组件和原材料组装在一起,以形成一个完整产品的过程。
请注意,这只是一个简单的划分表格,具体工艺可能因行业、产品类型和生产要求而有所不同。在实际应用中,可能还需要考虑其他因素,如生产环境、材料选择等。
模切压痕线选用对照表
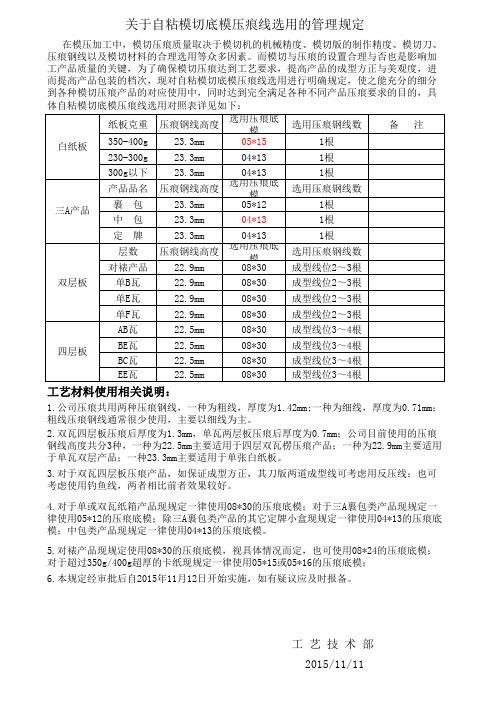
关于自粘模切底模压痕线选用的管理规定在模压加工中,模切压痕质量取决于模切机的机械精度、模切版的制作精度、模切刀、压痕钢线以及模切材料的合理选用等众多因素。
而模切与压痕的设置合理与否也是影响加工产品质量的关键,为了确保模切压痕达到工艺要求,提高产品的成型方正与美观度,进而提高产品包装的档次,现对自粘模切底模压痕线选用进行明确规定,使之能充分的细分到各种模切压痕产品的对应使用中,同时达到完全满足各种不同产品压痕要求的目的,具体自粘模切底模压痕线选用对照表详见如下:工艺材料使用相关说明:1.公司压痕共用两种压痕钢线,一种为粗线,厚度为1.42mm;一种为细线,厚度为0.71mm;粗线压痕钢线通常很少使用,主要以细线为主。
2.双瓦四层板压痕后厚度为1.3mm,单瓦两层板压痕后厚度为0.7mm;公司目前使用的压痕钢线高度共分3种,一种为22.5mm主要适用于四层双瓦楞压痕产品;一种为22.9mm主要适用于单瓦双层产品;一种23.3mm主要适用于单张白纸板。
3.对于双瓦四层板压痕产品,如保证成型方正,其刀版两道成型线可考虑用反压线;也可考虑使用钓鱼线,两者相比前者效果较好。
4.对于单或双瓦纸箱产品现规定一律使用08*30的压痕底模;对于三A裹包类产品现规定一律使用05*12的压痕底模;除三A裹包类产品的其它定牌小盒现规定一律使用04*13的压痕底模;中包类产品现规定一律使用04*13的压痕底模。
5.对裱产品现规定使用08*30的压痕底模,视具体情况而定,也可使用08*24的压痕底模;对于超过350g/400g超厚的卡纸现规定一律使用05*15或05*16的压痕底模;6.本规定经审批后自2015年11月12日开始实施,如有疑议应及时报备。
工 艺 技 术 部2015/11/11。
三相异步电机型号及参数对照表
三相异步电机型号及参数对照表随着工业化的不断发展,三相异步电机已经成为工业生产中不可或缺的设备之一。
在不同的工作场合中,三相异步电机的型号和参数也存在着巨大的差异,这些差异直接影响着三相异步电机的性能和使用效果。
因此,建立一张三相异步电机型号及参数对照表,对于工业生产的发展和提高生产效率具有重要的意义。
一、三相异步电机的基本结构三相异步电机是由转子、定子和端盖三部分组成的。
其中,转子是由铜导条和铁芯组成的,定子则是由三相绕组和铁芯组成的,并且定子的外部有一个铸铁壳体,起到保护定子的作用。
二、三相异步电机的型号分类根据不同的使用场合和工作要求,三相异步电机的型号也存在着很大的差异。
根据不同的分类标准,三相异步电机的型号可以分为以下几类:1. 根据功率分类三相异步电机的功率大小直接关系到其使用效果和性能表现。
根据不同的功率大小,三相异步电机的型号可以分为微型、小型、中型、大型和超大型等不同的分类。
2. 根据转速分类三相异步电机的转速也是其性能表现的关键因素之一。
根据不同的转速大小,三相异步电机的型号可以分为低速、中速和高速等不同的分类。
3. 根据电压分类三相异步电机的电压大小也是其性能表现的关键因素之一。
根据不同的电压大小,三相异步电机的型号可以分为低压、中压和高压等不同的分类。
三、三相异步电机的参数对照表为了更好地了解和使用不同型号的三相异步电机,我们需要建立一张三相异步电机型号及参数对照表。
下面是一张基于不同型号的三相异步电机的参数对照表,供大家参考:| 型号 | 功率 | 转速 | 电压 | 额定电流 | 效率 || --- | --- | --- | --- | --- | --- || YB2-80M1-4 | 0.75KW | 1440rpm | 380V | 1.8A | 82% | | YB2-90S-2 | 1.5KW | 2840rpm | 380V | 3.2A | 84% || YB2-100L-4 | 3KW | 1440rpm | 380V | 6.4A | 86% || YB2-112M-4 | 4KW | 1440rpm | 380V | 8.6A | 87% || YB2-132S1-2 | 5.5KW | 2840rpm | 380V | 11.5A | 89% | | YB2-160M-4 | 11KW | 1440rpm | 380V | 22.6A | 91% || YB2-180M-4 | 15KW | 1440rpm | 380V | 30A | 92% || YB2-200L-4 | 22KW | 1440rpm | 380V | 43A | 93% || YB2-225M-4 | 30KW | 1440rpm | 380V | 58A | 94% || YB2-280S-4 | 75KW | 1480rpm | 380V | 155A | 95% |四、三相异步电机的应用领域三相异步电机是一种广泛应用于工业生产中的电机设备,其应用领域非常广泛。
最新GMP确认与验证之药品持续工艺确认方案模板
XXXXX制药有限公司XXXX药品持续工艺确认方案(编号:CXFA-XX-20XX-OO1)1产品概述............................................................................ 2确认目的. (1)3确认范围 (1)4确认依据 (1)5确认部门及分工职责 (2)6确认前提条件 (3)7产品工艺描述 (3)8产品质量标准及关键质量指标 (5)8.1中间产品质量标准 (5)9.2成品质量标准 (5)10.3 关键质量指标 (6)11......................................................................................................................................... 关键工艺参数611.1键工艺参数选择标准 (6)11.2艺参数概况和控制范围 (6)10本次确认内容 (8)12.1各工序操作人员的变化确认 (8)10.2生产厂房设施的变化确认 (8)10.3生产设备的变化确认 (9)10.4生产过程控制确认 (10)10.5原辅料购入质量及供应商变更确认 (11)10.6注册标准、生产工艺、质量标准,包括批量、包装规格等变化确认 (12)10.7环境监测确认 (13)10.8生产偏差情况确认 (14)10.9产品质量控制情况确认 (15)H持续工艺确认采取的方法 (15)12数据统计及分析方法 (15)13确认的批次 (15)14产品使用物料及执行标准和检验方法 (16)15设施设备列表 (16)16持续工艺确认所需生产、设备相关文件 (17)17确认的周期及频率 (18)18阶段性总结报告 (18)1产品概述1.1产品名称:XXXX颗粒1.2批准文号:国药准字ZXXXXXXX1.3执行标准:《中国药典》2023年版一部1.4剂型:颗粒剂1.5规格:每袋装15g1.6性状:本品为浅棕黄色至棕褐色颗粒;味甜、微酸涩。
方矩管直接成方原理及成型工艺
中图分 类 号 :T 35 G 3
文 献标 志码 :B
文 章编 号 :10 — 9 82 1) 70 3 — 6 0 13 3 (0 10 — 0 80
W o ki i c pl nd Fo m i o e sf r Di e ty Fo m i o r ng Pr n i e a r ng Pr c s o r c l r ng t Sq r f Re t ng l r Pi ua e o c a u a pe
标
直接 成 方
1
_
0荔一
:
1 . 羞£ 05 o釜) …09 誊 - I 28 睾≥ l 主) 0 誊 5 § ≯ l ;5 7( 0 l 一 j川 。 曩 0 囝
一
蹰 成方
约
i5 i i i o
5 一高譬 薯
≥l e) ■曩(l萋) 黉) 毒 3 。 1 O lQ5 ≥ 5  ̄5j 叠 l5 5 5 0i jl避6 i
垒1 8 .( ) 。 1 5 5× 5 5 ≥ 8 1 (7 士 )(7叠 ) 1 0 2O 8-a
一
。 。
表 2表 明 .直 接成 方在 经济 效益 上有 明显优
5. 5 叠 _ 2董)15 , l 曩 ii l 4( 8 } 曩 (渗 ≤ ( 警)。 6 8 1 x2 薯 2蔷 O 3≤ 0
薹 6 。 6 誓一 ( 釜 )( § :7 1 I Q 曩 8 1 蕊x1 毒 ) : 2  ̄ 鎏 O 2 Q 3 》 3 蔓 5 l
薯 矩管规 m 方 格/m蠹方管种类 簸形管种类 -
1r≯ 秘 f ≮ … 薷 一 垂 l 笺l 种
。 蹙厚种类
。 l m ; 种 o m
st螺纹底孔直径对照表
st螺纹底孔直径对照表全文共四篇示例,供读者参考第一篇示例:螺纹底孔直径是指螺纹底部孔的直径尺寸,是螺纹连接中非常重要的参数之一。
螺纹底孔直径的大小直接关系到螺纹的密封性和承载能力,因此在工程设计和制造过程中,对螺纹底孔直径的控制非常关键。
以下是关于不同螺纹规格的螺纹底孔直径对照表。
1. M1.6 螺纹底孔直径:1.4mm2. M2 螺纹底孔直径:1.8mm3. M2.5 螺纹底孔直径:2.3mm4. M3 螺纹底孔直径:2.6mm5. M4 螺纹底孔直径:3.6mm6. M5 螺纹底孔直径:4.5mm7. M6 螺纹底孔直径:5.5mm8. M8 螺纹底孔直径:7.5mm9. M10 螺纹底孔直径:9.5mm10. M12 螺纹底孔直径:11.5mm螺纹底孔直径的选择需要根据具体的螺纹规格和使用要求来确定。
一般来说,螺纹底孔直径应比螺纹的最大直径略小,以确保螺纹的密封性和承载能力。
螺纹底孔直径也需要考虑螺纹的强度和对材料的影响,从而选择适合的尺寸。
在螺纹连接的设计和制造过程中,我们还需要注意螺纹底孔的加工工艺和质量控制。
加工螺纹底孔时需要使用合适的刀具和加工工艺,确保螺纹底孔的形状和尺寸符合要求。
对螺纹底孔进行质量检验也非常重要,可以通过测量仪器来检验螺纹底孔的直径和圆度,以确保螺纹连接的安全性和可靠性。
第二篇示例:螺纹底孔在工业制造中起着非常重要的作用,它们被广泛应用于机械连接和紧固件,为工件提供了连接和固定的功能。
螺纹底孔的尺寸对于紧固件和连接件的选择具有至关重要的影响,而螺纹底孔的直径尤为重要。
螺纹底孔的直径对照表是工程师和设计师在选择螺纹底孔直径时的重要参考依据。
因为螺纹底孔的直径不同,相应的螺纹和螺纹直径也会不同,这直接关系到螺纹连接的安全性和可靠性。
在工程设计和制造中,螺纹底孔的直径通常是根据工件材料的硬度、强度以及使用环境等因素来确定的。
下面是一份常见的螺纹底孔直径对照表:| 螺纹尺寸| 底孔直径(mm)|| ------------- | -------------- || M1 | 0.75 || M1.2 | 0.9 || M1.4 | 1.05 || M1.6 | 1.2 || M1.8 | 1.35 || M2 | 1.5 || M2.5 | 1.85 || M3 | 2.2 || M3.5 | 2.55 || M4 | 3 || M5 | 3.75 || M6 | 4.5 || M8 | 6 || M10 | 7.5 |上表所示为常见的螺纹尺寸以及对应的底孔直径,这些数据可以作为工程师和设计师在设计和选择螺纹连接时的参考。
工艺要求简易对比表

新型工艺
以编织的方式交叉成井字行对管壁加固,井字为双 向结构系统,布置在同一平面内,增加了壁面的宽展 面高,空间作用好,刚度较大,受力合理,并提高管壁 的抗裂性能(参考井字梁结构)
传统工艺
备注
工艺方式
以缠绕的方式使用搌布/纱布加固管壁。
管壁强度
加固强度大,管壁可以做到更薄强度更大。
传统方式的压线渗料,会使纤维线 粘带成型剂,滴落地面。浪费成型 剂。传统工艺成型剂的使用量为新 型工艺的2倍以上
总结: 1、根据两种工艺的对比和原料使用量来看,新工艺可以更好的管理和控制成本减低。2、产品方式可以多元化,控制点方便快捷。
缠绕是以表面的附着力,根据成本的不同影响内壁 1.7MM的环氧玻璃钢编织管的强度是 的厚度 3.5MM环氧玻璃钢缠绕管的3~4倍。
玻璃纤维使用量
玻璃纤维线使用量减少,依据不用的本增 加不同。
玻璃纤维 1tex=1g/km 由于编织的 强度大,以同样规格强度来看,使 用量会减少很多成本。
搌布/纱布的使用量
无需搌布/纱布或搌布/纱布拉直的方式(强度更大 必须使用搌布/纱布,以缠绕的方式,根据螺距的 根据搌布/纱布使用量价格和成本的 外壁更加平整)。 计算搌布/纱布使用量。 计算
成型剂使用量
编织工艺在编织点初放置渗料盒,以拉机传动方式 自动渗料,通过编织点挤压可以导致渗料均匀
缠绕的方式为后端线架通过压线渗料。
生产工艺验证
生产工艺验证对生产工艺过程进行验证是十分重要的,为保证产品质量的均一性和有效性,在产品开发阶段要筛选合理的处方和工艺,然后进行工艺验证,并通过稳定性试验获得必要的技术数据,以确认工艺处方的可靠性和重现性。
众所周知,小试和中试成功后,在投入常规生产时出现各种问题,甚至无法生产的事例屡见不鲜,起原因即是在开发阶段没有进行必要的工艺验证。
当处方和工艺经批准注册后,在批准的工艺投入某一生产线进行常规生产前,也需要进行工艺验证。
此外,任何影响产品质量因素的变化,如供应商的变更、设备型号变更以及工艺条件的变更都应进行再验证。
验证方案的编、审批、实施,验证结果的汇总、报告、评价是十分重要的,验证文件应由各相关主管审核、批准。
一、产品确定处方和工艺前的预试验(一)、试验方案的设计在新的制剂产品开发过程中,首先要设计试验方案,对制剂的处方进行筛选并同时对生产采取的工艺进行探索,通常需考虑下述因素:①主药(活性成分)的理化性状;②根据常用量拟选择的含量规格达到片剂、胶囊剂项下各项质量要求拟设计的片重(胶囊重);③选择的片剂形状、素片或包衣片包衣材料及溶剂、直径或胶囊型号、色泽和透明与否等等;④拟选择辅料的组成、比例,尤其是崩解剂和黏合剂的选择;⑤采用工艺路线以及工艺路线对生产质量和稳定性的可能影响等。
(二)、试验小结在完成预试验后应写出试验小结供申报批次确认。
二、新产品处方、工艺的确认和关键工序的验证①根据预试验小结,在初步完成处方筛选和确认工艺路线后进行3~5个试制批次供临床申报,连续成功批次不少于3批。
使用的质量标准分析方法需要经验证确定。
②在试制过程中对关键工序进行必要的验证,如对混合均匀度进行考察以便确定混合时间和转速、小丸装囊工序的磨损情况等等。
作为申报生产中试批次的依据。
③按照中国药典规定,通过不少于3各月加速稳定性试验和室温条件下的留样考察试验写出总结报告作为生产处方、工艺条件合理与否的技术支持数据。
依达拉奉工艺规程

依达拉奉工艺规程1、产品名称和产品代码1.1、化学名:1-苯基-3-甲基-2-吡唑啉-5-酮;1.2、英文名:Edaravone;1.3、产品代码:****2、产品概述2.1、化学结构式:C10H10N2O:174. 202.2、性状:本品为白色或类白色结晶性粉末,无臭。
易溶于甲醇,在乙醇、氯仿中溶解,在乙腈、丙酮、0.1mol/L氢氧化钠中略溶,极微溶解于水、0.1mol/L盐酸。
2.3药理作用:依达拉奉是一种脑保护剂(自由基清除剂)。
临床研究提示N-乙酰门冬氨酸(NAA)是特异性的存活神经细胞的标志,脑梗塞发病初期含量急剧減少。
脑梗塞急性期患者给予依达拉奉,可抑制梗塞周围局部脑血流量的减少,使发病后第28天脑中NAA含量较甘油对照组明显升高。
临床前研究提示,大鼠在缺血/缺血再灌注后静脉给予依达拉奉,可阻止脑水肿和脑梗塞的进展,并缓解所伴随的神经症状,抑制迟发性神经元死亡。
机理研究提示,依达拉奉可清除自由基,抑制脂质过氧化,从而抑制脑细胞、血管内皮细胞、神经细胞的氧化损伤。
2.4、有效期:24个月2.5、贮藏:遮光,密封保存。
2.6、批准文号:国药准字****2.7、执行标准:《中国药典》2010年版二部。
2.8、产品规格:原料药3、原料、中间产品清单及质量标准3.1、原料清单及质量标准3.1.1、原料清单3.1.2、原料质量标准3.1.2.1、苯肼质量标准见《苯肼质量标准》,具体内容如下:3.1.2.2、乙酰乙酸乙酯、无水乙醇质量标准见《物料确认质量标准》,具体内容如下:3.2、中间产品清单及质量标准3.2.1、中间产品清单3.2.2、中间产品质量标准见《依达拉奉中间产品质量标准》,具体内容如下4.1、化学反应过程4.2、工艺流程图5、投料量5.1、合成反应(依达拉奉粗品制备)投料量5.2、精制反应(依达拉奉制备)投料量6、生产地点和主要设备6.2、主要设备一览表7、各工序生产操作过程及工艺条件7.1、物料交接7.1.1、操作过程7.1.1.1、操作人员根据“批生产指令”打印“生产需料单”,从物资库领取所需原料;7.1.1.2、岗位操作人员与库房管理员共同核对原料品名、批号是否与“生产需料单”相符,数量是否充足;7.1.1.3、检查“检验报告单”,证明所接收的原料为合格品;7.1.1.4、核对无误后,将原料移至物料暂存间;;7.1.1.5、再次核对无误后按品名、批号、分类存放整齐。
产品及工艺制作能力表20141023(DOC)
1.目的
制定我司的制程及产品能力,指导市场接单及工程设计;
2.适用范围
适于所有产品及制程的制作能力;
3.解释
正常能力:是指产品达到我司批量制作能力;
极限能力:是指产品或技术无法达到批量的生产能力,只可小批量(订单面积≤2m2)或样板(订单面积≤1m2)制作;
4.责任
4.1工艺部: 负责对制程能力进行测试与评估,制定、修改此作业文件;
4.2工程部:负责根据制作能力表进行工程设计;
4.3市场部:负责按此文件要求进行接单;
5.作业内容
5.2当产品超出我司的极限能力时,依评审单的方式知会到工艺,并由副总或总经理同意方可退单;
6.0 支持性文件/相关文件
无
7.0 记录/表单
无
8.0 附件:流程图
无。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FE5左右外门槛下 装饰板总成.xlsx
► ► ► ►
注塑压力>180kg/cm3; 保压压力>30%; 炮筒温度>230℃; 冷却时间>25sec;
FE7后保险杠.xls
► ► ► ►
注塑压力>180kg/cm3; 保压压力>30%; 炮筒温度>230℃; 冷却时间>25sec; ► 11个D型卡扣+11个D型卡扣
FE7左/右外门槛装饰板
► ► ► ►
原材料:上海普利特PP C3322T-BR B12378L(1.5); 关键米线:1501±1mm(冷却前) ; 1496±1mm(冷却后) ; 重量(含水口): 1.373KG 注塑成型
FE5后保险杠.xls
► ► ► ►
注塑压力>180kg/cm3; 保压压力>30%; 炮筒温度>230℃; 冷却时间>25sec; 无
FE5左/右外门槛装饰板
► ► ► ►
原材料:上海金发PP-ABP-2613 BK007 UV; 关键米线: 1504±1mm(冷却前) ; 1498±1mm(冷却后) ; 重量(含水口): 1.345KG 注塑成型=>喷涂
FE7左右外门槛装 饰板.xls
► ► ► ►
注塑压力>180kg/cm3; 保压压力>30%; 炮筒温度>230℃; 冷却时间>25sec; ► 6个A型簧片螺母
FE7前保下部装饰板
► ► ► ►
原材料:上海普利特PP C3322T-BR B12378L(1.5); 关键米线:1092±1mm(冷却前) ; 1088±1mm(冷却后) ; 重量(含水口): 1.240KG 注塑成型
FE7前保下部装饰 板.xls
► ► ► ►
材料性能; 产品尺寸 1762*163*577; 性能试验; 产品外观; ►8个A型簧片螺母
FE7后保下部装饰板
► ► ► ►
原材料:上海普利特PP C3322T-BR B12378L(1.5); 关键米线:722±1mm(冷却前) ; 719±1mm(冷却后) ; 重量(含水口): 1.700KG 注塑成型
不同规格型号产品关键工艺对照表
Hale Waihona Puke 产品名称► ► ► ►作成 决策
检讨
确认
文件编号:
共同点 产品材料及工艺(米线以24h冷却为限)
原材料:上海普利特PP C3322T-BR B12378L(1.38); 关键米线:1221±1mm(冷却前) ; 1218±1mm(冷却后) ; 重量(含水口): 3.720KG 注塑成型=>打磨=>喷涂
FE7后保下部装饰 板.xls
► ► ► ►
材料性能; 产品尺寸1759*297*448; 性能试验; 产品外观; 无
FE5前保险杠
► ► ► ►
原材料:珠海住化BRE62C1 13‰; 关键米线:904±1mm(冷却前) ; 902±1mm(冷却后) ; 重量(含水口): 3.700KG 注塑成型=>打磨=>喷涂
FE5前保险杠.xls
► ► ► ►
注塑压力>180kg/cm3; 保压压力>30%; 炮筒温度>230℃; 冷却时间>25sec; 无
FE5后保险杠
► ► ► ►
原材料:珠海住化BRE62C1 11‰; 关键米线: 1005±1mm(冷却前) ; 1003±1mm(冷却后) ; 重量(含水口): 5.900KG 注塑成型=>打磨=>喷涂
过程流程图
FE7前保险杠.xls
特殊特性
无 ► ► ► ► 注塑压力>180kg/cm3; 保压压力>30%; 炮筒温度>230℃; 冷却时间>25sec; 无
产品标准配置
FE7前保险杠
FE7后保险杠
► ► ► ►
原材料:上海普利特PP C3322T-BR B12378L(1.38); 关键米线:497±1mm(冷却前) ; 495±1mm(冷却后) ; 重量(含水口): 3.588KG 注塑成型=>打磨=>喷涂