产品生产软件流转单模板
合集下载
生产流转单

生产流转卡
客户 工序 操作人员 1 加拿大 日期 订单名称 生产数量 合格 不合格 返工 报废 备注 支架 检验人员
焊接
2 3 4 操作人员 1 备注
清洗擦拭
2 3 4 操作人员 备注
冲压点
操作人员 备注
上螺丝
操作人员 备注
螺杆压点
操作人员 备注
装箱
注意事项 目的:为有序生产,避免生产时造成混乱,充分发挥绩效的考核作用,特制定本生产流转单。 此流转单每工序经由检验员完成各工序检验,检验员需定时完成检验,异常情况及时通知反馈,对生产不良品造成的追溯个人,由此带来的
注意事项
目的:为有序生产,避免生产时造成混乱,充分发挥绩效的考核作用,特制定本生产流转单。 此流转单每工序经由检验员完成各工序检验,检验员需定时完成检验,异常情况及时通知反馈,对生产不良品造成的追溯个人,由此带来的 损失,不计入工资范畴。
客户 工序 操作人员 1 加拿大 日期 订单名称 生产数量 合格 不合格 返工 报废 备注 支架 检验人员
焊接
2 3 4 操作人员 1 备注
清洗擦拭
2 3 4 操作人员 备注
冲压点
操作人员 备注
上螺丝
操作人员 备注
螺杆压点
操作人员 备注
装箱
注意事项 目的:为有序生产,避免生产时造成混乱,充分发挥绩效的考核作用,特制定本生产流转单。 此流转单每工序经由检验员完成各工序检验,检验员需定时完成检验,异常情况及时通知反馈,对生产不良品造成的追溯个人,由此带来的
注意事项
目的:为有序生产,避免生产时造成混乱,充分发挥绩效的考核作用,特制定本生产流转单。 此流转单每工序经由检验员完成各工序检验,检验员需定时完成检验,异常情况及时通知反馈,对生产不良品造成的追溯个人,由此带来的 损失,不计入工资范畴。
生产工序流转卡模板

产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根 产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
生产流转单
水洗
·镀铝来料预检 □合格 □其它 ·备注及质量记录:
·水洗执行时间月日
·完成米数 总计水洗完成米
水洗机长: 在线品检复核:
二次套胶
□4色机
□其它
·水洗来料预检 □合格 □其它·备注及质量记录:
·印版/设备预检 □合格 □其它
·套印车速米/分钟
·套胶完成时间月日
·原膜收缩率原版周长mm / 水洗后印面单版总长mm /收缩率%
套胶机长: 在线品检复核:
烘胶
□1号机
□2号机
·印刷/二次套胶来料预检 □合格 □其它 ·备注及质量记录:
·烘胶车速米/分 烘胶温度度
·烘胶时间月日 烘胶操作人: 在线品检复核:
完
成
分切
□卧式
□立式
·分切出成品小卷 总计(□个/□套);m2/ 换算得原膜米
·备注及质量记录:
·分切完成时间月日 分切机长:包装人:在线品检复核:
当班机长:
印刷
过程
记录
相关参数
印刷车速:米/分 温度:度 湿度:%
过程描述
1.中途停车: □无 □有(次)/停车原因:
2.其他质量记录:
剥离 □始终干净 □其它:
套色 □稳定可控 □其它:
色相 □前后一致/符合标样 □其它:
版面 □无缺陷 □其它:
·备注:
填报机长: 在线品检复核:
完成结果
设备:□8色 □4色 □6色
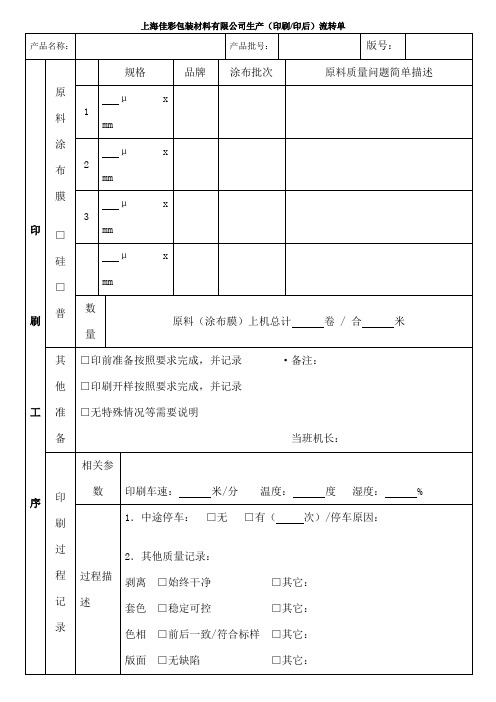
上海佳彩包装材料有限公司生产(印刷/印后)流转单
产品名称:
产品批号:
版号:
印刷Biblioteka 工序原料涂布膜
□硅
□普
规格
品牌
涂布批次
原料质量问题简单描述
·镀铝来料预检 □合格 □其它 ·备注及质量记录:
·水洗执行时间月日
·完成米数 总计水洗完成米
水洗机长: 在线品检复核:
二次套胶
□4色机
□其它
·水洗来料预检 □合格 □其它·备注及质量记录:
·印版/设备预检 □合格 □其它
·套印车速米/分钟
·套胶完成时间月日
·原膜收缩率原版周长mm / 水洗后印面单版总长mm /收缩率%
套胶机长: 在线品检复核:
烘胶
□1号机
□2号机
·印刷/二次套胶来料预检 □合格 □其它 ·备注及质量记录:
·烘胶车速米/分 烘胶温度度
·烘胶时间月日 烘胶操作人: 在线品检复核:
完
成
分切
□卧式
□立式
·分切出成品小卷 总计(□个/□套);m2/ 换算得原膜米
·备注及质量记录:
·分切完成时间月日 分切机长:包装人:在线品检复核:
当班机长:
印刷
过程
记录
相关参数
印刷车速:米/分 温度:度 湿度:%
过程描述
1.中途停车: □无 □有(次)/停车原因:
2.其他质量记录:
剥离 □始终干净 □其它:
套色 □稳定可控 □其它:
色相 □前后一致/符合标样 □其它:
版面 □无缺陷 □其它:
·备注:
填报机长: 在线品检复核:
完成结果
设备:□8色 □4色 □6色
上海佳彩包装材料有限公司生产(印刷/印后)流转单
产品名称:
产品批号:
版号:
印刷Biblioteka 工序原料涂布膜
□硅
□普
规格
品牌
涂布批次
原料质量问题简单描述
QR-206-03组件产品过程流转单(修正版)

分选日期时间操作员整片数量检验日期时间操作员换片颜色检验日期时间操作员换片颜色串并联方式检验日期时间操作员换片时间玻璃工作电压工作电流检验日期时间操作员检验出的不良内容检验层压日期时间操作员设备号工艺参数实际温度电脑显示检验装框前外观检查日期时间操作员检验出的不良内容检验装框日期时间操作员型材规格检验湖南潇湘神光新能源科技有限公司背面装接线盒日期时间操作员二极管数型号接线盒型号连接器检验清洗日期时间操作员检验出的不良内容检验测试前外观检查日期时间操作员检验出的不良内容检验电性能测试日期时间操作员开路电压短路电流功率工作电压工作电流填充因子检验耐压测试日期时间操作员耐压参数时间检验产生不合格工序返修工序不合格现象不合格原因返修结果确认人产生不合格工序返修工序不合格现象不合格原因返修结果确认人湖南潇湘神光新能源科技有限公司10000张半张a4正反面印刷
产品过程流转单(正面) 产品过程流转单(正面)
组件功率: 电池片厂商: 日期 分选 单焊 串焊 叠层 EL测试 层压
装框前外观检查
组件规格: 电池片功率: 时间 操作员 时间 时间 时间 时间 时间 时间 时间
NO. 电池片规格: 整片数量
电池片等级: 数量:பைடு நூலகம்检验
换片颜色 换片颜色
日期 日期 日期 日期 日期 日期 日期
℃
检验出的不良内容 型材规格
装框
(背面) 背面)
装接线盒
日期 日期 日期 日期 日期
返修工序
时间 时间 时间 时间 时间
操作员 二极管数 操作员 操作员
型号
接线盒型号 连接器 检验出的不良内容 检验出的不良内容
工作电压 工作电流
清洗
测试前外观检查
电性能测试
操作员 开路电压 短路电流 功率 操作员 耐压参数 时间
产品过程流转单(正面) 产品过程流转单(正面)
组件功率: 电池片厂商: 日期 分选 单焊 串焊 叠层 EL测试 层压
装框前外观检查
组件规格: 电池片功率: 时间 操作员 时间 时间 时间 时间 时间 时间 时间
NO. 电池片规格: 整片数量
电池片等级: 数量:பைடு நூலகம்检验
换片颜色 换片颜色
日期 日期 日期 日期 日期 日期 日期
℃
检验出的不良内容 型材规格
装框
(背面) 背面)
装接线盒
日期 日期 日期 日期 日期
返修工序
时间 时间 时间 时间 时间
操作员 二极管数 操作员 操作员
型号
接线盒型号 连接器 检验出的不良内容 检验出的不良内容
工作电压 工作电流
清洗
测试前外观检查
电性能测试
操作员 开路电压 短路电流 功率 操作员 耐压参数 时间
工序流转单模板

(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名 称
图 号
名称
数量
签发
补发
结存
检验结果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工值统计
5
隔离塞组装
班组
6
针部件组装
1
2
3
4
7
隔离塞点胶、固化
2
检通、硅化
止水夹
3
总装
肝素帽
4
小包装
工
值
统
计
5
班
组
6
中盒、装箱
1
2
3
4
7
天菌
5
6
7
8
8
车间
核算生产调度:车间调度:统 计:
统
计
5
装保护套
班
组
6
12
3
4
7
56
7
8
8
车间
核算
合
计
生产
统计
生产调度:车间调度:统 计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)
件
计划数量
投入日期
完工日期
完成数量
物
料
记
录
名 称
图
号
名
称
数量
签发
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名 称
图 号
名称
数量
签发
补发
结存
检验结果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工值统计
5
隔离塞组装
班组
6
针部件组装
1
2
3
4
7
隔离塞点胶、固化
2
检通、硅化
止水夹
3
总装
肝素帽
4
小包装
工
值
统
计
5
班
组
6
中盒、装箱
1
2
3
4
7
天菌
5
6
7
8
8
车间
核算生产调度:车间调度:统 计:
统
计
5
装保护套
班
组
6
12
3
4
7
56
7
8
8
车间
核算
合
计
生产
统计
生产调度:车间调度:统 计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)
件
计划数量
投入日期
完工日期
完成数量
物
料
记
录
名 称
图
号
名
称
数量
签发
精加工产品加工流转卡
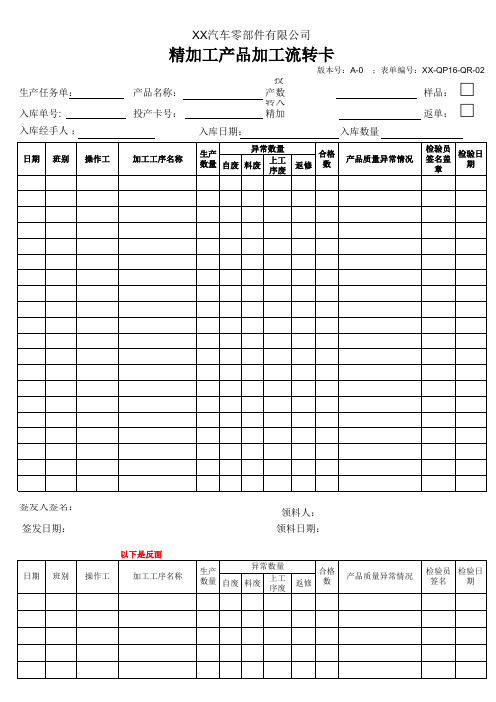
生产任务单: 入库单号: 入库经手人 :
日期 班别 操作工
XX汽车零部件有限公司
精加工产品加工流转卡
产品名称: 投产卡号:
投 产数 转入 精加
版本号:A-0
;表单编号:XX-QP16-QR-02
□ 样品பைடு நூலகம் □ 返单:
入库日期:
入库数量
加工工序名称
生产
异常数量
合格
数量 自废 料废
上工 序废
返修
数
产品质量异常情况
检验员 签名盖
章
检验日 期
签发人签名: 签发日期:
领料人: 领料日期:
日期 班别
以下是反面
操作工
加工工序名称
生产
异常数量
合格
数量 自废 料废
上工 序废
返修
数
产品质量异常情况
检验员 检验日 签名 期
签发人签名: 签发日期:
领料人: 领料日期:
日期 班别 操作工
XX汽车零部件有限公司
精加工产品加工流转卡
产品名称: 投产卡号:
投 产数 转入 精加
版本号:A-0
;表单编号:XX-QP16-QR-02
□ 样品பைடு நூலகம் □ 返单:
入库日期:
入库数量
加工工序名称
生产
异常数量
合格
数量 自废 料废
上工 序废
返修
数
产品质量异常情况
检验员 签名盖
章
检验日 期
签发人签名: 签发日期:
领料人: 领料日期:
日期 班别
以下是反面
操作工
加工工序名称
生产
异常数量
合格
数量 自废 料废
上工 序废
返修
数
产品质量异常情况
检验员 检验日 签名 期
签发人签名: 签发日期:
领料人: 领料日期:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
销售确认
□旧版本更替□新增
签字:
产品开发部
完成部分
1.检查方法:见说明书
2.完成情况:
3测试评测结论:
开发:
审核:
批准:
需要同步变更文件:□说明书 □包装盒
□面贴□小黑片
推进人:
品保部/技术部
完成部分测试Βιβλιοθήκη 告:测试结论:□发行□不发行
测试:
审核:
批准:
运营中心
完成部分
1.测试报告审核(研发,质量)
2.审核结论:
3.确定最终生产软件版本号:
审核:
批准:
产品生产软件流转单
机种名称:S81-4
文件编号:
拟申请软件
编号:
S81-4-EM78P5842N
基本版本号:
S81-4-EM78P5842N
申请部分
申请理由:更改温度水位参数,更改漏保参数
申请:
1.立项单编号:
1.软件对应PCB版本:S8107000B以上版本
2.漏保参数更改
2.其他要求:
审核:
批准:
□旧版本更替□新增
签字:
产品开发部
完成部分
1.检查方法:见说明书
2.完成情况:
3测试评测结论:
开发:
审核:
批准:
需要同步变更文件:□说明书 □包装盒
□面贴□小黑片
推进人:
品保部/技术部
完成部分测试Βιβλιοθήκη 告:测试结论:□发行□不发行
测试:
审核:
批准:
运营中心
完成部分
1.测试报告审核(研发,质量)
2.审核结论:
3.确定最终生产软件版本号:
审核:
批准:
产品生产软件流转单
机种名称:S81-4
文件编号:
拟申请软件
编号:
S81-4-EM78P5842N
基本版本号:
S81-4-EM78P5842N
申请部分
申请理由:更改温度水位参数,更改漏保参数
申请:
1.立项单编号:
1.软件对应PCB版本:S8107000B以上版本
2.漏保参数更改
2.其他要求:
审核:
批准: