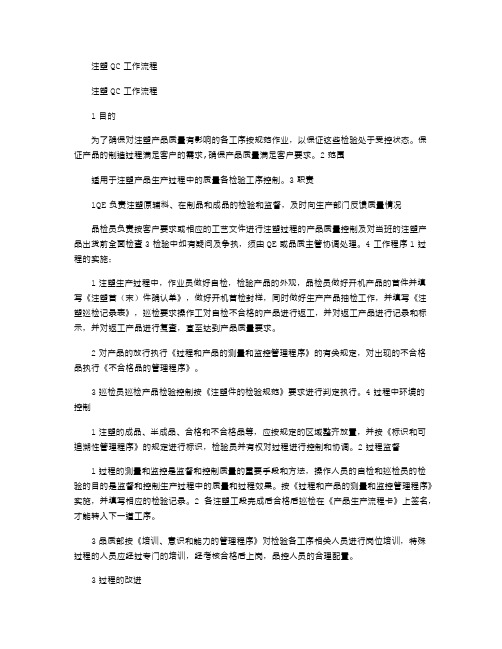
注塑QC流程图
塑胶制品QC工程图

次/2H 20PCS/次
/量治具
/※
※
《首件检查报告》
※ 《注塑射出成型参数表》
※ 《塑胶制程检验报告》
6
丝印
/
外观/尺寸
《进料检验规范》/工程图纸
抽检
MIL-STD- 目视/样板 105E 单次II /量治具
/
※
/
《进料检验报告》 外发加工
首检
1PC
※※ ※
《首件检查报告》
7
组装
/
外观/尺寸/跌落
东莞市XXXX有限公司
塑胶制品QC工程表
产品(零件)名称: 塑胶制品
制作单位: 工程部
制作:
文件编号: WI-PD-01
制作日期: 2020/1/6
版本: A/0
核准:
生产管理
质量管理
责任人
流程图
1
2 3
流程名称
领料 配料混料
烘料
使用设备 管制项目
检验要求参照文件 管制方式 检验频率
叉车 拌料机 烘料机
※
/
※
《成品检验报告》
注:1)QA针对特殊关键工序做首检及巡检,首检时机一般为:新模新材料、修模、转换model或停产已久的旧产品模具; 2)所有测量尺寸参照工程图纸要求或试装配为依据,只针对其装配尺寸做监控测量,其中不方便测量之尺寸可用配合零件试装;
第1頁,共1頁
先进先出 物料品质状态标识 UV粉/色粉与胶料掺 和比例原料与水口
掺和比例
《产品防护与仓储管制程序 》 《生管管制程序》
BOM/作业指导书
温度/时间
《塑料件成型条件表》
自检 自检 自检
100% 100% 100%
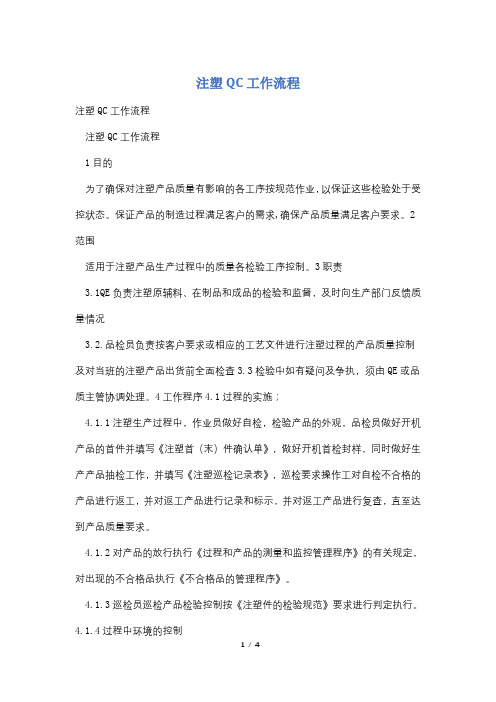
注塑品质控制流程图
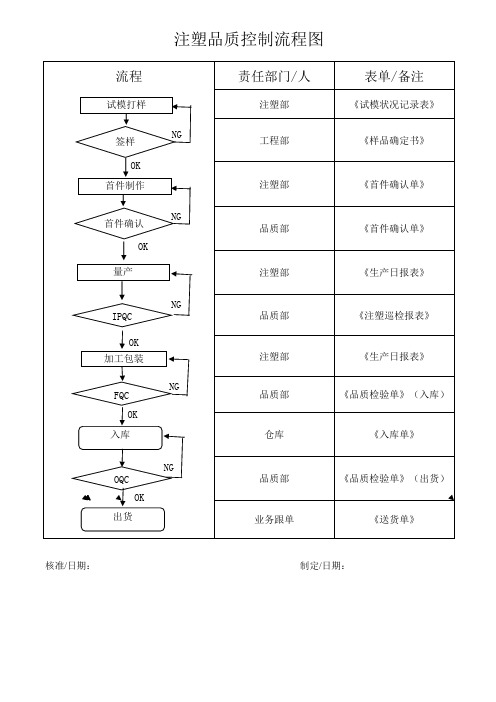
品质部 业务跟单
《品质检验单》(出货) 《送货单》
核准/日期:
制定/日期:
责任部门/人
注塑部 工程部 注塑部 品质部 注塑部
表单/备注
《试模状况记录表》 《样品确定书》 《首件确认单》 《首件确认单》 《生产日报表》
NG IPQC
OK 加工包装ห้องสมุดไป่ตู้
NG FQC
OK 入库
品质部 注塑部 品质部
仓库
《注塑巡检报表》 《生产日报表》 《品质检验单》(入库)
《入库单》
NG OQC
OK
注塑品质控制流程图流程责任部门人表单备注注塑部试模状况记录表工程部样品确定书注塑部首件确认单品质部首件确认单注塑部生产日报表品质部注塑巡检报表注塑部生产日报表品质部品质检验单入库仓库入库单品质部品质检验单出货业务跟单送货单核准日期
注塑品质控制流程图
流程
试模打样
签样
NG
OK 首件制作
NG 首件确认
OK 量产
生产注塑流程图

一、 目的
规范注塑生产流程,提升作业效率,确保注塑稳健运行。
二、适用范围
适用于注塑车间生产运行。
三、步骤说明
1、生管对注塑车间下发生产流程卡
2、注塑人员接到生产流程卡后领料
并做好相应ቤተ መጻሕፍቲ ባይዱ备模换模。
3、注塑物料员根据注塑生产指令进行
拌料、换料动作
4、注塑技术员换模好后,并依注塑成型
参数表进行工艺参数调试,产品调试
好后必须自行确认OK再交由IQC
品检检测首件,并做好手机检测
记录表
5、作业员批量生产,生产过程中巡检
两个小时对产品巡检一次,并做
相应记录
6、生产作业时,作业员在
生产过程中需产品
自检。
7、对于产品有毛边,作业员需
自行修整
备注:此注塑作业流程,适用于本公司内部注塑产品流程,各流程环节人员按此流程严格执行,如发现问题及时上报,并组织讨论后续如何进行。生产过程中注意安全,安全第一!
注塑车间qc工作流程

注塑车间qc工作流程英文回答:QC (Quality Control) is an essential part of the injection molding workshop. It involves various processes and steps to ensure the quality of the products being manufactured. Here is a typical workflow for QC in an injection molding workshop:1. Inspection of raw materials: The QC team starts by inspecting the raw materials used for injection molding. This includes checking the quality and specifications of the plastic resins, colorants, additives, and any other materials used.2. Mold inspection: Before starting the production, the molds used for injection molding are thoroughly inspected. This includes checking for any defects, damages, or wear and tear that may affect the quality of the final products.3. First article inspection: Once the production starts, the QC team conducts a first article inspection. This involves inspecting the first few parts produced to ensure that they meet the required specifications and quality standards.4. In-process inspection: During the production process, the QC team performs regular inspections to check thequality of the products at different stages. This helps in identifying any defects or issues early on and taking corrective measures.5. Dimensional inspection: The QC team conducts dimensional inspections to ensure that the products meetthe required dimensions and tolerances. This is done using measuring tools such as calipers, micrometers, and coordinate measuring machines (CMM).6. Visual inspection: Visual inspection is another important aspect of QC in injection molding. The QC team visually inspects the products for any cosmetic defects, such as scratches, dents, or discoloration.7. Functionality testing: Depending on the product requirements, functionality testing may be performed. This involves testing the products to ensure that they function as intended and meet the performance criteria.8. Final inspection: Once the production is complete, a final inspection is conducted to ensure that the products meet all the required specifications and quality standards. This includes checking for any defects, damages, or issues that may have occurred during the production process.9. Documentation and reporting: Throughout the QC process, detailed documentation is maintained, including inspection reports, test results, and any corrective actions taken. This helps in tracking the quality performance and identifying any recurring issues.中文回答:注塑车间的质量控制(QC)是非常重要的环节。
注塑QC流程图
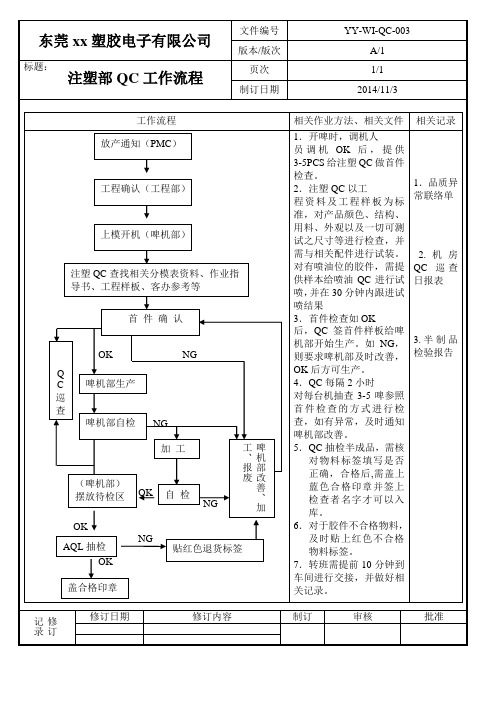
注塑部 QC 工作流程
工作流程 放产通知(PMC)
工程确认(工程部)
1.品质异 常联络单
上模开机(啤机部)
注塑 QC 查找相关分模表资料、作业指 导书、工程样板、客办参考等 首 件 确 C 巡 查 啤机部生产
NG
3. 半 制 品 检验报告
啤机部自检
NG 加 工
(啤机部) 摆放待检区 OK AQL 抽检 OK 盖合格印章
工 、 报 废
NG
OK
自 检
啤 机 部 改 OK 善 、 加
NG 贴红色退货标签
记修 录订
修订日期
修订内容
批准
东莞 xx 塑胶电子有限公司
标题:
文件编号 版本/版次 页次 制订日期
YY-WI-QC-003 A/1 1/1 2014/11/3 相关作业方法、相关文件 1.开啤时,调机人 员 调 机 OK 后 , 提 供 3-5PCS 给注塑 QC 做首件 检查。 2.注塑 QC 以工 程资料及工程样板为标 准,对产品颜色、结构、 用料、外观以及一切可测 试之尺寸等进行检查,并 需与相关配件进行试装。 对有喷油位的胶件,需提 供样本给喷油 QC 进行试 喷, 并在 30 分钟内跟进试 喷结果 3.首件检查如 OK 后,QC 签首件样板给啤 机部开始生产。如 NG, 则要求啤机部及时改善, OK 后方可生产。 4.QC 每隔 2 小时 对每台机抽查 3-5 啤参照 首件检查的方式进行检 查,如有异常,及时通知 啤机部改善。 5.QC 抽检半成品,需核 对物料标签填写是否 正确,合格后 , 需盖上 蓝色合格印章并签上 检查者名字才可以入 库。 6.对于胶件不合格物料, 及时贴上红色不合格 物料标签。 7.转班需提前 10 分钟到 车间进行交接,并做好相 关记录。 制订 审核 相关记录
QC工作流程图

特采
OK 挑选
办理 品质异常单
NG 退货
进料检验 (IQC)
NG
记录
O
进料检验报告
O签核 验收Βιβλιοθήκη 库单入库签核 退货单
贴不良标签
NG 工艺纠
首件检验 办办理理
制程检验 (IPQC)
记录
巡检
OK
检验日报表
OK
开始生
继续生产 OK
办理 品质异常单
NG 暂停生产
办理 返工通知单
不良品处
办理 不良品处
纠正措施
NG
不良品 标识、隔离
半成品检验 (PQC)
记录 检验日报表
OK 合格品放
NG 不良品
成品检验 (FQC)
记录 检验日报表
OK 放行
NG
办理 品质异常单
出货检验
办理 出货检验报告
0K
办理 合格标签
盖QC‘PASS’
出货
注塑成型工艺流程图
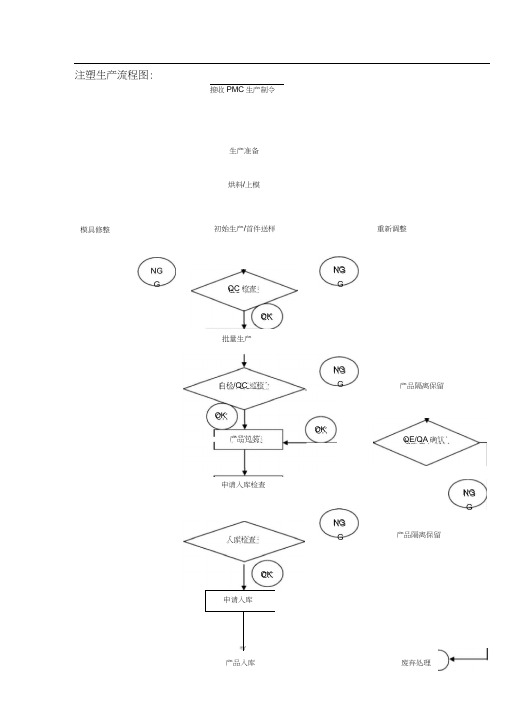
注塑生产流程图:
接收PMC 生产制令
生产准备
烘料/上模
模具修整 初始生产/首件送样 重新调整
QC 检查
OK
批量生产
NG
OK
OK
申请入库检查
自检/QC 巡检
NG
产品隔离保留
产品包装
QE/QA 确认
OK
入库检查
NG
NG
产品隔离保留
申请入库
理 f
产品入库
废弃处理
材料使用记录 材料干燥记录 成型条件参数表 模具状态票 模具装卸记录 样品送样单 成型条件日常点检表 设备日常点检表 注塑生产记录 构成 LOT NO 如:
06 (年) 04(月) 10(日) 112(机器) 01(编号) 入
库记录表
入库反检记录表 产品废弃记录表
用到的表格有
001。
最新注塑生产流程图
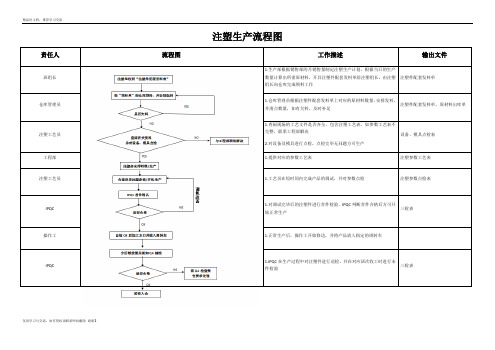
注塑生产流程图责任人流程图工作描述输出文件班组长1.生产部根据销售部的月销售量制定注塑生产计划,根据当日的生产数量计算出所需原材料,开具注塑件配套发料单给注塑组长,由注塑组长向仓库完成领料工作注塑件配套发料单仓库管理员1.仓库管理员根据注塑件配套发料单上对应的原材料数量,安排发料,并清点数量,如有欠料,及时补足注塑件配套发料单,原材料出库单注塑工艺员1.查阅现场的工艺文件是否齐全,包含注塑工艺表,如参数工艺表不完整,联系工程部解决2.对设备及模具进行点检,点检完毕无问题方可生产设备、模具点检表工程部 1.提供对应的参数工艺表注塑参数工艺表注塑工艺员 1.工艺员在短时间内完成产品的调试,并对参数点检注塑参数点检表IPQC 1.对调试完毕后的注塑件进行首件检验,IPQC判断首件合格后方可开始正常生产三检表操作工 1.正常生产后,操作工开始修边,并将产品放入指定的周转车IPQC 1.IPQC在生产过程中对注塑件进行巡检,并在对应班次收工时进行末件检验三检表范例:Good afternoon. I am glad to be here for this interview. First let me introduce myself to you. My name is XXX, and I am XXX years old. I come from the city of XXX, XXX province. I graduated from XXX University in July, 20XX, and I majored in XXX (such as Computer science and technology).In past XXX years, I worked in XXX Company as XXX engineer. I have XXX years’ experience in XXX (Java/.Net) development. Now I'd like to find a job which is more challenging. Moreover HP is a global company, so I feel I can gain the most from working in this kind of company environment. That is the reason why I come here for this position.I think I'm a good team player and I'm a person of great honesty to others. Also I am able to work under great pressure.That’s all. Thank you for giving me the chance.请根据你的实际情况替换范例中XXX部分(Please replace XXX part of the model with your actual information).常见问题对答:Interviewer:I面试官;Applicant:A求职者1.Major(专业)I:What is your major?(你的专业是什么?)A:My major is computer science and technology. I am very interested in software development.pany(公司)I:Which company are you in now?(你现在在哪家公司工作?)A:Now I am working in XXX Company as XXX engineer.3.Experience(经验/经历)I:Have you any work/project experience in this field?(你在这个领域有工作或项目经验吗?)A:Yes. I have XXX years’ experience in XXX development/testing. …… (工作经验丰富)A:Yes, I have several months experience, notvery sufficient. But I believe I can study it in project step by step. (有些经验);A:I haven’t been involved in this kind of big project before. But I have studied this course in the International Business Training Center of the XXX Company.(没有经验);4.Weakness(缺点)I:What is your major weaknesses?A:I’m afraid I’m a poor talker. I’m not comfortable talking with the people whom I have just met for the first time. That is not very good for business so I am studying public speaking.A:I’m not very confident when I face many unfamiliar people/issue.5.Strengths优点/特长。
注塑生产标准流程图

开工令
第一章 生产作业流程
成型
品管
原料
原料检验
配料
发料 入库
入库
领料
烘料
上模
调机
大量生产 加工装配
包装
OK
OK
初件 确认 NG
OK
巡回 NG 检查
NG 入库检验
1
第二章 试模作业流程
制工
企划
成型
模具项目负 责 人或模具厂
制工
1.试模申清单 2.领料单 3.模具提供 4.试模资料样品
1.生管排配机台 2.原料仓备料
第三章 注塑成型循环程序流程
启动
慢速闭模
N
限位到? Y
快速闭模
N
限位到? Y
低压,低速
限位到?
Y
N
高压锁模
N
限位到? Y
注射
顶出
N
时间或位置到?
Y
保压
N 位置到?
Y 退回
时间到? Y
N Y
位置到?
N 位置到? Y
N 报警
冷却定型
计量Leabharlann N 计时到?Y报警
N 时间到?
Y
位置到? Y
N
开模
启模
N 位置到?
Y
3
1 停电
第四章 生产故障处理流程
将设备电源开关切断
课/部级主管
停
电
知会生管单位
现场人员待命
连络机电单位
是否 N
长时间 停电
Y 工作现场整理
待命 生产
人员集合说明及解散
4
2 停水
课级主管
停水 连络机电维修
Y 停机
Y
2021年注塑QC工作流程
注塑QC工作流程注塑QC工作流程1目的为了确保对注塑产品质量有影响的各工序按规范作业,以保证这些检验处于受控状态。
保证产品的制造过程满足客户的需求,确保产品质量满足客户要求。
2范围适用于注塑产品生产过程中的质量各检验工序控制。
3职责1QE负责注塑原辅料、在制品和成品的检验和监督,及时向生产部门反馈质量情况品检员负责按客户要求或相应的工艺文件进行注塑过程的产品质量控制及对当班的注塑产品出货前全面检查3检验中如有疑问及争执,须由QE或品质主管协调处理。
4工作程序1过程的实施;1注塑生产过程中,作业员做好自检,检验产品的外观,品检员做好开机产品的首件并填写《注塑首(末)件确认单》,做好开机首检封样,同时做好生产产品抽检工作,并填写《注塑巡检记录表》,巡检要求操作工对自检不合格的产品进行返工,并对返工产品进行记录和标示,并对返工产品进行复查,直至达到产品质量要求。
2对产品的放行执行《过程和产品的测量和监控管理程序》的有关规定,对出现的不合格品执行《不合格品的管理程序》。
3巡检员巡检产品检验控制按《注塑件的检验规范》要求进行判定执行。
4过程中环境的控制1注塑的成品、半成品、合格和不合格品等,应按规定的区域整齐放置,并按《标识和可追溯性管理程序》的规定进行标识,检验员并有权对过程进行控制和协调。
2过程监督1过程的测量和监控是监督和控制质量的重要手段和方法,操作人员的自检和巡检员的检验的目的是监督和控制生产过程中的质量和过程效果。
按《过程和产品的测量和监控管理程序》实施,并填写相应的检验记录。
2各注塑工段完成后合格后巡检在《产品生产流程卡》上签名,才能转入下一道工序。
3品质部按《培训、意识和能力的管理程序》对检验各工序相关人员进行岗位培训,特殊过程的人员应经过专门的培训,经考核合格后上岗,品控人员的合理配置。
3过程的改进1品控人员发现的问题应及时纠正,进行分析、找出改进的方法,并按《纠正和预防措施控制程序》实施。
注塑QC工作流程
注塑QC工作流程注塑QC工作流程注塑QC工作流程1目的为了确保对注塑产品质量有影响的各工序按规范作业,以保证这些检验处于受控状态。
保证产品的制造过程满足客户的需求,确保产品质量满足客户要求。
2范围适用于注塑产品生产过程中的质量各检验工序控制。
3职责3.1QE负责注塑原辅料、在制品和成品的检验和监督,及时向生产部门反馈质量情况3.2.品检员负责按客户要求或相应的工艺文件进行注塑过程的产品质量控制及对当班的注塑产品出货前全面检查3.3检验中如有疑问及争执,须由QE或品质主管协调处理。
4工作程序4.1过程的实施;4.1.1注塑生产过程中,作业员做好自检,检验产品的外观,品检员做好开机产品的首件并填写《注塑首(末)件确认单》,做好开机首检封样,同时做好生产产品抽检工作,并填写《注塑巡检记录表》,巡检要求操作工对自检不合格的产品进行返工,并对返工产品进行记录和标示,并对返工产品进行复查,直至达到产品质量要求。
4.1.2对产品的放行执行《过程和产品的测量和监控管理程序》的有关规定,对出现的不合格品执行《不合格品的管理程序》。
4.1.3巡检员巡检产品检验控制按《注塑件的检验规范》要求进行判定执行。
4.1.4过程中环境的控制4.1.4.1注塑的成品、半成品、合格和不合格品等,应按规定的区域整齐放置,并按《标识和可追溯性管理程序》的规定进行标识,检验员并有权对过程进行控制和协调。
4.2过程监督4.2.1过程的测量和监控是监督和控制质量的重要手段和方法,操作人员的自检和巡检员的检验的目的是监督和控制生产过程中的质量和过程效果。
按《过程和产品的测量和监控管理程序》实施,并填写相应的检验记录。
4.2.2各注塑工段完成后合格后巡检在《产品生产流程卡》上签名,才能转入下一道工序。
4.2.3品质部按《培训、意识和能力的管理程序》对检验各工序相关人员进行岗位培训,特殊过程的人员应经过专门的培训,经考核合格后上岗,品控人员的合理配置。
注塑流程图
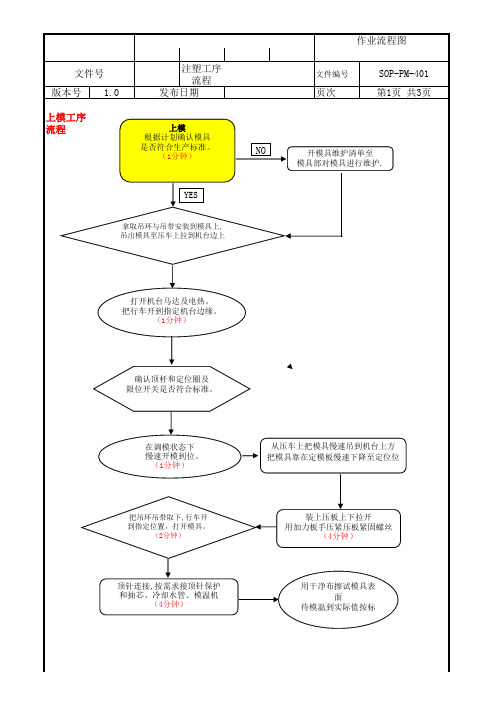
YES
关掉模温机、用干净的布擦 拭模具表面、喷上防锈剂。
(1分钟)
作业流程图
文件编号
页次
SOP-PM-401 第3页 共3页
NO
确认计划是否还有后桶内、拔掉水管
(2分钟)
把行车开到指定机台边缘 固定好,插上电源。
拿取相对吊环、吊带安
装到模具上方,吊带吊
确认顶杆和定位圈及 限位开关是否符合标准。
在调模状态下 慢速开模到位。
(1分钟)
从压车上把模具慢速吊到机台上方 把模具靠在定模板慢速下降至定位位
把吊环吊带取下,行车开 到指定位置,打开模具。
(2分钟)
顶针连接,按需求接顶针保护 和抽芯、冷却水管、模温机
(4分钟)
装上压板上下拉开 用加力板手压紧压板紧固螺丝
(4分钟)
用干净布擦试模具表 面
待模温到实际值按标
文件号 版本号 1.0
PPAP工
序流程 生产维护 工序流程
工艺优化 工序流程
注塑工序
流程 发布日期
PPAP
确认原料OK及模温到实际值 确认模具结构符合生产标准开始调
试
作业流程图
文件编号
页次
SOP-PM-401 第2页 共3页
设定 抽芯进退芯程序
锁模力调整 打开机台马达调至在调模状态 下慢速合模到位后进行自动调
在行车吊钩上拉紧。 (1分钟)
把模具从机台内慢速吊出到 压车上、拉到模具平台。 (3分钟)
把行车开到指定位置,用1-2公斤 PP料清洗螺杆后,关掉电源。 (5分钟)
松开压板螺丝、打 开动模板到相应位
置。
备注:此 工作流程 仅作参考 。按机台 吨位来确 定时间长 短。
注塑车间生产流程图
车间填写《领料单》 车间准备生产
PMC审核
首件确认
正式生产
QC检查OK
盖 PA SS 章
QC检查NG 返 工 退货
入仓
退
仓
《生产变更确认单》
单
《首件检查记录表》 《品质检验指导书》 《成型工艺表》 《包装指导书》 《随箱单》 《IPQC巡检记录表》 《不合格品处理记录表》
《返检处理单》
《退仓 录表》 导书》
录表》 》
措施》
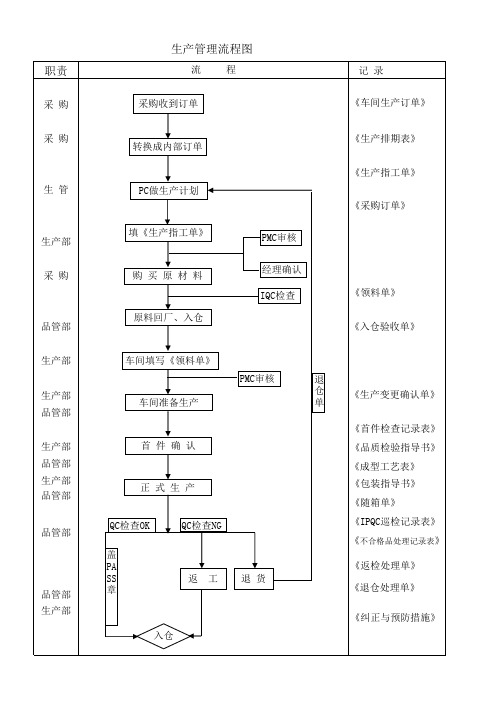
职责
采购 采购
生管
生产部 采购
品管部 生产部 生产部 品管部 生产部 品管部 生产部 品管部 品管部
品管部 生产部
生产管理流程图
流程
采购收到订单
记录 《车间生产订单》
转换成内部订单 PC做生产计划
填《生产指工单》 购买原材料 原料回厂、入仓
PMC审核 经理确认 IQC检查
《生产排期表》 《生产指工单》 《采购订单》
QC工作流程图、生产流程图
管理审查 品质系统提升与品质制度(系统)之持续改进
SY-2-P-01 SY-2-W-01 SY-2-M-04 SY-2-Q-06 SY-2-Q-08
格式: Q-001-01
A4 (210mm× 297mm)
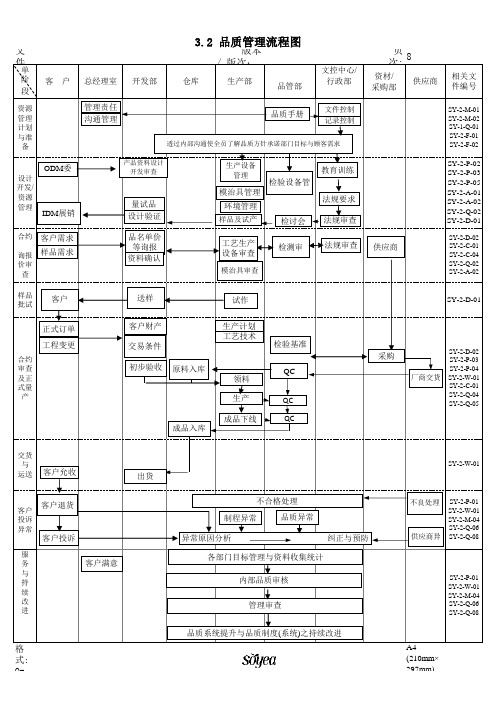
客
户
总经理室 管理责任 沟通管理
文件控制 记录控制
透过内部沟通使全员了解品质方针承诺部门目标与顾客需求 产品资料设计 开发审查
设计 开发/ 资源 管理
ODM委
ቤተ መጻሕፍቲ ባይዱ
生产设备 管理
教育训练 检验设备管 法规要求 检讨会 检测审 法规审查 法规审查 供应商
模治具管理 量试品 IDM展销 客户需求 样品需求 设计验证 品名单价 等询报 资料确认 环境管理
成品下线
成品入库
交货 与 运送
SY-2-W-01
客户允收
出货 不合格处理
制程异常
不良处理
SY-2-P-01 SY-2-W-01 SY-2-M-04 SY-2-Q-06 SY-2-Q-08
客户 投诉 异常 服 务 与 持 续 改 进
客户退货
品质异常 纠正与预防
供应商异
客户投诉 客户满意
异常原因分析
各部门目标管理与资料收集统计 内部品质审核
样品及试产
SY-2-P-02 SY-2-P-03 SY-2-P-05 SY-2-A-01 SY-2-A-02 SY-2-Q-02 SY-2-D-01
SY-2-D-02 SY-2-C-01 SY-2-C-04 SY-2-Q-02 SY-2-A-02
合约 询报 价审 查 样品 批试
工艺生产
模治具审查
客户
3.2 品质管理流程图
文件编号: SY-1-Q-01
注塑生产流程图
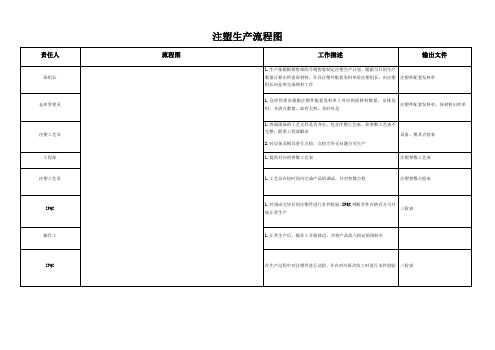
责任人
流程图
工作描述
输出文件
班组长
1.生产部根据销售部的月销售量制定注塑生产计划,根据当日的生产数量计算出所需原材料,开具注塑件配套发料单给注塑组长,由注塑组长向仓库完成领料工作
注塑件配套发料单
仓库管理员
1.仓库管理员根据注塑件配套发料单上对应的原材料数量,安排发料,并清点数量,如有欠料,及时补足
IPQC
1.对调试完毕后的注塑件进行首件检验,IPQC判断首件合格后方可开始正常生产
三检表
操作工
1.正常生产后,操作工开始修边,并将产品放入指定的周转车
IPQC
在生产过程中对注塑件进行巡检,并在对应班次收工时进行末件检验
三检表
仓库管理员
1.每个班次收工时,仓库管理员入库,并做相应记录
入库单
注塑件配套发料单,原材料出库单
注塑工员
1.查阅现场的工艺文件是否齐全,包含注塑工艺表,如参数工艺表不完整,联系工程部解决
2.对设备及模具进行点检,点检完毕无问题方可生产
设备、模具点检表
工程部
1.提供对应的参数工艺表
注塑参数工艺表
注塑工艺员
1.工艺员在短时间内完成产品的调试,并对参数点检
注塑参数点检表
注塑QC巡查检验流程图
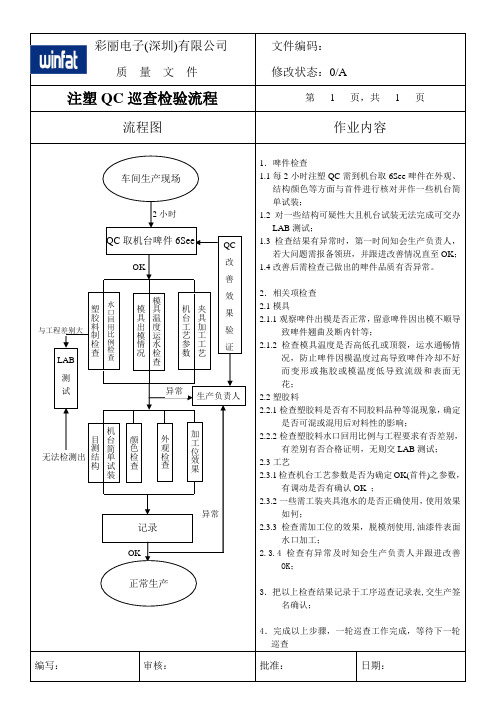
彩丽电子(深圳)有限公司质 量 文 件文件编码: 修改状态:0/A注塑QC 巡查检验流程第 1 页,共 1 页流程图作业内容1.啤件检查1.1每2小时注塑QC 需到机台取6See 啤件在外观、结构颜色等方面与首件进行核对并作一些机台简单试装;1.2对一些结构可疑性大且机台试装无法完成可交办LAB 测试;1.3检查结果有异常时,第一时间知会生产负责人,若大问题需报备领班,并跟进改善情况直至OK ; 1.4改善后需检查己做出的啤件品质有否异常。
2.相关项检查 2.1模具2.1.1观察啤件出模是否正常,留意啤件因出模不顺导致啤件翘曲及断内针等;2.1.2检查模具温度是否高低孔或顶裂,运水通畅情况,防止啤件因模温度过高导致啤件冷却不好而变形或拖胶或模温度低导致流级和表面无花; 2.2塑胶料2.2.1检查塑胶料是否有不同胶料品种等混现象,确定是否可混或混用后对料性的影响;2.2.2检查塑胶料水口回用比例与工程要求有否差别,有差别有否合格证明,无则交LAB 测试; 2.3工艺2.3.1检查机台工艺参数是否为确定OK(首件)之参数,有调动是否有确认OK ;2.3.2一些需工装夹具泡水的是否正确使用,使用效果如何;2.3.3检查需加工位的效果,脱模剂使用,油漆件表面水口加工;2.3.4检查有异常及时知会生产负责人并跟进改善OK ;3.把以上检查结果记录于工序巡查记录表,交生产签名确认;4.完成以上步骤,一轮巡查工作完成,等待下一轮巡查编写:审核:批准: 日期:异常记录正常生产LAB测 试无法检测出 与工程差别大 QC 改 善效果 验 证生产负责人机台简单试装目测结构颜色检查外观检查加工位效果水口回用比例检查塑胶料制检查模具温度运水检查模具出模情况夹具加工工艺机台工艺参数OK车间生产现场 QC 取机台啤件6See2小时OK异常。
塑胶五金件生产流程图 QC工程图

品保部(QA)
制程序》处理 储
存
2
储存
(store)
3
发料(store issue)
仓库 (warehouse )
射出
成型
4
射出成型(injection)
射出部(MFG)
毛边 处理
PIN 折弯 成型
电 镀
全检
5
毛边处理
(De-flash)
6
PIN折彎成型
Shaping pin
7 依《检验与测试
电镀 Plating
管理程序》&
《不合格品控制
程序》处理
8
全检100%
( inspection)
射出部(MFG)
冲压(MFG)
电镀厂(Electroplate Factory)
外观全检组 (100% inspect Dept.)
PIN
切脚
9
PIN切脚 (Cutting pin)
冲压(MFG)
塑胶五金件生产流程图
Process follow chart
品名:
制程責任:
页数:
1
料号: 跨功能小组成员 :
发行日期:
编制:
FMEA(REV)
1
工工序序名称(process name)
责任部门
进料
依《检验与测
检验
试管理程序》 & 《不合格品控
1
进料检验(incoming
material inspeciton)
装管
入库
检查
装管入库检查
包装部/仓库
10 (Packing and ship to
(Packiing /warehouse )
注塑车间流程图
生产正常时,领班 巡查各机台生产状 况即时处置产品质 量异常情况
OK 操作员
IPQC巡检
根据作业指导书生产、员 工自检、
巡检周期为2H,如出现不 合格需及时分开
作业指导书 产 品图纸 首件 记录表 巡检纪 录表 设备.模
具点检表 生产记录表
IPQC 操作员
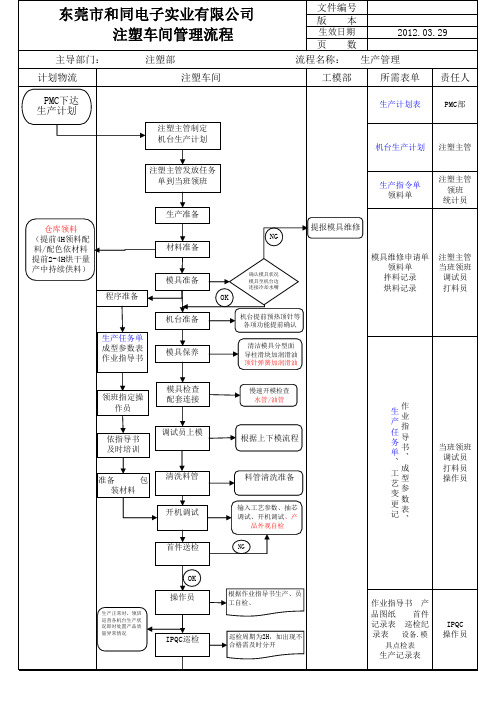
东莞市和同电子实业有限公司 注塑车间管理流程
程序准备
生产准备
NG 材料准备
模具准备
确认模具状况 模具至机台边 连接冷却水嘴
OK
生产指令单 领料单
注塑主管 领班 统计员
提报模具维修
模具维修申请单 领料单 拌料记录 烘料记录
注塑主管 当班领班
调试员 打料员
生产任务单 成型参数表 作业指导书
机台准备 模具保养
机台提前预热顶针等 各项功能提前确认
清洁模具分型面 导柱滑块加润滑油 顶针弹簧加润滑油
领班指定操 作员
模具检查 配套连接
依指导书 及时培训
调试员上模
准备
包
装材料
清洗料管 开机调试
程
料管清洗准备
输入工艺参数、抽芯 调试、开机调试、产
品外观自检 NG
生 产 任 务 单 、
作 业 指 导 书 、
工 艺 变 更 记
成 型 参 数 表 、
当班领班 调试员 打料员 操作员
主导部门: 计划物流
注塑部 注塑车间
文件编号 版本 生效日期 页数
2012.03.29
流程名称: 生产管理
工模部
所需表单 责任人
入库员 入库
不合格品 处理、当 班需要返 工的需要 当班完成
必须拉入 半成品待 入库区
调试员换模间 隙,操作员整 理机台及周边 环境卫生,清 理工作时产生 的垃圾
注塑生产流程图

1.对调试完毕后的注塑件进行首件检验,IPQC判断首件合格后方可开始正常生产
三检表
操作工
1.正常生产后,操作工开始修边,并将产品放入指定的周转车
IPQC
1.IPQC在生产过程中对注塑件进行巡检,班次收工时,仓库管理员入库,并做相应记录
入库单
注塑件配套发料单,原材料出库单
注塑工艺员
1.查阅现场的工艺文件是否齐全,包含注塑工艺表,如参数工艺表不完整,联系工程部解决
2.对设备及模具进行点检,点检完毕无问题方可生产
设备、模具点检表
工程部
1.提供对应的参数工艺表
注塑参数工艺表
注塑工艺员
1.工艺员在短时间内完成产品的调试,并对参数点检
注塑参数点检表
注塑生产流程图
责任人
流程图
工作描述
输出文件
班组长
1.生产部根据销售部的月销售量制定注塑生产计划,根据当日的生产数量计算出所需原材料,开具注塑件配套发料单给注塑组长,由注塑组长向仓库完成领料工作
注塑件配套发料单
仓库管理员
1.仓库管理员根据注塑件配套发料单上对应的原材料数量,安排发料,并清点数量,如有欠料,及时补足
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7.转班需提前 10 分钟到
车间进行交接,并做好相
关记录。
记修 录订
修订日期
修订内容
制订
审核
批准
..
. ..
3. 半 制 品 检验报告
OK 后方可生产。
4.QC 每隔 2 小时
对每台机抽查 3-5 啤参照
首件检查的方式进行检
查,如有异常,及时通知
啤机部改善。
5.QC 抽检半成品,需核
对物料标签填写是否
正确,合格后,需盖上
蓝色合格印章并签上
检查者名字才可以入
库。
6.对于胶件不合格物料,
及时贴上红色不合格
物料标签。
1.品质异 常联络单
准,对产品颜色、结构、
用料、外观以及一切可测
试之尺寸等进行检查,并
需与相关配件进行试装。 2. 机 房 对有喷油位的胶件,需提 QC 巡 查 供样本给喷油 QC 进行试 日报表
喷,并在 30 分钟内跟进试
喷结果
3.首件检查如 OK
后,QC 签首件样板给啤 机部开始生产。如 NG, 则要求啤机部及时改善,
查 啤机部自检 NG
加工 (啤机部) 摆放待检区 OK 自 检
NG
工啤 、机 报部 废 改善OK
、 加
OK AQL 抽检
OK
NG 贴红色退货标签
盖合格印章
相关作业方法、相关文件 相关记录
1.开啤时,调机人
员 调 机 OK 后 , 提 供
3-5PCS 给注塑 QC 做首件
检查。
2.注塑 QC 以工 程资料及工程样板为标
东莞 xx 塑胶电子有限公司
标题:
注塑部 QC 工作流程
文件编号 版本/版次
页次 制订日期
.
YY-WI-QC-003 A/1 1/1
2014/11/3
工作流程 放产通知(PMC)
工程确认(工程部)
上模开机(啤机部)
注塑 QC 查找相关分模表资料、作业指 导书、工程样板、客办参考等
首件确认
OK
NG
Q C 啤机部生产 巡