起重机制造工艺流程
桥式起重机主梁制造工艺与焊接工艺

桥式起重机主梁制造工艺与焊接工艺设计报告团队成员:..................................................专业班级:...............指导教师:....................1前言桥式起重机是横架于车间、仓库和料场上空进行物料吊运的起重设备。
由于它的两端坐落在高大的水泥柱或者金属支架上,形状似桥。
桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。
在室内外工矿企业、钢铁化工、铁路交通、港口码头以及物流周转等部门和场所均得到广泛的运用,是使用范围最广、数量最多的一种起重机械。
本文主要介绍了跨度21m,起重量50t 的通用桥式起重机箱型梁的设计生产过程。
所选用的钢材为Q345。
2桥梁的总体结构主梁为双梁模型,结构简图如下:主梁 主梁是桥式起重机桥架中主要受力元件,由左右两块腹板,上下两块盖板以及若干大、小隔板及加强筋板组成。
主要技术要求有:主梁上拱度:当受载后,可抵消按主梁刚度条件产生的下挠变形,避免承载小车爬坡。
主梁旁变:在制造桥架时,走台侧焊后有拉深残余应力,当运输及使用过程中残余应力释放后,导致两主梁向内旁弯;而且主梁在水平惯性载荷作用下,按刚度条件允许有一定侧向弯曲,两者叠加会造成大弯曲变形。
腹板波浪变形:受压区07.0δ<,受拉区02.1δ<,规定较低的波浪变形对于提高起重机的稳定性和寿命是有利的。
上盖板水平度250/b c ≤,腹板垂直度250/0h h ≤,b 为盖板宽度,h0为上下盖板之间的高度。
端梁 端梁是桥式起重机桥架组成部分之一,一般采用箱型结构,并在水平面内与主梁刚性连接,端梁按受载情况可分下述两类:(1)、端梁受有主梁的最大支承压力,即端梁上作用有垂直载荷。
(2)、端梁没有垂直载荷,端梁只起联系主梁的作用。
3主梁的尺寸及校核主梁截面图:尺寸:一、箱型主梁截面的主要几何尺寸 起重机的跨度L L=S -b 式中:S=21m ;b=1500mm(无通道); b=2000mm(有通道);L=19.5m 中部高度h 101161→=L h 即:1212mm ≤h ≤1950mm h=1300mm端梁连接处高度h 1 h h 5.01==1h 650mm梯形高度C C=(0.1~0.2)L C=2.925m 端梁宽度C0 C0=288.5mmC0=288.5mm 腹板的壁间距b 00.2~5.1601~50100=≥b hL bb0=800mm腹板厚度δ0 m m 60=δδ0=6mm 盖板宽度bmm b b )20(200++=δb=852mm大隔板间距a 大 靠近端梁处a 大`=h=1300mm 梁中处a 大=1.5h=1950mma 大`=h=1300mma 大=1.5h=1950mm 小隔板高度h 232h h =h2=433.3mm小隔板间距a 小 靠近端梁处a 小`=0.5h= 650mm 梁中处a 小=0.5h=650mm a 小`=0.5h= 650mm a 小=0.5h=650mm 纵向加筋角钢h3h h 25.03=h3=325mm盖板厚1δ 2δ 根据实际情况确定盖板厚1δ 2δ1δ=2δ=10mm主梁的受力分析(1)载荷的计算a) 由活动载荷引起的弯矩和剪力的计算:设小车轮距m b 21=,则m b 121=当活动载荷21P P =,即小车自重和起重载荷作用在一个主梁上的两个车轮的轮压相同,其合力在21b 处,合力t Gq G K P P R II x II 35.3225.622.2221=+=ψ+=+=进行受力分析可知:∑=0F ∑=0BM则LRb x L F A )2(1--=对LRb x L F A )2(1--=进行求导,则L R F A -='\,即A F 为减函数,则有 当10b L x -〈〈时,.5170〈〈x 即,则有 当0=x 时t L R b x L 69.305.1935.32)15.19()2(F Q 1A max=⨯-=--==活对LRx b x L x F A )2(1--=进行求导,则有)22(1\x b L L R F A --='小车自重 2t 2t 桥梁自重11t11t载荷组合II主梁载荷小车载荷起重载荷t G K q II 1.12111.1=⨯= t Gx K II 2.221.1=⨯= t G q II 5.625025.1=⨯=ψ当4b 21-=L x 时,即25.94225.194b 21=-=-=L x ,x F A 取得极大值,所以 m t L Rx b x L ⋅=⨯⨯--=--==95.1415.1925.935.32)125.95.19()2(x F M 1A max 活同理,当L x b L 〈〈-1时,即17.5<x<19.5当x=17.5时,t L R x L 6.615.19235.32).5175.19(2)(Q max =⨯⨯-=-=活m t L Rx x L ⋅=⨯⨯⨯-=-==17.2925.195.1735.32)5.175.19(2)(x F M A max 活b) 由固定荷载引起的弯矩和剪力的计算:均布荷载,如图所示:距支点A 距离为x 的截面上的固定均布载荷引起的剪力和弯矩分别为t G K qL F F q II B A 05.62111.122=⨯==== m N L G K q q II 6205.05.19111.1=⨯==当x=0时 t 05.6qx -F Q A max ==均2qx -x F M 2A =均,对其进行求导,qx -F A \='均M 令0\='均M ,则x=9.75m ,此时均M 取得最大值,即m t ⋅=⨯-⨯==49.29275.90.620575.905.62qx -x F M 22A max 均 通过对剪力图和弯矩图的分析得出垂直方向的最大剪力和弯矩由于活动载荷和均布载荷引起的最大剪力都是在X=0处产生 所以:Q ⊥max =Q 活max + Q 均max =30.69t+6.05t=36.74t由于活动载荷和均布载荷引起的最大弯矩不在同一处产生,所以不能直接加减求得 故:M ⊥max =2(L-x-b 1/2)Rx /L -q.x ^2/2、M ⊥max '=0 x=(2RL-b 1)/(4R+q.L)=8.46m故在x=8.46m 处取得最大弯矩M ⊥max =259.62t ·m计算水平方向的弯矩时,可以认为桥架是一个超静定刚架结构,最大弯矩为)23(24)21(42maxγγl l q l l F M sh sh sh -+-= 其中'233*38yy gJ J K B c l ++=γ可简化计算,令 Q shmax =0.1 Q ⊥max =3.674tM shmax=0.1 M ⊥max =25.962t ·m(2)强度的计算尺寸确定后惯性矩的 计算4233210131300009186.02102128010852210852122128062121)22(2122)2(121m h b b h I x =⎪⎭⎫ ⎝⎛+⨯⨯⨯+⨯⨯+⨯⨯⨯=+++=δδδδ442332000030031003525.0)26800(6128026128061852102121]2/)[(2122)2(121m mm b h h b I Y =+⨯⨯⨯+⨯⨯+⨯⨯⨯=+++=δδδδ 3301413.0650.0009186.02m m h I W x x === 33008275.0426.0003525.02/m m b I W y y=== 由max max sh M M 和⊥产生的主梁跨中截面的正应力分别为MPa W M x 74.18301413.062.259max ===⊥⊥σ M P aW M y sh sh 374.31008275.0962.25max max ===σ 故水平和垂直弯矩同时作用时,在主梁上下盖中引起最大正应力为MPa sh 114.215374.3174.183max =+=+=⊥σσσ经过查参考资料《优质碳素结构钢》-低碳合金钢的力学性能和对比,取Q345比较合适,则许用应力为:Mpa Mpa s114.2152305.13455.1][=>===σσσ故选用Q345钢,强度符合要求。
起重机桥架的制造工艺

起重机桥架的制造一、起重机箱形主梁制造工艺(一)进厂原材料复检1.入库前应进行质量证明书检查2.实物检查3.理化性能测试(二)主梁、支腿等重要零部件所用的材料的要求:1.A1~A6级起重机,当板厚大于20mm时,钢材牌号应不低于Q235-B;对A7~A8级起重机,钢材牌号应不低于Q235-C。
2.环境温度-20℃~-25℃,或环境温度低于-25℃时,应选用Q235-D或16Mn,且要求在-20℃时的冲击功不小于27J。
3.严禁在低温下使用沸腾钢。
这是因为①沸腾钢脱氧不完全,氧能使钢变脆;②内部杂质较高,成份偏析较大,因而冲击值较低;③冷脆倾向和时效敏感性较大;④焊接性较差。
(五)钢材预处理热轧钢材表面通常有一层氧化皮,呈灰黑色,覆盖于钢材表面,应进行除锈喷丸等预处理,并进行防锈处理。
通常采用的防锈底漆有703环氧脂铁红和无机硅酸锌底漆等。
锈是一种有氧化物和水分子的物质。
锈和氧化物的危害有减弱结构件的承载能力,降低结构的涂漆质量,影响乙块火焰切割和焊接质量等。
(四)主梁的拼接与组装1.盖板与腹板的拼接2.腹板下料主梁成拱最常用的方法是腹板下料成拱法。
腹板的拱形可采用二次抛物线形或正弦曲线形。
腹板上拱值规定为0.9~1.4S/1000,考虑气割、焊接电流、焊接速度、操作者技术程度等因素影响,多取 1.4S/1000。
腹板下料有三种方法:(1)腹板拱度曲线直接号料法(2)样板号料法3.盖板、腹板对接焊缝焊接(1)开坡口盖板、腹板对接焊缝要求焊透,采取开坡口的方法,以增加熔深。
板厚δ时就要开坡口。
mm>6(2)板件拼接间隙和定位焊①板件拼接间隙过大,焊接时易产生烧穿、焊缝成形不佳的缺陷,同时焊接变形也较大。
②定位焊的技术要求盖板、腹板定位焊前要检查一下板边的直线度和预拱值,可用拉粉线或钢丝线测量。
定位焊焊肉要比正式焊缝小,焊缝质量同正式焊缝,不得存在夹渣、裂纹、未焊透等缺陷,定位焊的间距,在根据拼接钢板定型的条件凭经验确定,通常长为20~40mm焊缝,间距在70~150mm范围内。
起重机工艺流程图
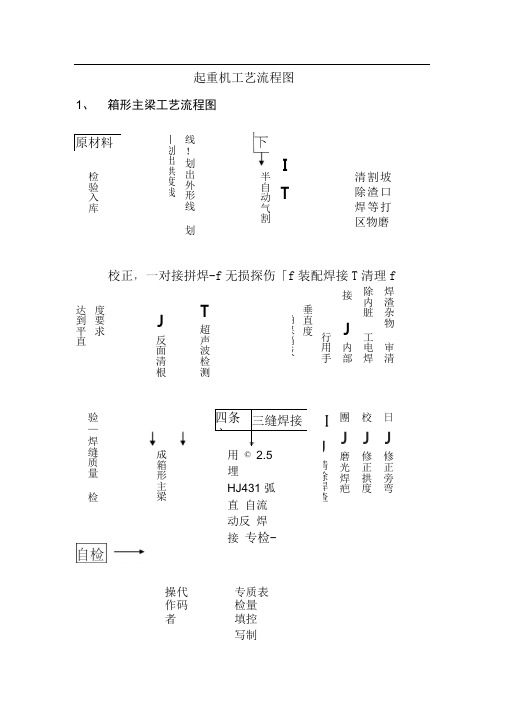
清割坡 除渣口 焊等打 区物磨起重机工艺流程图1、 箱形主梁工艺流程图I T 剪 切半自动气割线!划出外形线 划丨划出拱度线原材料检验入库校正,一对接拼焊-f 无损探伤「f 装配焊接T 清理f焊渣杂物 审清除内脏 工电焊接J 内部行用手垂直度J 确保隔板T超声波检测J反面清根度要求达到平直日J修正旁弯校J 修正拱度團J 磨光焊疤WIJ清除焊渣四条主三缝焊接 1 F用 © 2.5 埋HJ431 弧直 自流 动反 焊接 专检-成箱形主梁装配下盖板验—焊缝质量 检J内腔检验操代 专质表 作码 检量 者填控写制2、 轮组装配工艺流程图清 洗 ------- 检测 ---------- 润滑 --------- 装配 部位加润滑剂轴承等工作尺寸及公差 确认各种规格轮孔等部位 清洗轴承,轴煤油或洗涤济专 检 ------ ►待装酉己一►>打钢印操作者代码3、 小车装配工艺流程图准备一-清洗注油审最后减速箱内•加油脂轴承内、齿面尺寸及公差 !确认各件规格轴及孔等部位 —清洗轴承齿轮 煤油或洗涤济-领取各件按技术文件—场地清理入库I 噪音震动—行走机构J 起升机构手工盘动灵活性螺钉松紧度4、端梁工艺流程图连于接工艺清理* —►检验\-------装配点焊 ---►四条主缝焊接1 1清磨内每垂装成埋或除光腔组直配箱弧C02焊焊焊2. 度下形自气渣疤缝件平盖端动保质弯行板梁焊焊量板度原材料•"预处理+ —►划线校正装配点焊-------- ►划线•钻铰孑料一■清理一装配焊接一rn u两轮端面共面度两轮端面垂直度两轮轴平行度—装车轮组垂直度—校正弯板J操作者代号5、桥架工艺流程图正色道轨轨距面度J四轮着力点共Y跨度丫四轮对角线审上拱度「王梁对应截面—平行放置端梁垂直主梁Y向外平行放置主梁旁弯—水平度托架找准*整理场地清除表面余飞溅等毛刺及残磨对号标记沪—安装标记标J合格标记电动单梁起重机工艺流程图1、U型主梁工艺流程图.预处理.一划线一下料一成形原材料—涂无害漆■表面除锈审检验入库•划线f气割•焊接•装配'形成上拱度割两边裕量外形尺寸rnu:戈出U型槽后外侧清根焊先焊内侧对接缝对装接配U点型焊槽隔钢板U型槽外形-专检一内钢超U焊腔焊声型缝及缝波槽工字渣等杂物清除内腔焊加热求拱度工字钢火焰正上拱度火焰修正控制表J填写质量J清除焊渣J装斜腹板2、端梁工艺流程图形—冷压弯•剪切油锈"喷丸除检验入库审操作者代码渲—清除内腔杂物冋接后外侧清根焊先焊内侧对缝正.确保机加工量校—校正旁弯装配点焊隔板对接U型槽冈清U型槽外形3、 车轮组装配工艺流程图配一自检一滑J轴承内加油脂格尺寸及公差,确认各件规轮孔等部位 *清洗轴承轴 煤油或洗涤济待装配打钢印•一专检4、 主梁连接板装配工艺流程图焊接清理准备一装配.焊疤等打磨毛刺保四轮着力点共面确两端梁平行 装主梁与端梁垂直 丄跨度具调整整机组装用胎拆开 —►清理------ ►涂漆打钢印,一专检整机 涂 漆标识一入库。
桥式起重机主梁焊接工艺

桥式起重机主梁焊接工艺桥式起重机主梁焊接工艺1 主梁的生产工艺流程 2 主梁零件的制作备料工艺焊接生产备料过程有很多生产工序,焊接生产备料指从原材料入厂至零件加工制作的工艺过程。
其中以焊接生产材料入厂检验、材料预处理、放样与展开、热切割技术、弯曲与成形、剪切与冲压等工艺最为重要,是焊接生产备料工艺的核心内容。
备料工艺卡表 1 主梁备料工艺卡部件名称:主梁编号名称工艺尺寸数量材料传递路线工序工艺员:大型零件的拼接要求:1画出拼接示意图,例如 2 焊接规范主梁的上下盖板和腹板拼接的对接焊缝均采用坡口,自己定坡口,用砂轮或碳弧气刨清根。
(2)焊接工艺参数:表 2 焊接工艺参数焊接层数焊接方法焊接设备型号焊丝型号电流电压(V) 焊接速度mm/s 气体流量L/min 打底层其余层推荐参数参考表2 表2 焊接材料及焊接规范参数焊接方法焊接材料焊丝:H08MnA 焊剂:HJ431 焊丝:H08MnA 焊剂:HJ431 焊丝:ER50-6 焊接规范电流/A 正面:500~550 反面:550~600 正面:520~560 反面:580~620 电压/V 30~34 焊接速度/cm/min 30~42 备注上、下翼缘板拼接主、副腹板拼接T型钢拼接主梁外侧腹板与翼缘板焊缝其余角焊缝自动埋弧焊自动埋弧焊32~36 30~42 气体保护焊封底:150~160 20~23 气体:80%Ar+20%CO2 填充:260~300 26~30 焊丝:H08MnA 焊剂:HJ431 焊丝:ER50-6 封底:480~500 填充:580~600 32~36 —自动埋弧焊30~42 气体保护焊封底:200~250 24~26 气体:80%Ar+20%CO2 填充:260~300 28~34 — 3 主梁的装焊工艺主梁的结构分析主梁上包括了上拱的起始点、跨距、跨距中心、轮架支承等桥架的基准点线。
而桥架的技术参数,如桥架的水平度、对角线、主梁的上拱度、旁弯、大车轨距、小车轨距、轨道的偏心度、直线度以及同一断面差等都是以主梁头部的轮架中心为基准的。
起重设备工程施工工艺
起重设备工程施工工艺一、施工前的准备工作1. 组建施工队伍:施工队伍包括项目经理、施工监理、工程技术人员、施工工人等,每个人员都要对自己的职责和工作内容有清晰的了解。
2. 确定施工计划:根据设计图纸和施工方案,制定详细的施工计划,包括工程进度、施工程序、施工方法、施工安全等。
3. 确定施工材料和设备:根据施工计划确定所需的施工材料和设备,包括起重机、吊装工具、安全器具等。
4. 制定施工方案:根据设计图纸确定施工方案,包括起重设备的安装位置、固定方式、连接方式等。
5. 现场勘察:对施工现场进行详细勘察,包括地形、地质、交通等情况,确保施工安全。
6. 确定安全措施:制定施工安全计划,对施工现场进行安全隐患检查,确定安全警示标志、安全通道等措施。
7. 按规定办理施工手续:按照相关法律法规和规定,办理施工许可证、安全生产许可证等手续。
二、起重设备的安装1. 安装基础:根据设计图纸,在地面上挖掘基础坑,浇筑混凝土基础,安装基础螺栓。
2. 安装柱体:根据设计图纸,将起重设备的柱体安装在基础上,校正垂直度和水平度。
3. 安装梁体:将起重设备的梁体通过吊装机吊装到柱体上,连接螺栓,调整梁体的水平度。
4. 安装配重:根据设计要求,在梁体的两端安装配重块,确保起重设备的平衡。
5. 安装传动系统:安装起重设备的传动系统,包括电机、减速器、齿轮等,确保传动系统的正常运转。
6. 安装控制系统:安装起重设备的控制系统,包括电气控制箱、按钮、遥控器等,确保设备的正常控制。
7. 安装安全装置:安装起重设备的安全装置,包括限位开关、重量传感器、断电保护装置等,确保设备的安全使用。
8. 检查调试:对起重设备进行全面检查和调试,确保设备的正常运转和安全使用。
三、起重设备的试运行1. 空载试运行:在安装完毕后,对起重设备进行空载试运行,检查设备的运转情况和声音。
2. 额定负荷试运行:在空载试运行合格后,对起重设备进行额定负荷试运行,检查设备的承载能力和稳定性。
起重机焊接结构件制造工艺设计规范流程

一、材料预处理1、原材料装卸货和转移时必须采用专用吊具:配备吊梁的专用吊卡、夹鉗、板钩或者磁铁。
在任何情况下都禁止钢丝绳直接接触钢板进行吊运。
原材料水平或者垂直码(堆)放时必须垫实靠牢,使其处于不受力的自然状态。
暂缓不用的原材料须采取有效的防护措施,远离热源和潮湿处搁置,并用明显记号标明材质和规格型号。
2、所有钢板、重要部位的型材以及氧化锈蚀较重的型材须进行双面抛丸、喷沙或者喷丸处理,使其金属表面呈均匀的近白色。
表面处理完毕后即将喷刷薄层(干燥时间不得超过4min ) 的硅酸锌防锈底漆。
禁止使用在气割和焊接过程中会释放出对人体有害气体的防锈油漆。
3、小吨位起重机主梁用钢板优先选用卷板,卷板在开卷矫平机上矫平。
4、钢板厚度6≤14mm、1m 波浪度>3mm 和厚度6>14mm、1m 波浪度> 2mm 的板材必须进行矫正整形处理。
整形方法为:机床整形或者人工冷作整形。
人工整形时禁止直接锤击原材料,必须在其上垫6>8mm 的击打垫板。
不允许火焰整形。
5、型材的初始弯曲程度为: 1m 直线度> 1mm 的必须进行矫直处理。
矫直方法为:型钢矫直机滚压或者油压机顶压。
较大规格型材在征得质量负责人允许后允许火焰矫直。
6、润滑和液压油路的钢管进行酸洗处理。
处理后即将在管外壁喷刷防锈底漆,漆后油封二口以防止内壁再次氧化。
有色金属管和橡胶管须经压风吹净其内壁,然后封堵二口待用。
二、原材料下料1、创造负责人须对采购部门提出钢板供应尺寸(主要针对主梁腹板)的要求,以达到科学合理的拼料。
在选择原材料下料时,起重机桥架用材处于最优先地位,以做到主梁、端梁上的钢板拼接焊缝离主梁中心越远越好、焊缝数量越少越好。
2、原材料下料必须有整体下料的概念,主梁、端梁、走台、小车架要统筹考虑,画好经讨论的排料图再行下料。
下料规则为:先下大料再下小料,先大再小先长后短相互套料,使整台行车的材料利用率达到 95%以上。
3、厚度6≤12mm 的钢板用剪床进行直线形下料。
起重机走行轮制造工艺

起重机走行轮制造工艺起重机走行轮是起重机的重要组成部分,承担起重机的行走功能。
起重机走行轮的制造工艺涉及到多个方面,包括材料选择、加工工艺、质量控制等。
下面将从这些方面逐一介绍起重机走行轮的制造工艺。
一、材料选择起重机走行轮通常采用高强度合金钢材料,如30CrMo。
这种材料具有高强度、良好的韧性和耐磨性,能够满足起重机行走时承受的高荷载和较大的冲击力。
在材料选择时,还需要考虑到轮子的使用环境,如工作温度、湿度等,以确保轮子能够在恶劣环境下长时间稳定运行。
二、加工工艺起重机走行轮的加工工艺一般包括锻造、热处理、车削、磨削等。
首先,根据轮子的设计要求,选取合适的模具进行锻造。
锻造过程中需要控制好温度和压力,以保证轮子的形状和尺寸精度。
接下来,对轮子进行热处理,以提高材料的硬度和韧性,减少内部应力。
然后,进行车削和磨削工艺,使轮子表面达到一定的精度和平滑度。
最后,进行喷涂或镀层处理,提高轮子的耐腐蚀性和耐磨性。
三、质量控制制造起重机走行轮时,需要进行严格的质量控制,以确保轮子的安全和可靠。
首先,对原材料进行质量检验,检查材料的化学成分和力学性能是否符合要求。
然后,对锻造过程进行质量控制,监测锻件的温度、尺寸和形状,并进行缺陷检测。
在热处理过程中,需要控制加热温度和冷却速度,以确保轮子的硬度和韧性达到要求。
在车削和磨削过程中,需要严格控制尺寸和表面粗糙度。
最后,在组装前对轮子进行全面检查,确保轮子没有裂纹、变形等缺陷。
四、润滑和维护为了保证起重机走行轮的正常使用,需要进行润滑和定期维护。
润滑有利于减少轮子的摩擦和磨损,延长使用寿命。
一般采用润滑脂或润滑油进行轮轴的润滑。
在维护方面,需要注意定期检查轮子的磨损情况,当磨损超过一定程度时,及时更换轮子。
同时,还需要注意检查轮子的轴承、刹车等部件的状况,确保其正常运行。
综上所述,起重机走行轮的制造工艺涉及到材料选择、加工工艺、质量控制、润滑和维护等多个方面。
在制造过程中,需要严格控制每个环节,以确保轮子的质量和性能达到要求,保证起重机的安全和可靠运行。
永磁电机直联结构起重机卷筒制造工艺
永磁电机直联结构起重机卷筒制造工艺
■ 王永强 杨卫铁 范海霞
河南卫华重型机械股份有限公司,河南长垣 453400
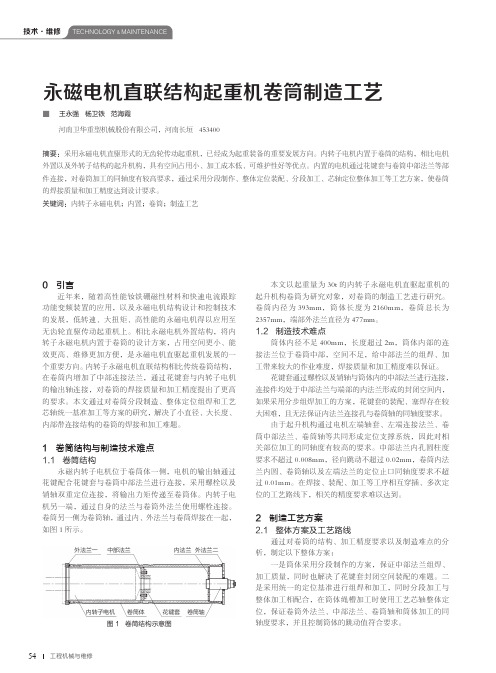
摘要:采用永磁电机直驱形式的无齿轮传动起重机,已经成为起重装备的重要发展方向。内转子电机内置于卷筒的结构,相比电机 外置以及外转子结构的起升机构,具有空间占用小、加工成本低、可维护性好等优点。内置的电机通过花键套与卷筒中部法兰等部 件连接,对卷筒加工的同轴度有较高要求,通过采用分段制作、整体定位装配、分段加工、芯轴定位整体加工等工艺方案,使卷筒 的焊接质量和加工精度达到设计要求。 关键词:内转子永磁电机;内置;卷筒;制造工艺
并配做销轴。销轴装配后进行预热,并采用较小的焊接参 数进行塞焊。焊后进行磁粉探伤,确保表面无裂纹。 2.2.8 筒体拼焊
两节段组对时应保证对接间隙为 3 ~ 5mm,筒体直 线度≤ 1mm,筒体长度为 2162 ~ 2163mm,同时将厚度 6mm、宽度 80mm 的钢板卷圆作为衬垫,焊接后进行超声 波探伤检测。 2.2.9 整体加工
左节段采用数控刨台式镗铣床加工,先加工外法兰的 端面和内孔,再以内孔中心线为基准走坐标钻孔攻丝,然 后工作台旋转 180°,以外法兰内孔的中心线为基准加工中 部法兰的内孔,再加工中部外端面及螺纹孔,整套工艺保 证了中部法兰与外法兰的同轴度要求。 2.2.7 花键套装焊
先用螺栓将花键套固定在中部法兰上,进行配钻、配铰,
1.2 制造技术难点
筒体内径不足 400mm,长度超过 2m,筒体内部的连 接法兰位于卷筒中部,空间不足,给中部法兰的组焊、加 工带来较大的作业难度,焊接质量和加工精度难以保证。
花键套通过螺栓以及销轴与筒体内的中部法兰进行连接, 连接件均处于中部法兰与端部的内法兰形成的封闭空间内, 如果采用分步组焊加工的方案,花键套的装配、塞焊存在较 大困难,且无法保证内法兰连接孔与卷筒轴的同轴度要求。
塔式起重机施工工艺

塔式起重机施工工艺第一节技术参数1.塔吊技术参数选用QTZ80(5610Fz-6)塔式起重机,最大工作幅度56m,整机各项性能技术参数如下表所示:表62.吊车技术参数2.1.主臂起重性能参数图1由材料计划表知,塔吊各部件中最重的部件为平衡臂,为6500Kg。
故根据汽车吊主臂起重性能参数表综合考虑,选择汽车吊工作半径为9m,其中中长伸臂24.80m,主臂最小仰角20°,最大仰角78°,当仰角66.33时,起重量为7100Kg,起升高度23.59m,满足安装要求。
第二节安装前准备1.对塔吊基础的验收安装前根据塔吊基础图进行验收,要求表面水平偏差小于1/1000;2.塔吊安装前的检查验收全面检查塔吊钢结构无变形、开裂、锈蚀情况,表面油漆完好,机械部完好,运行正常,钢丝绳无磨损,扭曲现象,电器部分完整、无破损、绝缘情况良好,安全防护设施齐全,各限位器灵敏可靠。
3.场地准备清除安装场地的所有障碍物,平整夯实,保证安装吊车和运输车的承载力,确保道路畅通和足够的堆放场地。
4.安装吊车的选择根据塔机的主要部件重量,结合塔机基础布置后,选用一台25 吨汽车吊,作业位置详见附件一。
第三节安装步骤1.工艺流程图图32.安装工艺技术2.1.安装塔身节2.1.1结构简述图4①塔机在起升高度为40米的独立状态下共有14节塔身节:包括1节固定基节3节加强节10节标准节,各标准节内均设有供人上下的爬梯,并设有供人休息的平台。
图5、2.1.2.吊装2个标准节图6先将2个标准节组装好(支腿固定式组装 2 个标准节 B ,底架固定式组装 1 个标准节个标准节 B 和和 1个标准节 A 、标准节 B 在下方)①将吊具挂在组装好标准节上(严禁吊水平腹杆),将其吊起,将标准节组安装到已埋好在固定基础上的基节上(或底架的基节上),用 12 件 10.9 级高强度螺栓连接牢靠。
(塔身上有踏步的一面应位于准备安装平衡臂的下方)。
起重机焊接结构件制造工艺规程
桥式起重机结构件制造工艺规程一、材料预处理1、原材料装卸货与转移时必须采用专用吊具:配备吊梁的专用吊卡、夹鉗、板钩或磁铁。
在任何情况下都禁止钢丝绳直接接触钢板进行吊运。
原材料水平或垂直码(堆)放时必须垫实靠牢,使其处于不受力的自然状态。
暂缓不用的原材料须采取有效的防护措施,远离热源与潮湿处搁置,并用明显记号标明材质与规格型号。
2、所有钢板、重要部位的型材以及氧化锈蚀较重的型材须进行双面抛丸、喷沙或喷丸处理,使其金属表面呈均匀的近白色。
表面处理完毕后立即喷刷薄层(干燥时间不得超过4min)的硅酸锌防锈底漆。
禁止使用在气割与焊接过程中会释放出对人体有害气体的防锈油漆。
3、小吨位起重机主梁用钢板优先选用卷板,卷板在开卷矫平机上矫平。
4、钢板厚度δ≤14mm、1m波浪度>3mm与厚度δ>14mm、1m波浪度>2mm的板材必须进行矫正整形处理。
整形方法为:机床整形或人工冷作整形。
人工整形时禁止直接锤击原材料,必须在其上垫δ>8mm的击打垫板。
不允许火焰整形。
5、型材的初始弯曲程度为:1m直线度>1mm的必须进行矫直处理。
矫直方法为:型钢矫直机滚压或油压机顶压。
较大规格型材在征得质量负责人同意后允许火焰矫直。
6、润滑与液压油路的钢管进行酸洗处理。
处理后立即在管外壁喷刷防锈底漆,漆后油封二口以防止内壁再次氧化。
有色金属管与橡胶管须经压风吹净其内壁,然后封堵二口待用。
二、原材料下料1、制造负责人须对采购部门提出钢板供应尺寸(主要针对主梁腹板)的要求,以达到科学合理的拼料。
在选择原材料下料时,起重机桥架用材处于最优先地位,以做到主梁、端梁上的钢板拼接焊缝离主梁中心越远越好、焊缝数量越少越好。
2、原材料下料必须有整体下料的概念,主梁、端梁、走台、小车架要统筹考虑,画好经讨论的排料图再行下料。
下料规则为:先下大料再下小料,先大再小先长后短相互套料,使整台行车的材料利用率达到95%以上。
3、厚度δ≤12mm的钢板用剪床进行直线形下料。
起重机生产流程图
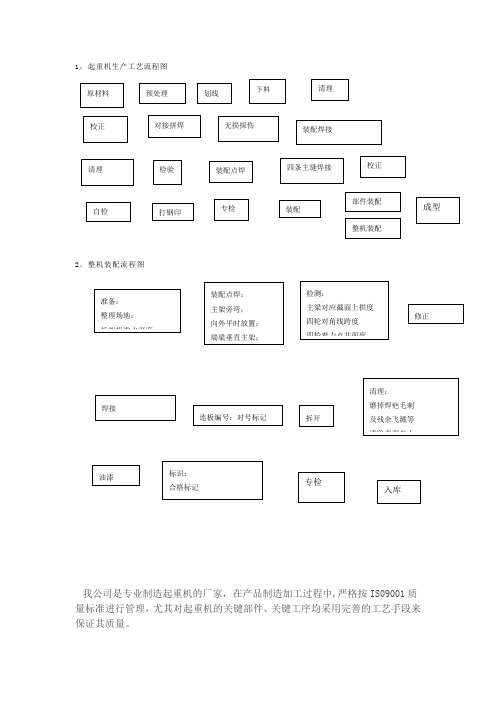
1。
起重机生产工艺流程图2。
整机装配流程图我公司是专业制造起重机的厂家,在产品制造加工过程中,严格按IS09001质量标准进行管理,尤其对起重机的关键部件、关键工序均采用完善的工艺手段来保证其质量。
一、板材及型材的预处理为保证金属结构的防腐和增强油漆的附着力,所有板材和型材在下料前均在我厂自备的预处理设备上进行抛丸预处理,除锈等级达到GB8923标准规定的Sa2。
5级,除锈后立即双面喷涂底漆予以保护,然后才转入下料工序.二、起重机金属结构(桥架的加工)1、主梁、端梁等主要受力结构件采用GB/T1591—94S标准中Q235—B碳素结构钢板制造,次要受力件和非受力构件如走台、罩子等零部件采用Q235-A钢材制造,桥架中所采用的材料均需具有炉号、批号、材料化学成份、机械性能的试验报告及出厂合格证书,材料到厂后由质检部门取样进行理化复检,合格的材料方可投入车间进行产品制造.2、腹板及上盖板的下料采用微机控制的大型火焰数控切割机双枪一次切割,可根据不同跨度工况条件割出二次曲线,四次曲线及二、四线的迭加曲线,有效地保证了起重机的预制拱度,使预制拱度与起重机上拱曲线相吻合,此预拱度值根据主梁制造工艺过程中每一道工序进行严格控制。
3、主梁的焊接有焊接和拼装工艺,通过焊接顺序的合理安排减少起重机的焊接变形。
4、主梁腹板和上、下盖板的对接焊接缝均采用埋弧自动焊,主梁和端梁的纵向焊缝采用微机控制的二氧化碳气体自动保护焊,焊后进行100%探伤。
5、焊接完成后,进行时效处理清除焊接应力。
注:我厂起重机主梁焊接工艺获得河南省技术进步一等奖。
三、桥架组装焊接1、主梁、端梁组装焊接:将验收合格的两根主梁摆放在垫架上,以主梁的上盖板中心线为基准点,按技术要求调整各部分尺寸。
为使桥架安装车轮后能正常运行、组装时将四组弯板采用水平仪测量调在同一平面内。
并以水平面为组装调整门架各部的基准,达到要求后才能焊接.2、桥架组装对接的立焊缝在大型的翻转工装上焊接,将立焊缝全部改为平焊,确保了焊接质量.3、主梁、端梁、小车架等结构件均在厂房内制造、组装、检验,确保不受环境温度、日照变形的影响,尺寸精度受到严格的控制.主梁、端梁、小车架都是在专用铸造平台上制造,从而保证有效地控制尺寸和变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
起重机制造的工艺流程Crane manufacturing process我们公司主要生产桥、门式起重机,具有自行设计、研制能力和制造加工能力;我们的产品涉及到冶金、水工、电站、化工、造纸、造船、航空、航天、港口等行业,目前制造的起重机最大起重量为500t,最大起升高度达400米。
Our company mainly produces bridge, gantry crane, with our own design, development capabilities, manufacturing and processing capacity; of our products related to metallurgy, hydraulic, power, chemical industry, papermaking, shipbuilding, aviation, space, ports and other industries, the current manufacturing maximum starting weight of the crane 500t, maximum lifting height of up to 400 meters.在结构件制造方面,本公司具有较强的制造能力;有年处理能力达5万吨以上,具开卷、校平、剪切、抛丸、喷漆、烘干能力的预处理生产线一条;有数控切割设备5台;(6000X50000);半自动切割60多台,CO2气体保护焊,埋弧自动焊(平、角焊)200多台;其他焊机300多台。
有各种剪板机,校平机、折弯机、卷板机等各种大型加工设备。
这些设备为提高结构件的制造能力提供了有力的保证。
In the structural parts manufacturing, our company has strong manufacturing capacity; have capacity of more than 5 million tons in a year, with open-book, school level, shearing, shot blasting, painting, drying capacity of a pre-processing production line; a numerical cutting equipment 5 sets; semi-automatic cutting more than 60 units, CO2 gas shielded welding, submerged arc welding (flat, angle welding) more than 200 units; other welding more than 300 units. A variety of shears, school-level machine, bending machine, rolling machine and other large-scale processing equipment. These devices to improve the structural parts of the manufacturing capacity to provide a strong guarantee.在机械加工方面,本公司的设备加工能力在长垣地区可以说是领先的,我们有16米的落地铣镗床,即将到厂的m=28,最大加工直径φ3150的大型滚齿机和大型立式车床,数控重型卧式车床、各种卧式镗床,立式铣加工中心等精、大、稀设备,为我们公司加工各种大型、高精度的零件提供了设备保证In mechanical processing, the processing capacity of the company's equipment can besaid in the Changyuan region's leading, we have 16 meters of floor milling and boring machine, upcoming visit to the factory m = 28, maximum machining diameter of φ3150 large-scale and large vertical lathe hobbing machine , CNC heavy duty horizontal lathe, all kinds of horizontal boring machine, vertical machining centers, precision milling, large, rare equipment for our processing of all kinds of large-scale, high-precision parts provided with equipment to ensure机械产品生产过程是指从原材料到机械产品出厂的全部生产过程。
它既包括:毛坯的制造、机械加工、热处理、装配、检验、试车、油漆等主要生产过程;还包括包装、运输等辅助过程。
其生产过程可以由一个工厂完成,也可以由多个工厂完成。
我们公司除了大型结构件,部分机械加工零件由本公司制造外,有一部分零部件由外协厂加工制造。
主要是我们的生产能力不能满足。
Mechanical product refers to the production process from raw material to the entire machinery factory production process. It includes: blank manufacturing, machining, heat treatment, assembly, inspection, testing, painting and other major production process; also includes the packaging, transportation and other auxiliary processes. Its production process can be completed by a factory, you can also be completed by a number of factories. In addition to our large-scale structural parts, some machining parts manufactured by the company, there are some parts from the outside co-processing and manufacturing plants, mainly because our production capacity needs to be improved.下面就我们公司起重机生产的主要工艺流程作一介绍,在介绍工艺流程的同时,把每道工艺过程中所涉及到的设备作一些介绍,让大家对我们的设备能力有一个初步了解。
Now I'll briefly introduce process of making the crane, at the same time, you may have a preliminary understanding of our equipment.先介绍起重机制造的总工艺流程,然后再逐一介绍每道工序的详细情况。
我们的起重机由金属结构件、机加工件、外购件、外协件及电气几大部分组成,其工艺流程见工艺流程方框图:起重机由金属结构件(主梁、端梁、平台及梯子栏杆、小车架,等)、机加工件;外购件(轴承,紧固件,标准件等),外协件(因本公司设备或生产能力原因,委托外单位加工的零部件:如吊钩)经过装配而成产品。
Crane from the metal structure (the main beams, side beams, platform and ladder railings, small frame, etc.), machiningparts; purchased parts (bearings, fasteners, standard parts, etc.) and spare parts (due to our equipment or capacity reasons, the commission units processing components: If the hook) made through the assembled product.起重机工艺流程图金属结构件厂内流程出厂后流程一结构件生产工艺流程Production process for current each structure:1.来料检查:是指对进厂的材料(包括钢材及焊接材料),质管部门检查是否有制造厂的合格证明书,并根据其合格证明书按照国家标准及公司规定验收核准,必要时要进行复验,对其进行化学成分和机械强度等项进行抽样检查,是否达到国家标准和企业的有关要求;Inspection of the incoming material: it means that quality inspection department will check if the incoming materials (including steel, welding material) have certifications, verify them in accordance with the national standard and company. Recheck if necessary, conduct random inspection chemical composition and mechanical strength will be inspected by random samples to see whether1.1钢材 Steel本公司金属结构件常用钢材Commonly used steel of our company 表1 table one钢材牌号表示:Q—钢材屈服强度“屈”的拼音首位字母:235—屈服点(强度),单位MPa(兆帕);A、B、C、D-质量等级;F—沸腾钢(脱氧方法) b—半镇静钢 Z—镇静钢(可省略)TZ—特殊镇静钢(可省略)。