10T半自动端子压接机说明书1
端子压接机操作规程
端子压接机操作规程端子压接机是一种常见的电线连接设备,专用于将电线端子与导线连接,确保电线连接牢固、稳定。
为确保操作安全、正常使用,以下是端子压接机的操作规程:一、操作前的准备工作:1. 了解端子压接机的工作原理和操作要点,熟悉机器的结构和各个部位的名称及功能。
2. 检查端子压接机的电源插头是否合格,电源线是否正常无损伤。
3. 检查工作台面和周围环境是否整洁有序,无杂物和阻碍物。
4. 检查端子压接机是否在正常工作状态,各个控制按钮和开关是否正常灵活。
二、操作步骤:1. 启动端子压接机前,先将电源开关调到“关”位,确保安全。
然后将电源线插入电源插座。
2. 打开电源开关,等待机器预热,通常需要几分钟时间。
3. 对于待压接的电线,首先根据要求选取相应规格的端子,并将端子插入压接机的端子位。
4. 将待压接的导线插入导线夹中,注意确保导线的顺直和无毛刺。
5. 调节压接机的压接力度,通常有调节旋钮或开关,根据电线和端子的规格进行调整,以确保连接质量。
6. 将待压接的导线插入端子压接机的导线位。
7. 按下压接按钮,机器会自动进行压接动作,待压接完成后,松开按钮。
8. 检查压接后的连接质量,确保没有锈迹、短路、接触不良等问题。
9. 启动下一个压接任务前,需要及时清理压接机的工作台面和周围的杂物。
三、注意事项:1. 操作人员必须经过培训并持证上岗,禁止未经授权或未经培训的个人操作端子压接机。
2. 操作人员要佩戴劳动防护用品,包括安全帽、防护眼镜、防护手套等。
3. 在使用端子压接机时,严禁超负荷操作,以免引发机器故障或事故。
4. 在操作过程中,注意机器的运行状态,及时发现异常情况要及时停机检查,确保设备正常运行。
5. 操作人员在使用压接机时,切勿将手或其他物体放入机器工作区域,以免发生伤害。
6. 在清理压接机时,一定要切断电源,并确保机器处于停机状态,以防止触电事故。
7. 对于压接机的维护保养,应按照制造商提供的说明进行,定期清洗、加油、更换磨损零件等。
半自动端子机操作指导
半自动端子机操作指导 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】一、作业步骤1、打开端子机电源开关,电源指示灯亮。
2、留意机器内外部有无明显异响,若有暂停作业,请机修人员判定是否需要维修。
3、选刀装刀:由指定人员操作,装刀之前必须进行手工比对所选刀片是否配套,对比无误后方可装刀装刀完成后,必须使用手摇测试,首先关闭端子机电源,按下调摸钮,使用专用板手摇动主从动轮,使端子机冲压行程至最大,如手摇不动,则考虑是否压力过大或其他问题,检查调试至合格。
作业前需对各锁紧螺丝做相应检查并确认无松动。
4、装料:装上需要打的端子,使用内六角板手调节进料压板,使端子可以轻松通过,目测送料位置是否适宜,若不行,进行调节,使用内六角板手松开送料器锁紧螺丝,拧动调节缧杆进行调节,直至最佳状态,然后锁紧送料器锁紧螺丝,开始作业。
5、测试拉力:调机OK后,取废料线材试打,进行拉力测试,主要参照值见《拉力测试对照表》具体操作方法如下,按下拉力测试归零键调至归零,将需测的端子线材夹好,进行测试,若所测拉力不在标准范围内,请机修人员重新调节,直到达到标准值为止。
6、试产10PCS送质检员进行首件确认,检验合格,方可进行批量生产,生产过程中操作员必须自检所打端子是否有包胶,压伤等不良,并每隔2小时进行一次端子拉力测试。
7、生产完成后整理好良品、废次品,并清理干净机台周边的环境卫生。
二、注意事项1、作业过程中,若机器出现异常,先关掉电源,并及时请机修人员进行维修调试。
2、非指定人员严禁私自调试或拆装机器零部件。
3、作业中,机器电源未断开,禁止手指或身体任何部位进入冲压范围,以免造成工伤事故。
4、作业中,若需要离开工作岗位,必须关闭电源方可离开。
5、更换端子时,必须先断开电源,再进行更换作业,严禁在机器运作中进行更换。
6、作业中,若有端子卡在刀模内,必须关闭电源后用剪刀或挑针清除后,再继续作业。
全自动端子压着机使用说明书
实用文档全自动单头扭线端子机(通用型 )使用说明书安全声明感谢您购买我们的产品全自动单头扭线端子机。
请您务必仔细阅读本说明书,并在完全理解其内容的基础上使用本设备。
为操作人员的安全着想,设备在设计阶段就充分考虑了安全方面的问题。
但是为了确保安全,下面所列的条款均为当进行安装、操作、检查、调整时,务必要遵守的事项,请加以注意:1. 接入电源必须进行可靠接地。
否则,万一发生因电气故障,可避免触电等对操作人员的伤害,将损失控制在最小限度。
2. 机箱罩是为了安全而安装的,所以在机箱罩没有可靠锁紧或移开的情况下不得开动设备。
因维修等原因需要取下机箱罩时,必须先断开电源、气源后,才能进行维修等作业。
3. 机械正在自动运转时,请勿将手等放到活动的部位或端子机模具之间。
有必要时,应先停止设备运转,断开电源、或拔下电源插头后才可进行。
不遵守以上原则而接触机械,有可能会引起意外的事故。
4. 由两个以上的人进行维修、保养时一定要一边互相招呼确认安全,一边进行操做。
5. 为了更换(电线、端子、端子机模具等)或清扫等,需要把手进入主机机体作业时,必须断开电源、气源后方可进行。
6. 发生了打掉端子的情况时,必须断开端子机的电源,用小镊子等工具作业。
绝对不能把手直接伸插入端子机内拿取。
7. 可编程控制器、传感器、驱动器等电气组件不要随意触动,否则可能会导致设备失去控制从而引起事故。
如有其它要求,请按本说明书封面所示联系方式与我们尽快取得联系。
概要介绍我司是国内专业从事电线末端加工设备的研发、生产、销售于一体的高科技企业。
本机吸收和借鉴了德国同行在电线末端加工设备方面的前沿技术,采用进口可编程控制系统及高精密步进电机、模块化的软件设计,保证了各个工作模块的有机联接,集进线、裁线、剥皮、端子压着、扭线(可选件)为一体,整套工序一次完成。
特点说明:4500PCS/H。
采用静音电子离合端子机.5.7英寸触摸屏,更加直观.数字化,图形化控制介面.送线机构改善,超低噪音.减少电磁阀的使用采用目前最先进的欧式端子机,机体结构精巧,市场上通用的OTP/2000 型等横、直送料模具均可适用,不改变现有的端子机操作方式,方便易用。
端子机操作说明书
端子机操作说明书
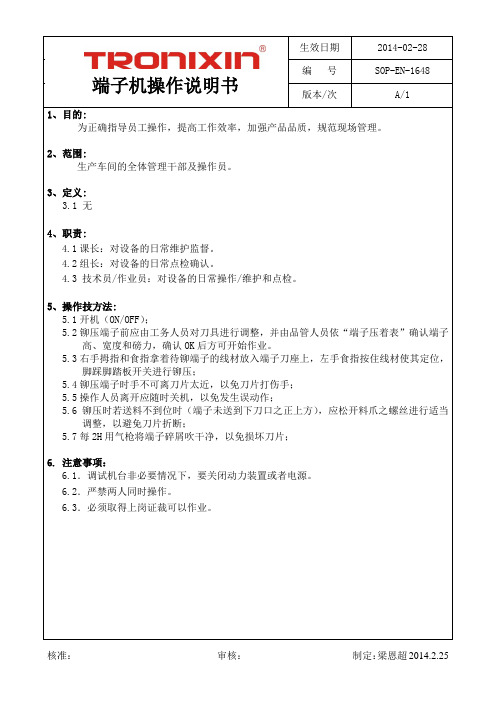
生效日期
2014-02-28 编 号 SOP-EN-1648
版本/次
A/1
核准: 审核: 制定:梁恩超2014.2.25 1、目的:
为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:
生产车间的全体管理干部及操作员。
3、定义:
3.1 无
4、职责:
4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作技方法:
5.1开机(ON/OFF );
5.2铆压端子前应由工务人员对刀具进行调整,并由品管人员依“端子压着表”确认端子
高、宽度和磅力,确认OK 后方可开始作业。
5.3右手拇指和食指拿着待铆端子的线材放入端子刀座上,左手食指按住线材使其定位,
脚踩脚踏板开关进行铆压;
5.4铆压端子时手不可离刀片太近,以免刀片打伤手;
5.5操作人员离开应随时关机,以免发生误动作;
5.6铆压时若送料不到位时(端子未送到下刀口之正上方),应松开料爪之螺丝进行适当
调整,以避免刀片折断;
5.7每2H 用气枪将端子碎屑吹干净,以免损坏刀片;
6. 注意事项:
6.1.调试机台非必要情况下,要关闭动力装置或者电源。
6.2.严禁两人同时操作。
6.3.必须取得上岗证裁可以作业。
DTE10T系列主机操作手册

߹ᑭۢĞCTğ
ΑਕᄲځĈ!
DTE10T 最多提供四个通道的 CT(CT1 ~ CT4) ,每组 CT 独立设定,分别监测 INA 通道电流。 再配合警报输出设定,当侦测电流值未于设定范围时,对应警报动作。 DTE10T:INA 提供 4CH 输入,因此 CH1 ~ CH4 分别对应 CT1 ~ CT4 电流测量。 硬件需求:请购买 DTE2CT 配件,插入主机 AUX 插槽内。
OFF AL-L
ON OFF AL-L AL-H
SV
11
ON OFF AL-H AL-L
12 13
ON OFF AL-L AL-H
፶ཱིពϯ!
PWR:点亮,机台上电中。 RUN:点亮,任一通道控制执行中。 COM:闪烁,通讯中。 ERR:错误指示灯状态(红色灯) 错误指示灯状态亮时代表有以下错误,输出须关闭。 1. 内存 EEPROM 错误 2. 输入未接(任一输入点) 3. 输入超过设定范围(任一输入点) 4. 输入温度值未稳定(任一输入点)
10. 不论上电与否请勿接触内部连接端子以免损坏线路。 11. 安装时,请勿与其他发热体(如电源等)直接并靠在一起,请保持适当间距。
ཱིݭᄲ!ځ
DTE 系列名称 1 形式
DTE:台达 E 系列温度控制器 1:主机 0T:4 路 TC 0V:4 组电压脉冲输出 0C:4 组线性电流输出 0R:4 组继电器输出 0L:4 组线性电压输出 CT:4 组电流检知 DS:显示及设定 2:配件
ᛋಡᏮĈ!
本机提供十三种输入警报模式选择,下表为十三种警报输出模式。输入警报模式在通讯地址 H10C0 ~ H10C7 设定,上下限警报值分别在 通讯地址 H1080 ~ H1087 和 H1088 ~ H108F 设定。 设定值 0 1 无警报功能
端子机操作说明书
1、卡式模具,调整容易,省时。 2、铆压稳定,速度快,准确必高。 3、电脑端子,迷你AC/DC端子均适用。 4、结构轻巧易于移换工作场合。 5、静车或操作时,声音轻小,操作者不易疲累。
端子机操作说明书
5
6、适用于OTP,JAM等之端子模具。
机型
TC-2002
能力
900KG
冲程
30MM
送距
4、以此类推,则可继续操作
注;如操作中有发生异常情形,应先把电源关掉,依手动操作 方式回转测试
端子机操作说明书
13
端子机操作说明书
14
(四)、操作停止
1、电源开关置于OFF位置,此时电源指示灯熄灭马达及飞轮停 止转动。
2、请将铜屑集中于槽中倒掉,清理干净 3、将端子机擦干净,并于滑动部分之机件上润滑油。 六、刀具调整
端子机操作说明书
26
端子机操作说明书
20
端子机操作说明书
21
七、故障检修 (一)、马达不转之情形
原因: 1、离合器不在定位,卡住马达无法带动飞轮 解决方法: 以手动操作使离合器旋转至定位
2、保险丝烧毁(故障) 3、马达烧毁(故障) 4、皮带太紧
换新 换新 将皮带调至适当位置
端子机操作说明书
22
(二)、飞轮正常旋律踏脚踏开关机台不能动作之情形
原因:
解决方法:
1、脚踏开关不良(故障)
换新
2、拉杆弹簧疲乏
换新或减短弹簧
3、电磁铁吸铁不良
换新
4、电路控制板故障
换新
5、离合器弹簧松脱,疲乏
重装或换新
(三)、踏脚踏开关一次而动作二次之情形
原因:
解决方法
1、压缩弹簧或拉杆弹簧疲乏
端子接头压着机操作规程
端子接头压着机操作规程
一.适用范围:
本公司端子接头压着机。
二.内容:
2-1作业前准备:
2-1-1检查机台是否稳固。
2-1-2踏板插座、电源插座是否插牢。
2-1-3踏定卡式模座及上模安装是否正确。
2-1-4调整压着机高度及送料准确位置。
2-1-5主轴使冲头在上死点(电磁伐控制)。
2-1-6将板手及调模工具拿开。
2-1-7开启电源,试踏踏板,如运转正常则准备完毕。
2-2操作方法:
2-2-1将电源开关置于“ON”位置。
2-2-2将加工料件置于端子接头内的适当位置。
2-2-3踏一次踏板,电磁解开离开器,使上模由上死点往下压至下死点,将加工料件打入端子接头内结合,再回到原位。
2-3作业程序:
2-3-1电源开关置于“ON”位置。
2-3-2用手压着电磁伐开关解开离开器。
2-4异常处理:
2-4-1操作中,如果电磁伐不动作,开掉电源,呈报组长通知专业人员进行维修。
2-4-2操作中踏踏板一次,动作两次以上属不正常情况,呈报组长通知专业人员进行维修。
2-4-3如果操作中发出漏气时,应停止作业,通知专业人员维修。
2-5注意事项:
2-5-1开启电源之前,板手及调模工具须拿开。
2-5-2 启动前冲头须上死点。
2-5-3机器作业前,手不宜放在模具口以免危险。
2-6清洁保养:
2-6-1每天操作后,均需清洁机体及模具,以保寿命。
2-6-2机台及模座油孔,每周须加机油一次。
DTE10T系列主机操作手册
߹ᑭۢĞCTğ
ΑਕᄲځĈ!
DTE10T 最多提供四个通道的 CT(CT1 ~ CT4) ,每组 CT 独立设定,分别监测 INA 通道电流。 再配合警报输出设定,当侦测电流值未于设定范围时,对应警报动作。 DTE10T:INA 提供 4CH 输入,因此 CH1 ~ CH4 分别对应 CT1 ~ CT4 电流测量。 硬件需求:请购买 DTE2CT 配件,插入主机 AUX 插槽内。
-2-
支持传感器类型如以下表列: Ꮾˢ็ຏጡᙷ!ݭ 测温电阻 (Cu50) 白金测温电阻 (Pt100) 白金测温电阻 (JPt100) 热电偶对 TXK type 热电偶对 U type 热电偶对 L type 热电偶对 B type 热电偶对 S type 热电偶对 R type 热电偶对 N type 热电偶对 E type 热电偶对 T type 热电偶对 J type 热电偶对 K type ఼ੈхጡᇴࣃ! DTE10P / DTE20P 13 12 11 DTE10T / DTE20T 10 9 8 7 6 5 4 3 2 1 0 -200 ~ 800°C -200 ~ 500°C -200 ~ 850°C 100 ~ 1,800°C 0 ~ 1,700°C 0 ~ 1,700°C -200 ~ 1,300°C 0 ~ 600°C -200 ~ 400°C -100 ~ 1,200°C -200 ~ 1,300°C -50 ~ 150°C -200 ~ 600°C -20 ~ 400°C ቑಛ!
2 2
3 轴方向
10min
3 轴 6 方向
各3次
யݡγ៍̈́ЧొҜЩჍ!
DTE10T
1 2 3 4 5 6 7 8 输出入端子 状态 LED 显示设定单元 DIN 轨固定件 电源输入口 RS-485 通讯 扩展固定件 扩展连接座
10 吨液压机操作与维护说明说明书

MAINTE OPERATING & MAINTENANCE10 TONHYDRAULIC PRESSModel Nos. CSA10F and CSA10B0200Thank you for purchasing this CLARKE 10 Ton Hydraulic Press.Please read this manual thoroughly and follow the instructions carefully, in doing so you will ensure the safety of yourself and that of others around you, and you can look forward to the press giving you long and satisfactory service.Please note that this manual is an integral part of the Hydraulic Press and must always accompany it, even in the event of sale.The press owner and/or user must read and fully understand the operating instructions and recommendations before using this press.CLARKE International shall not be held liable to any damage to persons or equipment due to improper or non-permitted use of the press.This CLARKE product is guaranteed against faulty manufacture for a period of 12 months from the date of purchase. Please keep your receipt as proof of purchase. This guarantee is invalid if the product is found to have been abused or tampered with in any way, or not used for the purpose for which it was intended.Faulty goods should be returned to their place of purchase, no product can be returned to us without prior permission. This guarantee does not effect your statutory rights.•During assembly or if the press is moved, ALWAYS use a lifting appliance -crane or hoist etc., do not man handle.•The press MUST BE located on firm level ground, or a sturdy workbench, with adequate light. The operator must never work in his/her own shadow.•Before applying a load, be certain that all press bed support pins are fully engaged, and the hydraulic ram is fully located into the ram mount. Ensure also that hydraulic hoses and couplings are completely sound.•Before use always ensure the workpiece is firmly secure and stable.•Always clean spills of hydraulic oil immediately as this can be extremely dangerous in a workshop environment.•Do not exceed the rated capacity.•Do not allow any person, who is inexperienced in the use of hydraulic presses, to use the machine unless they are under direct supervision.•Do not allow anyone to work directly in front of the machine when it is in use.•Never tamper with the machine. The safety valve is calibrated and sealed at the factory, do not attempt to change these settings.•Use ONLY the recommended hydraulic oil.•Never use the machine for any purpose other than that for which it is designed.•Components of this press are specially designed to withstand the rated capacity. Do not substitute bolts, pins, or any other components.•Always apply the load on the centre of ram plunger. Offset loads can damage the ram or ram mount and may cause work piece to eject.•Before operating, check for signs of cracked welds, bent bed pins, loose or missing bolts, or any other structural damage. Do not operate if any of these conditions exist. Have repairs made only by authorised service centres.•Remove all loads from press bed before attempting to adjust bed height.Beware of possible falling bed.•Press only on a work piece supported by the press bed.•When using accessories such as arbor plates, be certain they are centered on press bed, and are in full contact with the bed.•Parts being pressed may splinter, shatter, or be ejected from the press. Due to varied applications, it is your responsibility to always use adequate guards, wear eye protection and heavy protective clothing when operating this press.•Keep hands and fingers out of the press and away from the parts that may pinch and shift.•It is the owners responsibility to keep warning decals legible and intact.Replacement decals may be obtained from Clarke International Spare Parts Dep’t.•Failure to heed these warnings may result in damage to the equipment, or failure resulting in property damage, personal, or even fatal injury.•NEVER operate the ram without the bed locating pins fully in place.•DO NOT use extension tubes on the pump handle. Excessive effort can cause severe damage.A.CSA10FFig.1 Ensure the press and its components Array suffered no damage during transit.Should any damage be apparent,contact your Clarke dealerimmediately.1.Attach the feet and foot strutsto the side supports using thenuts, bolts and washersprovided, leaving them fingertight.2.Raise the assembly and rock itto ensure that no part is understress and that the structure iscompletely stable beforetightening all nuts securely.3.Feed the ram assembly downthrough the hole in the topplate and screw it fully into thethreaded hole in the bottomplate. The pressure gauge atthis point should be facing thefront.4.Attach the pump assembly tothe frame by hooking the frontedge into the recess in oneend of the pump platform andsecuring at the opposite endwith the screws provided.Finally, screw on the hoseassembly to the ram inlet.Your Hydraulic Press is now readyfor use.B.CSA10BFig.2 1.Bolt the feet to the sidemembers using the nutsbolts and washers provided.2.Bolt on the top and bottomplates in the manner shownin fig. 2 , ensuring the bottomplate is that with thethreaded hole at its centre.Do not fully tighten the nuts.3.Feed the ram assemblydown through the hole inthe top plate and screw itfully into the threaded holein the bottom plate. Thepressure gauge at this pointshould be facing the front.Centralise the ram betweenthe top rails beforetightening the securing boltsIt is strongly recommended thatthe Bench Press be securelybolted to a sturdy workbenchThe pump is provided with handwheel , which opens or closes a valve in the pump to raise the ram or lower it under pressure.Turn the handwheel clockwise and pump the handle to operate (or lower) the ram. Turning the handwheel anticlockwise releases the pressure and the ram will rise.1.Position the bed to the desired height, so as it will be as close as possible to theram when the workpiece is mounted.Raise one side of the bed, and insert a pin into a locating hole directlybeneath the bed. Repeat the process at the other side, until the bed is level and at the desired height, with the pins fully ‘home’.2.The workpiece is placed on top of the bed, or on top of the arbour, or cloverleaf, plate and must be completely stable. To achieve this you must use packing or shims where required.NOTE: Any packing pieces or shims used, MUST be capable of withstanding the extreme pressure that will be brought to bear, and MUST be of sufficient size with sufficient surface contact, so as to avoid the possibility of slipping or springing taking place. Mating surfaces MUST be horizontal so that the force being exerted will be vertical and NOT at an angle.3.Two Mandrels are provided, either of which should be screwed to the end ofthe Ram, depending upon the size of workpiece bearing surface. One of these is ‘stepped’ and is shown fitted at B1, Figs.1 and 2. The other has a larger bearing surface area and is shown at B2.3.Turn the Pump Handwheel, fully clockwise and pump the handle to bring theram very lightly into contact with the workpiece.Manoeuvre the workpiece so that the desired point of contact is directly beneath the centre of the ram.4.When satisfied that the workpiece is correctly lined up and is completelystable in that position, slowly pump the handle so that the ram begins to exert pressure on the workpiece.Continue to pump the handle, whilst standing to the side of the press (DO NOT stand directly in front of the work), and constantly monitor the process, ensuring the ram and work remain completely in line, and there is no risk of slipping.5.When the process is complete, turn the Pump Handwheel anticlockwise torelease ram pressureA Visual inspection must be made before each use of the press, checking for leaking hydraulic fluid, and damaged, loose or missing parts.Owners and/or users should be aware that repair of this equipment may require specialised knowledge and facilities. It is recommended that a thorough annual inspection of the press be made and that any defective parts, decals or warning labels be replaced with genuine Clarke parts.Any press which appears to be damaged in any way, is found to be badly worn, or operates abnormally SHOULD BE REMOVED FROM SERVICE until necessary repairs are made.•Periodically check the press frame to make sure all bolts are tight and inspect for cracked welds, bent, loose or missing parts.•Periodically check the hydraulic connections for possible leaks. Replace or properly repair damaged or leaking hydraulic components before using.•Periodically apply a light smear of oil to the moving parts and the bed support pins.•If oil leaks, caused by a loose union/connection etc., have been repaired, check the hydraulic pump oil level, by removing the pump from its mounting, holding it vertically on its nose, and removing the filler/dipstick, shown at ‘A’, Fig.1. Top up if necessary to the level on the dipstick, with CLARKE Hydraulic Oil, Part No. 3050830 only.This operation is carried out with the ram fully retracted.•Replace the Hydraulic oil every TWO years. This operation requires the dismantling of the hydraulic system, for which you should consult your CLARKE dealer.CSA10F - Part No. 7613010CSA10B - Part No. 761400011。
压接机操作规程
压接机操作规程压接机操作规程之相关制度和职责,一、点检压接机检查电器、传动系统是否正常,控制开关是否灵敏可靠并在润滑点加润滑油。
二、检查模具是否正常,如有异常立即请机修工调整。
三、按加工表要求领取压接端子。
四、按压接要求把端子...一、点检压接机检查电器、传动系统是否正常,控制开关是否灵敏可靠并在润滑点加润滑油。
二、检查模具是否正常,如有异常立即请机修工调整。
三、按加工表要求领取压接端子。
四、按压接要求把端子放置在下刀口上,把剥好的电线头部放到端子尾部,脚踏(手推)开关实现压接。
五、试压后检查压接尺寸及形状,初步判定合格后交专职检验员检验并做拉力测试,完全合格后方可正常生产。
六、开机时严禁用手拨弄端子和压接模,如因有异常现象需调整时,必须停机。
七、在暂停压接时,脚要从控制开关上移开,以免发生意外。
八、工作时如发生事故,应保护现场,向主管部门汇报。
九、工作结束,切断电源,保持压接机整洁。
篇2:摆辗铆接机操作规程1、操作者必须熟悉设备的一般结构及性能,严禁超性能使用设备。
2、操作者必须掌握好所使用的设备的"三好""四会"和按设备维护保养的"四项要求"使用和维护设备,持证上岗。
3、开动前应检查设备的润滑系统、机械系统,安全防护装置是否齐全、完好,机床各紧固件是否牢靠,各运转部件及滑动面有无障碍物。
4、工作前先作空行程试运转,检查各按钮、开关、阀门、限位装置等是否灵活可靠,确认液压系统压力正常,活塞连同主轴运动正常后方可开始工作,机床油压不得超过2.5Mpa。
5、调整铆头与工件的高度时,应把转换开关置在手动位置,且主轴不得转动。
调整后应锁紧工作台,并锁紧螺母。
6、在工作时不允许将手伸进铆头与工件之间,不得在工作台面上放置工具、工件或其它物品。
7、机床有异常现象,应立即停机检查。
8、工作完毕后,把转换开关置于手动位置,关掉油泵开关及主轴开关。
9、开机前,应检查机床接地,无接地严禁使用,检查油泵电机转向及系统油压是否正常。
压接机操作规程.doc
压接机操作规程一、点检压接机检查电器、传动系统是否正常,控制开关是否灵敏可靠并在润滑点加润滑油。
二、检查模具是否正常,如有异常立即请机修工调整。
三、按加工表要求领取压接端子。
四、按压接要求把端子放置在下刀口上,把剥好的电线头部放到端子尾部,脚踏(手推)开关实现压接。
五、试压后检查压接尺寸及形状,初步判定合格后交专职检验员检验并做拉力测试,完全合格后方可正常生产。
六、开机时严禁用手拨弄端子和压接模,如因有异常现象需调整时,必须停机。
七、在暂停压接时,脚要从控制开关上移开,以免发生意外。
八、工作时如发生事故,应保护现场,向主管部门汇报。
九、工作结束,切断电源,保持压接机整洁。
公文大全压力管道操作规程1.压力管道在使用前做好一切准备工作,落实各项安全措施。
2.凡操作压力管道的人员必须熟知所操作压力管道的性能和有关安全知识。
非本岗人员严禁操作。
值班人员应严格按照规定认真做好运行记录和交接班记录,交接班应将设备及运行的安全情况进行交底。
交接班市要检查管道是否完好。
3.压力管道本体上的安全附件应齐全,并且是灵敏可靠,计量仪表应经质监部门进行检验合格在有效期内。
4.压力管道在运行过程中,要时刻观察运行状态,随时做好运行记录。
注意压力、温度是否在允许范围内,是否存在介质泄漏现象,设备的本体是否有肉眼可见的变形等,发现异常情况立即采取措施并报告(压力表、安全阀等要定期手动排放一次,并做出记录)。
常规检查项目如下4.1各项工艺指标参数、运行情况和系统平稳情况;4.2管道接头、阀门及管件密封情况;4.3保温层、防腐层是否完好;4.4管道振动情况;4.5管道支吊架的紧固、腐蚀和支撑以及基础完好情况;4.6.管道之间以及管道与相邻构件的连接情况;4.7阀门等操作机构是否灵敏、有效;4.8安全阀、压力表、爆破片等安全保护装置的运行、完好情况;4.9静电接地、抗腐蚀阴阳极保护装置完好情况;4.10其它缺陷或异常等。
5.在热力公司停气又重新供气时,应检查管道及连接的分气缸、阀门等是否完好。
10T说明书.新

项目PRODUCT:折臂克令吊K N U C K L E B O O M C R A N E型号Type:DKF160-10-12M完工图 / 指导手册FINAL DRAWING&INSTRUCTION MANUAL客户: 广州黄埔造船厂Customer GUANGZHOU HUANGPU SHIPYARD船名: 8000kW海洋救助船Ship Name RESCUE TUG BOAT 4#-6#供应方: 江阴市兴澄船舶机械厂Supplier JIANGYIN XINGCHENG MARINEMACHINERY FACTORY目录INDEX-1- 总述GENERAL-2- 吊机安装CRANE INSTALLATION-3- 事故预防及安全指导ACCIDENT PREVENTION & SAFETY INSTRUCTIONS -4- 操作指导OPERATING INSTRUCTIONS-5- 维护指导MAINTENANCE INSTRUCTION-6- 图纸DRAWINGS总述GENERAL船型8000KW救助船VESSLE TYPE : 8000KW RESCUE TUG BOAT吊机型号折臂克令吊TYPE OF CRANE : DKF160-10-12MDeck Crane - Knuckle Boom type救助操作为从海上拾起救生筏。
Rescue operation picking up life raft from sea. 工作环境高湿度ENVIRONMENT: H igh humidity.吊机的设计温度是根据船级社对全球服务的要求Crane design temperature is in accordancewith class requirements for world wide service.设计温度:在-25度到45°CDesign temp -25°C - +45°C区域等级(无核辐射、化学污染和生物污染区域)AREA CLASSIFICATION : Non Hazardous Area船级社CCS证书CERTIFICATION : CCS Certificate设计规范API 2C的”近海吊机”规范的CCS设计规范DESIGN RULES : API Specification 2C”Offshore Crane” & CCS 动态设计因数DYNAMIC DESIGN FACTOR : 1,3主要参数MAIN DATA安全工作负荷SWL……………………………………………………………………..10,0 TON最大回转半径MAX OUTREACH ................................................................................ 12M最小回转半径MIN OUTREACH …………………………………………………...... 2,5M悬绳数FALLS (1)满载起吊速度HOOK SPEED, Full Load .................................................................... 0-20M/MIN负荷2T时有恒张力装置,速度可在0-55M/MIN之间调节HOOK SPEED, 2 t Load and tension...........................................0-55M/MIN负荷2T时救助操作, 速度可在0-55M/MIN之间调节HOOK SPEED, 2 t Rescue operation ......................................... ...... 0-55M/MIN起吊高度(吊钩行程)HEIGHT OF LIFT (hook travel)............................................................. 30M回转角度,连续地SLEWING SECTOR, continuously ...................................................... 360DEGR回转速度SLEWING SPEED ............................................................................... 0 -1.0RPM横倾5度/纵倾2度HEEL / TRIM ......................................................................................... 5/2DEGR负荷2T时横/纵倾值HEEL / TRIM SWL 2 T.......................................................................... 12/6DEGR变幅时间,匀速上/下LUFFING TIME, average up/down ...................................................... 45SEC电机功率输出,S1型电机POWER CONSUMPTION, motor rating S1 / S2/10’........................ 55Kw / 77Kw主电源MAIN ELECTRIC SUPPLY .................................................................. 380V/50HZ/3PH 辅助电供应ELECTRIC SUPPLY FOR AUXILIARY .............................................. 220V/50HZ/1PH主要结构MAIN CONSTRUCTION1 吊机入口CRANE ENTRANCE通过外部甲板至安装的梯子进入操作平台。
端子压接作业指导书

端子压接作业指导书供生产车间,管理生产者参考阅读XXXX有限公司端子压接作业指导书一、目的:指导作业员正确操作端子机,进而实现安全生产、工作顺利、品质最佳。
二、适用范围:适用于本公司端子机之操作岗位。
三、使用设备、工具:端子机模具内六角扳手尖嘴钳剪刀拉力计四、操作步骤:1) 整理好脚踏板及电源线,将电源线插头插入220V交流插座,打开端子机电源开关;2) 轻轻踩踏脚踏开关查看机器运行是否正常,并留意机器有无明显异响,确认OK后关闭电源;3) 根据所需压接的端子类型选用相应的刀模,并进行正确安装,调整机器压接端子的行程高度,检查各个锁紧螺丝,确认均无松动;4) 装上需要压接的端子,根据实际情况灵活调节送料器和进料压板等,使顺畅地送进来的端子铆压口刚好对准刀具口位置,如图1。
5) 再次打开电源开关,用同规格废线试压:拿住线材的另一端,将待压接端线头对准端子机线槽和端子口(见图2),注意手不能进入刀具冲压活动范围,脚踩踩踏开关进行压接,如图3。
6) 完成压接后检查拉力是否符合生产要求,目检有无外观不良(图4)、压接不良(图5)的现象。
确认合格后拿待压接线束(有的要求先穿入绝缘护套)重复第5)步试压的动作,开始生产。
五、注意事项:1) 作业时,若出现卡料要先断电再用挑针或尖嘴钳将异物清出,严禁违规操作(用手指代替)。
2) 作业中,若机器出现异常,要立即关掉电源开关,并及时请机修人员进行维修调试。
3) 作业中,机器电源未断开,禁止手指或身体任何部位进入冲压范围,以免造成工伤事故。
4) 作业时要专注、精神集中,绝对不允许东张西望、精神恍惚或打瞌睡,以免不小心被刀具压伤撞伤而导致本可避免的工伤事故!。
端子压接机操作规程

端子压接机操作规程
《端子压接机操作规程》
一、目的
本操作规程旨在规范端子压接机的操作流程,保证操作人员的安全以及产品品质。
二、适用范围
本规程适用于所有使用端子压接机进行操作的人员。
三、操作前准备
1. 确保端子压接机处于停止状态,且电源已经关闭。
2. 检查端子压接机的电源线和接地线是否连接牢固。
3. 检查端子压接机的压接头和模具是否安装正确。
4. 检查端子压接机的压接力是否符合要求。
四、操作流程
1. 打开端子压接机的电源开关,待机器处于待机状态。
2. 将需要压接的导线或端子放置于模具中,并确保位置正确。
3. 按下压接机的启动按钮,进行压接操作。
4. 压接完成后,松开按钮,将压接好的导线或端子取出。
五、操作注意事项
1. 操作人员必须穿戴好防护装备,如手套、护目镜等。
2. 禁止在机器运行中进行维修和清理工作。
3. 禁止将手指或其他物体伸入压接机的压接头内部。
4. 禁止超出端子压接机的额定压接力范围。
六、操作后清理
1. 关闭电源开关,关闭端子压接机的电源。
2. 清理和维护端子压接机,确保机器处于良好的工作状态。
七、操作记录
每次使用端子压接机进行操作后,应当进行操作记录,并由负责人进行审核。
以上即为《端子压接机操作规程》,请广大操作人员严格遵守操作规程,确保操作安全及产品品质。
压接机操作规程.doc
压接机操作规程一、点检压接机检查电器、传动系统是否正常,控制开关是否灵敏可靠并在润滑点加润滑油。
二、检查模具是否正常,如有异常立即请机修工调整。
三、按加工表要求领取压接端子。
四、按压接要求把端子放置在下刀口上,把剥好的电线头部放到端子尾部,脚踏(手推)开关实现压接。
五、试压后检查压接尺寸及形状,初步判定合格后交专职检验员检验并做拉力测试,完全合格后方可正常生产。
六、开机时严禁用手拨弄端子和压接模,如因有异常现象需调整时,必须停机。
七、在暂停压接时,脚要从控制开关上移开,以免发生意外。
八、工作时如发生事故,应保护现场,向主管部门汇报。
九、工作结束,切断电源,保持压接机整洁。
公文大全压力管道操作规程1.压力管道在使用前做好一切准备工作,落实各项安全措施。
2.凡操作压力管道的人员必须熟知所操作压力管道的性能和有关安全知识。
非本岗人员严禁操作。
值班人员应严格按照规定认真做好运行记录和交接班记录,交接班应将设备及运行的安全情况进行交底。
交接班市要检查管道是否完好。
3.压力管道本体上的安全附件应齐全,并且是灵敏可靠,计量仪表应经质监部门进行检验合格在有效期内。
4.压力管道在运行过程中,要时刻观察运行状态,随时做好运行记录。
注意压力、温度是否在允许范围内,是否存在介质泄漏现象,设备的本体是否有肉眼可见的变形等,发现异常情况立即采取措施并报告(压力表、安全阀等要定期手动排放一次,并做出记录)。
常规检查项目如下4.1各项工艺指标参数、运行情况和系统平稳情况;4.2管道接头、阀门及管件密封情况;4.3保温层、防腐层是否完好;4.4管道振动情况;4.5管道支吊架的紧固、腐蚀和支撑以及基础完好情况;4.6.管道之间以及管道与相邻构件的连接情况;4.7阀门等操作机构是否灵敏、有效;4.8安全阀、压力表、爆破片等安全保护装置的运行、完好情况;4.9静电接地、抗腐蚀阴阳极保护装置完好情况;4.10其它缺陷或异常等。
5.在热力公司停气又重新供气时,应检查管道及连接的分气缸、阀门等是否完好。
全自动端子压制机的使用说明.doc
全自动端子压制机的使用说明全自动数控端子机系列全自动单头绞线端子机(通用型)声明安全,感谢您购买我们的产品全自动单头绞线端子机。
请仔细阅读本手册,并在充分理解其内容的基础上使用本设备。
为了操作人员的安全,在设备的设计阶段充分考虑了安全问题。
然而,为了确保安全,以下条款是在安装、操作、检查和调整期间必须遵守的所有事项。
请注意它们:1.电源必须可靠接地。
否则,在电气故障的情况下,可以避免由电击等引起的对操作者的伤害,并且可以将损失保持在最小。
2.安装机箱盖是出于安全考虑,因此在没有可靠锁定或拆卸机箱盖的情况下,不得启动设备。
当由于维护和其他原因需要拆除机箱盖时,必须先断开电源和空气供应,然后才能进行维护和其他操作。
3.当机器自动运转时,请不要把手等放在地上。
在可移动部件或终端机器模具之间。
必要时,停止设备运行,断开电源或拔下电源插头,然后再继续。
不遵循上述原则接触机器可能会导致事故。
4.当两个或两个以上的人进行维修和保养时,他们必须互相问候,以确认演习时的安全。
5.为了更换(电线、端子、端子加工模具等。
)或清理,当手柄需要进入主机体进行操作时,必须先断开电源和空气供应,然后再继续操作。
6.当终端被切断时,必须切断终端机的电源,并且必须使用镊子等工具进行操作。
千万不要直接把手插入终端机拿走。
7.不要触摸电气部件,如可编程控制器、传感器、驱动器等。
随意,否则,设备可能失去控制并导致事故。
如果您有任何其他要求,请根据本手册封面上显示的联系信息尽快联系我们。
简介我公司是一家专业从事线材端部加工设备研发、生产和销售的高科技企业。
该机器吸收并借鉴了德国同行在线端加工设备方面的领先技术。
采用进口可编程控制系统、高精度步进电机和模块化软件设计,保证各工作模块的有机连接。
它集送丝、线切割、剥线、压端子和绞线(可选部件)于一体,整个过程一次完成。
特性描述: 4500个/小时。
使用静音电子离合器终端机。
5.7英寸触摸屏,更直观。
端子压接作业指导书

3.把压接好的线材进行自检。
4.把压接好的线材用纸将压接端子部分包好,并捆帮好,转入下一个工序。(50EA/捆)
压接状态
不良图示对照图
放大镜/肉眼
全数检查
作业指导书
文件编号
HK-DG-QC-003-2
决 裁
制成
检讨
承认
工程编号
2
端子:M004-G02N-05R
端子压接
制定日期
3.把压接好的线材进行自检。
4.把压接好的线材用纸将压接端子部分包好,并捆帮好,转入下一个工序。(50EA/捆)
压接状态
不良图示对照图
放大镜/肉眼
全数检查
作业指导书
文件编号
HK-DG-QC-003-2
决 裁
制成
检讨
承认
工程编号
2
端子:SSFG-003T-P0.2
端子压接
制定日期
1。LED排线
端子:YEONHO:20010TS
1. 排线的方向有无放反(压接方向基准)。
2.端子的压接状态。
3.WIRE线是否有散乱或异物的不良。
1.选择好与端子相对应的压接机准备作业。
ቤተ መጻሕፍቲ ባይዱ
2.把脱好皮的WIRE线按指定的方向(压接方向基准)逐根进行压接。压接一根线时把线放置在在端子机设定的位置上,其它线不可太靠近机 器压接的位置,以免把线表皮压伤。
1。LED排线
端子:JST:SPHD-002T-P0.5
1. 排线的方向有无放反(压接方向基准)。
2.端子的压接状态。
3.WIRE线是否有散乱或异物的不良。
1.选择好与端子相对应的压接机准备作业。
2.把脱好皮的WIRE线按指定的方向(压接方向基准)逐根进行压接。压接一根线时把线固定在同一个位置上,其它线不可太靠近机 器压接的位置,以免把线表皮压伤。
黑鹰自动车辆10吨搬运机操作说明书

Operating Instructions & Parts ManualSFA Companies ©200410939 N. Pomona Ave. Kansas City, MO 64153816-891-6390******************************-Before using this product, read this manual and follow all its Safety Rules and Operating InstructionsLong ChassisHydraulic Service JacksModel Number BH6010BH6011 (Air/Lever Actuated Model)Capacity 10 Ton 10 TonTABLE OF CONTENTSWarranty P2Save These Instructions P3 Product Description P3 Specifications & Safety Instructions P3 Assembly P4 Operation P5 Maintenance P5 Troubleshooting P6 Replacement Parts P6ONE YEAR LIMITED WARRANTYFor a period of one (1) year from date of purchase, SFA Companies will repair or replace, at its option, without charge, any of its products which fails due to a defect in material or workmanship, or which fails to conform to any implied warranty not excluded hereby.Performance of any obligation under this warranty may be obtained by returning the warranted product, freight prepaid, to SFA Companies Warranty Service Department, 10939 N. Pomona Ave., Kansas City, MO 64153.Except where such limitations and exclusions are specifically prohibited by applicable law.(1) THE CONSUMER'S SOLE AND EXCLUSIVE REMEDY SHALL BE THE REPAIR OR REPLACEMENT OF DEFECTIVE PRODUCTS AS DESCRIBED ABOVE(2)SFA COMPANIES SHALL NOT BE LIABLE FOR ANY CONSEQUENTIAL OR INCIDENTAL DAMAGE OR LOSS WHAT-SOEVER.(3) THE DURATION OF ANY AND ALL EXPRESSED AND IMPLIED WARRANTIES, INCLUDING WITHOUT LIMITATION, ANY WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE, IS LIMITED TO A PERIOD OF ONE (1) YEAR FROM DATE OF PURCHASE.Some states do not allow limitation on how long an implied warranty lasts, so the above limitations may not apply to you. Some states do not allow the exclusion or limitation of incidental or consequential damages, so the above limitation or exclusion may not apply to you. This warranty gives you specific legal rights, and you may also have other rights which vary from state to state.SAVE THESE INSTRUCTIONSFor your safety, read, understand, and follow the information provided with and on this jack. The owner and operator of this equipment shall have an understanding of this jack and safe operating procedures before attempting to use. The owner and operator shall be aware that use and repair of this product may require special skills and knowledge. Instructions and safety information shall be conveyed in the operator's native language before use of this jack is authorized. If any doubt exists as to the safe and proper use of this jack, remove from service immediately.Inspect before each use. Do not use if there are broken, bent, cracked, or damaged parts (including labels). Any jack that appears damaged in any way, operates abnormally or is missing parts, shall be removed from service immediately. If the jack has been or suspected to have been subjected to a shock load (a load dropped suddenly, unexpectedly upon it), immediately discontinue to use until jack has been inspected by a Blackhawk authorized service center. It is recommended that an annual inspection be done by qualified personnel. Labels and Operator's Manual are available from manufacturer. PRODUCT DESCRIPTIONBlackhawk Long Chassis Hydraulic Service Jacks are designed to lift, but not sustaining, up to rated capacity loads. They are designed to be used in conjunction with jack stands. Intended use: To lift one wheel or one axle of a vehicle for the purpose of service and/or repair of vehicle components. After lifting, loads must be immediately supported by appropriately rated jack stands. Check with vehicle owner's manual for proper lift points.The air actuated unit requires at least 7.8 CFM @ 90 - 175 PSI.DO NOT USE TO DOLLY OR MOVE VEHICLE.DO NOT USE FOR ANY PURPOSE OTHER THAN THOSE USES OUTLINED ABOVE !SPECIFICATIONSSAFETY INSTRUCTIONSBEFORE USE1. Verify that the product and the application are compatible, if in doubt call Blackhawk Automotive Technical Service(816)891-6390.2. Read the operator's manual completely and familiarize yourself thoroughly with the product, its components andrecognize the potential hazards associated with its use before using this product.3. Secure the handle into the handle sleeve by means of the bolt and lock washer provided. Tighten securely to preventaccidental removal of handle while in use.4.Locate and turn the handle knob counterclockwise to open the release valve (no more than 2 full turns).5. With saddle fully lowered, locate and remove the oil filler plug. This will help release any pressurized air which may betrapped within the reservoir. Ensure the oil level is just below the oil filler plug hole.6. Pump 6 to 8 full strokes. Ensure the oil level is within ~ 3/16" from the inner cylinder as viewed from the oil filler hole.7. Ensure the jack rolls freely, that the pump and release valve operates smoothly, raises and lowers the unloadedsaddle throughout the lift range before putting into service.8. Replace worn or damaged parts and assemblies with Blackhawk Replacement Parts only. (See Replacement PartsSection). Lubricate as instructed in Maintenance Section.9. Model BH6011 is fitted to accept the popular 1/4" PT air nipple. When installing 1/4" PT nipple of your choice, ensurethat thread tape or compound is used when servicing connections. To help ensure trouble free operation, an inline air dryer and oiler is recommended.•Study, understand, and follow all instructionsprovided with and on this device before operating this device.•Do not exceed rated capacity.•This is a lifting device only.•After lifting, immediately transfer the load to appro-priately rated vehicle stands.•Never work on, under, or around a load supported by this device.•Use only on hard, level surfaces capable of sustain-ing rated capacity loads.•Do not move or dolly loads with this device.•Do not modify this device.•Do not use adapters or accessories that are not provided initially.•Lift only on areas of the vehicle as specified by the vehicle manufacturer.•Failure to heed these markings may result in personal injury and/or property damage.• Leer, comprender, y seguir las instrucciónes antes de utilizar el aparato.• El manual de instrucciónes y la información de seguridad deben estar comunicado en lengua del operador antes del uso.• No seguir estas indicaciónes puede causar daños personales o materiales.! WARNING! ADVERTENCIAFigure 1 - Model BH6010 ComponentsFigure 2 - Model BH6011 Componentshandle position lockASSEMBLYLittle, if any, assembly is required of these jacks. Always secure the handle into the handle sleeve by means of the bolt and lock washer provided. Tighten securely to prevent accidental removal of handle while in use. Familiarize yourself with the illustrations in the operator's manual. Know your jack and how it operates before attempting to use.OPERATIONLifting1. Place vehicle in park, with emergency brake on and wheels securely chocked to prevent inadvertent vehicle move-ment.2. Locate and close release valve by turning handle knob clockwise firmly. Center jack saddle under lift point.3. Verify lift point, then use handle pump or foot pedal to contact lift point. To lift, pump handle or squeeze lift controlvalve until load reaches desired height.Note: Never use foot pedal to raise load.4. Transfer the load immediately to appropriately rated jack stands.Note: All models are equipped with a handle position lock. To release lock device pull lever up, then back until lever is locked into place. This will allow full range of handle movement.Lowering1. Raise load high enough to clear the jack stands, then carefully remove jack stands (always used in pairs).2. Slowly turn the handle knob counterclockwise, but no more than 1/2 turn. If the load fails to lower:a. Use another jack to raise the vehicle high enough to reinstall jack stands.b. Remove the affected jack and then the stands.c. Using the other jack, lower the load by turning the operating handle counterclockwise, but no more than 1/2 turn.3. After removing jack from under the load, push saddle down to reduce ram exposure to rust and contamination. MAINTENANCEImportant: Use only a good grade hydraulic jack oil. Avoid mixing different types of fluid and Never use brake fluid, turbine oil, transmission fluid, motor oil or glycerin. Improper fluid can cause failure of the jack and the potential for sudden and immediate loss of load. We recommend Hein-Werner hydraulic jack oil HW 93291 or equivalent.Adding oil1. With saddle fully lowered, set jack in its upright, level position. Locate and remove oil filler plug.2. Fill with oil until ~3/16" above the inner cylinder as seen from the oil filler plug hole. Reinstall the oil filler plug. Changing oilFor best performance, replace the complete fluid supply at least once per year.1. With saddle fully lowered, remove the oil filler plug.2. Lay the jack on its side and drain the fluid into a suitable container.Note: Dispose of hydraulic fluid in accordance with local regulations.3. Fill with oil until ~3/16" above the inner cylinder as seen from the oil filler plug hole. Reinstall the oil filler plug. LubricationA periodic coating of light lubricating oil to pivot points, axles and hinges will help to prevent rust and assurethat wheels, casters and pump assemblies move freely. T o help ensure trouble free operation, an inline air dryer and oiler is recommended.CleaningPeriodically check the pump piston and ram for signs of rust or corrosion. Clean as needed and wipe with an oily cloth. Note: Never use sandpaper or abrasive material on these surfaces !StorageWhen not in use, store the jack with saddle fully lowered.TROUBLESHOOTINGREPLACEMENT PARTSAvailable Parts: Please refer to the Parts drawing when ordering parts. Not all components of the jack are replacement items, but are illustrated as a convenient reference of location and position in the assembly sequence. When ordering parts, give Model number, serial number and description on page 7. Call or write for current pricing: SFA Companies 10939 N. Pomona Ave. Kansas City, MO 64153, U.S.A. Tel:(816)891-6390 Fax:(816)891-6599E-Mail:******************************Models BH 6010 and BH6011*AVAILABLE FOR MODEL BH6011 ONLYFigure 3 - Replacement Parts Illustration for Model BH6010 and BH6011memo.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使
用
说
明
书
制 造商:中山市信宜德精密机械有限公司 地 址:中山市东升镇坦背勤政路 33 号前转右直入 电 话:(0760)88332084 , 13702525381 传 真:(0760)88315020 E-mail:peter_xb@
1
1 主要用途:
5.2 维护计划: 5.2.1 清洁
较大颗粒,如绝缘导线和碎屑应每日清除。这个只需要简 单地用一把刷子或一个低压气枪即可完成。
5.2.2 润滑
为了维持设备的性能和质量,端子压接机 XYD-10T 需要一 个维护计划。
5
推荐润滑油: 合成高温轴承润滑油。(如 OKS4200) 润滑计划表: 每天一班操作:每 4 周加一次油 每天两班操作:每两周加一次油 为了加装轴承润滑油,端子压接机具有 1 个油嘴。 例外有一个是带滚针轴承的冲压轨道,根据建议的计划,它也 应当给予润滑。
零件名称
单价
备注
起重吊环
80.00/对
Байду номын сангаас
机顶面罩
450.00/PCS
M4X12
1.5/PCS
感应圆环
360.00/PCS
上轴承密封组件
30.00/PCS
冲头连接组件
00007 XYD09050617
下轴承
00008 XYD09050618
"V"滑轨
00009 XYD09050619
连接轴
00010 XYD09050620
7500.00/ 台
5.6/PCS
3.4/PCS
5.0/PCS
5.00/PCS
00031 00032 00033 00034 00035 00036 00037 00038 00039 00040
XYD09050641 XYD09050642 XYD09050643 XYD09050644 XYD09050645 XYD09050646 XYD09050647 XYD09050648 XYD09050649 XYD09050650
4.1 踏开关
端子压接机等待一个启动信号,它是从脚踏开关的闭合触 动作为一信号。
4.2 机器开关按钮
此按钮开关让控制电路工作,以便端子压接机可通过任何 外部控制模式来启动,例如,脚踏开关。
4.3 机器急停开关按钮
此开关在紧急情况下使用断开机器所有电源。
4.4 端子压接机的启动 4.5 端子压接模具的安装
调整范围是在案 230±10mm,不允许超出此范围。 降低的调整:
当顺时针转动调整杆时,闭合高度将降低,这意味着闭合 高度尺寸将降到 230mm 以下,端子压接力将紧些。 升高的调整:
当逆针转动调整杆时,闭合高度将升高,这意味着闭合高 度尺寸将在 230.0mm 以上,端子压接力将松些。
6
调整好高度之后,拧紧镙丝,如果需要再调整,则再次检
XYD09050632 XYD09050633 XYD09050634 XYD09050635 XYD09050636 XYD09050637 XYD09050638 XYD09050639
偏心轴定位 感应开关 变频电机 M12X50 M8X45
直径 16 定位销 M12X45 主传动轴
150.00/PC S
冲头带动组件
00011 XYD09050621 00012 XYD09050622
冲头拧紧螺母 冲头
80.00/PCS
00013 XYD09050623 00014 XYD09050624
M12X55 M8X90
5.6/PCS 15.00/PCS
00016 XYD09050626
机身右墙板
00017 XYD09050627
——进如控制主菜单选择调机将离心轴升到合适点;再端子压 接模具的滑块上拉,使滑块槽套入端子压接机模柄,将模具底 板的定位斜面靠住模座定位器上的定位板斜面上,用固定器闩 入压紧。 ——端子压接模具牢固在压接机上后,将端子带引入到端子模
4
具上,通过调机试着让循环来核实正确的送料位置和压接闭合 高度,如压接闭合高度过低不能循环一周请按右手调机辅助按 钮,让滑块升到最高点,再松开滑块上 M24 螺母调节旋扭使压 接高度达到你所需要的高度。 ——在完成压接操作的准备工作之后,按控制主菜单选择自动 如自动指示灯点亮,机器处于准备工作状态,只在等待一个启 动的脉冲。如果自动指示灯不亮这表明还未选择好操作准备。 还需要调试或进行其它的操作。
3.操作
3.1 机器的慨述 半自动端子压接机 XYD-10T 是一台多用的生产机器,可接
受兼容各种本厂生产的端子压接模具。
附件的安装和机器的操作:
3.2 导流板的安装 从端子卷到端子模具需要此导流板来引导端子带。它防止
端子带由于卷扎太紧而缠结。 3.3 设备的操作和控制
半自动端子压接机 XYD-10T 的操作和控制位于安装在机器
2 运输和安装:
2
2.1 机器的运输 机器运输时,确保机器安全地支持在基板或牢固的机器支
架上,以防止可能倾斜或滑动。 不要将带有附件的机器移动,这样使机器得以安全运输和
安装。 2.2 机器的安装 注意:机器的放置表面必须稳定,平坦和干燥的空间。 安装半自动端子压接机时,必须要有一张牢固,稳定的桌子。 需要保证机器在运作的过程中不会在工作台表面上滑动。 2.3 电气连接 注意:在机器连接电源之前,检查它对应正确的电压。 标准设备要求的电源是三相四线,380V,50HZ。如客户需要, 可提供使用其它电源。
型号 外型尺寸 重量 使用电压 功率 压接力 滑块行程 行程周 闭合高度
XYD-10T 900x900x1700mm 约 500kg/770 kg 380V 50HZ 3KW/4KW 150KN/200KN 40/50mm 1.5 秒 230mm
7
XYD-10T 压接机零件标识示意图 1
XYD09050613
5.维护和调整:
机器上所有的调整和维修工作必须在机器电源关 闭的情况下进行。 完成此工作后,压接机应首先通过选择调机功能操作。
5.1 维护:
得益于现代机器的使用,例如,滚针轴承,专用皮带和完全 封闭的齿轮,所需的维修工作保持到最少量。然而,与其它设 备一样,端子压接机 XYD-10T 仍然需要一些基本的维护。
XYD09050633
XYD09050632 XYD09050619 XYD09050636 XYD09050623 XYD09050631 XYD09050634 XYD09050622
XYD09050630 XYD09050629
XYD09050611
XYD09050612 XYD09050614
3
正面的控制箱的前面板上。 控制箱上的控制装置
3.4 微电脑面板操作说明: “SET”进入主设置菜单 “↑↓”选择每数操作 “+ -”改变数字+或者- “RESET”当前数量清零
“STF/STR”选择正反转 “AUTO/SETUP”选择自动调机 液晶显示屏:显示操作项目,在机器工作时显示“欢迎使用“字 样。
5.3 调整 5.3.1 闭合高度调整
端子压接机 XYD-10T 可以调整闭合高度。此位置工厂的设 定是在 230.0mm。 这样的调整并不打算用于小型端子压接模的日常设置工作。为 此,小型端子模具有它自己的高度调整。端子压接机上的这种 调整能力的提供是为了补偿其它模具的不准确或与标准尺寸 的偏差。
查闭合高度。安全地拧紧两个镙丝,再次检查以便达到合适的
闭合高度。
为了保证连续高质量操作,每六个月检查一次闭合高度。
6.控制
机器的控制基于现代电子技术。所有的机器循环的监视
和顺序均由处理器控制。一些特殊的应用可以通过改变一定
电子因素的编程而实现。
7.故障排出:
注意:必须详细了解机器操作的安全说明。
8.技术数据
面罩气缸固定位
取消
面罩升降滑轨固定孔
00042 XYD09050652
M4X8
取消
注:以上标识明细仅作为参考,请以实物为准,如有更改恕不
另行通知.
11
XYD-10T 半自动压接机
产品合格证
检查项目: 1. 机械性能检查
空载振动,噪音;安装尺寸;表面质量等。
2. 电气性能检查
直流电阻;空载;堵转;耐压;;匝间;绝缘 电阻;静态制动力矩等。
模具定位"T"型槽 减速机
减速机固定组件 电机同步轮 减速机同步轮 电机固定组件 前轴承 后轴承
"V"型槽定向轨道 M8X45
80.00/PCS
16000.00
取消 380.00/PC
S 380.00/PC
S 450.00/PC
S 1800.00/S
ET 1800.00/S
ET 1600.00/
对
00041 XYD09050651
M16X50
8.00/PCS
00018 XYD09050628
机器底板
00019 XYD09050629
模具固定组件
00020 XYD09050630
机身左墙板
00021 XYD09050631
滑块固定组件
10
00022 00023 00024 00025 00026 00027 00028 00029
XYD09050641 XYD09050637
9
XYD-10T 零件明细
序号 零件编号
00001 XYD09050611 00002 XYD09050612 00003 XYD09050613 00004 XYD09050614 00005 XYD09050615 00006 XYD09050616