设备运行记录
污水处理设备运行记录

污水处理设备运行记录日期:2024年1月1日地点:市污水处理厂天气:晴上午:8:00-8:30:设备检查和维护工作。
今天上午,我们首先进行了设备的检查和维护工作。
检查了所有的泵浦、过滤器、沉淀池和气浮池的运行情况。
清理了沉淀池的淤泥,并更换了过滤器中的滤网,以确保良好的运行效果。
同时,检查了软管和管道的连接情况,确保没有泄露。
8:30-10:00:进水处理。
接下来,进行了进水处理工作。
我们使用了一台25马力的泵浦将污水从收集池抽入到处理厂。
污水进入到处理厂后,经过过滤器去除了大颗粒固体物质。
随后,进入沉淀池进行混凝沉淀,使污水中的悬浮物沉淀到底部。
此过程中,添加了适量的混凝剂和絮凝剂,以促进悬浮物的聚集和沉淀。
10:00-11:30:生化处理。
接下来,对进水进行了生化处理。
我们使用了一台10马力的搅拌机,将进入生化池的污水进行搅拌和曝气。
曝气过程中,通过气泡的形成,促进了污水中有机物的分解和氧化。
生化池中的微生物利用有机物作为营养源,通过生物降解将有机物转化为无机物。
同时,添加适量的营养物质和微生物菌种,以提供良好的生物环境。
下午:13:00-14:30:沉淀处理。
下午的工作开始于沉淀处理。
我们使用了一台30马力的泵浦,将经过生化处理的污水转入到沉淀池。
污水在沉淀池中停留一段时间,让悬浮物进一步沉淀到底部。
沉淀池中的清水通过出水管道排出,返回环境或继续后续处理。
14:30-16:00:消毒处理。
随后,进行了消毒处理工作。
我们使用了一台5马力的消毒泵,将经过沉淀处理的污水转入到消毒池。
消毒池中加入消毒剂,如次氯酸钠,以杀灭污水中的细菌和病原体。
经过一定的停留时间,污水中的细菌和病原体被有效消灭。
然后,通过出水管道将消毒后的水排放到安全区域。
16:00-17:00:设备清洗和记录整理。
下午的最后一个小时,我们对设备进行了清洗和整理,并整理了今天的运行记录。
清洗设备可以去除污垢和残留物,保持设备的运行效果。
设 备 运 行 及 维 护 检 查 记 录
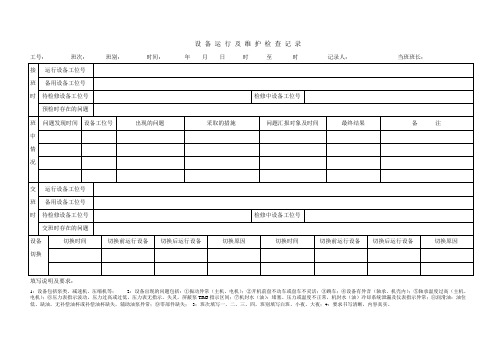
设备运行及维护检查记录
工号:班次:班别:时间:年月日时至时记录人:当班班长:
填写说明及要求:
1:设备包括泵类、减速机、压缩机等;2:设备出现的问题包括:①振动异常(主机、电机);②开机前盘不动车或盘车不灵活;③跳车;④设备有异音(轴承、机壳内);⑤轴承温度过高(主机、电机);⑥压力表指示波动,压力过高或过低,压力表无指示、失灵,屏蔽泵TRG指示区间;⑦机封水(油):堵塞、压力或温度不正常,机封水(油)冷却系统泄漏及仪表指示异常;⑧润滑油:油位低、缺油,无补偿油杯或补偿油杯缺失,辅助油泵异常;⑨零部件缺失;3:班次填写一、二、三、四,班别填写白班、小夜、大夜;4:要求书写清晰,内容真实。
12设备单机试运转记录
12设备单机试运转记录日期:XXXX年XX月XX日试运设备:XXX设备试运时长:XX时XX分试运地点:XXXX工厂试运人员:XXX工程师,XXX技术员设备参数:-设备型号:XXX-额定功率:XXX-额定电流:XXX-供电方式:XXX-运行温度范围:XXX-运行湿度范围:XXX试运过程:1.开始试运转之前,XXX设备的所有部件和连接线路已经完成检查和调整,并按照操作手册的要求进行正确配置。
2.将XXX设备的电源线接入供电插座,确认电源稳定并正常。
3.按照操作手册的步骤,开启设备的电源开关。
设备的指示灯亮起,表示电源供应正常。
4.设备进入初始界面,操作人员根据操作手册的指引,将设备调整到停机状态。
5.在停机状态下,对设备进行外观检查,确认设备各部件完好无损,未发现明显破损或脱落。
6.操作人员按照操作手册的要求,逐步启动设备的各项功能,并对每个功能进行测试和验证。
a.检查各个按钮和开关是否正常灵活,无堵塞或按钮失灵现象。
b.检查设备的显示屏是否正常显示,并无乱码或闪烁现象。
c.检查设备的传感器和探测器是否正常工作,对于温度、湿度等环境参数进行测试和检测。
d.检查设备的运转部件,如电机、泵、风机等是否正常运转,无异常噪音或振动。
7.操作人员根据操作手册的要求,对设备进行不同工况下的试运转,包括正常运转、负载运转、断电恢复等情况,确保设备能够稳定工作并正常响应各种操作指令。
8.在试运转过程中,记录设备运行状态和性能数据,包括电流、功率、温度、湿度等参数,以及运行时间、运行稳定性等评估指标。
9.在试运转结束后,将设备恢复到停机状态,并对设备进行最后的检查,确认设备各功能、部件都正常完好,无损坏或问题。
10.试运转结束,编写试运转记录,记录设备运行情况、发现的问题和解决措施等信息。
试运转总结:本次设备单机试运转过程中,XXX设备表现出良好的运行稳定性和正常响应能力。
在各功能测试和工况模拟中,设备运行正常,未出现明显故障或异常情况。
设备运行记录报告(模板)
设备运行记录报告(模板)
1. 介绍
本报告旨在记录设备的运行情况和相关数据,以帮助监控设备性能、预测维护需求并优化设备运行效率。
2. 设备信息
设备名称:[填入设备名称]
设备型号:[填入设备型号]
生产厂商:[填入设备生产厂商]
3. 运行记录
3.1 运行日期和时间
请在下方记录设备运行的日期和时间。
3.2 运行情况
请在下方简要记录设备的运行情况。
3.3 相关数据
请在下方记录设备相关数据。
可以包括但不限于以下内容:
- 温度
- 湿度
- 压力
- 流量
- 电流
- 电压
4. 维护需求和建议
请在下方记录设备的维护需求和建议。
5. 结论
本报告记录了设备的运行情况和相关数据,为设备性能监控、维护和优化提供了依据。
根据报告所提供的信息,相关人员可以采取适当的措施来确保设备的正常运行和延长其使用寿命。
请注意:本报告仅为模板,实际内容需要根据设备和运行情况进行调整和补充。
*[LLM]: Laboratory of Legal Metrology。
设备运行记录表模板

操作人员:填写操作设备的员工姓名。
设备运行记录表模板
以下是一个简单的设备运行记录表模板:
日期
设备名称
运行时间
运行状态
异常情况
操作人员
日期记录设备运行当天的日期。
设备名称:填写设备名称,如“发电机”、“空调”等。
运行时间:填写设备运行的具体时间,包括开始时间和结束时间。
运行状态:填写设备的运行状态,如“正常”、“异常”、“停机”等。
特种设备运行记录

设备 7m³稀
1#混
日期
释槽
合釜
2#混 合釜
1.
2.
3. 4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.Leabharlann 3#混 合釜特种设备运行记录
4#混 合釜
空气储罐 分汽包 热载体炉
叉车
年
月
防爆叉车 防爆电梯 杂物电梯 记录人
设备 日期
18.
7m³稀 释槽
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
1#混 合釜
2#混 合釜
3#混 合釜
4#混 合釜
空气储罐 分汽包 热载体炉
叉车
防爆叉车 防爆电梯 杂物电梯 记录人
备注:如果运行良好请在表中用“√”记录; 如果发生故障或事故请在表中用“×”记录,并在特种设备日常特种设备运行故障和事故记录中予以记录; 如果未运行请在表格中用“—”记录,同时联络、确认、维修。
设备运行记录完整版
设备运行记录完整版日期:YYYY年MM月DD日
设备信息
- 设备名称:
- 设备型号:
- 设备编号:
运行记录
异常情况记录
1. 异常时间:YYYY年MM月DD日 HH:MM - 异常描述:
2. 异常时间:YYYY年MM月DD日 HH:MM - 异常描述:
维修记录
1. 维修时间:YYYY年MM月DD日 HH:MM - 维修内容:
- 维修人员:
2. 维修时间:YYYY年MM月DD日 HH:MM - 维修内容:
- 维修人员:
检修记录
1. 检修时间:YYYY年MM月DD日 HH:MM - 检修内容:
- 检修人员:
2. 检修时间:YYYY年MM月DD日 HH:MM
- 检修内容:
- 检修人员:
备注
其他需要记录的信息可以在此处添加。
以上为设备运行记录完整版。
注意:此文档仅供参考,具体记录内容需根据实际情况进行填写。
低压电气动力设备试运行记录

低压电气动力设备试运行记录日期:xxxx年xx月xx日地点:xx厂房一、试运行前准备工作1.进行设备检查,确保所有电气连接牢固,无松动现象,并对设备进行清洁。
2.检查设备接地情况,确保接地电阻符合要求。
3.检查设备的绝缘电阻,确保绝缘电阻值符合要求。
4.检查设备的运行参数,如电流、电压、功率因数等,确保设备参数正常。
5.检查设备的安全装置,如过载保护器、短路保护器等,确保安全装置可靠。
6.确认设备的操作人员已经接受培训,熟悉设备的操作流程和安全规范。
二、试运行过程记录1.开始试运行前,操作人员按照设备操作流程打开设备的总电源开关,并进行设备的预热操作。
2.确保设备运行平稳后,逐渐提高设备的负载,观察设备的运行情况。
3.注意观察设备的电压波动情况,确保设备输出电压稳定在设定值范围内。
4.注意观察设备的电流波动情况,确保设备输出电流稳定在设定值范围内。
5.注意观察设备的温度变化情况,确保设备工作温度不超过设定值。
6.在试运行过程中,注意观察设备各部件是否有异常现象,如烧焦、发热、冒烟等,及时处理。
7.在试运行过程中,记录设备运行参数,如电压、电流、功率因数等,并与设备设计参数进行对比。
三、试运行后处理工作1.停止试运行前,操作人员先将负载逐渐减少至零,然后再关闭设备的总电源开关。
2.检查设备各部件是否存在异常状况,如有发现异常,记录并及时处理。
3.对设备进行冷却处理,确保设备温度降至正常范围。
4.清理设备现场,确保设备周围整洁,并将设备运行记录进行整理归档。
5.整理设备试运行记录,包括设备运行参数、设备运行情况、异常情况及处理等内容。
四、试运行总结与改进意见1.根据设备试运行的结果,总结设备的运行特点和优缺点,提出改进意见。
2.根据设备试运行中出现的异常情况,分析并提出相应的解决办法,避免类似问题再次出现。
3.根据设备试运行记录,评估设备的运行稳定性和可靠性,提出相应的改进措施。
4.根据设备试运行记录,评估设备的能效水平,提出相应的节能改进措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备名称:高速印刷机 日期 设备停机记录
停机起始时间 恢复开机时间 时间(分) 原因分类 详细原因描述
单位:河南明升包装主操手 正常行时间说明:停机大于一分钟必须记录 原因分类:P1.放假;P2.无单时间;P4.跑生产线;P3.定期保养;A1.会议;A2.交接班;A3.消防演习;A4.就餐时间;A5.等待计划排产;A6.停工待料;A7. 人员短缺停机;A8.突然断电,断水;A9.休息;B1.设备故障、主动维护;B2.换单、换模、调试;B3.工具/模具问题;B4.成品质量问题;B5.原材料不良; B6.检测待判定;B7.工序分配不合理停机;B8.打扫卫生。