产品清洁控制程序
轴承清洁度控制程序

轴承清洁度控制程序一、引言轴承是机械装置中常见的零部件之一,用于支撑和引导旋转或摆动的轴。
轴承的清洁度对于其正常运行和寿命起着至关重要的作用。
为了保证轴承的良好工作状态,我们需要制定一套轴承清洁度控制程序。
二、轴承清洁度标准1. 粒子污染:轴承表面不得存在任何尘埃、颗粒、杂质等污染物,以免影响轴承的旋转和摩擦。
2. 油脂污染:轴承内部的油脂应保持清洁,不得含有杂质、水分或氧化物,以确保油膜的充分润滑。
3. 温度控制:轴承的工作温度应在合理范围内,过高的温度会导致油脂老化和轴承损坏,过低的温度会影响轴承的正常运转。
三、轴承清洁度控制步骤1. 清洗前准备:准备清洁工具和清洗剂,确保清洗环境的干净和安全。
2. 拆卸轴承:根据设备维护手册或操作规程,拆卸需要清洗的轴承。
3. 清洗轴承外部:使用刷子和清洁剂轻柔地清洗轴承外部,确保表面的污物和尘埃被清除。
4. 清洗轴承内部:将轴承放入清洁剂中浸泡,轻轻旋转轴承以使清洁剂充分渗透到轴承内部,去除内部的油脂和污物。
5. 冲洗轴承:用清水冲洗轴承,确保清洗剂完全清除干净。
6. 烘干轴承:将轴承放置在通风良好的地方,自然晾干或使用风扇吹干。
7. 检查和组装:检查轴承表面是否干净,无杂质和污物,然后按照操作规程进行组装。
四、轴承清洁度控制的重要性1. 延长轴承寿命:定期清洗轴承可以去除轴承表面的污垢和杂质,减少摩擦和磨损,延长轴承的使用寿命。
2. 提高设备性能:清洁的轴承可以提供更好的润滑效果,减少能量损耗,提高设备的工作效率和性能。
3. 预防故障和事故:清洁度控制程序可以有效预防轴承故障和事故的发生,降低维修成本和生产停机时间。
五、结论轴承清洁度控制程序是确保轴承正常运行和延长寿命的重要措施。
通过合理的清洁步骤和标准,我们可以有效地去除轴承表面和内部的污染物,提高设备性能,预防故障和事故的发生。
正确执行清洁度控制程序,将为设备的正常运行和维护提供有力保障。
生产作业环境和产品清洁控制程序

4.1.5 洁净区必须配备空气灭菌设备,并定期验证设备能力。
4.1.6 试剂盒生产、血培养瓶灌装用净化车间环境与控制要求见下表:
洁净度级别
尘粒最大允许数/立方米
微生物最大允许数
静压差
≥0.5μm
≥5μm
沉降菌/皿
不同级别洁净区及洁净区与非洁净区之间≥5Pa;洁净区与室外之间≥10Pa
100级
3500
0
1
10000级
350000
2000
3
100000级
3500000
20000
10
监测频次
1次/季
1次/季
1次/周
1次/月
4.2生产区域清洁环境管理要求
编号:XK- ZC 6.4-2016
版本:2016-E
更改次数:0
5、生产作业环境和产品清洁控制程序
第 2 页 共 2页
4.2.3清洁区操作人员不得化妆,不准佩戴首饰,不留长指甲,注意搞好个人卫生。
4.2.4人流和物流应分开。
人员进出控制程序
进:换鞋→脱外衣→洗手→穿洁净服、佩戴口罩和帽子→手消毒→洁净区;
编号:XK- ZC 6.4-2016
版本:2016-E
更改次数:0
5、生产作业环境和产品清洁控制程序
第 1 页 共 2页
1 目的
确定、提供并控制生产、检验必须的净化车间环境,确保产品清洁。
2 适用范围
适用于生产、检验所需工作环境和产品清洁的控制。
3 职责
QM-808-玻璃容器的清洁程序
目的:规范玻璃容器的清洗,保证玻璃容器的清洁,防止交叉污染引起数据误差。
范围:化验室用玻璃仪器
职责:质检员
程序:
1清洁实施条件及频次:首次使用前,实验完毕后,贮存超过规定时限后。
2清洁地点化验室清洁间
3清洁工具、清洁剂及其配制
3.1毛刷
3.2洗衣粉水溶液合成洗衣粉(1):水(200),溶解即得(每4~6天重配一次)。
3.3铬酸洗液 10gK2Cr2O7+30ml热水,搅拌冷却后+170ml浓H2SO4边搅拌边慢慢加,冷却,装瓶备用(变成黑绿色失效,重配)。
4清洁用水饮用水、去离子水或蒸馏水
5清洁方法
5.1一般玻璃容器(如烧杯、烧瓶、量杯、试剂瓶等),先用自来水冲洗数次,然后用刷子醮取洗衣粉溶液刷洗容器里外,再用自来水充分清洗,最后用适理的蒸镏水冲洗3次。
5.2精密容器或难洗容器(如滴定管、容量瓶、移液管、比色管、垂熔漏斗、凯氏烧瓶等),先用自来水冲洗后,沥干,再用清洁液(重铬酸钾洗液)浸泡4-6小时或过夜(一般放置过液),倒出洗液,然后用自来水充分清洗,最后用蒸镏水冲洗3次。
6干燥与存放
倒置自然晾干 (急用时,以无水乙醇荡洗后,自然凉干),并按要求归类摆放整齐备用。
或置专用仪器柜中倒置或加盖贮存。
配套仪器应成套放在一起。
7清洁效果评价
倒置、水流出后器壁不挂水珠,否则重洗。
备注:不能用铬酸洗液洗涤含有乙醚的仪器,乙醚遇到洗液易发生爆炸。
生产清洁管理控制程序
生产清洁管理控制程序
1. 目的
为了保证我公司的产品在清洁卫生的状态下加工生产,确保产品的质量安全。
2. 范围
适用于我公司厂区内的环境、设备和设施的清洗。
3. 职责
3.1 生产部负责生产区域内计划的执行和监督;
3.2仓库负责仓储区域内计划的执行和监督;
3.3 人事部负责公共区域和办公区域内计划的执行和监督。
3.4 品管部负责组织对执行的效果进行检查和验证。
4. 各区域内的清洗和消毒计划
根据对清洁程度的要求,将厂区区域划分为不同清洁责任区域,见附件《卫生区域划分图》。
4.1公共区域和办公区域
4.1.1 控制要求
区域内干净整洁,不得有可见垃圾和污垢,不得有异味,不得有积水。
4.1.2 控制措施
4.2仓储区域
4.2.1 控制要求
●区域内干净整洁,不得有可见垃圾和污垢,不得有异味;
●仓储物资上灰尘清理;
●物资分类且摆放整齐;
●所有物品离墙离地摆放。
4.2.2 控制措施
4.3.车间
4.3.1要求区域内干净整洁,垃圾经常清理,不得有异味;
4.3.3直接或间接与产品接触的工器具、设备、管道和清洁工具必须清洁干净;。
ISO13485:2016生产作业环境和清洁控制程序
1、目的为了明确本公司的工作环境和污染控制的要求,防止工作环境的条件能对产品质量有负面影响,特编制本程序文件。
2、范围适用于本公司医疗器械产品的生产作业环境控制及产品清洁控制活动。
3、职责3.1 工程部:负责负责确定生产过程中的工作环境要求,包括工作过程中物的因素和人的因素。
根据产品工艺要求编制生产作业环境文件及产品清洁作业文件。
为满足作业环境要求及清洁要求提出防护设施配置要求及负责配置。
3.2 生产部:负责生产现场工作环境要求应能保证产品的质量性能与可靠性,防止产品失效。
按照工程部编制的作业文件要求进行生产作业环境控制及产品清洁控制的实施。
3.3 品管部:负责监督作业文件的执行。
若工作环境的条件能对产品质量有负面影响,须由品管部负责对工作环境进行监视和控制。
4、定义无。
5、内容5.1 生产作业环境的控制本公司生产作业环境控制主要包括:生产现场清洁卫生环境管理、员工卫生管理、防静电管理及生产区、仓库虫害管理等。
5.1.1 生产现场清洁卫生管理◇生产现场应保存基本的卫生环境要求,生产现场地面须防静电油漆涂层处理,墙壁光滑无粉尘脱落,窗户应可以起到密封作用,以防止外部灰尘进入。
◇若产品有温湿度要求,则车间须配置空调(有冷风)或空调及排风,干燥设备,观察并保留《温湿度检查记录》,温湿度超标时,须同时记录采取措施的记录。
◇生产现场的物料,成品,半成品须标识清楚,摆放有序。
暂时不用的物料及半成品须有外包装,以防止灰尘的影响。
◇若产品生产过程中有无尘或少尘要求,应达到无尘车间的要求,按无尘车间的设计要求进行管理。
5.1.2 员工卫生管理◇员工进入车间应穿工衣及工鞋,戴工帽,工帽应可以有效遮挡住头发外露。
◇进入车间处须设有鞋柜,以存放员工个人物品,禁止私人物品带入车间。
◇员工应保留良好的个人卫生习惯,勤洗手、洗澡、剪指甲,工衣保持干净。
◇员工的个人物品不可戴入车间。
◇不可在车间吃零食、喝饮料,禁止吸烟,保持工作台面卫生。
工作环境与产品清洁控制程序
文件编号
修改条款
修改内容
修改人/日期
生效日期
编制
审核
分发部门会签
批准
□业务部
□研发部
□采购部
□生产部
□质量部
□行政部
1.目的
对生产作业环境和产品清洁要求进行规范使产品的生产环境和清洁符合规定之要求
2.范围
适用于本公司医疗器械的生产作业环境控制及产品清洁控制活动。
3.职责
3.1研发部和生产部根据产品和国家相关的要求制定工厂生产区域、实验室和仓库的环境要求。
3.2质量部负责制定环境检查监测要求和頻次,对工厂生产区域、实验室和仓库进行定期监视和测量,并保存监测记录。
3.3人力资源部负责组织员工体检,建立员工健康档案。
3.4人力资源部负责对新入职员工进行工作环境卫生知识的培训。
3.5各相关部门负责对所在区域的环境卫生进行清洁和记录。
4.工作程序
4.1环境要求
4.6.2产品清洁可以采用擦拭、用工艺酒精清洁的方式;
4.6.3若清洁采用擦拭的方式时,应选用对产品表面无残留,对人体无毒的溶剂,必要时由研发部对清洁溶剂进行无毒验证,合格后方成可使用;
5.相关文件
5.1《一般生产区管理卫生管理规范》CR-QS-011
6.相关记录
《员工健康档案》QR-054
《清洁记录表》QR-055
本公司产品没有特殊环境要求,按照《一般生产区管理卫生管理规范》的要求对生产区、实
验室和仓库进行清洁,并记录《清洁记录表》。
4.4检查
质量部不定期对生产区、仓库和实验室的卫生、环境监控及静电防护情况进行检查,对不符合规定要求的区域或行为责令其及时纠正。
4.5产品清洁的控制
食品接触面卫生控制程序
食品接触面卫生控制程序1、目的:防止食品在生产、包装、运输等过程中被可能的一切的污染物污染,以确保食品接触面(包括手套和外衣)的设计、安装便于卫生操作,维护、保养符合卫生要求,以及能及时充分地进行清洁和消毒,而采取的对食品接触面的卫生控制,以便将危害降低到最小程度。
2、适用范围所有生产过程中接触和可能接触产品的人、物。
3、与食品接触面的卫生控制3.1、直接接触产品物的卫生控制3.1.1、加工设备、器具的制作3.1.1.1、加工设备的制作材料需是用耐腐蚀、光滑、易清洗、不生锈的材料制成。
3.1.1.2、车间内不准使用由竹木制品、纤维等毛糙、易腐蚀、不光滑、不易清洗的材料制成的设备和工器具。
3.1.1.3、加工设备和工器具的设计和安装须利于清洗消毒。
3.1.1.4、加工设备和工器具的设计安装须保证无粗糙焊缝、破裂、凹陷等现象。
3.1.1.5、表里如一,所有生产设备和工具的可能与产品接触的面或设备工具表面,无外光内糙现象。
3.1.1.6、有设备、工器具的维修保养计划,及时保证设备工具的正常使用。
3.1.2、加工设备的清洗消毒(详见清洗消毒管理规范)3.1.3、包装袋和内包装物料3.1.3.1、产品在生产加工过程中的周转和运输过程中均须对产品做好防护措施,保证各个环节不对产品产生污染。
3.1.3.2、产品在加工中的周转、预包装或临时包装用的包装材料必须是不会污染产品的物质制作而成,且在包装前经过严格的灭菌。
3.1.3.3、所有产品的内包装材料均需经过灭菌处理,且在包装生产前或进货时按规定比例进行微生物检测。
3.1.3.4、内包装材料的储存间应有杀菌设施,安装紫外线灯或臭氧发生器,每次新包装材料入库和包装材料使用前均应进行紫外线灯30分钟或臭氧60分钟以上的灭菌消毒。
3.1.3.5、所有接触内包装材料的人员的手部均应经严格消毒,未经消毒的人员不准直接接触内包装材料。
3.1.3.6、生产厂家在供货时,所有内包装材料均应由食品级无毒材料密封包装,且包装材料不易破损,便于保存。
防异物及清洁度控制工作程序

防异物及清洁度控制工作程序
1、系统和设备检修开始前,必须建立安全隔离区,对重要隔离区域必须设立现场保卫人员值班,未经授权的人员禁止进入。
2、严格控制进入安全隔离区的人员和物品(工具、材料等),进入隔离区的人员必须得到事先许可,带入隔离区的物品由专人进行登记,并由工作负责人在回装过程中直至工作结束不断进行核对,并将检查情况如实记录下来。
3、尽量减少系统和设备开口的时间,减少异物进入内部的风险。
当系统封闭和设备组装或解体工作需要中断时,必须采取防异物措施,根据具体情况用木盖板、防水帆布、白细布或塑料布将系统和设备保护好。
重要部位如与主蒸汽、再热蒸汽、抽汽管道及容器相通的管口开口时间较长,要粘贴封条。
4、带入安全隔离区的物品必须有防止掉落和遗失的措施,工具、仪器等在使用时应拴保护绳以防止其掉落。
5、设备解体后,不能直接落地和暴露的部件,应用橡皮或枕木垫在地上,表面用布或塑料布覆盖。
解体后较小的零部件应放入专用柜子或用塑料袋封装做好记录。
6、在系统或设备内部进行切割、打磨、焊接等易产生杂物的工作时,应用覆盖物、内部封堵物等措施对系统和设备内部的工作区域进行隔离,以防止铁屑、焊渣等杂物进入,
工作完成后进行彻底的检查和清理。
7、更换新部件时,应对其进行清扫以保证其清洁度合格。
8、系统或设备的零部件在回装前应仔细检查并确认覆盖物、内部封堵物已全部拆除,防止遗留在系统和设备内部。
9、一旦发生异物进入设备或系统的相关事件,工作负责人必须立即向质检人员汇报,并制定有效措施,组织工作人员按措施执行。
10、为防止异物进入汽轮机、发电机、励磁机设备内部,确保设备检修质量,必须设立主隔离区,对进出隔离区的人员、物品进行控制。
清洁作业管理程序
清洁作业管理程序1、清洁服务控制程序1.0目的通过对清洁服务过程进行控制,确保向顾客提供合格的清洁服务。
2.0适用范围适用于公司承接的清洁服务项目3.0职责3.1.1品质部负责清洁服务物料、设备、人员需求数量、质量和指标的确定、检查和认可。
3.1.2品质部负责清洁服务过程的检查。
3.1.3项目部负责清洁服务过程的实施,并执行检查。
3.1.4仓库负责物料、设备的发放。
3.1.5人事培训部负责合格员工的提供。
3.1.6行政部负责各部门的协调、调度及后勤保障。
3.1.7客户服务部负责客户的意见征询、反馈。
4.0工作程序4.1公司品质部负责根据实际情况组建项目部,任命项目经理并为项目配置相关资源。
4.1.1技术准备4.1.1.1品质部组织项目管理人员,熟悉了解清洁服务项目的要求;4.1.1.2准备清洁服务现场的规范、标准、作业指导书等技术资料;4.1.1.3项目管理人员对专项技术加强现场操作学习。
4.1.2材料设备准备4.1.2.1品质部根据合同确定所需相关材料、设备的数量,提供《材料、设备需求清单》给仓库。
4.1.2.2仓库根据现有材料准备项目所需物料,如材料欠缺及时知会采购部,填写《采购申请单》,行政人事部负责人批准后交采购部统一采购。
4.1.2.3行政部组织采购、仓库、运输队落实品质部项目所需相关材料、设备的到位,及材料设备运输到项目项目管理处的安排工作,并填写《送货清单》,项目部签字后由仓库保管。
4.1.3员工准备4.1.3.1人事培训部按《项目人员配置计划》负责提供合格的员工资料,提交品质部;4.1.3.2人事培训部按品质部要求通知员工到场时间及办理工装、工牌的发放。
4.2工序控制4.2.1项目部按甲方合同规定时间入场,并按合同规定的范围、标准和人员配置、机器设备配置进行清洁作业。
4.2.2项目经理全面负责项目的人员机器管理,遵循规范操作要求进行清洁作业安排和检查。
4.2.3项目经理在现场巡视检查,每天填写《清洁质量检查记录表》。
产品清洁度管控方案及流程
产品清洁度管控方案及流程Product cleanliness control and management are critical aspects of ensuring the safety and quality of products. 产品清洁度管控和管理是确保产品安全和质量的关键方面。
To effectively manage and control product cleanliness, a comprehensive plan and process must be established. This begins with understanding the specific cleanliness requirements of the product and the standards that must be met. Effective communication with stakeholders, including production teams, quality control personnel, and suppliers, is essential to ensure that everyone is aligned with the cleanliness goals. This may include establishing cleanliness criteria, defining acceptable levels of cleanliness, and implementing inspection and testing procedures. 为有效地管理和控制产品的清洁度,必须建立全面的计划和流程。
首先要了解产品的具体清洁度要求和必须满足的标准。
与利益相关者进行有效沟通,包括生产团队、质量控制人员和供应商,是确保所有人与清洁度目标保持一致的关键。
OPRP—产品接触面卫生控制程序
OPRP—产品接触面卫生控制程序1.目的防止产品在生产、包装、运输等过程中被微生物、化学品及物理污染物污染而采取的对触面的卫生控制,将危害降低到最低程度。
2.适用范围适用于公司所有酒类产品的生产、包装、运输。
3.职责与权限本标准由集团各基地执行,质量技术部监督。
4.工作程序4.1直接与产品接触的表面4.1.1加工设备:储酒罐、输送管道、灌酒机、过滤机。
4.1.2包装物:酒瓶、瓶盖。
4.2间接与产品接触的表面车间的环境、员工的手和工作服。
4.3食品接触面的材料。
用于储存、输送、过滤、罐装设备、工器具、瓶盖等,其材质要求须符合:无毒、无害、不会对产品造成污染;耐腐蚀、不易生锈、不易老化;易于清洗消毒制作生产设备和管道、容器的不锈钢,应采用奥氏体型不锈钢。
包装用的瓶盖内塞使用的塑料制品必须使用食品级,再生塑料生产的制品不能接触食品。
用于输送酒的软管,材质要符合有关食品卫生标准要求。
4.4加工设备、工器具的设计、安装和定位加工设备和工器具的结构在设计上应便于日常清洗、消毒、维护。
不能在接触产品的表面和产品的上方涂刷油漆;设备上需要清洗的部件应便于拆装;使用润滑油的设备在结构上必须能防止润滑油对产品的污染。
加工过程中的输酒管道,管道接头连接要严密、不渗漏,应避免有盲端和死角。
罐槽在设计制造时,要能保证使内容物能排空。
酒库和包装车间必须使用防爆电器。
4.5清洁和消毒4.5.1基础酒处理设备、包装罐装设备、过滤设备及输酒管道应定期清洗,保证与食品接触的内表面清洁。
4.5.2各生产环节的散酒储存容器及工器具在投用前应使用自来水清洗,在使用中应定期清洗,保证清洁。
4.5.3产品包装容器(玻瓶、陶罐等)必须按照包装生产工艺要求进行清洗,保证内表面清洁。
4.5.4包装生产人员的手、工作服应干净清洁。
4.5.5卫生间、更衣间等门把手应清洁、卫生。
4.5.6垃圾箱应及时倾倒,防止滋生蚊虫。
4.5.7包装生产人员的手的清洗和消毒:进入工作区域之前,必须对手进行清洁,清洁后不能接触其他物品。
质量控制说明QCI-9310-122 产品清洁度
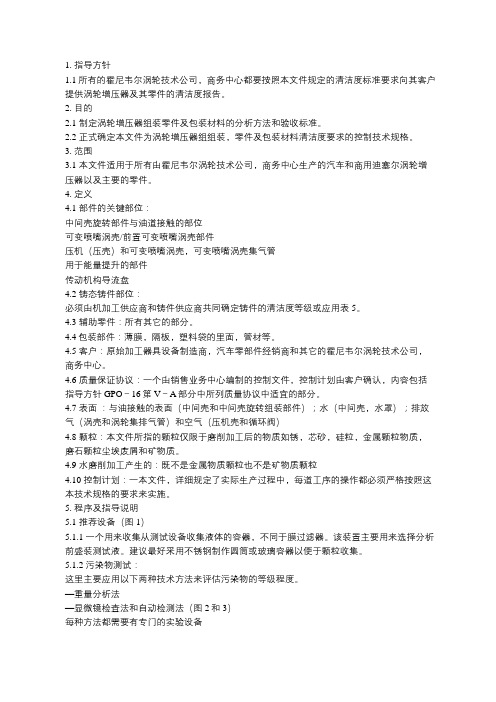
1. 指导方针1.1所有的霍尼韦尔涡轮技术公司,商务中心都要按照本文件规定的清洁度标准要求向其客户提供涡轮增压器及其零件的清洁度报告。
2. 目的2.1 制定涡轮增压器组装零件及包装材料的分析方法和验收标准。
2.2 正式确定本文件为涡轮增压器组组装,零件及包装材料清洁度要求的控制技术规格。
3. 范围3.1 本文件适用于所有由霍尼韦尔涡轮技术公司,商务中心生产的汽车和商用迪塞尔涡轮增压器以及主要的零件。
4. 定义4.1 部件的关键部位:中间壳旋转部件与油道接触的部位可变喷嘴涡壳/前置可变喷嘴涡壳部件压机(压壳)和可变喷嘴涡壳,可变喷嘴涡壳集气管用于能量提升的部件传动机构导流盘4.2 铸态铸件部位:必须由机加工供应商和铸件供应商共同确定铸件的清洁度等级或应用表5。
4.3 辅助零件:所有其它的部分。
4.4包装部件:薄膜,隔板,塑料袋的里面,管材等。
4.5 客户:原始加工器具设备制造商,汽车零部件经销商和其它的霍尼韦尔涡轮技术公司,商务中心。
4.6 质量保证协议:一个由销售业务中心编制的控制文件,控制计划由客户确认,内容包括指导方针GPO-16第V-A部分中所列质量协议中适宜的部分。
4.7 表面:与油接触的表面(中间壳和中间壳旋转组装部件);水(中间壳,水罩);排放气(涡壳和涡轮集排气管)和空气(压机壳和循环阀)4.8 颗粒:本文件所指的颗粒仅限于磨削加工后的物质如锈,芯砂,硅粒,金属颗粒物质,磨石颗粒尘埃废屑和矿物质。
4.9 水磨削加工产生的:既不是金属物质颗粒也不是矿物质颗粒4.10 控制计划:一本文件,详细规定了实际生产过程中,每道工序的操作都必须严格按照这本技术规格的要求来实施。
5. 程序及指导说明5.1 推荐设备(图1)5.1.1 一个用来收集从测试设备收集液体的容器,不同于膜过滤器。
该装置主要用来选择分析前盛装测试液。
建议最好采用不锈钢制作圆筒或玻璃容器以便于颗粒收集。
5.1.2 污染物测试:这里主要应用以下两种技术方法来评估污染物的等级程度。
产品清洁度管控方案及流程
产品清洁度管控方案及流程
I. 前言
1. 产品清洁度的重要性
2. 制定管控方案及流程的目的和意义
II. 管控目标
1. 产品清洁度标准
2. 可接受的污染水平
III. 管控原则
1. 预防为主
2. 过程控制
3. 持续改进
IV. 管控措施
1. 环境控制
a. 洁净区域设置
b. 空气净化系统
c. 人员控制
2. 生产设备控制
a. 设备清洁程序
b. 设备维护保养
c. 设备性能监测
3. 原材料控制
a. 供应商审核
b. 入厂检验
c. 存储管理
4. 生产过程控制
a. 操作规程制定
b. 关键过程监控
c. 记录维护
5. 产品检验
a. 成品检验
b. 保留样品管理
c. 不合格品处理
V. 监督检查
1. 内部审核
2. 管理评审
3. 纠正与预防措施
VI. 持续改进
1. 数据分析
2. 改进措施
3. 员工培训
VII. 附件
1. 清洁度标准
2. 检验方法
3. 记录表格。
产品清洁及污染控制规范
产品清洁和污染控制规范
1目的
有效控制公司产品清洁、消毒及废弃物处理各过程
2适用范围
本程序和计划适用于对公司机器出货及返回机器的清洗与消毒,并对其适应性和有效性进行持续有效的监测。
3术语和定义
无
4职责与权限
4.1仓储物流部:对由公司外部返回机器的消毒处理。
4.2生产部:对由公司内部出货机器的清洁。
4.3质量部:对仓储物流部、生产部的执行进行监督。
5内容及流程
5.1在线机器(即由公司内部出货机器)的清洁
5.1.1机器外观清洁
5.1.1.1机器机身及相关配附件清洁:各生产部包装组作业人员需使用去污剂喷至脏污处,再用干净的毛巾对脏污进行清洁。
详情见相关产品的《包装作业指导书》。
5.1.1.2机器显示器屏幕的清洁:各生产部包装组作业人员需使用LCD屏专用清洁剂喷至脏污处,再用干净的无尘布对脏污进行清洁。
5.2返回机器(即由公司外部返回机器)的消毒
5.2.1仓储物流部作业人员将返回的产品从包装箱中取出,和包装箱一起放在消毒房内,包装箱之间、机器之间不能互相重叠,至少保持10cm的距离;
5.2.2打开紫外线灯,消毒30分钟以上;
5.2.3消毒过程完成后,在机器外壳上加贴“已消毒”标贴,并在随机文件上加盖“已消毒”章5.2.4并填写好相应的《产品消毒记录表》,详细见《产品消毒作业指导书》。
6流程图
无
7相关文件及记录
7.1相关联的文件
7.1.1《产品消毒作业指导书》文件编号:M-SD-04
7.1.2相关产品的《包装作业指导书》7.2本文件产生的质量记录
无
7.3相关联的质量记录
7.3.1《产品消毒记录表》。
食品生产企业全面清洗消毒控制程序
食品生产企业全面清洗消毒控制程序1、目的本程序规定了本公司所有产品盛装用容器和车间进行消毒、方法、要求和检验方法。
2、范围本程序适用于本公司所有产品盛装用容器和车间。
3、清洗消毒原则在整个清洗消毒过程中,严格按照规程执行,确保生产设备和容器消毒达标,不得残留消毒液,不得造成二次洗涤,影响产品质量。
4、与产品有关的设备、工装、包装物清洁、消毒要求4.1更衣室使用紫外线消毒1次,生产后用紫外线消毒1次,每次30〜60分钟,消毒时所有人员回避。
4.2生产、包装区域每天生产前由生产车间主任负责使用臭氧发生器进行消毒,消毒时所有人员回避。
4.3设备中与产品直接接触的过辐每周用酒精喷洒消毒,生产频繁时应每两天用酒精喷洒消毒。
4.4所有用于临时存放产品的材料架、小车、包装台须每周用酒精喷洒消毒,生产频繁时应每两天用酒精喷洒消毒。
4.5材料存放区域(原辅料库、包材库)、产品存放区域(冷库、半成品库、成品库),日常用扫把清洁,定期每个月用臭氧发生器对其空气和环境进行杀菌消毒。
5、清洗消毒方法5.1容器、工器具(成型模具、不锈钢刀、周转车或架、)消毒5. 1.1先用清洗液内外浸泡10分钟,再内外刷洗干净;5.1.2用清水将容器(框子,不锈钢盆)内外冲洗干净;5.1.3用热水浸泡消毒,时间不少于10分钟;5.1.4将消毒好的容器(框子,不锈钢盆),用流动水内外冲洗60秒。
5.2设备清洗消毒5.2.1生产结束后(个别有油渍的设备先用清洗液抹洗干净),用清水冲洗干净,并用热水冲洗或者用酒精喷洒消毒,最后将其晾干。
5.2.2原辅料库、冷库、成品库、半成品库日常用扫把将杂物扫除干净,定期用臭氧发生器对空气环境进行消毒。
5.2.3非产品接触面:检查设备的润滑情况,避免设备运行时漏油、设备部件松动等现象;清除设备内的杂物。
5.2.4正常生产时,每天在生产结束后,应对设备进行的擦洗:清除杂物、异物;产品接触面用干净的抹布把灰尘、污物擦除干净。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、目的
为了提供了整个生产过程中有关产品清洁的管理办法,以确保产品的清洁要求得到控制。
2、适用范围
适用于公司所有产品的清洁管理。
3、职责和权限
3.1生产部负责产品清洁的日常管理。
3.3各相关车间负责过程和最终产品的清洁和污染防护。
4、程序
4.1根据13485规定,在下列情况下,组织应将产品的清洁或污染控制要求形成文件:
A)产品在灭菌或使用前由组织进行清洁;
B)产品是以非无菌形式提供且需在灭菌或使用前进行清洁处理;
C)产品在灭菌或使用前不能进行清洁处理,使用时其清洁至关重要;
D)提供的产品为非无菌使用,使用时其清洁是至关重要的;
E)在制造过程中从产品中除去过程添加物。
我公司产品的分类为:1、灭菌产品,灭菌前不能进行清洁处理
2、非无菌形式提供且在使用前不能进行清洁处理
4.2分类1产品的清洁程序
4.2.1产品从仓库转移至车间时,必须从物流通道运输。
4.2.2产品进入生产车间前必须经过脱外包处理,并消毒。
4.2.3产品必须在规定洁净度级别下车间生产。
4.2.4产品在送出灭菌前须在洁净区内完成内包、喷码等工序,并在包装车间完成包装后方可送出。
4.2.5产品早灭菌前需检查初始污染菌,并作为今后产品灭菌剂量的参考依据。
4.3分类2产品的清洁程序
我公司产品为敷贴类,产品使用前按说明书操作:清洁需要敷贴部位的皮肤,揭去产品的保护层,把产品贴至敷贴部位。
5产品在各车间的清洁控制
5.1产品表面应干净整齐,生产过程中严禁不清洁的手接触材料和产品。
5.2生产设备、包装容器等于产品发生接触的物品,接触面不得有污物。
5.3产品中不得有杂物。