钢管生产线自动控制传输系统设计 精品
无缝钢管生产线自动化控制系统研究
无缝钢管生产线自动化控制系统研究
无缝钢管生产线自动化控制系统是针对无缝钢管生产过程中的自动化控制需求,利用现代信息技术和自动化技术,将整个生产线的各个环节进行集成和控制,提高生产效率和产品质量的一种技术手段。
1. 系统的硬件设计:包括对生产线各个设备进行调研和选型,选择适合的传感器和执行器等硬件元件,确定合理的硬件连接方式和布局,并设计相应的电气控制柜和控制面板。
2. 系统的软件设计:涉及到生产线控制算法的设计和优化,包括各个设备的启停控制、速度控制、位置控制等,以及设备之间的同步控制和协同动作控制等,还包括对系统的监控和数据采集功能的设计与实现。
3. 系统的通信设计:要实现生产线内部设备之间的信息交换和协同工作,需要设计合适的通信协议和通信网络。
常用的通信协议包括以太网、Modbus、Profibus等,通过这些协议可以实现设备间的数据传输和远程监控等功能。
4. 系统的监控和故障诊断:通过对生产线各个设备的监控,可以实时获取设备的运行状态和产品质量指标,对异常情况进行及时处理。
还需要设计相应的故障诊断系统,能够判断设备故障的类型和位置,并提供相应的解决方案。
5. 系统的安全设计:生产线自动化控制系统往往牵涉到高速旋转设备、高温和高压等危险环境,因此需要设计相应的安全保护措施,包括紧急停机装置、安全光幕、防爆装置等,保障人员的安全和设备的稳定运行。
无缝钢管生产线自动化控制系统研究

无缝钢管生产线自动化控制系统研究【摘要】本文围绕无缝钢管生产线自动化控制系统展开研究,通过现状分析发现当前存在的问题与挑战。
在自动化控制系统设计中,结合关键技术研究,提出了一套完善的系统方案,并对系统进行了实施与优化。
通过性能测试与评价,验证系统在提高生产效率、降低成本等方面的优势。
在总结了研究成果,展望了未来发展方向,并提出了相关研究建议。
本文旨在为无缝钢管生产线自动化控制系统的研究提供理论支持与实践指导,具有一定的理论与应用意义。
通过本文的研究,可为相关领域的技术创新与产业发展提供有益参考,推动无缝钢管生产线自动化控制系统的发展与应用。
【关键词】无缝钢管生产线、自动化控制系统、研究、现状分析、设计、实施、优化、关键技术、性能测试、评价、成果总结、展望、建议。
1. 引言1.1 研究背景无缝钢管生产线是钢铁行业的重要组成部分,也是国家经济发展的重要支撑。
随着科技的发展和市场需求的变化,无缝钢管生产线自动化控制系统的研究变得尤为重要。
研究背景包括了生产线自动化程度不高、生产效率低下、产品质量难以保障等问题,需要通过引入先进的控制技术来提高生产线的自动化水平和生产效率,从而更好地适应市场需求和提高竞争力。
随着国内外自动化技术的不断发展和应用,无缝钢管生产线自动化控制系统的研究已成为行业的热点之一。
本文将对无缝钢管生产线自动化控制系统的研究进行深入探讨,以期为相关领域提供有益的参考和借鉴,推动我国无缝钢管生产线的现代化发展。
1.2 研究目的本研究旨在探讨无缝钢管生产线自动化控制系统的设计与实施,以提高生产效率和产品质量。
具体目的包括:1. 分析当前无缝钢管生产线存在的问题和不足,明确自动化控制系统的必要性;2. 设计一套集成化的自动化控制系统,实现对生产线各个环节的实时监控和智能调控;3. 通过系统实施与优化,验证控制系统在提高生产效率、减少人力投入和减少生产成本方面的效果;4. 研究关键技术,如传感器技术、数据处理技术和通信技术,在系统设计与实施中的应用和优化;5. 对控制系统的性能进行测试与评价,评估其在提高生产线稳定性和可靠性方面的作用。
无缝钢管生产线(PQF机组)自动化控制系统
无缝钢管生产线(PQF机组)自动化控制系统伍家强【摘要】介绍了天淮508无缝钢管生产线控制系统。
主要包括系统构成、系统配置、基础自动化系统功能分担、网络通讯及过程计算机控制系统等内容。
该系统采用三层的网络结构,将全线各种基础自动化的控制系统无缝的集成在一起,提高了无缝钢管生产的自动化控制水平,提升了生产节奏。
生产的稳定性和可靠性得到了有效保障。
%The control system of the 508 seamless pipe production line of Tianjin Pipe (Group) Corporation (TPCO) is introduced, including system construction and configuration, function sharing of basic automation system, network communication and control system of process computers. The system uses a three-layer network structure to seamlessly integrate various basic automation control systems of the entire line, improving the automation control level of the production line, increasing production rhythm and effectively ensuring production stability and reliability.【期刊名称】《冶金动力》【年(卷),期】2013(000)010【总页数】4页(P60-62,66)【关键词】无缝钢管;控制系统;基础自动化【作者】伍家强【作者单位】天津钢管集团股份有限公司,天津,300301【正文语种】中文【中图分类】TP273天淮议508无缝钢管生产线是一条年产能力50万t的热轧管生产线,配备了当今国际上最先进的二辊斜轧锥形辊穿孔机、5机架三辊限动芯棒连轧管机、3机架三辊脱管机、12机架三辊定径机,主要设备从德国SMS Meer公司引进。
开题报告 基于plc的钢管传送
题目:基于PLC的钢管传送及自动成形电气控制系统设计图1 被控系统结构图针对以上系统,要求该系统可实现钢管的自动传送,且传送位置准确;同时可实现钢管组的自动成形,为打捆做准备。
具体研究内容如下:(1)利用PLC控制伺服电机(自动/点动),实现钢管的精确定位传送;(2)利用PLC控制交流电机,实现钢管组的自动成形,为打捆做准备;(3)完成整套控制系统的电气控制回路设计以及PLC软件编程。
四、本课题拟采用的研究方案基于PLC的钢管传送及自动成形电气控制系统设计方案如下图:图2 电气控制系统框图基于PLC钢管传送及自动成形电气控制系统设计分为四个部分,气压电磁阀的控制、伺服电机的控制、限位开关的控制和交流电机的控制。
(1)气压电磁阀的控制:当钢管在工业现场经过人工作业,滑滚到V辊作业平台,此时V辊和送进辊在气压的作用下上升,顶起钢管,此时钢管在V型槽里面,即间接的对钢管的方向进行了矫正,当顶起钢管到设定位置时,此时压下辊也在气压的参考文献[1] 倪敬.钢管打捆机的研制[D].杭州:浙江大学,2003.[2] 沈鑫刚,全自动钢管打捆机的研究与开发[D].杭州:浙江大学,2005.[3] 杨方秦,石欣阳.钢铁产品包装技术的现状及发展趋势[J].冶金设备,1990,(5):29一34.[4] 崔艳.国内棒材生产线生产工艺及设备综述仁[J].重型机械科技,2004,(1):36-50.[5] 谭威.基于PLC的工业控制系统的设计与实现[D].武汉:华中科技大学,2007.[6] 刘月忠.先进电气控制技术在现代工业中的应用[J].硅谷,2010,(2):137.[7] 李道霖.电气控制与PLC原理及应用[M]二.北京:电子工业出版社,2004.[8] 丛国进.基于顺序控制的PLC电气控制系统的设计[J].电气技术,2008,(2):70-72.[9] 南光群,胡学芝.可编程控制器的选择[J].电气技术与自动化,2004,33(2):65-67.[10] 白新庄.PLC的选型探讨[J].石油化工自动化,2005,(5):22-24.[11] 饶崇林.PLC的选型参考[J].仪器仪表用户,2002,(3):48-50.[12] 周美兰,周封,王岳宇.编著.PLC电气控制与组态设计[M].北京:科学出版社.[13] Erickson K T. Programmable logic controllers[J]. IEEE Potentia1S, 1996, 15(1):14-17.[14] Canning A A, Moran G T ,Clarke S J, et al. Sharing ideas: the SEMSPLC project[J].IEE Review,1994,40(2):523-526.[15] Wilson J E, Brie F. Application of programmable logic controllers for pipelineLocal and remote control[J].IEEE Transactions on Industry Applieations, 1988, 24(6): 1082-1088.。
无缝钢管生产线自动化控制系统研究

无缝钢管生产线自动化控制系统研究随着科技的发展和自动化技术的应用,无缝钢管生产线自动化控制系统成为了最前沿和热门的研究领域之一。
通过现代化的自动化控制系统,能够实现生产线的高效运行、降低人力资源成本、提高产品质量、减少能源浪费等多种优势。
本文将探讨无缝钢管生产线自动化控制系统的研究现状和未来发展方向。
目前,无缝钢管生产线自动化控制系统的研究以提高设备自动化程度、降低人力资源成本为目标,主要有以下几个方面的研究:1. 生产线控制系统的整体结构研究从整个无缝钢管生产线的角度出发,研究生产线控制系统的整体结构和组成部分,优化控制系统设计,使其能够充分利用现代化自动控制技术,提高生产效率、降低成本并保证产品质量。
目前在控制系统方法、结构、软硬件的设计与应用上,已经有了很大的发展。
2. 生产过程控制研究在无缝钢管生产线自动化控制系统中,生产过程控制是最基础和关键的环节。
研究者通过分析生产过程数据,进行数学建模和仿真,针对不同工艺参数,设计优化的控制算法,来控制生产过程的不同环节。
该技术应用于生产线上不同的工序,如轧制、取样、检测和切割等等。
3. 传感器和测量技术研究传感器和测量技术是无缝钢管生产线自动化控制系统的核心技术。
传感器用于采集和转换生产过程中的物理量和电气信号,而测量技术则用于对物理量和信号的处理和分析。
研究者通过新型传感器和测量技术的研究,提高数据采集和处理精度,进一步提高自动化控制系统的稳定性和可靠性。
在无缝钢管生产线自动化控制系统的研究方向上,未来为了实现高效、智能、安全、节能的生产,在以下几个方面进行探索:通过研究如何对生产线进行智能化控制,实现生产线设备自主决策和自我诊断,提高生产线智能和稳定性。
研究智能控制器和机器学习算法等技术,实现生产线的智能化控制和优化,提高生产效率和质量。
2. 研究监测系统和预测技术通过研究监测系统和预测技术,实现生产过程的实时监测和预测,及时发现生产过程中的异常状况和隐患,减少设备故障和损坏,提高生产线的可靠性和稳定性。
无缝钢管生产线自动化控制系统研究

无缝钢管生产线自动化控制系统研究无缝钢管是一种用途广泛的钢管产品,其生产线通常采用自动化控制系统进行生产。
本文将重点探讨无缝钢管生产线自动化控制系统的研究,包括系统的组成、工作原理、优势及发展趋势等方面。
无缝钢管生产线自动化控制系统通常由计算机控制系统、传感器、执行器、监控系统等多个部分组成。
计算机控制系统是整个自动化控制系统的核心,通过对各个工艺参数的监控和控制,实现生产线的自动化运行。
传感器用于采集各种工艺参数和设备状态信息,反馈给计算机控制系统进行分析和处理。
执行器则是根据计算机控制系统的指令,对设备进行操作和控制。
监控系统则是用于对整个生产线进行实时监控和远程操作。
无缝钢管生产线自动化控制系统相比传统手动控制具有诸多优势。
自动化控制系统可以实现生产线的智能化监控和管理,大大提高了生产效率和产品质量。
自动化控制系统可以减少人力成本和劳动强度,提高了生产线的安全性和稳定性。
自动化控制系统可以实现生产过程的信息化和数字化管理,为生产线的智能化改造奠定了基础。
随着科技的不断进步和工业化水平的提高,无缝钢管生产线自动化控制系统也将不断发展和完善。
一方面,随着传感技术、通信技术和控制算法的不断创新,自动化控制系统的性能将不断提升,实现更高效、更精准的控制。
未来无缝钢管生产线自动化控制系统还将更加智能化和自适应化,能够根据生产环境和工艺要求进行自主调节和优化。
随着工业互联网和大数据技术的发展,自动化控制系统还将与智能制造和工业4.0技术相结合,实现生产线的智能化和网络化管理。
无缝钢管生产线自动化控制系统是实现生产线智能化和自动化的重要手段,具有重要的应用前景和发展潜力。
希望通过本文对无缝钢管生产线自动化控制系统的研究,能够为相关领域的研究和实践提供参考和借鉴。
无缝钢管生产线自动化控制系统研究

无缝钢管生产线自动化控制系统研究无缝钢管生产线是一种生产高品质无缝钢管的专业设备,占据着重要的地位。
为了提高生产效率、节省资源和提高产品质量,利用自动化技术,对生产线进行自动化控制是非常有必要的。
本文将探讨无缝钢管生产线自动化控制系统的研究现状并提出一些解决方案。
目前,无缝钢管生产线的自动化控制系统已经得到了广泛的应用。
自动化控制系统主要包括硬件系统和软件系统两部分。
硬件系统由多种传感器、电机、液压和气动元件等组成,可以实现自动化生产的各项功能。
软件系统是基于PLC,SCADA等技术,控制硬件设备,实现生产自动化的各个过程。
1.传感器技术在无缝钢管生产线上,传感器主要起到了监测和反馈信号的作用,因此,传感器的准确性和灵敏度非常重要。
常用的传感器包括:温度传感器、压力传感器、扭矩传感器、测速传感器等。
这些传感器可以实时监测生产线上的温度、压力、扭矩、转速等参数,以便自动化控制系统对其进行调控。
2. PLC技术PLC是指可编程控制器,是自动化控制系统的核心。
它可以根据预先设定的控制程序,控制生产线上的各种设备和传感器。
PLC的逻辑控制程序可以实现无缝钢管生产线各个生产环节的自动化控制,从而提高生产效率,缩短生产周期,降低人工成本。
3. SCADA技术SCADA是指监控和数据采集系统,它通常与PLC一起使用。
SCADA可以实时监测生产线上的各项参数,并对其进行数据采集和处理,最终呈现给操作员。
通过SCADA,操作员可以实时了解生产线上的各项参数,从而调整生产参数,提高生产效率,为生产做出有益的决策。
虽然目前的自动化控制系统已经可以满足无缝钢管生产线的自动化控制需求,但是还可以进一步优化。
以下是优化方案:1.采用PLC与机器视觉技术相结合目前无缝钢管生产线的质量检测通常是由人工进行的,但是人工质量检测会带来不稳定性和错误性。
采用PLC和机器视觉技术相结合,可以实现对无缝钢管的自动化检测。
这样可以消除错误性和不稳定性,并且加速检测速度。
钢管生产线自动控制传输系统设计研究
钢管生产线自动控制传输系统设计研究摘要:随着国内外钢管制造产业的发展需求,自动控制理念同生产线的有机结合已经成为业内公认的发展趋势。
基于多年关于生产线自动控制的实践经验,针对某钢管企业生产线自动控制传输系统设计进行初探,并就设计系统存在的干扰问题进行分析及提出针对性措施。
关键词:钢管生产线自动控制传输系统中图分类号:tp27 文献标识码:a 文章编号:1007-3973(2013)001-057-021前言随着全球经济一体化的不断深入,世界对中国的经济发展也提出了更高的要求。
作为一个制造业大国,如何开发、采用先进制造工艺,引进先进生产线,从而提高生产效率、保障产品质量、提高竞争力,是每一个制造企业亟需寻求与解决的问题。
对于国内钢管制造产业而言,经笔者不完全调查,其制造生产线传输系统中实现自动化的还不到1%,这严重影响了国内钢管制造业的发展。
鉴于此,本文根据目前电气技术发展水平,引入先进的自动控制理念,力求将传统钢管生产线与其传输系统自动化进行有机结合,以期对国内钢管制造产业具有一定借鉴作用。
2钢管生产线传输系统实现自动控制的意义实践证明,钢管生产线传输系统实现自动控制对于钢管制造产业而言具有飞跃式促进作用,具体表现在以下方面:(1)节约人工成本。
传输系统的自动控制使得众多的操作人员从繁琐的工作中解脱出来。
传统传输系统的岗位安排了30个岗位,在实现自动化以后,只需要10个岗位,这就极大的节约了生产劳动力。
(2)优化生产工艺流程。
采用自动控制手段,使得传统运输系统流程得到整合,缩短了传输周期,大大提高了生产效率。
(3)更加安全可靠。
自动控制传输系统排除了人为的操作失误因素,在很大程度上保障了生产线及生产工人的安全。
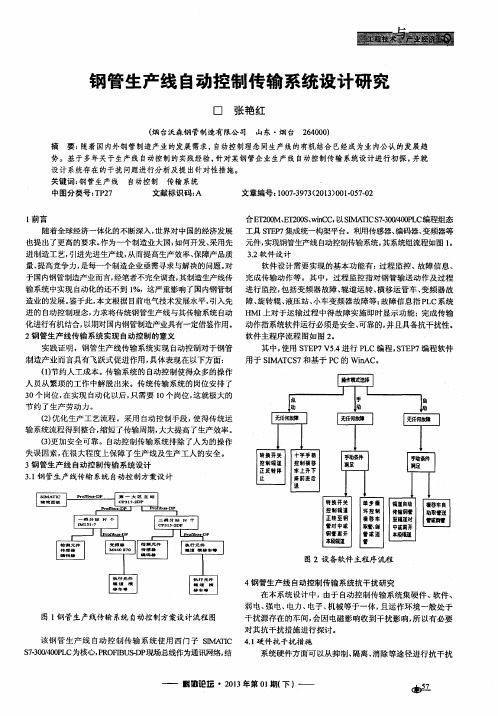
3钢管生产线自动控制传输系统设计3.1钢管生产线传输系统自动控制方案设计该钢管生产线自动控制传输系统使用西门子simatics7-300/400plc为核心,profibus-dp现场总线作为通讯网络,结合et200m、et200s、wincc,以simatic s7-300/400plc编程组态工具step7集成统一构架平台。
钢管生产线自动控制传输系统设计 精品
@
论文题目:钢管生产线自动控制传输系统设计
专 业:电气工程
硕 士 生:蒲建学
(签名)
指导教师:付周兴
(签名)
摘要
钢管制造厂的钢管传输设备虽然是行业内的辅助设备,但如何做好传输设备,关系 到生产效率的提高、人工成本的降低、人身安全的的保证和设备的可靠运行。到目前为 止,国内钢管制造工厂有 100 多家,但传输系统自动控制、自动传输的还没有一家。全 部是手动动作,国外只有欧洲钢管和日本住金钢管公司可进行自动传输。
1.1.1 课题的背景
为了满足国家重点工程西气东输二线建设的需求,扩大钢管产品在国内外市场中的 份额,增强企业发展后劲和发展空间,宝鸡钢管公司和 UMW 石油钢管公司强强联合, 携手合作,在秦皇岛经济技术开发区投资近 15 亿元合资组建“中油宝世顺(秦皇岛) 钢管有限公司”,新公司引进当今世界最先进的 JCOE 直缝埋弧焊接钢管和螺旋焊管预 精焊生产设备和生产技术,以生产油气输送用直缝埋弧焊管、螺旋埋弧焊管、钢管管件 和钢管防腐产品为主,着力打造国内第一、世界一流的钢管加工基地。已于 2009 年 6 月 4 日全部投产。
我国自动控制系统的发展道路,大多是在引进成套设备的同时进行消化吸收,然后 进行二次开发和应用。目前我国工业控制自动化技术、产业和应用都有了很大的发展, 我国工业计算机系统行业已经形成。目前,工业控制自动化技术正在向智能化、网络化 和集成化方向发展。
(1) 以工业 PC 为基础的低成本工业控制自动化将成为主流。 20 世纪 90 年代以来,由于 PC-based 的工业计算机(简称工业 PC)的发展,以工 业 PC、I/O 装置、监控装置、控制网络组成的 PC-based 的自动化系统得到了迅速普及, 成为实现低成本工业自动化的重要途径。我国重庆钢铁公司这样的大企业的几乎全部大 型加热炉,也拆除了原来 DCS(Distributed Control System)或单回路数字式调节器,而 改用工业 PC 来组成控制系统,并采用模糊控制算法,获得了良好效果。 近年来,工业 PC 在我国得到了异常迅速的发展。从世界范围来看,工业 PC 主要包含两种类型:IPC ( Institute of Printed Circuits ) 工 控 机 和 CompactPCI ( Peripheral Component Interconnect(外设部件互连标准))工控机以及它们的变型机,如 AT96 总线工控机等。 由于基础自动化和过程自动化对工业 PC 的运行稳定性、热插拔和冗余配置要求很高, 现 有 的 IPC 已 经 不 能 完 全 满 足 要 求 , 将 逐 渐 退 出 该 领 域 , 取 而 代 之 的 将 是
钢管精整生产线现场总线控制系统的设计与实现
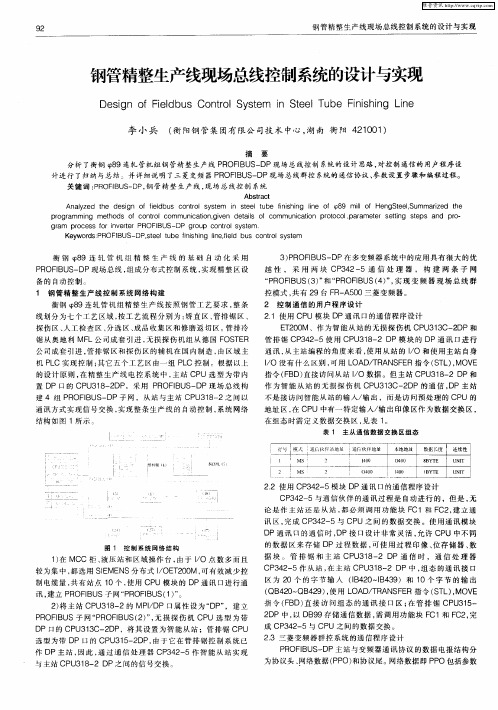
公 司成 套 引进 , 排 锯 区和 探 伤 区的 辅 机 在 国 内制 造 , 区域 主 管 由 机 P C 实 现 控 制 ; 它 五 个工 艺 区 由一 组 P C 控 制 。根 据 以 上 L 其 L 的设 计 原 则 , 精 整 生 产 线 电控 系 统 中 , 站 CP 选 型 为 带 内 在 主 U
衡 钢 ‘ 9连 轧 管 机 组 精 整 生 产 线 的 基 础 自动 化 采 用 p 8
3) R I U — P在多 变 频 器 系统 中 的应 用 具有 很 大 的优 P OFB S D
P OFB S DP现 场 总线 , R IU — 组成 分 布 式 控 制 系 统 , 现 精 整 区设 实
锯从 奥地 利 MF L公 司成 套 引进 , 损探 伤机 组 从 德块 D P通 讯 口的 通信 程 序 设计
E20 T 0 M、作 为 智 能从 站 的无 损 探 伤 机 C U 1 C一 DP和 P 33 2 管排 锯 CP 4 — 3 2 5使 用 C U 1 — P模 块 的 D P 38 2 D P通 讯 口进 行 通 讯 , 主站 编 程 的角 度 来 看 , 用 从 站 的 l 和 使 用 主站 自身 从 使 / 0 l 没 有 什 么 区别 , 用 L AD T A S E / 0 可 0 / R N F R指 令 (T )MOV SL , E 指 令 (B 直接 访 问从 站 l 数据 。但 主 站 C U 1 — P和 F D) / 0 P 3 8 2D 作 为 智 能 从 站 的 无 损 探 伤 机 CP 3 3 2 U 1 C一 DP的 通 信 , DP主 站
无缝钢管生产线自动化控制系统研究

无缝钢管生产线自动化控制系统研究1. 引言1.1 研究背景无缝钢管生产线是钢铁行业中的重要生产过程,其生产效率和产品质量直接影响到企业的竞争力和盈利能力。
随着市场需求的不断增加和技术的不断进步,传统的生产方式已经无法满足市场的需求,因此提高无缝钢管生产线的自动化水平成为当前的发展趋势。
传统的无缝钢管生产线存在着生产效率低下、能源消耗高、人工操作强度大等问题,而自动化控制技术的应用可以有效地提高生产效率、降低能源消耗、减轻人工操作强度,从而提高企业的竞争力。
基于以上背景,本研究旨在对无缝钢管生产线的自动化控制系统进行研究,设计一套适合生产线的自动化控制系统,并通过实施方案的优化与改进,评价与分析系统的性能,为提高无缝钢管生产线的生产效率和产品质量提供技术支持和指导。
1.2 研究目的【研究目的】本文旨在研究无缝钢管生产线自动化控制系统,通过对现有生产线的分析、设计自动化控制系统、实施控制系统方案、进行系统优化与改进以及进行性能评价与分析,实现生产线的智能化和高效化。
其具体目的包括:一是提高无缝钢管生产线的生产效率和质量稳定性,降低生产成本,提升企业竞争力;二是减少人为操作对生产线的干扰,降低事故发生率,提高生产线安全性;三是促进生产线设备的资源配置和协调,实现生产过程的优化和整合,提高生产线的整体运行效率;四是为未来生产线的智能化发展奠定基础,提供技术支持和参考。
通过本研究,将为无缝钢管生产线自动化控制系统的设计与应用提供一定的理论基础和实践经验,推动相关领域的发展和进步。
1.3 研究意义无缝钢管生产线在现代工业生产中起着至关重要的作用,而自动化控制系统作为提高生产效率、保证产品质量的关键技术之一,对于无缝钢管生产线的发展也具有重要意义。
研究无缝钢管生产线自动化控制系统不仅可以提高生产效率,降低生产成本,还可以增强生产线的稳定性和可靠性,进一步保障生产线的安全性。
通过研究无缝钢管生产线自动化控制系统,可以更好地掌握生产线的运行状态,提前发现和解决潜在问题,从而减少生产事故的发生,保证生产线的连续高效运行。
无缝钢管生产线自动化控制系统研究

无缝钢管生产线自动化控制系统研究随着工业技术的不断发展,自动化控制系统在生产领域中的应用越来越广泛。
在钢管生产行业中,无缝钢管的生产线自动化控制系统更是发挥着重要的作用。
本文将对无缝钢管生产线自动化控制系统进行研究和分析,探讨其在生产过程中的优势和应用前景。
无缝钢管生产线是钢管生产中常见的一种生产方式,其主要特点是生产出来的钢管内外表面光洁,尺寸精确,机械性能良好,适用于各种高精度、高要求的生产。
无缝钢管的生产线通常包括多道轧制、穿孔、酸洗、冷拔、酸洗、退火、钢管切割等工序。
而无缝钢管的生产线自动化控制系统主要包括传感器、PLC控制器、执行器等部件,通过这些部件的协调工作,可以实现对生产线各个环节的集中控制和监测。
1. 提高生产效率通过自动化控制系统,可以实现钢管生产线的自动化运转,不仅可以减少人工干预,提高生产效率,而且可以避免了人为因素带来的生产误差。
2. 提高产品质量自动化控制系统可以对生产环节进行实时监控和调整,确保了无缝钢管的生产过程中各项参数的稳定性和精度,提高了产品质量。
3. 减少生产成本自动化控制系统的应用可以减少对人力资源的依赖,降低了人工成本和维护成本,从而降低了生产成本。
4. 提高安全性自动化控制系统可以实现对生产环节的精确控制,避免了人为操作不慎导致的安全事故,保障了生产人员的安全。
目前,我国对于无缝钢管生产线自动化控制系统的研究已经取得了一定的进展。
在无缝钢管生产线的自动化控制系统中,涉及到的技术主要包括传感技术、PLC技术、机器视觉技术等。
在传感技术方面,通过对生产线各个关键环节进行实时监测,可以获取生产过程中的各项参数数据,为后续的控制和调整提供了数据支持。
在PLC技术方面,可以实现对生产线的各个执行部件的控制,协调各个部件的工作,提高了生产线的整体运行效率和稳定性。
在机器视觉技术方面,通过对生产过程中的关键环节进行视觉检测和分析,可以实现对产品质量的在线监测和检测,提高了产品的合格率和一致性。
无缝钢管生产线自动化控制系统研究

无缝钢管生产线自动化控制系统研究随着科技的进步和社会经济的发展,无缝钢管生产线也逐渐向着自动化、智能化方向发展。
自动化控制系统是无缝钢管生产线的关键设备,具有重要的作用。
本文将从无缝钢管生产线自动化控制系统的结构、作用和优势三个方面来进行研究。
无缝钢管生产线自动化控制系统由硬件和软件两部分组成。
其中硬件包括控制系统、执行机构、传感器和数据采集设备等。
控制系统由各种控制器、I/O模块、域总线、人机界面等构成。
执行机构主要包括电动机、气动元件、液压元件等。
传感器主要是用来检测生产线上的工件状态、工艺参数、设备运行状态等。
数据采集设备主要用于采集传感器的数据和控制系统的数据,以便进行分析和处理。
软件包括与硬件相对应的控制程序、算法、数据库等。
无缝钢管生产线自动化控制系统的作用是实现对生产线的自动控制和监控,可以对生产线上的设备进行统一的控制和管理,从而提高生产效率和产品质量。
该系统可以实现对温度、压力、速度、转矩、振动等参数的自动调节和控制,从而达到最佳的制造效果。
此外,该系统可以通过对生产数据的收集和分析,对生产过程进行优化和改进,加强生产线的稳定性和可靠性。
无缝钢管生产线自动化控制系统相比传统的手动控制方式具有以下优势:1、提高生产效率。
自动控制系统可以实现对生产线的自动化管理和控制,节约了人力和时间成本,提高了生产效率。
2、提高产品质量。
自动化控制系统可以精确地控制生产过程中的各项参数,从而保证产品质量的稳定性和一致性。
3、提高设备的稳定性。
自动化控制系统可以对设备进行实时的监测和检测,及时发现和排除故障,从而保证设备的正常运行。
4、提高生产线的安全性。
自动化控制系统可以实时监控生产线上的运行状态,及时发现和处置各种安全隐患。
总之,无缝钢管生产线自动化控制系统是无缝钢管生产线中不可或缺的一个组成部分,可以大大提高生产效率和产品质量,减少生产成本,也给生产线管理带来了极大的便利。
钢管生产线自动控制传输系统设计研究
—
—
斟m论 1 j j・2 0 1 3 年第 0 l 期( 下 )——
电站锅炉运行常见 问题及措施
口 邹 聪 杨 琴
5 5 3 3 0 3 ) ( 纳雍发 电总厂主机 一部
出现 的 问题 及 应该 采取 的相 应 措 施 。
贵州 ・ 纳雍
摘 要: 介绍电站锅 炉的分 类、 影响锅炉运 行的因素 ; 以大型燃煤 电站锅炉煤粉 炉为例 , 分析煤粉炉运行 中容易
造业的发展。 鉴于此, 本 文根 据 目前 电气 技 术 发展 水 平 , 引 入先 障、 旋转辊、 液压站 、 小车变频器 故障等 ; 故障信息指 P L C系统 进 的 自动 控制 理 念 , 力 求 将 传统 钢 管 生产 线 与 其 传输 系 统 自动 HMI 上 对 于 运 输 过 程 中得 故 障 实 施 即时 显 示 功 能 :完 成传 输
随着社会的不断进步及国民经济的飞速发展,电力在各 大问题 。本文介绍了电站锅炉 的分类 、分析影响锅 炉运行 的 介绍 电站煤粉炉运行 中常见的炉膛结渣、 “ 四管” 爆破 、 行业及人 民的 日常生活中的作用越来越突 出,小到家里的 电 因素, 漏风、 低温腐蚀等 问题及解决措施。 灯 电视 , 大到工业生产 的各个工序 , 电能 的消耗无处不在 。按 照 电力发展规划 , 截止到 2 0 2 0年, 我 国的发 电装机容量将达 2电站 锅 炉 简 介
中图分类号: T P 2 7 文献 标 识 码 : A 文章编号: 1 0 0 7 . 3 9 7 3 ( 2 0 1 3 ) 0 0 1 - 0 5 7 . 0 2
l 前 言
合E T 2 0 0 M、 E T 2 0 0 S 、 wi n C C, 以S I MA T I C¥ 7 - 3 O 0 0 P L C编程组态
无缝钢管生产线自动化控制系统研究

无缝钢管生产线自动化控制系统研究摘要:随着科技的不断进步和工业生产的发展,无缝钢管生产线的自动化控制系统也日益完善和发展。
本文通过对无缝钢管生产过程的分析,研究了无缝钢管生产线自动化控制系统的设计和优化。
介绍了无缝钢管生产线的工艺流程和主要设备。
分析了无缝钢管生产线存在的问题和需求,以及现有的自动化控制系统的不足之处。
然后,提出了一种基于PLC和SCADA的无缝钢管生产线自动化控制系统设计方案,并详细介绍了系统的硬件和软件组成。
通过实际应用验证了该自动化控制系统的可行性和有效性,并对其进行了性能优化。
研究结果表明,该无缝钢管生产线自动化控制系统能够提高生产效率和产品质量,实现生产过程的可视化和智能化。
一、引言无缝钢管是一种重要的金属材料,广泛应用于石化、电力、造船、石油、天然气等领域。
随着国内外市场对无缝钢管的需求不断增加,无缝钢管生产线的自动化控制系统也日益受到重视。
自动化控制系统的优劣直接影响着生产效率和产品质量。
研究无缝钢管生产线自动化控制系统具有重要的理论和实际意义。
二、无缝钢管生产线的工艺流程和主要设备无缝钢管生产线的工艺流程包括原料处理、穿孔、轧制、冷拔、热处理、修磨和检测等环节。
主要设备包括炼钢炉、连铸机、轧机、冷拔机、热处理炉、修磨机和检测设备等。
三、无缝钢管生产线存在的问题和需求目前,无缝钢管生产线普遍存在生产效率低、产品质量不稳定、能源消耗高以及工艺流程控制不准确等问题。
现有的自动化控制系统缺乏对整个生产过程进行全面监控和调控的能力。
四、基于PLC和SCADA的无缝钢管生产线自动化控制系统设计方案基于以上问题和需求,本文提出了一种基于PLC和SCADA的无缝钢管生产线自动化控制系统设计方案。
PLC负责实时监测和控制各个设备的运行状态和工艺参数,而SCADA则负责对整个生产过程进行数据采集、处理和显示。
五、无缝钢管生产线自动化控制系统的硬件和软件组成无缝钢管生产线自动化控制系统的硬件主要包括PLC、压力传感器、温度传感器、流量传感器、变频器和触摸屏等设备。
一种不锈钢管生产设备的自动控制系统
一种不锈钢管生产设备的自动控制系统技术领域[0001] 本实用新型涉及自动化机械设备技术领域,尤其涉及一种不锈钢管生产设备的自动控制系统。
背景技术[0002] 制管机的打磨工序、定长切割和生产数量统计在不锈钢钢管生产中是不可缺少的生产流程。
以前这种设备主要经过了几种改进:第一种是采用传统的继电器控制系统;第二种是采用PLC控制系统控制,主电机采用机械调速,定长采用的是行程开关或光电开关;第三种是采用PLC高速计数器和编码器控制。
但这几种控制系统都存在以下几种问题:[0003] 第一种控制系统自动化动程度不高,基本已被淘汰。
第二种控制系统由于采用的是行程开关实现定长,所以如果生产的钢管长度要求改变时,就要移动行程开关或光电开关的安装位置,另外加工的精度也不高。
第三种控制方式目前已成为主流控制方式,但存在制管机定长精度不高等问题,为了提高生产精度,提高设备自动化程度,也还是需要进行进一步改进。
实用新型内容[0004] 本实用新型提供了一种不锈钢管生产设备的自动控制系统,以解决现有的不锈钢管生产设备生产精度不高的问题。
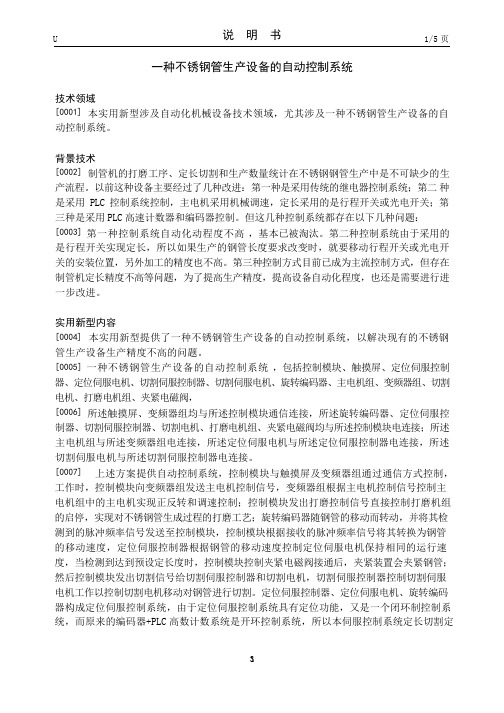
[0005] 一种不锈钢管生产设备的自动控制系统,包括控制模块、触摸屏、定位伺服控制器、定位伺服电机、切割伺服控制器、切割伺服电机、旋转编码器、主电机组、变频器组、切割电机、打磨电机组、夹紧电磁阀,[0006] 所述触摸屏、变频器组均与所述控制模块通信连接,所述旋转编码器、定位伺服控制器、切割伺服控制器、切割电机、打磨电机组、夹紧电磁阀均与所述控制模块电连接;所述主电机组与所述变频器组电连接,所述定位伺服电机与所述定位伺服控制器电连接,所述切割伺服电机与所述切割伺服控制器电连接。
[0007] 上述方案提供自动控制系统,控制模块与触摸屏及变频器组通过通信方式控制,工作时,控制模块向变频器组发送主电机控制信号,变频器组根据主电机控制信号控制主电机组中的主电机实现正反转和调速控制;控制模块发出打磨控制信号直接控制打磨机组的启停,实现对不锈钢管生成过程的打磨工艺;旋转编码器随钢管的移动而转动,并将其检测到的脉冲频率信号发送至控制模块,控制模块根据接收的脉冲频率信号将其转换为钢管的移动速度,定位伺服控制器根据钢管的移动速度控制定位伺服电机保持相同的运行速度,当检测到达到预设定长度时,控制模块控制夹紧电磁阀接通后,夹紧装置会夹紧钢管;然后控制模块发出切割信号给切割伺服控制器和切割电机,切割伺服控制器控制切割伺服电机工作以控制切割电机移动对钢管进行切割。
管子智能生产线数字化管理系统设计

管子智能生产线数字化管理系统设计孙学荣,黄捷春,卞正伟(招商局重工(江苏)有限公司,江苏海门 226100)摘 要:为实现管子生产过程的智能化,设计一种高效的管子智能生产线数字化管理系统。
涉及企业ERP 系统、船舶中日程计划排程系统、供应链系统、车间MES 系统、高级排程APS 系统、设备监控SCADA 系统、立体库管理WMS 系统、车间拉料LES 系统等先进的信息化管理系统,配合先进的生产设备和合理的生产线布置,可以有效节约生产成本,提高车间的生产效率,成为管子智能化生产的最佳示范车间,具有广阔的实际应用前景。
关键词:管子;智能;数字化管理;生产效率中图分类号:U664.82 文献标志码:A DOI :10.14141/j.31-1981.2021.02.021Design of Digital Management System ofIntelligent Pipe Production LineSUN Xuerong, HUANG Jiechun, BIAN Zhengwei(China Merchants Heavy Industry (Jiangsu) Co., Ltd., Haimen226100, Jiangsu, China)Abstract: In order to realize the intelligent procedure of the pipe production, a high-efficient digital management system for intelligent pipe production line is designed, involving advanced information management systems such as the ERP system, the ship schedule and plan system, the supply chain system, the MES system for workshop, the APS system, the SCADA system, the WMS system and the LES system. Cooperating with advanced production equipment and reasonable production line layout, it can effectively save the production cost and raise the production efficiency of the workshop, which help the workshop to become the best demonstration of intelligent pipe production workshop. It has wide actual application prospect.Key words: pipe; intelligent; digital management; production efficiency基金项目:2020年江苏省工业和信息产业转型升级专项资金项目“智能薄板分段生产线及管子加工中心建设项目”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Key words: Pipe S7-300PLC Profibus-DP field bus Frequency transformer
本论文还对电气传输系统存在的干扰进行了分析,并提出了解决办法。 以 Profibus-DP 现场总线对钢管传输设备的电气自动控制系统已于 2009 年 6 月 4 日 正式投入运行,从一年的运行效果看,验证了系统的可靠性和实用性,达到了设计目的 和要求。
关 键 词: 钢管;S7-300PLC;Profibus-DP 现场总线;变频器;编码器;辊道;横移
Besides, this paper has made analyze on existent interferences in electric transmission system and proposed its solutions.
Profibus-DP has run into formal application in electric auto-control system of pipe transmission equipments on June 4th, 2009. Its running behavior within this year has verified its reliability and practicability and accomplished its design purpose and requirements.
运管车
研究类型: 应用研究
Subject : Automatic Control Transmission System Design
of Steel Pipe Production Line
Specialty : Electronic Engineering
Name
: PU Jianxue
(Signature)
Starting with pipe transmission process requirements and features, this paper has provided an overall analyze on transmission equipments from the aspect of electric control with the electric system control requirements and the system proposals, which has taken the Profibus-DP field bus as the main line, the Simens S7-300 as its core, the proximity transducer, the sensor, the coder and etc as detecting elements, the frequency transformer, the electromagnetic valve as the drive execute components and realized the whole process in modes of semi-automation, manual and automation according to the pipe transmission requirements. This paper emphasizes on the idea of the ways to realize the automatic pipe transmission.
Instructor : FU Zhouxing
(Signature)
ABSTRACT
Pipe transmission equipment in pipe manufacturing factory is ancillary equipment in this field, however its function closely relates to productive efficiency, human cost, persons’ safety and reliable performance of the equipments. So far, although there are more than 100 domestic pipe manufacture factories, however, none of them has auto-controlled system with auto-transmission. They are all in the manual mode without any exception, while only Eure-pipe and Japan SMI possess the technique of auto-transmission abroad.
本论文从钢管传输生产线工艺要求和特点入手,从电气控制角度对传输设备进行全 面分析研究,提出了电气系统控制要求和系统方案,主要设计是以 Profibus-DP 现场总 线为主线、以西门子 S7-300 为核心,以接近开关、传感器、编码器等为检测元件,以 变频器、电磁阀为驱动执行元件,按照钢管传输工艺要求实现点动、手动、自动传输。 重点阐述如何实现钢管传输自动化的思路。
西安科技大学 硕士学位论文 钢管生产线自动控制传输系统设计 姓名:蒲建学 申请学位级别:硕士 专业:电气工程 指导教师:付周兴
@
论文题目:钢管生产线自动控制传输系统设计
专 业:电气工程
硕 士 生:蒲建学
(签名)
指导教师:付周兴
(签名)
摘要ቤተ መጻሕፍቲ ባይዱ
钢管制造厂的钢管传输设备虽然是行业内的辅助设备,但如何做好传输设备,关系 到生产效率的提高、人工成本的降低、人身安全的的保证和设备的可靠运行。到目前为 止,国内钢管制造工厂有 100 多家,但传输系统自动控制、自动传输的还没有一家。全 部是手动动作,国外只有欧洲钢管和日本住金钢管公司可进行自动传输。