数控机床自动润滑系统毕业设计
(完整版)数控机床润滑系统的自动控制毕业论文设计
成绩: 江西城市职业学二0—二年三月摘要机床润滑系统的设计、调试和维修保养,对于提高机床加工精度、延长机床使用寿命等都有着十分重要的作用。
但是在润滑系统的电气控制方面,仍存在以下问题:一是润滑系统工作状态的监控。
数控机床控制系统中一般仅设油箱油面监控,以防供油不足,而对润滑系统易出现的漏油、油路堵塞等现象,不能及时做出反应。
二是设置的润滑循环和给油时间单一,容易造成浪费。
数控机床在不同的工作状态下,需要的润滑剂量是不一样的,如在机床暂停阶段就比加工阶段所需要的润滑油量要少。
针对上述情况,在数控机床电气控制系统中,对润滑控制部分进行了改进设计,时刻监控润滑系统的工作状况,以保证机床机械部件得到良好润滑,并且还可以根据机床的工作状态,自动调整供油、循环时间,以节约润滑油。
关键字:数控机床,润滑系统,PLC故障分析目录第1章引言 (1)第2章数控机床的系统构成 (2)第3章润滑的分类 (3)3.1单线阻尼式润滑系统......................................... 3.3.2递进式润滑系............................................... 3.3.3容积式润滑系统.............................................4.第4章润滑系统的控制原理...............................................5.4.1电气控制原理..............................................5.4.2自动控制原理............................................... 6.第5章数控机床润滑系统的PLC控制 (7)5.1润滑PLC控制原理.......................................... 7.5.2润滑系统10地址分配........................................ 9.第6章润滑系统故障分析. (10)6.1润滑系统工作状态的监控 (10)6.2润滑时间及润滑次数的控制 (10)6.3润滑报警信号的处理 (12)结语 (13)致谢 (14)主要资料 (15)附录 (16)引言众所周知,要使运动副的磨损减小,必须在运动副表面保持适当的清洁的润滑油膜,即维持磨擦副表面之间恒量供油以形成油膜。
数控机床润滑系统的设计毕业论
毕业论文论文题目:数控机床润滑系统的设计任务与要求:掌握数控机床润滑系统控制的改进和了解汽油发动机润滑系统故障的处理毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
数控机床日常维护与保养毕业设计

河南机电高等专科学校毕业设计论文论文题目:数控机床日常维护与保养系部机电工程系专业数控设备应用与维护班级数维121班学生姓名李华飞学号*********指导教师冯长勇2015年5月6日摘要随着科学技术的发展,机械加工行业对产品提出了高精度、高复杂性的要求。
随着产品的更新换代,不仅对机床设备提出了高精度和高效率的要求,也对其使用寿命提出了要求。
而数控机床的日常维护和保养是延续数控机床生命周期的有效手段。
本文通过介绍数控机床的特点及应用阐述了数控机床日常维护的重要性,结合数控机床的性能及使用特点,对基本养护方法做了详细介绍,包括各部件的维护和工作人员的素质要求,着重对预防性维护及数控机床的保养进行了分析,给出了较为系统的维护保养方法,对数控机床的维护工作提供了帮助。
关键词:数控机床维护保养措施预防性维护AbstractThe requirement of high precision and high efficiency to mechanical processing industry was put forward with the development of the science and technology,as the product is updated, the requirements not only high precision and high efficiency, but also put forward service life of machine tool equipment.e ffective means to continue the life cycle is the daily maintenance and maintenance of CNC machine tools.In this paper, The importance of routine maintenance are through expounded the characteristics and the application of CNC machine tool,combined with the performance and characteristics of CNC machine tool,Methods of detailed introduction are basic maintenance,the requirements including the various components of the maintenance and staff's quality,focuses on the analysis was preventive maintenance and maintenance of CNC machine tools,given the systematic was maintenance methods,Help the CNC machine tool maintenance work.Key words:CNC machine tool maintenance measure preventive maintenance目录摘要 (I)Abstract (II)目录 (III)1 概述 (1)1.1数控机床概念及发展趋势 (1)1.2数控机床的特点 (1)1.3数控机床使用注意事项 (2)1.4 数控机床日常维护及保养的目的 (3)2 数控机床日常维护与保养的基本要求 (4)2.1数控机床日常维护与保养内容 (4)2.2 维护人员的素质要求 (6)2.3 数控机床的使用环境 (6)2.4 正确处理数控机床故障 (6)2.5 制定并严格执行数控机床管理的规章制度 (7)3 预防性维护工作 (8)3.1预防性维护的重要性 (8)3.2预防性维护工作的主要内容 (8)3.3预防性维护的阶段性分类 (8)4 数控机床各部分维护重点 (11)4.1机械部件的维护 (11)4.2液压系统的维护 (13)4.3数控机床精度的维护 (14)4.4数控系统的维护 (14)结语 (15)致谢 (16)参考文献 (17)1 概述1.1数控机床概念及发展趋势数控机床(Computer Numerical Contro l)是指采用:数字化控制的一类机床,或者说是装备了数控系统的机床,简称数控机床。
数控机床主传动系统设计毕业设计(工作计划,工作总结,文献综述)

数控机床主传动系统设计毕业设计(工作计划,工作总结,文献综述)数控机床主传动系统设计毕业设计(工作计划,工作总结,文献综述)工作计划毕业设计是在学生完成全部理论教学和时间教学后所进行的一次综合训练,是整个教学过程中最后一个主要的实践教学环节,目的是使学生综合运用所学的基础理论,专业知识和基本技能,进行工程设计和科学研究等工程师的基本训练,进一步培养学生的科学态度,独立分析和解决问题的能力以及创新的精神。
因此,我为这次毕业设计制定了一个详细周密的工作计划。
本次毕业设计完成需12~15周。
预期结果为主轴箱展开图、横剖面图、转速图和功率扭矩图、传动系统图、拆主轴零件图及主轴的加工编程等。
结果表现形式为全部设计图纸及设计说明书。
1基本要求(1)中英文文献及文献综述各一份(2)阅读有关材料15篇(3)外文资料翻译3000字以上(4)设计说明书10000字以上(5)折成A0号图纸4张2设计任务(1)运动设计(2)动力设计(3)结构设计(4)主轴数控加工编程(5)拆主轴零件图(6)传动系统图(7)主轴箱展开图(8)横剖面图(9)转速图和功率扭矩图3工作计划(1)第1~2周实习调研、检阅资料(2)第3~4周方案确定、开题报告(3)第5~8周设计数控机床主传动系统总体方案(4)第9~13周外文翻译(5)第14周撰写说明书(论文)(6)第15周上交设计(论文)工作总结本文完成了数控机床主传动系统设计。
主传动系统是实现主运动的传动系统,它的转速高、传递的功率大,是数控机床的关键部件之一。
对它的精度、刚度、噪声、温升、热变形都有严格的要求。
由于数控机床的主运动要求有较大的调速范围,因此数控机床的主传动电机主要使用交流变频调速伺服调速电机。
由于主运动采用了无级变速,为了确保低速时的扭矩,数控机床在交流和直流电机无级变速的基础上配以齿轮变速。
数控机床采用带有变速齿轮的主传动。
通过少数几对齿轮减速,扩大了输出扭矩,以满足主轴输出扭矩特性的要求,以获得强力切屑时所需要的扭矩。
(完整版)数控机床润滑系统的自动控制毕业论文设计
成绩: 江西城市职业学二0—二年三月摘要机床润滑系统的设计、调试和维修保养,对于提高机床加工精度、延长机床使用寿命等都有着十分重要的作用。
但是在润滑系统的电气控制方面,仍存在以下问题:一是润滑系统工作状态的监控。
数控机床控制系统中一般仅设油箱油面监控,以防供油不足,而对润滑系统易出现的漏油、油路堵塞等现象,不能及时做出反应。
二是设置的润滑循环和给油时间单一,容易造成浪费。
数控机床在不同的工作状态下,需要的润滑剂量是不一样的,如在机床暂停阶段就比加工阶段所需要的润滑油量要少。
针对上述情况,在数控机床电气控制系统中,对润滑控制部分进行了改进设计,时刻监控润滑系统的工作状况,以保证机床机械部件得到良好润滑,并且还可以根据机床的工作状态,自动调整供油、循环时间,以节约润滑油。
关键字:数控机床,润滑系统,PLC故障分析目录第1章引言 (1)第2章数控机床的系统构成 (2)第3章润滑的分类 (3)3.1单线阻尼式润滑系统......................................... 3.3.2递进式润滑系............................................... 3.3.3容积式润滑系统.............................................4.第4章润滑系统的控制原理...............................................5.4.1电气控制原理..............................................5.4.2自动控制原理............................................... 6.第5章数控机床润滑系统的PLC控制 (7)5.1润滑PLC控制原理.......................................... 7.5.2润滑系统10地址分配........................................ 9.第6章润滑系统故障分析. (10)6.1润滑系统工作状态的监控 (10)6.2润滑时间及润滑次数的控制 (10)6.3润滑报警信号的处理 (12)结语 (13)致谢 (14)主要资料 (15)附录 (16)引言众所周知,要使运动副的磨损减小,必须在运动副表面保持适当的清洁的润滑油膜,即维持磨擦副表面之间恒量供油以形成油膜。
数控机床毕业设计论文【范本模板】

题目数控机床的组成加工原理与工艺系部:机电工程系专业:机电一体化指导老师:班级:学生姓名:目录绪论。
.。
.。
....。
.。
.。
......。
.。
..。
.。
....。
...。
.。
.。
.。
.。
.。
....。
.(1) 第一章数控车床的基本组成和工作原理。
.。
.......。
.。
..。
. (4)1.1 任务准备...。
...。
....。
..。
...。
..。
.。
..。
.。
.。
..。
.。
.。
...。
(4)1。
1.1 机床结构.。
..。
.。
..。
.。
.。
..。
.。
.....。
.。
.。
...。
.。
.。
.。
..。
(4)1。
2 工作原理。
..。
......。
.。
....。
.。
..。
.。
.。
.。
...。
..。
(6)1.3 数控车床的分类.....。
...。
......。
.。
.。
.。
...。
.。
.。
.。
.。
.。
..(6) 1。
4 数控车床的性能指标...。
...。
.。
.。
.。
..。
....。
.。
...。
.。
.。
.。
. (7)1。
5 数控车床的特点.。
.。
.。
.。
.。
.。
..。
.。
..。
.。
.。
..。
.。
(8)第二章数控车床编程与操作。
.。
... .。
...。
.。
..。
...。
...。
...。
(10)2.1 数控车床概述。
.。
..。
.。
.。
..。
..。
.。
...。
.。
...。
.。
.。
.。
..。
.。
(10)2.1.1数控车床的组...。
.。
.......。
...。
...。
........。
...。
.。
.(10)2.1。
2数控车床的机械构成.。
.。
...。
......。
.....。
..。
.。
.。
....(11)2.1。
3数控系统。
..。
....。
.。
...。
.。
......。
.。
.。
.。
.。
.。
.。
.(11)2.1.4数控车床的特点。
.。
.。
.。
....。
..。
.....。
....。
.。
..(12) 2。
1.5数控车床的分类。
.。
...。
.。
..。
..........。
......。
. (13)2.1.6数控车床(CJK6153)的主要技术。
基于三菱PLC的数控机床润滑系统

图1
递进式润滑系统
3 润滑系统控制
数控机床的润滑系统控制主要可分为两大部分:PLC 控制和电器控制 。
[4]
4 PLC控制实现
目前在数控机床的控制系统中,大多数自动化的控制 是通过可编程逻辑控制器PLC来完成的,润滑系统的电气 控制部分也是如此,通过PLC的逻辑程序控制润滑电机的 启停工作。本系统选用的是三菱FX-24M PLC做润滑系统的 控制[5]。
3.1 电气控制原理
通过交流接触器KM1来完成对润滑主电动机电源的控 制。并通过PLC自动控制逻辑来完成电机的自动控制。如 图2所示为润滑系统主电机控制图。
52 │DISCRETE MANUFACTURING│离散制造
基于三菱PLC的数控机床润滑系统
Lubrication System of Numerical Control Machine Tool Based on Mitsubishi PLC
•青岛橡胶轮胎有限公司 韩红敏 Han Hongmin
2.1 单线阻尼式的润滑系统
此套润滑系统比较适合于润滑处油量较少的装置,并 需要进行周期性供油的环境。它是利用阻尼式的分配器将 油泵打出的润滑油按一定的比例分配到各个润滑点。一般 可用在循环系统和开放系统当中。该润滑装置使用灵活, 用户可自行安装,当一点阻塞时,对整体系统无影响,应 用很广泛。
数控机床的润滑装置在整套数控机床设备中占有重要 的作用。现代化数控机床的丝杆和导轨滑动等部件的副润 滑装置,大多采用的是集中润滑的装置。集中润滑控制系 统是通过一个液压泵为润滑管路提供一定的排量和压力的 润滑油,并为润滑系统中的主油路和次油路上的分流器进 行供油,并经分流器将总油路按所需的油量平均分配到各 个润滑点;同时,通过控制器来完成润滑时间、次数的监
ZTXX-30A数控铣床集中润滑系统控制的设计
硬件控制电路的设计, 提出自动集中润滑系统控制梯 形图设计思路及警示与安全保护设计思路[1] , 编制出 相应的控制梯形图并对主要控制梯形图和功能指令作 具体说明和分析。 1 自动集中润滑系统控制电路设计与分析
如图 2 所示, 液位低检测开关 SQ8 一端接到 I / O LINK CB105 的 B09 端子上[2] , 地址定义为 X8������ 7, 另 外一端接到 B01 ( +24 V) 端子上; 给油泵马达上电 的直流 24 V 中间继电器 KA10 的线圈接到 B18 端子 上, 地址定义为 Y2������ 5; 润滑油位低指示灯接到 A19 端子上, 地址定义为 Y2������ 6。ZTXXBiblioteka 30A 数控铣床集中润滑系统控制的设计
王勇1, 梁迪2, 杨凯雷1
(1������ 苏州工业职业技术学院机电设备维护中心, 江苏苏州 215104; 2������ 纽威数控装备 ( 苏州) 有限公司, 江苏苏州 215129)
摘要: 将 ZTXX⁃30A 数控铣床手压式润滑方式改造成自动集中润滑方式, 设计自动集中润滑系统控制电路, 提出自动 集中润滑系统控制梯形图设计思路及报警与安全保护设计思路, 编制出相应的控制梯形图, 阐述了润滑油泵泵油时间梯形 图、 泵油间隔时间梯形图、 警示与安全保护梯形图的设计原理, 为其他数控机床自动集中润滑系统控制的设计提供技术 支持。
Keywords: Automatic centralized lubrication; Ladder diagram
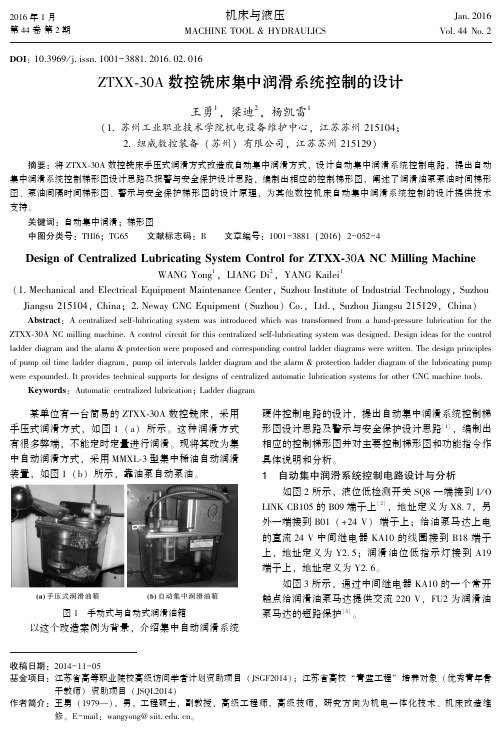
某单位有一台简易的 ZTXX⁃30A 数控铣床, 采用 手压式润滑方式, 如图 1 ( a) 所示。 这种润滑方式 有很多弊端, 不能定时定量进行润滑。 现将其改为集 中自动润滑方式, 采用 MMXL⁃3 型集中稀油自动润滑 装置, 如图 1 (b) 所示, 靠油泵自动泵油。
润滑系统的维护和保养论文毕业设计_品

毕业设计(论文)(说明书)题目:润滑系统的维护和保养姓名:、、、、编号:、、、、、、、、、技术学院年月日、、、技术学院毕业设计(论文)任务书、、、专业汽车运用技术任务下达日期年月日设计(论文)开始日期年月日设计(论文)完成日期年月日A·编制设计B·设计专题(毕业论文)指导教师、、、系(部)主任、、、年月日、、、技术学院毕业设计(论文)答辩委员会记录机械工程系汽车运用技术专业,学生、、、于年月日进行了毕业设计(论文)答辩。
设计题目:润滑系统的维护和保养专题(论文)题目:指导老师:、、、答辩委员会根据学生提交的毕业设计(论文)材料,根据学生答辩情况,经答辩委员会讨论评定,给予学生、、、毕业设计(论文)成绩为。
答辩委员会人,出席人答辩委员会主任(签字):答辩委员会副主任(签字):答辩委员会委员:,, ,,,,、、、技术学院毕业设计(论文)评语第页共页毕业设计(论文)与答辩评语:摘要随着汽车的越来越广泛,汽车的性能要求也就越来越高。
而汽车的性能好坏与汽车润滑系统的作用是不可分开的!润滑系统主要作用就是对汽车发动机的各个部件进行有效的润滑,以防过度磨损。
在常规情况下,汽车每行驶5000km-10000km时就需清洗保养一次,在遇到发动机噪音过大,加速无力,水温过高时也需清洗保养一次。
清洗发动机部的油泥和其它积物,避免机油高温下的氧化稠化,减少发动机部件的磨损,延长发动机寿命,提高发动机动力所以说一个好的润滑系统对于汽车的使用寿命是有很大提高的,并且对汽车各部件的使用寿命也有很好的作用。
ABSTRACTAs the car more and more widespread, more high performance requirements of the car. Good or bad performance of the car and vehicle lubrication systems are not separate! Lubrication system is mainly effective lubrication of various parts of the engine to prevent excessive wear. In general case, the car once in every 5000km-10000km, you need cleaning, in the face of excessive noise of the engine, accelerating weakness, need cleaning when the water temperature is too high. Cleaning sludge and other deposits inside the engine, avoid heavy oil under high temperature oxidation of, reducing engine wear and tear parts, extend engine life, improve lubrication of the engine so that a good system for automobile's life was greatly improved, life of auto parts and also has a very good effect.目录摘要99ABSTRACT9绪论11第1章润滑系统的功用与组成111.1润滑系统的功用111.2润滑方式13第2章润滑剂142.1机油的功用142.2机油的使用特性与机油添加剂152.3机油的分类162.4机油的选用162.5合成机油162.6润滑脂16第三章润滑系统常见问题17第四章润滑系统污染控制的新发展18第五章汽车润滑系统的保养235.1润滑系统保养的作用265.2 普通润滑油的组成265.3 润滑系统的保养方法26参考文献26绪论近年来,随着汽车工业的发展,汽车速度的提高,汽车的制动性能越来越重要。
数控机床局部有效供油自动润滑系统的设计与改造

数控机床局部有效供油自动润滑系统的设计与改造曹明顺,张飞飞,肇 芬(黄冈职业技术学院,湖北 黄冈 438002)摘 要:针对传统数控机床自动润滑系统采用按键程序(或PLC 控制程序)通过设定供油时间、间隔时间定时全局润滑,不考虑各轴实际工作状况、数控机床开机空闲等现象,从而造成润滑油浪费和环境污染。
该文通过实验设计了一套数控机床局部有效供油自动润滑系统,主要包括自动润滑系统程序控制流程图、PMC 梯形图、硬件设计改造图等,根据每一个运动轴实际磨损情况,对运动部件局部有效合理供油,实现对每一台数控机床的自动润滑系统实现个性化定制,最大限度发挥单位润滑量的工作效率,大大减少了润滑油浪费和污染,延长数控机床各运动部件的使用寿命,提高设备稳定性。
关键词:数控机床;局部有效供油;自动润滑系统 中图分类号:TH122 文献标志码:A 文章编号:1672-1047(2021)03-0099-04DOI:10.3969/j.issn.1672-1047.2021.03.25收稿日期:2021-05-11基金项目:黄冈职业技术学院科研项目“ 数控机床自动润滑系统改造设计”(2020C2012104);黄冈职业技术学院科研项目“数控加工在线自动检测系统设计与开发”(2020C2011103)。
作者简介:曹明顺,男,山东金乡人,硕士,副教授。
研究方向:数字化控制技术、CAD/CAM 软件应用、高职教学管理。
数控机床润滑系统给机床导轨、丝杠和轴承等机械部位持续供给润滑油,保证数控机床的加工精度,延长机床使用寿命,所以润滑油供给频率、供给量直接影响润滑的效果和油料消耗。
目前绝大多数数控机床自动润滑系统是通过按键程序(或PLC 控制程序)通过设定供油时间、间隔时间实现程控定时全局润滑[1]。
但是很多时候数控机床存在开机空闲的现象,只要达到设定的时间间隔,润滑系统就给机械部位持续供油;在数控机床实际加工中,每轴运行情况各不相同,甚至某些轴没有运动,只要达到设定的时间间隔,润滑系统依然供油,这就造成了润滑油浪费和环境污染,没有达到润滑效果。
数控机床润滑系统PLC设计1

2、固定定时器
固定定时器TMR:TMRB的设定时间编在梯形图中, 在指令和定时器号的后面加上一项参数预设定时间, 与顺序程序一起被写入FROM中,所以来自时器的时间 不能用PMC参数改写。
固定定时器一般用于机床固定时间的延时,不需 要用户修改时间。如机床换刀的动作时间、机床自 动润滑时间等的控制。图4-10为固定定时器的指令 格式和应用实例。
THANK YOU
刘江 2006.2.27
数控机床润滑系统设计
主讲人:刘江
一、概述
1、润滑系统自动控制工作过程
润滑油路 通过润滑油路分别对导轨、丝杠、齿轮及轴承等机械部位进行润滑。
数控机床润滑系统主要包括机床导 轨、传动齿轮、滚珠丝杠及主轴箱等 润滑,其形式有电动间歇润滑泵和定 量式集中润滑等,其中电动间歇润滑 泵用得较多,其润滑时间和每次泵 油量可根据要求进行调整或用参数设 定。
控制条件:当ACT=0时,输出定时继电器 TM03=0。当ACT=1时,设定延时时间后,输出定时继 电器TM03=1。 定时器号:PMC-SA3共有100个,编号为1~100。 设定时间:设定时间的最小单位为8ms,设定范 围为8—262136ms · 定时继电器:作为可变定时器的输出控制,定 时继电器的地址由机床厂家决定,一般采用中间继 电器。
三、润滑系统电气控制
QF7为润滑泵电动机的短路器,实现电动机的 短路与过载保护, QF7为短路器的常开点, 作为系统润滑泵过载与短路保护的输入信号; 通过系统PMC控制输出继电器KA6,继电器KA6 常开控制接触器KM6线圈,从而实现机床润滑 自动控制。
SL为润滑系统油面检测开关(润滑油面下限 到位开关),作为系统润滑油过低报警提示 (需要添加润滑油)的输入信号; SB5为数控机床面板上的手动润滑开关,作 为系统手动润滑的输入信号; KA1为机床就绪继电器(如机床液压泵控制继 电器)的常开点,作为系统机床就绪的输入 信号; HL为机床润滑报警灯的输出信号。
数控机床润滑系统PLC设计
数控机床润滑系统PLC设计随着数控机床的发展和普及,其对于机床的润滑系统要求也越来越高。
好的润滑系统不仅仅能够提高机床的运行效率和稳定性,还能够延长机床的使用寿命,突出其性能和质量。
因此,在数控机床的润滑系统中,PLC(可编程逻辑控制器)的应用越来越广泛。
PLC是一个特殊的数字计算机,具有可编程、可扩展、可控制和可监控的特点。
在数控机床润滑系统中,PLC的主要作用如下:1. 控制信号产生:PLC通过输入控制信号,产生相应的输出信号,向执行机构传递指令,使机床的润滑系统能够按照设定的程序自动运行。
2. 运行控制:PLC可以对机床的润滑系统进行全面的运行控制,监控液压系统、润滑系统和气动系统的运行状态,对各个系统进行自动控制,从而保证机床润滑系统的效率和稳定性。
3. 故障检测:PLC可以实时监测机床润滑系统的运行状态和故障信息,及时提示用户,以便及时维护和修复,保障数控机床的平稳运行。
二、PLC设计和实现根据数控机床润滑系统的不同需求,PLC的设计方案也有所不同。
一般来说,PLC设计需要考虑以下几个方面:1. 控制模式:根据润滑系统的特点和机床的工作条件,选择最适合的控制模式。
常用的控制模式有时间控制模式、频率控制模式和距离控制模式等。
2. 硬件设计:根据润滑系统的工作需要,选择合适的硬件设备,包括PLC主板、输入输出模块、扩展模块等。
3. 程序设计:根据机床润滑系统的控制需要,编写相应的程序,并将其下载到PLC 中。
4. 调试测试:在PLC设计和实现之后,需要进行调试测试,确保机床润滑系统能够按照预期进行自动控制。
相较于传统的机械控制方式,PLC在数控机床润滑系统中的应用有着许多优势。
具体来说,PLC的优势包括以下几个方面:1. 稳定性:PLC能够实现自动化控制,可以根据预设的程序进行运行,避免了人为操作的干扰,从而保证润滑系统的稳定性。
2. 精度:PLC具有高度精确的控制能力,能够精确地控制液压、气动、电动等执行机构的动作,从而保证机床润滑系统在运行过程中精确、稳定地供润滑剂。
机械机床毕业设计65数控车床纵向进给及导轨润滑机构设计说明书
0前言一.我国数控产业的现状当前,我国的数控系统正处在由研究开发阶段向推广应用阶段过渡的关键时期。
也是由封闭型系统向开放型系统过渡的时期。
我国数控系统在技术上已趋于成熟,在重大关键技术上(包括核心技术),已达到国外先进水平。
目前,已新开发出数控系统80种。
自“七五”以来,国家一直把数控系统的发展作为重中之重来支持,现已开发出具有中国版权的数控系统,掌握了国外一直对我国封锁的一些关键技术。
二.数控产业发展面临的问题当前,我国数控机床产业面临的挑战是国内市场占有率偏低。
据有关资料表明,1999年国产数控机床的市场占有率仅为38.88%。
造成这种严峻的形势,除客观原因外,主要是产品的质量、可靠性不过硬。
“十五”期间,我国机械制造工业正朝着精密化、柔性化、集成化、自动化、智能化方面迅速发展,国内数控机床需求强劲,我国数控机床产业适逢极好的发展机遇。
然而,我国加入WTO后,国外生产的数控机床将会更多的进入我国市场,市场竞争更为激烈。
提高国产数控机床市场占有率,关键在于提高质量和可靠性。
几年来,经过对国内外数控机床的机械结构剖析和使用性能的调研,探索和总结了数控机床机械结构设计和制造的新技术。
现时主要存在有以下几个问题:1.缺乏产业规模2.缺乏发展数控产业的政策和技术配套体系3.缺乏技术创新,产品更新和产业调整的内在动力4.面临国外强手竞争的巨大压力三.数控机床简介数控机床是一种高科技的机电一体化产品,是综合应用计算机技术、精密测量及现在机械制造技术等各种先进技术相结合的产物。
数控机床作为实现柔性制造系统、计算机集成制造系统和未来工厂自动化的基础已成为现在制造技术中不可缺少的生产手段,是机电一体化技术的重要组成部分。
随着科学技术的迅速发展,数控技术的应用范围日益扩大。
数控机床已成为现在机械制造业中的主要技术装备。
四.经济型数控车床的改造纵横向进给系统原机床挂轮机构、进给箱、溜板箱、滑动丝杠,光杠等全部拆除,纵、横向以伺服电机作为驱动元件,经一级齿轮减速转矩增大后,由滚珠丝杠传动。
数控毕业设计(论文)

天津轻工职业技术学院毕业设计(论文)课题:专业数控技术班级学生姓名学生学号指导教师提交日期成绩答辩日期答辩成绩答辩教师总评成绩内容摘要此设计主要是对汽车外板冲压模具的粗加工进行分析。
本文介绍冲压模具粗加工的常用工具和加工工艺,以及粗加工工作组的日常维护。
从而使人们了解粗加工在机械加工中的重要性。
关键字:粗加工毛坯件重要性目录第一章数控加工概述 (1)1.1数控加工概述 (1)第二章加工工具选择 (2)2.1模具选择 (2)2.2刀具选用 (2)2.3辅助工具 (4)第三章数控铣床介绍 (8)3.1数控铣床的基本知识 (8)3.2机床面板介绍 (8)第四章粗加工加工工艺 (11)4.1定中心 (11)4.2 刷基准 (11)4.3粗底面 (12)4.4粗结构 (14)第五章粗加工的日常维护 (20)5.1机械加工的维护 (21)致谢 (22)参考文献 (23)第一章数控加工概述数控技术已经不再是新生事物,它已经成为现代制造技术的重要基础之一,广泛应用到了产品制造领域,显示了其在国家基础工业现代化中的战略性作用,并已成为传统机械制造工业提升改造和实现自动化、柔性化、集成化生产的重要手段和标。
数控技术及数控机床的广泛应用,给机械制造业的产业结构、产品种类和档次以及生产方式带来了革命性的变化。
1.数控加工概述数控加工,是指在数控机床上进行零件加工的一种工艺方法,数控机床加工与传统机床加工的工艺规程从总体上说是一致的,但也发生了明显的变化。
用数字信息控制零件和刀具位移的机械加工方法。
它是解决零件品种多变、批量小、形状复杂、精度高等问题和实现高效化和自动化加工的有效途径。
数控加工有下列优点:①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。
如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。
②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。
③多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用最佳切削量而减少了切削时间。
数控机床自动润滑系统毕业设计

数控机床自动润滑系统毕业设计
一、毕业设计的要求和内容(包括原始数据、技术要求、工作要求)
控制要求如下:
1.该系统采用PLC进行控制。
2.正常情况下,按下启动按钮,润滑电动机M立即运行,20S后此时油压检测开关应该由断开变为闭合,之后润滑电动机立即停止运行。
3.正常情况下,当主轴电机运行时间累积达到30分钟时,管路油压要下降到使压力检测开关复位(由闭合变为断开),这时润滑电动机要立即运行20S,开始增压,此后周而复始的运行。
4.当润滑系统发生管路泄露、堵塞、润滑电动机过载时,润滑电动机都要停止运行,并发出报警,报警的形式为发光二极管以0.6秒的间隔闪烁并驱动警铃报警,直到人工按复位按钮后报警才消失。
5.当油箱中润滑油不足时,由低液位检测开关对液面高度进行检测,这时主轴和润滑电动机都要停止,同时发光二极管一直常亮。
同时启动补给油箱对当前油箱进行加油,当液面到达高液位检测开关时停止补给。
6.在此设计要求下,同学们可以增加其他的功能。
二、毕业设计图纸内容、张数及要求
1.PLC要采用学过的品牌,根据控制要求,合理选择PLC的型号,并确定I/O分配表,绘制PLC外部接线图、电气原理图。
2.绘制必要的继电器、接触器控制电路图,同时绘制系统正常工作及故障报警流程图。
3.绘制梯形图,写出相对应的指令语句表。
4.针对梯形图,要有相应的文字解释。
5.所有图形均要求采用电脑绘制,所有电器元件并要求采用国标符号。
6.列出所用电器元件清单,要求著名名称、型号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
江西城市职业学院2011届毕业设计题目:数控机床自动润滑系统设计分院:机电工程学院班级:数控08—1班学号: 080744080104学生姓名: XXXX起讫日期:指导教师:职称:教研室主任:审核日期:数控机床自动润滑系统摘要机床润滑系统的设计、调试和维修保养,对于提高机床加工精度、延长机床使用寿命等都有着十分重要的作用。
但是在润滑系统的电气控制方面,仍存在以下问题:一是润滑系统工作状态的监控。
数控机床控制系统中一般仅设邮箱釉面监控,以防供油不足,而对润滑系统易出现的漏油、油路堵塞等现象,不能及时做出反应。
二是设置的润滑循环和给油时间单一,容易造成浪费。
数控机床在不同的工作状态下,需要的润滑剂量是不一样的,如在机床暂停阶段就比加工阶段所需要的润滑油量要少。
针对上述情况,在数控机床电气控制系统中,对润滑控制部分进行了改进设计,时刻监控润滑系统的工作状况,以保证机床机械部件得到良好的润滑,并且还可以根据机床的工作状态,自动调整供油、循环时间,以节约润滑油。
数控机床中润滑系统为间歇供油工作方式。
因此,润滑系统中的压力采用定期检查方式,即在润滑泵每次工作以后检查。
如果出现故障,如漏油、油泵失效、油路堵塞,润滑系统内的压力就会突然下降或升高,此时应立即强制机床停止运行,进行检查,以免事态扩大。
油面过低以往习惯的处理方法是将“油面过低”信号与“压力异常”报警信号归为一类,作为紧急停止信号。
一旦PMC系统接收到上述信号,机床立即进入紧急停止状态,同时让伺服系统断电。
但是,与润滑系统因油路堵塞或漏油现象而造成“压力异常”的情况不同,如果润滑泵油箱内油不够,短时间不至于影响机床的性能,无需立即使机床停止工作。
但是,出现此现象后,控制系统应及时显示相应的信息,提醒操作人员及时添加润滑油。
如果操作人员没有在规定时间内予以补充,系统就会控制机床立即进入暂停状态。
只有及时补给润滑油后,才允许操作人员运行机床,继续中断的工作。
针对“油面过低”信号,这样的处理方法可以避免发生不必要的停机,减少辅助加工时间,特别是在加工大型模具的时候。
在设计时,我们将“油面过低”信号归为电气控制系统“进给暂停”类信号,采用“提醒——警告——暂停,禁止自动运行”的报警。
一旦油箱内油过少,不仅在操作面板上有红色指示灯提示,在屏幕上也同时显示警告信息,提醒操作人员。
如果该信号在规定的时间内没有消失,则让机床迅速进入进给暂停状态,此时暂停机床进行任何自动操作。
操作人员往油箱内添加足够的润滑油后,只需要按“循环启动”按钮,就可以解除此状态,让机床继续暂停前的加工操作。
该系统采用PLC进行控制。
正常情况下,按下启动按钮,润滑电动机M立即运行,20S后此时油压检测开关应该由断开变为闭合,之后润滑电动机立即停止运行。
当主轴电机运行时间累积达到30分钟时,管路油压要下降到使压力检测开关复位,这时润滑电动机要立即运行20S,开始增压,此后周而复始的运行。
当润滑系统发生管路泄露、堵塞、润滑电动机过载时,润滑电动机都要停止运行,并发出报警,报警的形式为发光二极管以0.6秒的间隔闪烁并驱动警铃报警,直到人工按复位按钮后报警才消失。
当油箱中润滑油不足时,由低液位检测开关对液面高度进行检测,这时主轴和润滑电动机都要停止,同时发光二极管一直常亮。
同时启动补给油箱对当前油箱进行加油,当液面到达高液位检测开关时停止补给。
关键词:数控机床润滑系统 PLC 故障分析ABSTRACTLubrication system design and machine commissioning and maintenance, to improve the machining precision machine tools, prolong service life and so on, all have very important role. But in the lubricating system of electrical control, still exist in the following problems: one is the lubrication system working condition monitoring. CNC machine control system in general only a mailbox glaze monitoring, in case oil-supplied insufficient, and for lubrication system easy appear oil, fuel blockage phenomenon, cannot make timely response. 2 it is setting of lubrication oil of circulation and give time onefold, easy to cause the waste. Nc machine tools in different work condition, need lubricating dose is different, such as in the machine tool suspended stage than processing stage need lubricating oil amount to little. In view of the above situation, on the nc machine, electric control system for lubrication control parts were improved design, the time monitoring lubrication system, to ensure the working conditions of the machine mechanical parts get good lubrication, and still can according to machine work condition and automatic adjustment oil-supplied, cycle time, so as to save the lubricating oil.Nc machine tools in lubricating system of the intermittent oil-supplied way to work. Therefore, in the lubricating system pressure by regular examination way, namely the lubrication pump every time after work inspection. If the malfunction, such as oil, oil pump failure, fuel blockage, lubrication system of pressure will suddenly slumps or rise, at this time, should now mandatory machine stop running, inspect, lest things expand. Oil noodles too low past habits of the processing method is will "oil noodles too low" signal and "abnormal pressure" alarming signals into categories, as an emergency stop signals. Once PMC system to receive the signal, the machine immediately enter the emergency stop state, while allowing servo system power outages. But, because oil and lubrication system caused by blocked or leakage "abnormal pressure" situation is different, if lubrication pump oil tank inside short time unapt influence is insufficient, the performance of the machine tool, without immediate machine stop working. But, appear this phenomenon, control system should be timely shows the corresponding information, remind operation personnel to add lubricating oil. If the operator does not within the time specified, compensatory system will be controlled machine tool entered immediately suspend state. Only after timely supply lubricating oil will allowoperators operating machine, continue to interrupt. In view of "oil noodles too low" signal, the treatments can avoid unnecessary downtime, reduce auxiliary processing time, especially in the processing of large mould. In the design, we will "oil noodles too low" signals into electric control system "feeding pause" kinds of signal, adopting "remind - warning - timeout, prohibit automatic operation" of alarm. Once inside the tank oil too little, not only in the operation panel have red indicator light hint, on the screen also shows the warning message, remind the operating personnel. If the signal within the prescribed time not disappear, then let machine quickly went into feed suspended state, when suspended machine tool any automatic operation. Operators to tank inside add enough oil, only need to press the "start" button, circulation can terminate the state, let the machine continue to pause before processing operation.This system USES PLC control. Under normal circumstances, press the start button, lubrication motor M immediately after operation, at hydraulic testing switch 20S by disconnect into closed, should stop immediately after lubrication motor running. When spindle motor running time cumulation reach 30 minutes, hydraulic pipeline to descend to make pressure detecting switch resets when lubrication motor must immediately 20S, start running, thereafter the cycle of operation pressurization. When the lubrication system occurred pipeline leak, jam, lubrication motor, lubrication motor overload will stop running and alarm and alarm in the form of leds to 0.6 seconds of interval and drive the alarm flashing alarm, press the reset button until artificially after alarm before it disappeared. When the tank lubricant in shortage, from low level detection switch to liquid surface height testing, when spindle and lubrication motors will stop, and leds have been ChangLiang. And the launch of current supply tank tank bunkering, when the liquid surface high level detection arrive when you stop supply switch.Key words:CNC machine Lubrication system PLC Failure analysis目录一、绪论 (1)二、润滑系统的分类及其要求 (2)2.1 润滑系统和方法的分类 (2)2.1.1分散性润滑系统 (2)2.2.2集中性润滑系统 (2)2.2润滑系统的选择原则 (3)2.3润滑系统的基本要求 (4)三、润滑系统的控制原理 (4)3.1 电气控制原理 (4)3.2 自动控制原理 (6)四、数控机床润滑系统的 PLC控制 (7)4.1可编程控制器PLC结构及其功能 (7)4.1.1 PLC的简介 (7)4.1.2 PLC的硬件结构及其外部信息的转换 (7)4.1.3 数控机床PLC的功能 (7)4.2润滑系统PLC的梯形图 (8)4.3 PLC的特点 (10)五、润滑系统的工作监控及其故障分析 (11)5.1润滑系统工作状态的监控 (11)5.2润滑时间及润滑次数的监控 (11)5.3润滑报警信号的处理 (11)5.4润滑系统的故障分析 (12)六、结语 (13)七、参考文献 (13)八、谢辞 (13)九、注释 (14)一绪论随着生产和科学技术的飞速发展,社会对机械产品多样化的要求日益强烈,产品更新越来越快,多品种、中小批量生产的比重明显增加,同时随着汽车工业和轻工业消费品的高速增长,机械产品的结构日趋复杂,其精度日趋提高,性能不断改善,激烈的市场竞争要求产品研制生产周期越来越短,传统的加工设备和制造方法已难以适应这种多样化、柔性化、高效和高质量复杂零件加工要求。