先进航空发动机设计与制造技术综述
航空发动机涡轮叶片冷却技术综述

航空发动机涡轮叶片冷却技术一、引言航空发动机自诞生以来,对它的基本发展要求就是推力更大、推重比更高、耗油率更低、质量更轻、耐久性更好和费用更低等。
因此,航空发动机涡轮的发展趋势主要在以下两个方面:其一是不断提高涡轮前温度;其二就是不断增加涡轮气动负荷,采用跨音速涡轮设计方案,减少涡轮级数和叶片排数。
在现有技术条件下,并在保证尺寸小、质量轻的情况下,提高涡轮前温度,是获得大推力和高推重比的主要措施之一。
从理论上讲,涡轮进口温度每提高100℃,航空发动机的推重比能够提高10%左右。
当前,先进航空发动机涡轮前温度已经达到1900K 左右,这远远超过了涡轮叶片所用的高温合金材料的熔点温度。
为了保证涡轮叶片在高温燃气环境下安全可靠地工作,就必须对叶片采取冷却和热防护措施。
对于高温所带来的一系列问题,解决的办法主要有两个:一是提高材料的耐热性,发展高性能耐热合金,制造单晶叶片;二是采用先进的冷却技术,以少量的冷却空气获得更高的降温效果。
其中材料的改善占40%,冷却技术占60%。
对于军用航空发动机,第3代的涡轮进口温度为1680~1750K,涡轮叶片耐温能力主要通过第1代单晶合金或定向合金和气膜冷却技术保证;第4代的涡轮进口温度达到1850~1980K,涡轮叶片耐温能力主要通过第2代单晶合金和对流-冲击-气膜复合冷却技术来保证;未来一代的涡轮进口温度将高达2200K,预计涡轮叶片耐温能力通过第3代单晶合金或陶瓷基复合材料等耐高温材料和包括层板发散冷却在内的更加高效的冷却技术来保证。
二、航空发动机涡轮叶片冷却技术概述涡轮冷却技术研究始于上个世纪40年代,大约在1960年,气冷涡轮首次应用于商业航空发动机上。
经过多年的发展,目前基本上形成了由内部冷却和外部冷却构成的涡轮叶片冷却方案。
1.内部冷却其基本原理是冷气从叶片下部进入叶片内部,通过带肋壁的内流冷却通道,对叶片的内表面实施有效的冷却,一部分冷气通过冲击孔,以冲击冷却的形式对叶片前缘内表面进行冷却,剩下的一部分气体经过叶片尾部的扰流柱,被扰动强化换热以后从尾缘排出。
航空发动机关键材料技术的发展现状与趋势

1、航空发动机关键材料技术的发展现状与趋势航空发动机是在高温、高压、高速旋转的恶劣环境条件下长期可靠工作的复杂热力机械,在各类武器装备中,航空发动机对材料和制造技术的依存度最为突出,航空发动机高转速、高温的苛刻使用条件和长寿命、高可靠性的工作要求,把对材料和制造技术的要求逼到了极限。
材料和工艺技术的发展促进了发动机更新换代,如:第一、二代发动机的主要结构件均为金属材料,第三代发动机开始应用复合材料及先进的工艺技术,第四代发动机广泛应用复合材料及先进的工艺技术,充分体现了一代新材料、一代新型发动机的特点。
在航空发动机研制过程中,设计是主导,材料是基础,制造是保障,试验是关键。
从总体上看,航空发动机部件正向着高温、高压比、高可靠性发展,航空发动机结构向着轻量化、整体化、复合化的方向发展,发动机性能的改进一半靠材料。
据预测,新材料、新工艺和新结构对推重比12~15一级发动机的贡献率将达到50%以上,从未来发展来看,甚至可占约2/3。
因此,先进的材料和制造技术保证了新材料构件及新型结构的实现,使发动机质量不断减轻,发动机的效率、使用寿命、稳定性和可靠性不断提高,可以说没有先进的材料和制造技术就没有更先进的航空发动机。
正是由于不断提高的航空发动机性能对发动机材料与制造技术提出了更高的要求,各航空发达国家都投入了大量人力、物力和财力,对航空发动机用的材料与制造技术进行全面、深入的研究,取得了丰硕的成果,满足了先进发动机的技术要求。
从国外航空发动机材料与制造技术的发展情况来看,加强材料与制造技术工程化研究是缩短发动机研制周期、减少应用风险、增加研制投入产出比最有效的途径之一。
因此从20世纪70年代至今,航空发达国家安排了一系列的发动机材料和制造技术工程化研究计划,规划了整个材料和制造技术领域的发展方向,为各种先进军、民用发动机提供了坚实的技术基础。
如美国综合高性能发动机技术(IHPTET)计划、下一代制造技术计划(NG-MTI),美国空军复合材料经济可承受性计划(CAI)等(见表1)。
航空发动机开发制造方案(二)

航空发动机开发制造方案一、实施背景随着中国航空工业的快速发展,航空发动机作为核心部件,却成为了制约整个产业进一步升级的瓶颈。
长期以来,中国航空发动机产业在设计与制造上,主要依赖国外技术,这不仅限制了产业发展,也削弱了国际竞争力。
为此,开展以自主创新为主导的产业结构改革与开发制造方案,对中国航空工业具有重大意义。
二、工作原理1.设计理念:采用国际先进的设计理念,结合超高温、超高压、高强度等极限环境的特点,将航空发动机的性能、寿命和可靠性提升至新的水平。
2.材料选择:选用具有优异耐热、耐腐蚀、抗疲劳性能的高温合金和新型复合材料。
3.制造工艺:采用先进的增材制造、精密铸造、热处理等工艺,确保零部件的制造精度和性能。
4.控制系统:引入先进的控制系统,实现航空发动机工作状态的实时监控与自动调节。
三、实施计划步骤1.研发团队建设:成立由国内顶级专家组成的研发团队,同时与高校和研究机构建立紧密合作关系。
2.技术引进与吸收:通过国际合作,引进先进的设计与制造技术,并进行消化吸收。
3.产品开发:结合中国实际需求,进行航空发动机的开发设计。
4.试验验证:进行严格的地面与空中试验,确保发动机的性能与可靠性达到预期目标。
5.产业化与市场化:推动航空发动机的产业化与市场化进程,实现规模生产与销售。
四、适用范围本方案适用于中国民用和军用航空市场的需求,包括但不限于客机、货机、战斗机、直升机等。
五、创新要点1.设计理念创新:采用国际前沿的设计理念,确保发动机性能的领先。
2.材料选择创新:选用新型高温合金和复合材料,提高发动机的耐久性和可靠性。
3.制造工艺创新:应用先进的增材制造和精密铸造技术,提高生产效率和产品质量。
4.控制系统创新:引入先进的控制系统,实现发动机工作状态的实时监控与自动调节。
六、预期效果1.提高国产航空发动机的技术水平:通过自主创新和技术引进,提高国产航空发动机在性能、寿命和可靠性方面的技术水平。
2.增强国际竞争力:通过与国际先进水平的对标,提高国产航空发动机在国际市场的竞争力。
先进加力燃烧室设计技术综述

先进加力燃烧室设计技术综述张孝春;孙雨超;刘涛【摘要】叙述了航空发动机加力燃烧室的发展历程和现状,指出加力燃烧室设计技术的发展是航空发动机性能需求提升的结果;分析了先进加力燃烧室的主要工作特点和新设计要求,包括超高的内涵气流进口总温和极高的加力温度,要求加力燃烧室具有更低的流体损失、更轻的质量、良好的隐身性能等;研究了先进加力燃烧室的新结构和设计新技术,如气冷稳定器和喷油杆、加力燃烧室一体化设计技术、值班稳定器的演变、可调隔热屏冷却技术、隐身性能设计和数值模拟等;展望了变循环、超级、凹腔驻涡和脉冲爆震等多形式加力燃烧室的发展趋势.【期刊名称】《航空发动机》【年(卷),期】2014(040)002【总页数】8页(P24-30,60)【关键词】加力燃烧室;航空发动机;气冷稳定器;一体化设计;隐身技术;数值仿真【作者】张孝春;孙雨超;刘涛【作者单位】中航工业沈阳发动机设计研究所,沈阳110015;中航工业沈阳发动机设计研究所,沈阳110015;中航工业沈阳发动机设计研究所,沈阳110015【正文语种】中文【中图分类】V231.20 引言加力燃烧室是航空发动机的重要部件。
虽然其质量只占发动机总质量的20%左右,但却能大幅增大发动机推力。
涡喷发动机采用加力燃烧室,推力增大比可达40%~50%;涡扇发动机采用加力燃烧室,推力增大比可达60%~70%甚至更高。
采用加力燃烧室能大幅增大发动机的单位迎面推力和推重比,全面改善飞机的机动性并扩大飞行包线,提高歼击机的制空能力。
因此,加力燃烧室在军用飞机的发展中占有重要地位。
20世纪40年代,德国首先在JUMO-004E发动机上采用加力燃烧室,此后加力燃烧室被广泛应用于战斗机动力装置上。
其产生源于飞机为了突破声障对发动机性能提高的要求,其设计技术随着航空发动机性能的提高而不断发展。
近年来,在高性能第4代飞机的研制过程中,对发动机加力燃烧室提出许多新的、近乎苛刻的设计要求,加力燃烧室设计技术也因此取得了迅猛发展。
先进航空发动机设计与制造技术综述.
先进航空发动机设计与制造技术综述进入21世纪,世界航空发动机技术取得了巨大进步,并呈现加速发展的趋势。
美国推重比10一级涡扇发动机F119作为第四代战斗机F22的动力装备部队,是当今航空动力技术最具标志性的成就。
在此基础上,美国持续实施了多个技术研究计划,正在推动世界航空发动机技术继续向前发展。
本文从未来高性能航空发动机采用的高级负荷压缩系统、高温升燃烧室、高效冷却涡轮叶片、推力矢量等方面,对其先进设计和制造技术的发展方向和趋势进行初步的分析研究。
高级负荷压缩系统高压压气机技术发展的目标是单级压比高、级数少、推重比高、飞行性能好。
对高级负荷的压缩系统,低展弦比设计、气动前掠设计、整体叶盘、整体叶环、压气机稳定性主动控制等技术是其中具有代表性的新技术。
1低展弦比叶片设计及制造低展弦比叶片即宽弦叶片,它与窄弦叶片相比,增宽了弦长,使压气机的长度缩短,抗外物损伤能力、抗疲劳特性和失速裕度有所提高。
还可使压气机零件数减少,降低生产和制造费用成本(图表1。
90年代以来,英国罗·罗(R·R公司、美国普惠公司和GE 公司、法国SNECMA公司不断研制和改进高压压气机钛合金宽弦叶片的气动和结构性能,广泛应用于大涵道比涡扇发动机和高推重比小涵道涡扇发动机上。
GE 公司TECH56技术计划的验证机和F119发动机、EJ200发动机都采用了这种宽弦叶片。
叶片的低展弦比设计,结合整体叶盘技术使得高压压气机在减少级数和提高叶片强度的同时,具有更好的气动稳定性。
低展弦比叶片需要解决的关键技术问题是因重量增加而导致的轮盘与叶根结合处和轮盘本身的离心力增大问题。
IHPTET计划在大型涡扇和涡喷发动机验证机上验证了该技术,该技术还将在F135和F136发动机上采用。
目前,低展弦比叶片已成为先进航空发动机压缩系统的关键技术,与3D气动掠形、空心结构、整体叶盘结构和更轻的钛金属基复合材料技术相结合,是未来的发展重点。
航空发动机及燃气轮机整机性能仿真综述

收稿日期:2023-06-15基金项目:航空动力基础研究项目资助作者简介:董威(1970),男,教授。
引用格式:董威,尹家录,郑培英,等.航空发动机及燃气轮机整机性能仿真综述[J].航空发动机,2023,49(5):8-21.DONG Wei ,YIN Jialu ,ZHENG Peiying ,et al.Review:engine-level performance simulation of aeroengine and gas turbines[J].Aeroengine ,2023,49(5):8-21.航空发动机Aeroengine航空发动机及燃气轮机整机性能仿真综述董威1,尹家录2,郑培英2,程显达1(1.上海交通大学机械与动力工程学院,上海200240;2.中国航发沈阳发动机研究所,沈阳110015)摘要:整机总体性能仿真是航空发动机及燃气轮机仿真的重要组成部分,在航空发动机及燃气轮机的设计制造和使用全寿命周期内发挥着重要作用。
综合70多年来航空发动机及燃气轮机总体性能仿真的发展成果,梳理了各时期总体性能仿真的发展历程。
从基本方法、模型精细化、求解算法和修正方法等角度,分析了国内外以部件级模型为代表的基于物理机理的总体性能仿真方法研究现状;探讨了以人工神经网络、支持向量机和深度学习为代表的人工智能算法在总体性能仿真中的应用现状;介绍了机载模型、机理-数据混合模型和多维度模型基本方法和主要成果。
基于目前的研究成果和技术发展趋势,认为航空发动机及燃气轮机总体性能仿真应向物理机理模型更精细化、人工智能技术更深入和应用模型构建更为规范化的方向发展。
关键词:航空发动机;燃气轮机;总体性能;仿真;物理机理模型;人工智能;应用模型中图分类号:V231.1文献标识码:Adoi :10.13477/ki.aeroengine.2023.05.002Review:Engine-level Performance Simulation of Aeroengine and Gas TurbinesDONG Wei 1,YIN Jia-lu 2,ZHENG Pei-ying 2,CHENG Xian-da 1(1.School of Mechanical Engineering ,Shanghai Jiao Tong University ,Shanghai 200240,China;2.AECC Shenyang Engine Research Institute ,Shenyang 110015,China )Abstract :Engine-level performance simulation is an integral aspect of aeroengine and gas turbine simulation,and plays a crucial role throughout the entire life cycle of design,manufacturing,and operation.This paper presents a comprehensive analysis of the development process of aeroengine and gas turbine performance simulation in each historical stage,building upon the accomplishments made over thepast 70years.The research status of physical mechanism performance simulation,primarily represented by the component-level model,was examined from various perspectives including basic methods,model refinement,solution algorithms,and correction methods.Further⁃more,the application of artificial intelligence algorithms,such as the artificial neural network,support vector machines,and deep learning,in engine-level performance simulation,was discussed.The paper also provided an overview of the fundamental methods and key achieve⁃ments of on-board models,mechanism-data hybrid models,and multi-dimensional models.Finally,based on current research findings andtechnological development trends,it is believed that the engine-level performance simulation of aircraft engines and gas turbines should de⁃velop towards a more refined physical mechanism model,deeper artificial intelligence technology,and more standardized application model construction.Key words :aeroengine ;gas turbine ;engine-level performance ;simulation ;physical mechanism model ;artificial intelligence ;applica⁃tion model第49卷第5期2023年10月Vol.49No.5Oct.20230引言随着仿真技术的进步,航空发动机及燃气轮机的设计正逐渐从“试验设计”向“预测设计”转变。
先进航空发动机的结构设计与优化研究

先进航空发动机的结构设计与优化研究航空业在近年来的飞速发展中,先进航空发动机扮演着至关重要的角色。
而在发动机发展的进程中,不断的结构设计与优化研究起着至关重要的作用,因为一款高效而可靠的先进发动机的推出,必须依靠工程师们的持续不断的设计与优化。
一、先进航空发动机的结构设计航空发动机的结构设计可以分为两大部分:燃烧室和涡轮机部分。
1. 燃烧室设计燃烧室是航空发动机中的一个重要部分,它负责将燃料和空气混合并燃烧,带动高温气体流过涡轮机进而驱动飞机。
因此,在燃烧室的设计过程中,各种复杂的流动和反应过程需要充分考虑。
在燃烧室的设计过程中,需要进行三维非定常流动的数值模拟,以确定相对位置尺度效应和涡轮前沿叶栅的流场。
通过采用“快速氧化”燃烧技术,可以使混合气快速燃烧,从而产生高压高温气体。
同时,还需要采用特定的涡轮放置策略和冷却技术,以保证燃烧室的稳定性和耐久性。
2. 涡轮机部分设计涡轮机是航空发动机的另一个重要组成部分,它们被设计成能够乘客安全舒适的地飞行数小时,并通过创新的涡轮机设计间接提高机体的燃烧效率。
因此,涡轮机的设计对发动机整体性能的影响很大。
在涡轮机的设计过程中,需要采用“流体-结构耦合”方法将两者紧密耦合,以关注涡轮机的动力学响应和稳定性。
调整转子与静子之间的轴向距离和横向距离可以帮助改善发动机切换/进出速度的过渡,从而提高效率并减少噪声。
二、先进航空发动机的优化研究先进航空发动机的结构设计是一个复杂而缓慢的过程,但是优化研究可以帮助加速这一过程。
优化研究可以采用各种算法和方法,以确定最佳的设计参数,从而提高发动机的性能和效率。
1. 效率优化发动机效率是优化研究的主要目标之一。
通过调整燃烧室和涡轮机的参数,可以减少能量和热量的损失,从而提高发动机的效率。
此外,采用降低阻力和各种减轻质量的方法也可以提高发动机的效率。
2. 节能优化随着全球能源危机的日益加剧,航空发动机的节能优化已经成为一个研究的热点。
航空发动机制造技术发展及发展趋势

航空发动机制造技术发展及发展趋势大家好,今天我们来聊聊航空发动机制造技术的发展趋势。
我们要知道,航空发动机是飞机的“心脏”,它决定了飞机的速度、高度和航程。
那么,航空发动机制造技术的发展又是如何影响到我们的出行体验呢?接下来,我将从以下几个方面为大家详细介绍。
1.1 航空发动机制造技术的现状目前,航空发动机制造技术已经取得了很大的进步。
以前,航空发动机的噪音大、耗油多、寿命短,给乘客带来了很大的不适。
而现在,随着科技的发展,航空发动机的性能得到了极大的提升,噪音降低了很多,耗油也减少了,寿命也变得更长了。
这要归功于先进的材料、工艺和设计。
1.2 航空发动机制造技术的发展趋势那么,未来的航空发动机制造技术会朝着什么方向发展呢?我认为,有以下几个趋势:第一,绿色环保。
随着人们对环境保护意识的提高,航空发动机制造技术也会越来越注重环保。
比如,采用新型的低排放材料、优化燃烧过程等,以减少对环境的影响。
第二,高效节能。
未来的航空发动机将会更加高效节能。
这需要我们在材料、工艺和设计等方面进行创新,以提高发动机的热效率和燃油效率。
第三,智能化。
随着人工智能技术的发展,未来的航空发动机将会更加智能化。
通过实时监测和调整发动机的工作状态,可以实现更精确的控制,提高飞行的安全性和舒适性。
第四,轻量化。
为了降低飞机的重量,未来的航空发动机将会更加轻量化。
这需要我们在材料、结构和工艺等方面进行创新,以减轻发动机的重量。
2.1 航空发动机制造技术的挑战虽然航空发动机制造技术有很大的发展潜力,但同时也面临着一些挑战。
比如,如何提高发动机的可靠性和安全性;如何降低制造成本;如何在保证性能的同时实现轻量化等。
这些都是我们需要努力去克服的问题。
2.2 航空发动机制造技术的未来展望总的来说,随着科技的不断进步,航空发动机制造技术将会越来越先进。
未来的航空发动机将会更加环保、高效、智能和轻量化。
这将为我们带来更好的出行体验,让我们的天空更加湛蓝。
LEAP发动机的研制与设计特点
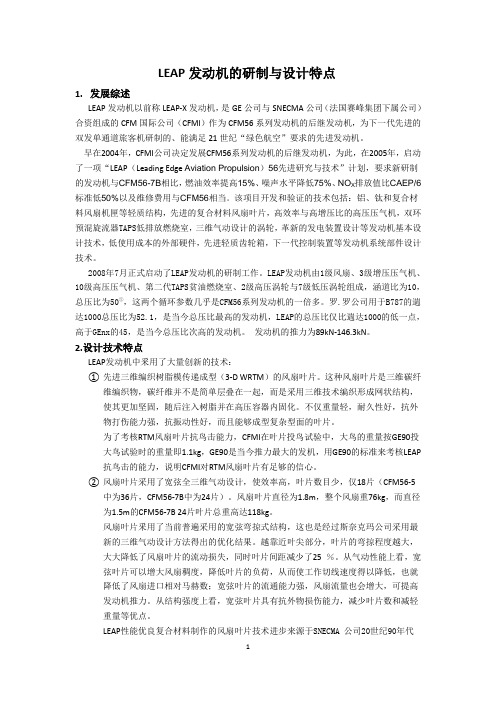
LEAP发动机的研制与设计特点1.发展综述LEAP发动机以前称LEAP-X发动机,是GE公司与SNECMA公司(法国赛峰集团下属公司)合资组成的CFM国际公司(CFMI)作为CFM56系列发动机的后继发动机,为下一代先进的双发单通道旅客机研制的、能满足21世纪“绿色航空”要求的先进发动机。
早在2004年,CFMI公司决定发展CFM56系列发动机的后继发动机,为此,在2005年,启动了一项“LEAP(Leading Edge Aviation Propulsion)56先进研究与技术”计划,要求新研制的发动机与CFM56-7B相比,燃油效率提高15%、噪声水平降低75%、NO X排放值比CAEP/6标准低50%以及维修费用与CFM56相当。
该项目开发和验证的技术包括:铝、钛和复合材料风扇机匣等轻质结构,先进的复合材料风扇叶片,高效率与高增压比的高压压气机,双环预混旋流器TAPS低排放燃烧室,三维气动设计的涡轮,革新的发电装置设计等发动机基本设计技术,低使用成本的外部硬件,先进轻质齿轮箱,下一代控制装置等发动机系统部件设计技术。
2008年7月正式启动了LEAP发动机的研制工作。
LEAP发动机由1级风扇、3级增压压气机、10级高压压气机、第二代TAPS贫油燃烧室、2级高压涡轮与7级低压涡轮组成,涵道比为10,总压比为50①,这两个循环参数几乎是CFM56系列发动机的一倍多。
罗.罗公司用于B787的遄达1000总压比为52.1,是当今总压比最高的发动机,LEAP的总压比仅比遄达1000的低一点,高于GEnx的45,是当今总压比次高的发动机。
发动机的推力为89kN-146.3kN。
2.设计技术特点LEAP发动机中釆用了大量创新的技术:①先进三维编织树脂模传递成型(3-D WRTM)的风扇叶片。
这种风扇叶片是三维碳纤维编织物,碳纤维并不是简单层叠在一起,而是采用三维技术编织形成网状结构,使其更加坚固,随后注入树脂并在高压容器内固化。
航空发动机设计与研制
航空发动机设计与研制航空发动机作为飞机的核心部件,其性能与质量直接关系到飞机的安全、经济和环境保护等多个方面。
因此,航空发动机的设计与研制是航空工程领域的核心问题之一。
一、航空发动机基本构成和工作原理航空发动机主要由气流部分和机械部分组成。
气流部分包括进气道、压气机、燃烧室和涡轮等,其作用是提供足够的空气和燃料混合物并将其压缩。
机械部分包括前、中、后压缩级、离心式离心机、燃烧室、高压涡轮、喷气推进管道和尾喷管等组件,其作用是释放压缩气体的能量并转化为机械能。
航空发动机的工作原理是利用空气和燃料混合物,在燃烧室内燃烧,产生高温高压气体,推动高速旋转的涡轮,将旋转运动转化成推力,并通过喷气推进管道和尾喷管将推力传递到飞机上,从而推动飞机前进。
二、航空发动机设计和研制过程航空发动机的设计和研制过程是一个由需求分析、概念设计、详细设计、制造、测试和验证等环节构成的复杂工程。
1.需求分析:首先需要分析市场需求、业务需求和技术需求等,并通过市场调研、数据分析、航空需求预测等方法进行分析。
2.概念设计:在需求分析的基础上,根据航空发动机的性能指标进行初步设计,确定气流和机械的基本结构和参数,并通过计算机仿真和实验验证等方法进行验证。
3.详细设计:在概念设计的基础上,对航空发动机的每个组件进行优化设计和结构设计,包括材料选择、加工工艺和装配等。
4.制造:按照详细设计的要求完成各个组件的加工和制造,并进行评估和测试。
5.测试和验证:对制造的航空发动机进行各种性能测试和验证,确保其满足工程需求和适航标准要求。
若存在问题,则需要进行修改和优化。
三、航空发动机设计和研制的挑战和发展方向航空发动机设计和研制有着很多挑战,其中包括:1.性能要求高:航空发动机需要满足动力输出、燃油消耗、热效率、噪声和排放等多项指标要求。
2.工作环境苛刻:航空发动机工作环境极为苛刻,需要耐高温、耐摩擦和受力均衡等。
3.设计难度大:航空发动机设计涉及多个专业领域,需要深入了解气流和机械的结构原理,做到优化设计和协同配合。
航空发动机叶片用大尺寸复杂结构三维机织复合材料预制体的制备与应用方案(一)

航空发动机叶片用大尺寸复杂结构三维机织复合材料预制体的制备与应用方案一、背景随着航空工业的持续发展,对航空发动机的性能要求日益提高。
作为发动机的关键部件,叶片的品质和性能直接影响到整个发动机的性能。
传统上,航空发动机叶片采用金属材料制造,但随着复合材料的快速发展,其逐渐成为航空发动机叶片的首选材料。
大尺寸复杂结构三维机织复合材料预制体作为其中的一种,因其优异的力学性能和轻量化特性,受到业界的广泛关注。
二、工作原理大尺寸复杂结构三维机织复合材料预制体的制备主要依赖于先进的纺织技术和复合材料成型工艺。
首先,使用特制的织机,将玻璃纤维、碳纤维等高性能纤维按照特定的三维编织结构进行编织。
编织过程中,纤维的取向和分布可以精确控制,以形成满足设计要求的三维结构。
然后,将编织好的三维结构进行热压成型,过程中施加高温高压,使得纤维与树脂充分渗透,形成高强度、高刚度的复合材料。
最后,将得到的复合材料进行进一步的加工和修饰,以满足航空发动机叶片的特定需求。
三、实施计划步骤1.材料准备:选择适当的玻璃纤维、碳纤维以及其他增强纤维,同时选择合适的树脂作为基体。
2.织机准备:根据设计要求,调整织机的参数,确保编织过程中纤维的取向和分布可以精确控制。
3.编织:将纤维按照设计的三维结构进行编织,形成预制体。
4.热压成型:将编织好的预制体进行热压成型,过程中施加高温高压,使得纤维与树脂充分渗透。
5.加工和修饰:将得到的复合材料进行进一步的加工和修饰,以满足航空发动机叶片的特定需求。
6.性能测试:对制备好的航空发动机叶片进行性能测试,包括力学性能、热稳定性、耐腐蚀性等。
四、适用范围此制备方法主要适用于航空发动机叶片的制造,也可应用于其他需要大尺寸复杂结构复合材料的领域,如汽车、船舶等。
五、创新要点1.三维编织技术:通过先进的纺织技术,实现纤维的三维编织,形成满足设计要求的三维结构。
2.热压成型工艺:采用高温高压的工艺条件,使得纤维与树脂充分渗透,提高复合材料的性能。
现代航空发动机温度测试技术发展综述

现代航空发动机温度测试技术发展综述姚艳玲;代军;黄春峰【期刊名称】《航空制造技术》【年(卷),期】2015(000)012【总页数】5页(P103-107)【作者】姚艳玲;代军;黄春峰【作者单位】中航工业燃气涡轮研究院;中航工业燃气涡轮研究院;中航工业燃气涡轮研究院【正文语种】中文航空发动机的研制和发展是一项涉及空气动力学、工程热物理、传热传质、机械、强度、传动、密封、电子、自动控制等多学科的复杂综合性系统工程,必须依托先进的测试方法,进行大量的试验来验证性能及可靠性(见图1)。
可以说,现代航空发动机测试是航空推进技术的支撑性技术,是整个发动机预研试验研究和工程发展阶段的重要技术环节[1]。
它随着第一代发动机研制而产生,随需求牵引和技术进步的推动而发展,经历了半个多世纪的发展历程,已从稳态测试、动态测试向着试验—仿真一体化方向发展。
图1 F135发动机在试车台上进行性能测试随着航空推进技术、计算技术和电子计算机应用技术的发展,人们建立了更加复杂的设计和分析方法加速航空推进技术系统的研制进程,而这些工程设计与分析方法需要更多、更精密的试验测试数据来验证和确认,因此对发动机测试提出了越来越高的要求。
主要表现在:测试项目、内容、参数种类越来越多,测点容量、测量速度、测试精度、测试自动化程度越来越高,测量参数动态变化范围越来越宽,发动机高温、高压、高转速、高负荷、大流量等条件使参数测量越来越困难。
对航空发动机测试技术的系统化、自动化、可靠性和精细化提出了更加严峻的挑战,必须不断研发创新测试技术方法,才能满足现代发动机航空推进技术发展的要求[2]。
以航空发动机试验测试工程技术为背景,以目前国内外正在研制和使用的先进的非干涉特种测量技术为重点,探究各种高温测量技术的发展与应用。
发动机高温测量主要应用于热端部件(燃烧室、涡轮)高温燃气与壁面温度的测量。
温度是确定热端部件性能的最关键参数。
随着发动机推重比的不断增加,涡轮进口温度已从第3代发动机推重比8.0一级的1750K发展到第4代发动机推重比10.0一级的1977K,未来的第5代发动机推重比15.0一级甚至达到2000~2250K,这使得高温燃气与壁测测量(发动机叶片、盘等零件表面温度测量)成为发动机温度测试中难度较大的关键技术[3]。
航空发动机自动平衡技术发展综述
航空发动机自动平衡技术发展综述摘要:航空发动机是飞机的“心脏”,长期以来,一直是工程科技界亟待突破的关键设备。
发动机在高速、高温、高载荷作用下,转子系统会发生变形、磨损及同心度的变化,会使转子由于质心偏离旋转中心引起振动,进而导致整机振动大。
不平衡是发动机振动产生的主要原因,其中质量不平衡引起的振动故障是常见且危害很大的故障之一,容易造成发动机性能降低,缩短在役时间,严重地造成轴承、叶片损坏、动静碰摩等故障,导致发动机提前返厂。
关键词:航空发动机振动抑制;自动平衡技术;发展综述1航空发动机自动平衡技术的发展自1877年第一台自动平衡器在美国问世已来,自动平衡装置得到广泛的重视,品种越来越多。
归纳起来可分为三大类,第一类是从质量方面着手,通过加重去重方法直接将平衡圆盘的几何中心移到旋转中心,称之为直接在线动平衡装置,包括喷涂法、喷液法及激光去重法等。
第二类是采用力的方法,即给圆盘长期提供与不平衡力方向相反、大小相等的力,当圆盘旋转时,将其重心强行拉到旋转中心,称为间接在线动平衡装置,如采用电磁轴承方法及电磁圆盘方法等。
第三种是通过某种方式改变平衡头(盘)内部质量分布(不加重,也不去重),使其几何中心与旋转中心重合,质量的重新分布可通过机械方法或电磁方法进行,称这种平衡装置为混合型在线动平衡装置。
在线动平衡装置的分类情况如图1所示。
图1在线自动平衡装置分类图1.1直接在线自动平衡装置1.1.1喷涂型在线动平衡装置。
这是一种加重式在线自动平衡装置,装置原理图如图2所示。
图2喷涂型自动平衡装置通过喷射枪将高粘度物质喷射到转子上,改变转子重心位置,实现转子动平衡。
1980年Cusarow提出了此方法。
1987年Smalley等人采用计算机控制喷枪喷射的时刻和时间,增强了该方法的实用性。
这种平衡方法存在的问题是高粘度喷射物质以高速喷射并粘附在转子上,根据mv=ft,在很短的时间内产生较大的冲击,使转子产生新的不平衡量,喷射物质粘附在转子上,严重影响转子表面质量,此外,喷射速度限制了转子的旋转速度,这种平衡装置一般用在小型旋转机械或精密仪器制造生产线上。
战机发动机

国外推重比10一级军用发动机综述发布时间:2009-9-15 17:24:42发动机是飞机的“心脏”,其重要性不言而喻。
飞行器的发展很大程度上依赖新概念推进系统的实现和改进。
20 世纪60 ~70 年代涡扇发动机的问世,使战斗机的飞行速度、航程和机动性出现了历史性飞跃。
过去几十年,发动机推重比从1~ 2 提高到8 ~10,使飞机的作战推重比从0.4 提高到1.3 左右,耗油率下降约50%。
以F -35 战机为例,其发动机F135、F136 是迄今为止为战斗机研制的推重比10 一级的推力最大的发动机,其最大使用推力可达187kN,其瞬时推力可达222kN。
其采用的航空涡扇发动机,从常规的涡扇发动机F135,到可以应用在各种飞行状态下、最佳热力循环性能和推力更大的F136 变循环发动机,更好地实现了轻型第四代飞机作战的需求。
预计21 世纪前20 年战斗机发动机的推重比有可能达到15 ~20,部件数量减少40%,重量减轻50%,耗油率及研制成本又将下降约30%,为未来的国际第五代作战飞机提供不可或缺的、前所未有的强大动力。
推重比10 一级的军用航空发动机纵观国际上战斗机的发展趋势,21 世纪前30 年,将是第四代战机纵横天下的时代。
作为一种更先进的武器飞行平台,其主要的性能特点有:持续超音速飞行的能力、非常规机动能力、短距起落能力和隐身能力;能进行超视距多目标全向攻击和精确打击。
多任务新型战术飞机F-22 在很大程度上可以代表世界战斗机发展的未来。
尽管在性能指标上尚有某些不确定性,但1997 年9 月7 日首飞成功的F -22,被公认为是具有上述全部特点的典型的第四代的战斗机。
由于F -22 飞机过于昂贵,其生产型出厂单价在1.8 亿美元左右(2001 年币值),连美国也无力大量装备。
2009 年初,奥巴马入主白宫后,否决了F-22 的继续生产,本在预料之中。
尽管这样,按原有的订单,F -22 的交付在2010 年左右仍然将会达到高峰。
1.现代航空发动机发展综述

早在二战中、后期,一些国家已开始研制涡轮喷气发动机,但真正用于飞机上却是在距 今半个世纪前、即四十年代末期。涡轮喷气发动机一出现,由于它具有活塞式发动机无法比 拟的优点,很快改变了航空界的面貌,飞机性能得到质的飞跃。
涡轮喷气发动机与航空活塞式发动机相比,首先,发动机本身既是热机又是推进器,直 接产生推进飞机前进的推力,而不像在活塞式发动机中需用限制飞机飞行速度的螺旋桨作推 进器;其次,作为这二种发动机工质的空气,流进涡轮喷气发动机的流量比流进活塞式发动 机的多几十倍甚至更多(航空活塞式发动机中的空气流量最大者约为 1kg/s,而早期、推力较 小的涡轮喷气发动机空气流量也在 30—40kg/s 以上);另外,在活塞式发动机中,曲轴每转 二转每个气缸才完成吸气、压缩、汽油—空气混合气燃烧、膨胀作功、排气的一个循环,即 曲轴转二转时只有一个冲程(膨胀作功)是作功的;而在涡轮喷气发动机中,这 5 个过程是同 时进行的, 也即只要发动机一工作,它就不断地作功产生推力。由于这些原因,涡轮喷气发 动机作功能力远远大于活塞式发动机,它产生的巨大推力能使战斗机克服高速飞行时的极大 阻力达到较高速度,使飞行速度接近声速、超过声速,达到声速的二倍(M=2)以上。所以, 涡轮喷气发动机的出现,才使飞机(战斗机、轰炸机、旅客机等)的飞行速度超过声速成为可 能。
机是不能满足这些要求的,于是利用涡轮风扇发动机耗油率低的特点,采用大量先进技术,
发展了直径较小、推力大(11000kgf 左右)、推重比大(8.0 左右)的带加力燃烧室的涡轮风扇发
动机,并先后装备在 F-15、F-16 战斗机上。F-15 于 1974 年成为美国空军的装备投入服役,
ቤተ መጻሕፍቲ ባይዱ
动力的战斗机纷纷退出了历史舞台。 涡轮喷气发动机在战斗机的使用中,不断地得到改进、发展, 同时采用了各种先进技术,
航空发动机涡轮叶片精密成形技术分析

航空发动机涡轮叶片精密成形技术分析Key words : hollow turbine;blade;precision forming technologyiprecision casting1空心涡轮叶片精铸技术高性能航空燃气涡轮发动机是精密器件,在飞机当中具有非常重要的作用,是飞机的心脏,也是导致我国航空业发展停滞不前的瓶颈之一。
伴随当前飞机设计指标逐步提升,航空发动机也需要逐步向低油耗、高推重比、大推力的方向发展,让涡轮前进口温度提高是保证推动力的一个重要方式,预计在推重比15 —级的航空发动机当中,涡轮前温度可能在1830〜1930摄氏度之间,因此一定要重视加强涡轮叶片的耐高温能力。
为了将这一问题解决。
当前的涡轮叶片主要使用的是复合气膜冷却单晶空心涡轮叶片,因为该设计材料较为特殊, 而且结构非常复杂。
在制备空心涡轮叶片的过程中,使用的工艺主要为熔模精铸工艺,但是这一工艺,具有成品率低、要求精度差等问题,造成我国在空心涡轮叶片生产方而出现了很多问题。
通常而言当前的空心涡轮叶片精铸成品率只有10%,而90%的废品叶片主要出现的问题是形位尺寸超差,另外一些是结晶缺陷。
为了让空心涡轮叶片的制造成品率提高,有效的解决。
形控”和'性控”两个问题,需要重视控制尺寸的精度,并且在完成精铸之后提高复合材料的性能。
空心涡轮叶片制造难度大,而且工序非常复杂,具体如下,首先需要注意合理的对模具成型工艺进行应用,将空心涡轮叶片精铸所需要的陶瓷型芯设计出来。
该陶瓷型芯是空心结构的重要填充物,接着通过蜡模工艺在型芯外层进行涡轮叶片蜡模的制备,而后进行烧结、浇铸、脱模等一系列工序,将空心涡轮叶片粗坯制备完成。
在完成粗坯的条件下进行后续操作,直到制备完整个空心涡轮叶片。
在传统空心涡轮叶片制备的时候使用的主要为复合材料,这种材料是等轴晶组织。
这种组织在高温条件下很容易受到损坏,而影响整个叶片制备的成品率。
伴随当前材料技术快速发展,叶片所使用的复合材料逐步以单晶为主。
先进航空发动机生产的专业知识与制造方法

效 地 去 除 金 属 成 为 一 项 挑 战 。加 工
入 到斜槽 中,并 且带有 高压 冷却 ,
冷 却 液 可 以 通 过 刀 板 内 部 直 接 作 用 量 材 料 。 于 切 削 刃 口上 。 由于 带 有 防振 特 性 , 在 可 达 性 要 求 较 高 的 场 合 亦 可 确 保 零 件 :涡 轮机 匣 涡 轮 机 壳 体 通 常 采 用 极 具 挑
很 高 , 同 时 还 具 有 很 好 的 可 达 性 。 片更 持久 耐用 。摆线 车 削能够避 免 台位 于其 圆柱周 界 的边 缘。采用 陶 这 些 圆 刀 片 刀 尖 半 径 较 大 , 这 意 味 切屑 堵塞 ,降低振 动趋势 和残余应 瓷 刀 具 进 行 车 铣 不 仅 可 降 低 沟 槽 磨 着 可 以在 不 降 低 切 削 深 度 的 情 况 下 力 ,非 常 适 合 于 安 全 高 效 地 去 除 大 损 ,而且 能够提 高进给率 以及获 得
应 用 :凸 台 间的 陶瓷 车 铣
在 整 个 涡 轮 机 匣 加 工 期 间 ,平 70 2 。此 类 零 件 通 常 是 清 除 型 腔 轮 廓 样 就 能 够 通 过 最 大 化 进 给 率 而 获 得 均 有 7 % 的 时 间耗 费在 车 铣 凸 台 问 5
比较 困难 。
最 佳 的 生 产 效 率 。 同 时 ,这 种 加 工 的材 料 上 。车 铣 牵 涉 到 利 用 旋 转 铣
航空发动机视情维修理论与技术综述

航空发动机视情维修理论与技术综述戎翔左洪福南京航空航天大学民航学院[摘要]航空发动机是一类高度复杂的、可修复的多部件系统,是航空维修保障的重点。
航空发动机的维修策略经历了故障后维修、定时维修、视情维修即基于状态的维修等多种维修策略,尤其因为视情维修具有较高的经济性和有效性,目前已成为航空发动机所采用的主要维修策略,数十年来,状态监测与故障诊断技术的发展以及单元体结构设计技术的应用正是这一重要变革的前提和基础。
本文综述了航空发动机状态管理、寿命管理和视情维修决策管理的方法、技术和模型等方面的研究文献,跟踪了最新的自治维修理论,并在此基础上,指出了航空发动机状态监控和维修管理的发展方向。
[关键词] 视情维修发动机状态管理发动机寿命管理维修决策优化1 引言众所周知,随着技术的发展和研究的深入,工业领域的变革带来了维修思想的变化,也促进了维修策略的改进。
按照莫布雷的观点,维修思想经历了以下三个阶段:故障后维修、以预防为主的维修和以可靠性为中心的维修[1]。
目前应用在工业领域的一般维修理论是航空发动机维修保障的基础,航空发动机的状态监控和视情维修维修决策体系主要来源于以下几种维修策略[2-5]。
图1:一般维修策略的分类按维修方式分,有更改设计的维修DOM(Design-Out Maintenance)、基于故障的维修FBM (Failure Based Maintenance)、基于时间维修TBM(Time Based Maintenance)、基于状态的维修CBM(Condition Based Maintenance)等维修策略。
CBM属于预防性维修PM(Preventive Maintenance),也称为on-condition maintenance。
CBM的假设条件是:失效不是突然发生的,而是经过一段时间渐变形成的(P-F曲线)。
当设定的系统参数值(接近)超过了预定值(例如,振动增加,温度升高)时,就进行CBM。
航空发动机载荷谱综述
航空发动机载荷谱综述随着现代飞机的日益发展,发动机作为飞机的“心脏”,在维持着飞机正常运转的同时,也面临着来自外界的各种载荷。
航空发动机载荷谱综述,即是对于发动机在实际使用中的载荷情况的总结和分析。
发动机载荷谱的获取对于研发、设计、维护及安全保障等方面都具有重要的作用。
本文将从发动机载荷谱的定义入手,探讨其应用意义以及现阶段的研究进展。
首先,发动机载荷谱是指发动机在实际使用中所承受的各种力、热、振动等载荷的统计情况。
其中包括了来自自身转速、飞机飞行失速、大气扰动和飞机震动等多种因素所引起的载荷。
这些载荷都是以时间、频率、强度等方面进行记录和统计,为后续的设计、仿真和测试提供参考依据。
其次,发动机载荷谱在航空工业中具有广泛的应用价值。
首先,对于发动机研发来说,通过对发动机载荷谱的分析,可以评估不同部件受力情况以及寿命,从而改进设计方案,提高发动机的可靠性和寿命。
其次,对于发动机的维修和维护来说,对于发动机载荷进行分析可以确定发动机寿命和更换周期,确保经济性和安全性。
此外,在航空事故调查中,对发动机载荷谱的研究也有很大的帮助。
最后,目前发动机载荷谱研究也取得了许多进展。
随着仿真技术的发展,人们开始利用计算机仿真模拟发动机在实际使用过程中的载荷情况,以避免实验过程中的损伤和成本高昂。
同时,各大航空公司也加强了对于发动机寿命周期的监控,对于得到的载荷数据不断优化,进一步提高了发动机性能和寿命。
综上所述,发动机载荷谱的分析对于飞机工业的发展和安全性保障至关重要。
随着技术的不断进步和航空工业的发展,在未来,发动机载荷谱研究将迎来新的发展机遇和挑战,相信未来一定会取得更为丰硕的成果。
航空发动机载荷谱的数据通常涵盖转速、温度、压力、振动等方面的信息。
通过对这些数据的记录、统计和分析,可以了解发动机在运转中所承受的各种载荷,进而更好地进行设计和测试。
下面,我们来列举一些典型的发动机载荷谱数据,并简要分析其含义和作用。
航空发动机关键装配技术综述与展望

航空发动机关键装配技术综述与展望发布时间:2022-11-15T09:23:27.194Z 来源:《工程建设标准化》2022年第7月第13期作者:黄杰[导读] 发动机设备被广泛应用在各种机械工程中,有关部门对发动机装配技术要求十分严格。
黄杰AMECO西南航线中心四川省成都市 610000摘要:发动机设备被广泛应用在各种机械工程中,有关部门对发动机装配技术要求十分严格。
航空发动机是典型的高复杂度、高精密性、高集成度机械系统,其高性能、高安全性、高寿命需求以及日益增长的批量化生产需求对生产质量和效率提出了很高要求。
航空发动机装配技术是解决上述问题的核心技术,相关研究得到国内外科研机构及相关企业越来越多的关注。
在总结航空发动机典型装配工艺与技术体系的基础上,详细论述了航空发动机尺寸和质量估算方法及特点、自动化装配工艺装备等主要研究方向,并对未来航空发动机装配精密化、数字化、智能化的发展趋势进行了阐述。
关键词:航空;发动机;装配技术;展望引言航空发动机是极为复杂、涉及多学科、集成诸多尖端技术的工程机械系统,其研制水平是国家科技实力、工业基础、综合国力的集中体现。
在中国航空发动机集团有限公司(简称中国航发)成立、“航空发动机与燃气轮机”国家科技重大专项实施之后,我国航空发动机自主研制能力取得显著进展,但因绝对难度大、启动时间晚而与世界顶尖水平存在较大差距。
根据WorldAirForces2021相关数据,在数量上,我国军用飞机不到航空强国的1/4;在构成上,我国战斗机中的二代机占比超过45%,而发达国家基本淘汰了二代机。
随着我国经济实力的增强与国际地位的提升,一些国家将中国视为竞争对手,相应的国际形势发生明显变化。
国防实力是大国博弈的基础和支撑。
我国应尽快突破国产航空发动机关键核心技术,促进航空发动机产业链、供应链的自主可控和科技自立自强,以此增强空域控制权并保障国家安全。
1航空发动机尺寸和质量估算方法及特点分析航空发动机尺寸和质量估算方法主要有两种:一是利用统计数据拟合的经验公式计算法;二是根据部件简化构型计算发动机部件质量的构型法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
先进航空发动机设计与制造技术综述 进入21世纪,世界航空发动机技术取得了巨大进步,并呈现加速发展的趋势。
美国推重比10一级涡扇发动机F119作为第四代战斗机F22的动力装备部队,是当今航空动力技术最具标志性的成就。
在此基础上,美国持续实施了多个技术研究计划,正在推动世界航空发动机技术继续向前发展。
本文从未来高性能航空发动机采用的高级负荷压缩系统、高温升燃烧室、高效冷却涡轮叶片、推力矢量等方面,对其先进设计和制造技术的发展方向和趋势进行初步的分析研究。
高级负荷压缩系统高压压气机技术发展的目标是单级压比高、级数少、推重比高、飞行性能好。
对高级负荷的压缩系统,低展弦比设计、气动前掠设计、整体叶盘、整体叶环、压气机稳定性主动控制等技术是其中具有代表性的新技术。
1低展弦比叶片设计及制造低展弦比叶片即宽弦叶片,它与窄弦叶片相比,增宽了弦长,使压气机的长度缩短,抗外物损伤能力、抗疲劳特性和失速裕度有所提高。
还可使压气机零件数减少,降低生产和制造费用成本(图表1)。
90年代以来,英国罗·罗(R·R)公司、美国普惠公司和GE 公司、法国SNECMA公司不断研制和改进高压压气机钛合金宽弦叶片的气动和结构性能,广泛应用于大涵道比涡扇发动机和高推重比小涵道涡扇发动机上。
GE 公司TECH56技术计划的验证机和F119发动机、EJ200发动机都采用了这种宽弦叶片。
叶片的低展弦比设计,结合整体叶盘技术使得高压压气机在减少级数和提高叶片强度的同时,具有更好的气动稳定性。
低展弦比叶片需要解决的关键技术问题是因重量增加而导致的轮盘与叶根结合处和轮盘本身的离心力增大问题。
IHPTET计划在大型涡扇和涡喷发动机验证机上验证了该技术,该技术还将在F135和F136发动机上采用。
目前,低展弦比叶片已成为先进航空发动机压缩系统的关键技术,与3D气动掠形、空心结构、整体叶盘结构和更轻的钛金属基复合材料技术相结合,是未来的发展重点。
2大小叶片设计及制造大小叶片就是在全弦长叶片后增加一排小叶片,具有大大提高轴流压气机叶片排增压比和减少气流引起的振动等特点,是使轴流压气机级增压比达到3或3以上的具有发展潜力的技术(图表2)。
90年代,美国的霍尼韦尔(Honeywell)和GE公司联合研制和验证了分流小叶片。
试验结果表明,采用大小3复合材料叶片设计及制造GE公司研制的GE90系列发动机采用了复合材料风扇转子叶片(图3)。
该叶片由IM7中长碳纤维与增强的8551-7环氧树脂组成的称为“大力神”的材料加工而成。
其压力面涂有聚氨脂防腐涂层,叶身的吸力面涂有一般的聚氨脂涂层。
为了提高叶片抗大鸟撞击的能力,将钛合金薄片用3MAF191胶粘在叶片前缘上;为了避免工作中复合材料叶片胶层剥离,在叶尖与后缘处用Kevler细线缝合;叶片根部的三角形榫头承受压力的表面涂有低摩擦系数的耐磨材料。
采用上述复合材料和工艺的风扇叶片,不但明显减轻了叶片本身的质量,还减轻了其包容环、盘以及整个转子系统的质量,具有成本低、抗振(抗颤振)性能好、抗损伤能力强等特点。
PW公司研制的PW4084和PW4168发动机的风扇静子也采用了PR500环氧树脂基复合材料;F119发动机压气机静子采用了耐温能力比PMR15树脂基复合材料高55℃的AFR700B高温树脂基复合材料。
此外,为了提高F119和F135发动机的性能,正在开发复合材料风扇转子叶片技术。
4空心叶片设计及制造20世纪80年代末,R·R、PW、GE、SNECMA等公司开始研制超塑成形/扩散连接(SPF/DB)的钛合金宽弦空心风扇叶片,并很快在气抗振能力较强、质量较轻、加工成本较低等特点,该叶片目前已经广泛地应用在大涵道比涡扇发动机上,并将陆续应用到先进的高推重比小涵道比涡扇发动机上。
风扇和压气机宽弦空心叶片将成为高推重比(10~20)军用发动机的标志性技术之一。
5整体叶环设计及制造钛基复合材料整体叶环是发动机的发展重点之一。
20世纪90年代初,AADC公司的IHPTET计划XTC-16系列核心机4级压气机的第3级和第4级采用碳化硅纤维增强的钛基复合材料整体叶环(图表4),大大减轻了转子质量,如第3级整体叶环转子质量只有4.5kg左右,而同样的镍基合金转子质量为25kg。
20世纪90年代,与GE公司合作研制的ATEGG验证机XTC76/2核心机5级高压压气机采用外圈增强的金属基复合材料的压气机转子,满足了高转速和高温的要求,减轻了盘的质量,降低了制造费用,改善了可维护性。
MTU公司研究的碳化硅纤维增强钛基复合材料整体叶环已经完成了低循环疲劳旋转试验,计划将其应用到EJ200改进型发动机的前2级高压压气机上。
SNECMA公司也采用基体涂覆纤维的方法制造了碳化硅纤维增强的钛合金基复合材料压气机整体叶环插件。
IHPTET计划第二阶段在验证机高压压气机上采用了TMC整体叶环技术。
IHPTET计划第三阶段中将验证的整体叶环的叶片材料是γ钛铝金属间化合物,鼓为碳化硅纤维增强的钛金属基复合材料,用黏结工艺制成,其重量只有常规金属材料盘鼓结构的30%。
高热负荷燃烧室随着推重比的增加,燃烧室进出口温度显著提高,特别是出口温度大幅度上升,释热率显著提高,同时对燃烧室性能要求也有所提高,燃烧室重量限制进一步增加,对材料以及冷却也提出了更高要求。
1多斜孔发散冷却火焰筒结构设计及制造多斜孔发散冷却方式在国外已经开始了广泛的研究,是一种比较成熟的冷却方式,广泛运用于先进发动机燃烧室火焰筒的全部或局部。
如早期的Spey、RB162及Olympus593等大型燃烧室,以及TM公司的第三代小发动机Arriel等燃烧室都已经采用该方式。
另外GE90发动机的火焰筒也应用了倾斜小孔的发散冷却技术,该发动机在1996年取得适航证。
F414发动机燃烧室采用了IHPTET技术转化的多斜孔冷却技术,使其火焰筒寿命延长了3倍。
2层板冷却结构火焰筒设计及制造层板冷却是采用钎焊将多层带孔和槽(或凸台)的耐热合金片叠合而成,如英国R·R公司采用的Transply和美国GE公司采用的Lamilloy。
多孔层板的冷却过程为空气从火焰筒二股通道经有规律分布的小孔流入,然后在下层板料的小槽或者是小凸台之间流动,再经该层板上的小孔进入到下层通道,至最下层的有规律排布小孔流出,形成气膜。
可以看出,多孔层板大大加大了换热面积和内部通道的对流换热量。
3热障涂层(TBC)和陶瓷复合材料(CMC)结构设计及制造目前,陶瓷是唯一可以在1370℃下不需要冷却的耐高温材料,其中氮化硅不仅强度好而且最安全,使用温度可达1650~1750℃,很多国家都已把陶瓷基复合材料纳入了国家高技术发展计划。
国外20世纪80年代采用高温陶瓷结构的汽车发动机已经经受了长期考验。
该种高温陶瓷材料也已在航空发动机热端部件上试用。
把陶瓷以涂层形式同金属基体相结合,以发挥陶瓷耐高温、耐腐蚀和密度低等优点,这称为热障陶瓷涂层(TBC)。
而在厚的陶瓷涂层(TBC)和高温合金火焰筒之间使用一种烧结金属纤维结构(柔性层),这样的结构称为复合金属/陶瓷火焰筒(CMC),是向完全的陶瓷冷却结构发展的一种过渡方式。
CMC技术用于大推力发动机燃烧室还正在研究中,IHPTET第二阶段验证了其性能,如图5所示的CMC燃烧室,其火焰筒外环为层板冷却结构,内环则为CMC结构。
该燃烧室在ATEGG第二阶段的油气比水平下具有重量轻,可承受更高温度的能力。
高负荷涡轮涡轮作为航空燃气涡轮发动机的关键部件在其研制体系中占有举足轻重的地位,其关键技术主要涉及叶片设计及优化、叶片冷却及传热、涡轮与发动机压缩系统的匹配等。
1铸冷叶片设计及制造技术“铸冷”源于Allison公司提出的“Castcool”概念,是一种可以一次铸造出内部复杂形状的加工方法,它能够在耐高温的单晶材料中铸造出小孔和复杂的冷却通道。
1992年,IHPTET计划第一阶段尚未结束时,“Lamilloy”、“Castcool”等就已经在研发中。
第二阶段结束时,利用铸冷方法加工的双叶片层板冷却导向器也在CAESAR验证机上通过了加速任务试车的耐久性试验。
用于ATEGG和JTDE的“铸冷”高、低压涡轮叶片成功达到并超过了第二阶段的涡轮温度目标。
近几年来,Allison公司将其独特的Lamilloy冷却技术应用于CMSX-4单晶叶片,使得涡轮进口温度承受能力提高了222~333K。
而铸冷Lamilloy叶片就是铸冷工艺结合高效的Lamilloy冷却方案的叶片,叶片前缘和尾缘采用气膜冷却,而叶片其余部分采用Lamilloy 冷却,在一片单晶材料中铸造,大大改进了制造的成本。
1994年,Allison公司在AE301X发动机上完成了涡轮试验。
2超冷叶片设计及制造技术“超冷”又称为超级冷却,源于PW公司的“super cooling”概念。
“超冷”叶片有几百个铸造的或激光打的小孔。
IHPTET计划的第一阶段后期,PW公司在1994年9月达到并超过了第一阶段目标,于XTE65/2验证机上验证了“超冷”涡轮叶片,使涡轮进口燃气温度提高了222K。
1992~1996年的CAESAR计划中,验证机是由PW公司提供的一台F119核心发动机,其核心机的涡轮导向叶片采用了Allison公司的铸冷Lamilloy方案以及PW的超冷方案,涡轮动叶也采用了超冷技术。
3复合材料涡轮叶片设计及制造技术IHPTET计划第三阶段,GE和AADC公司在XTE-77验证机的高压涡轮导向叶上采用陶瓷基复合材料,与典型的镍基超耐热合金导叶相比,重量减轻50%,冷却空气量减少20%;在低压涡轮导叶上也采用了陶瓷基复合材料,并用三维纤维结构提高强度和耐久性。
其低密度、耐高温能力大大减轻了重量,减少了冷却气流。
该技术已应用于F136的低压导叶。
低压动叶上也试验了CMC无冷却涡轮工作叶片,其承受的温度明显高于类似的带冷却的叶片,密度是传统叶片材料的1/3,热膨胀系数是传统镍基合金的1/4。
该技术计划用于F136发动机的未来发展型。
Willians国际公司验证了全复合材料部件的碳化硅- 碳复合材料涡轮转子以及碳-碳排气喷管,可提高温度和减轻重量。
其涡轮导向器由分离的导叶和环粘接而成,成本低,承温能力高。
碳化硅-碳复合材料涡轮转子具有不用冷却、耐高温、重量轻、成本低等特点。
4双辐板涡轮盘设计及制造技术IHPTET计划中对发动机的一些部件在结构上做出了革新设计,其中之一就是空心双辐板涡轮盘。
到2003年为止的IHPTET计划第三阶段中,已经完成了结构设计和相关试验工作,目前这项新技术已经在一些发动机上得到了验证。
图表6为IHPTET计划中设计的双辐板涡轮盘,该双辐板涡轮盘通过焊接而成,与传统的涡轮盘相比较,能在重量上减轻17%,同时转速能提高9%。