复卷机退纸辊电机的工作特性分析与选择
岳阳纸业8_机复卷机传动介绍及控制分析
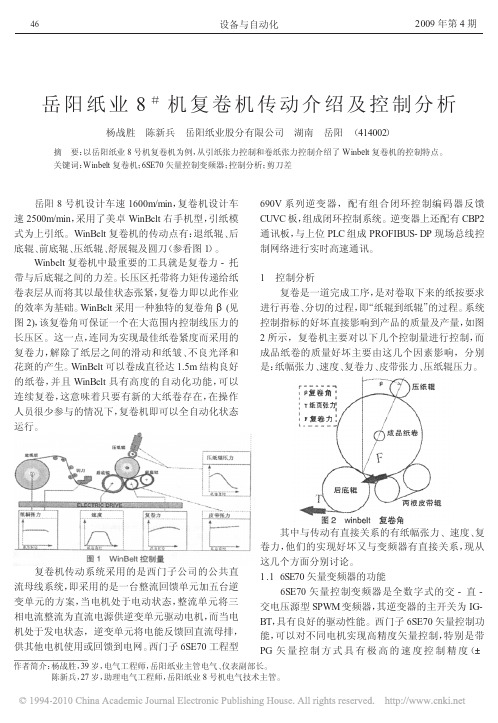
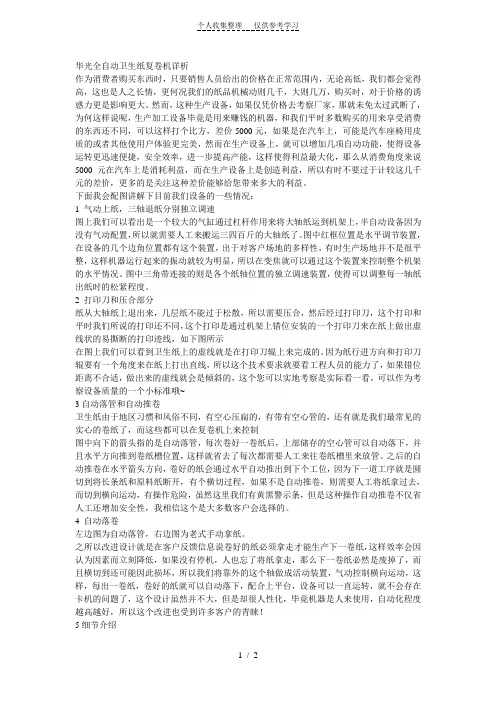
图 2 winbelt 复卷角
其中与传动有直接关系的有纸幅张力、速度、复
图 1 WinBelt 控制量
复卷机传动系统采用的是西门子公司的公共直 流母线系统,即采用的是一台整流回馈单元加五台逆 变单元的方案,当电机处于电动状态,整流单元将三 相电流整流为直流电源供逆变单元驱动电机,而当电 机处于发电状态,逆变单元将电能反馈回直流母排, 供其他电机使用或回馈到电网。西门子 6SE70 工程型
图 6 剪刀差图形 Tension:纸页张力 TD:卷纸张力 MD:后底辊 FD:前底辊 TMD:后底辊输出力矩 TFD:底辊输出 力矩
后底辊在整个系统中作为主传动,其方式始终为 速度控制,系统车速由后底辊给定。前底辊在引纸、爬 行时为速度控制方式,其他工作阶段为转矩控制。卷 纸张力主要影响紧度的控制。系统中,为了保证成品 纸卷现紧后松的控制要求,前后底辊的
到 150~160m/min,却不能令人满意。经过改造后的几 次整改调整,摸索了经验,抄 90~130g/m2 不同低克重
该台纸机网槽成形器改造后,操作和维修方便,运行 安全,稳定可靠,结构简单紧凑,投资改造费用省,见
纸张 (采用三只网笼抄的纸张质量好),车速可达 效快。纸机的车速、产量、质量都提高了,消耗降低了,
~0.3%的浓度,被送进锥形多管进浆稳浆器,控制每 量稳定,对纸的物理强度有明显改善。瓦楞原纸的环
条进浆管有同样的压力,然后,进入网槽底部产生折 流翻滚,促使纤维团充分扩散,流经集流狭道,以稳定 浆的横向流速 (流量),且通过慢速转动的匀浆辊后
压强度由改造前的 2.8kg 提高到 3.9kg(这里指未经施 胶 的 90g/m2 纸 的 环 压 强 度), 紧 度 由 改 造 前 的 0.72g/cm3 提高到 0.80g/cm3,裂断长(拉力)由改造前的
华光全自动卫生纸复卷机详析
华光全自动卫生纸复卷机详析作为消费者购买东西时,只要销售人员给出的价格在正常范围内,无论高低,我们都会觉得高,这也是人之长情,更何况我们的纸品机械动则几千,大则几万,购买时,对于价格的诱惑力更是影响更大。
然而,这种生产设备,如果仅凭价格去考察厂家,那就未免太过武断了,为何这样说呢,生产加工设备毕竟是用来赚钱的机器,和我们平时多数购买的用来享受消费的东西还不同,可以这样打个比方,差价5000元,如果是在汽车上,可能是汽车座椅用皮质的或者其他使用户体验更完美,然而在生产设备上,就可以增加几项自动功能,使得设备运转更迅速便捷,安全效率,进一步提高产能,这样使得利益最大化,那么从消费角度来说5000元在汽车上是消耗利益,而在生产设备上是创造利益,所以有时不要过于计较这几千元的差价,更多的是关注这种差价能够给您带来多大的利益。
下面我会配图讲解下目前我们设备的一些情况:1 气动上纸,三轴退纸分别独立调速图上我们可以看出是一个较大的气缸通过杠杆作用来将大轴纸运到机架上,半自动设备因为没有气动配置,所以就需要人工来搬运三四百斤的大轴纸了。
图中红框位置是水平调节装置,在设备的几个边角位置都有这个装置,出于对客户场地的多样性,有时生产场地并不是很平整,这样机器运行起来的振动就较为明显,所以在变焦就可以通过这个装置来控制整个机架的水平情况。
图中三角带连接的则是各个纸轴位置的独立调速装置,使得可以调整每一轴纸出纸时的松紧程度。
资料个人收集整理,勿做商业用途2 打印刀和压合部分纸从大轴纸上退出来,几层纸不能过于松散,所以需要压合,然后经过打印刀,这个打印和平时我们所说的打印还不同,这个打印是通过机架上错位安装的一个打印刀来在纸上做出虚线状的易撕断的打印迹线,如下图所示资料个人收集整理,勿做商业用途在图上我们可以看到卫生纸上的虚线就是在打印刀辊上来完成的。
因为纸行进方向和打印刀辊要有一个角度来在纸上打出直线,所以这个技术要求就要看工程人员的能力了,如果错位距离不合适,做出来的虚线就会是倾斜的,这个您可以实地考察是实际看一看,可以作为考察设备质量的一个小标准哦~资料个人收集整理,勿做商业用途3自动落管和自动推卷卫生纸由于地区习惯和风俗不同,有空心压扁的,有带有空心管的,还有就是我们最常见的实心的卷纸了,而这些都可以在复卷机上来控制资料个人收集整理,勿做商业用途图中向下的箭头指的是自动落管,每次卷好一卷纸后,上部储存的空心管可以自动落下,并且水平方向推到卷纸槽位置,这样就省去了每次都需要人工来往卷纸槽里来放管。
复卷机工作总结

复卷机工作总结
复卷机是一种用于将卷曲的材料重新卷取成卷的设备,通常用于纸张、塑料薄
膜等材料的加工生产中。
复卷机的工作原理是通过一系列的辊子和张力控制装置,将原材料从一个卷上解开,经过一系列的处理后重新卷取成另一个卷。
这种设备在各种工业生产中都有着广泛的应用,因此对其工作原理和操作技巧的总结至关重要。
首先,复卷机的工作原理是基于张力控制的。
在卷取过程中,需要保持一定的
张力来保证卷取的材料平整和紧密。
因此,操作人员需要根据不同的材料特性和要求,合理调整张力控制装置,以确保卷取的质量和效率。
其次,复卷机的辊子和刀片的选择和调整也是至关重要的。
不同的材料需要不
同类型和规格的辊子和刀片来进行处理,因此操作人员需要根据实际情况进行选择和调整。
同时,定期对辊子和刀片进行清洁和维护也是必不可少的,以确保设备的正常运转和使用寿命。
另外,复卷机的安全操作也是非常重要的。
在操作过程中,需要严格遵守相关
的安全规定和操作流程,确保设备的安全运行和操作人员的人身安全。
同时,操作人员需要熟悉设备的各项安全装置和应急措施,以便在发生意外情况时能够及时有效地处理。
总的来说,复卷机作为一种重要的加工设备,在工业生产中有着广泛的应用。
对其工作原理和操作技巧的总结,有助于提高设备的使用效率和生产质量,同时也能够保障设备和操作人员的安全。
希望在今后的工作中,我们能够不断总结经验,不断提高技术水平,为企业的发展做出更大的贡献。
复卷机压纸辊压力控制系统的优化分析

7 28 ,.聊城大学数学科学学院 , 1012 山东 聊城
225 I 50 9
摘 要 : 了更好 的控 制成 品纸 卷的硬 度 。 为 重点 分析 了影 响纸 卷 与底 辊 间压 力恒 定 的 因素 , 如 卷 径 大小 、 纸种 定量 、 纸卷 径 向密度 等 , 通过 曲线拟合 方 法得 到 了优化 的压 力 曲线 , 井在此 基础 上建 立 了能够 满足 多种 复卷要 求 的压力 曲线数 据库 。
存 在 以下 缺陷 :1 计算 过于 简化 , 精确 。() () 不 2 复卷 纸种 单一 。 () 图 2中 曲线看 出 : 3从 当卷 径大 于 0 8I . I T 以后 , 压 系统 施 加 的力 将超 过 1 0 g , 即是说此 时压 纸辊 已经被 抬 起 , 液 0 f也 5 k 不起 作用 了。随着 复 卷直径 增 大 , 卷与两 底 辊 问压 力 不再恒定 , 纸卷 硬度就 发 生变 化 了 , 纸 则 因此 这也 说 明成 品纸 卷最 大复 卷 直径 不
样就得 出了油缸 压力 与退 卷 卷径 的 关 系式 , 过 malb语 言 编 通 t a
[] 3
,
我 们可 以描 绘 出对 应 的函数 曲线如 图 2曲线部 分所 示 。
在实际工程应用中, 为了计算方便, 曲线线性化, 将 根据卷径
图 2 传 统压 力 曲线 图
1 2 压 纸 辊 压 力 控 制 分 析 与 优 化 .
文章编号 :0 0 5 1 (0 6O —07 —0 1 0 - 8 12 0 )6 0 3 4
复卷 机压纸辊压 力控制 系统 的优化分析
肖中俊 王存荣 , , 。 王孟效
( . 西科 技大学电气与信息工程学院 , 1陕 陕西 咸 阳
复卷机退纸辊电机的选型依据及选型优化方案

复卷机退纸辊电机的选型依据及选型优化方案
张婕
【期刊名称】《中国造纸》
【年(卷),期】2016(035)008
【摘要】针对目前国内复卷机退纸辊电机配置普遍偏高的问题,介绍了退纸辊电机在调速范围、额定功率、额定转矩和断纸停机时间等方面的选型依据.并以山东某纸厂复卷机为例,采用恒转矩调速与恒功率调速相结合的调速方式,给出了退纸辊电机选型所需参数的计算方法,提出了降低退纸辊电机配置的2种选型优化方案.【总页数】5页(P52-56)
【作者】张婕
【作者单位】承德石油高等专科学校电气与电子工程系,河北承德,067000
【正文语种】中文
【中图分类】TS736
【相关文献】
1.DCS550卷曲宏在复卷机退纸辊控制中的应用 [J], 李茜;赵丹;苟亚杰
2.直流传动复卷机退纸辊电机的弱磁控制 [J], 李天利
3.复卷机退纸辊功率计算与造纸装备自动化的电耗节能分析 [J], 马汇海;沈天宇;孟彦京;耿娜娜
4.复卷机退纸辊电机的工作特性分析与选择 [J], 王宁;段明亮;董保胜;石建林
5.复卷机主传动电机的选型依据及计算方法 [J], 康家玉
因版权原因,仅展示原文概要,查看原文内容请购买。
复卷机工作原理及操作注意事项
2.2 压 力 控 制
纸卷 和底 辊 的压 力 控制 是 通 过控 制 压 纸辊 液 压缸 的压 力来 实现 的 ,当纸 卷 直径逐 渐加 大时 液压 缸 的压力 逐渐减 少 ,从而 获得 均衡压 力 。 2.3 转 矩 控 制
两个 底 辊 间 的转 矩 差应 随着 纸卷 直 径 的加 大 而相 应地 变化 ,随 着 卷径 的增 大 ,前 底 辊 转 矩逐 渐 减 小 ,后 底辊 转矩 逐 渐 增 大 ,从 而 获得 较 理 想 的 成 品 纸 卷 。 2.4 停 车 控 制
复 卷 机 的 停 车 方 式 有 按 直 径 停 车 、按 长 度 停 车 和手 动停 车 等 几 种 形 式 。按 直 径 停 车 即 纸 卷 卷 到设 定 直 径 时 自动 停 车 ,按 长 度 停 车 即 米 数 达 到设 定 长 度 时 自动 停 车 ,手 动 停 车 即 任 何 情 况 下 根 据需 要 手 动 控 制 停 止 按 钮 达 到 停 车 的 目 的 ,其 中按 长 度 停 车 是 目前 比 较 广 泛 应 用 的 停 车 方 式 。
—
作 注意事 项
理 复卷机 周 围 的卫 生 ,移 走 多 余 的 物 品 ,整 理 物件 的 摆 放 。 3.2 引 纸 前 检 查
引纸 前 先做好 检 查工作 ,检 查各 部分 设备 是否 处 于正 常状 态 ,若 不在 正 常状态 则应 进行 相应 的调 整 。
1 复卷 机 的组成 及工 作流 程
复卷机 一般 由退 纸辊 、引导 辊 、纵 切装 置 、卷 起 底 辊 和压 纸辊等 构成 ,各组 成部 分有 独立 的 电动机 传动 ,原纸 卷放 在退 纸 辊 上 ,通 过 引 导纸 辊 到 达 纵 切装 置 ,根 据工 艺要 求 安 装 不 同 数量 的纵 切 刀 ,将 纸分 裁成所 需 的宽 度 ,然 后 送 到 卷 取辊 进 行 复 卷 , 达到设 定 米数 自动 停 车 ,下 辊 完 成 一个 复 卷 过 程 , 再换 上新 的纸 芯重 复上述 过程 。
27040648_变减速比复卷机退纸辊电机功率优化配置与控制方法

·电机功率配置·变减速比复卷机退纸辊电机功率优化配置与控制方法马汇海1王藤达1,*孟彦京2柴德喜2(1.陕西科技大学电气与控制工程学院,陕西西安,710021;2.陕西和创自动化工程股份有限公司,陕西咸阳,712000)摘要:针对复卷机退纸辊在大卷径时对转矩需求及小卷径时对转速需求的矛盾,造成的电机功率配置过剩问题,提出一种变减速比的设计及功率配置模型。
首先,分析了变减速比结构的优化方案及原理;其次对其功率配置方法进行分析并进行相应的参数计算,并对系统工作过程及减速比切换控制流程进行了说明;最后对变减速比节能及降低成本的效果进行说明。
与传统固定减速比结构相比,该方案达到了优化配置、节约资源及成本的目的。
关键词:复卷机;退纸辊电机;变减速比;功率配置中图分类号:TS734+.7文献标识码:A DOI:10.11980/j.issn.0254-508X.2022.05.010 Optimized Power Configuration and Control Method of Variable Reduction RatioRewinder Retiring Roller MotorMA Huihai1WANG Tengda1,*MENG Yanjing2CHAI Dexi2(1.College of Electrical and Control Engineering,Shaanxi University of Science&Technology,Xi’an,Shaanxi Province,710021;2.Shaanxi Hechuang Automation Engineering Co.,Ltd.,Xianyang,Shaanxi Province,712000)(*E-mail:likelris@)Abstract:In view of the contradiction between the demand for torque at large roll diameter and the demand for rotational speed at small roll diameter of the rewinder retiring roller,resulting in excess of motor power configuration,the variable reduction ratio design and power config⁃uration model were proposed.Firstly,the optimization scheme and principle of variable reduction ratio structure were analyzed.Then,the power configuration method was analyzed and the corresponding parameters were calculated,followed by the system working process and re⁃duction ratio switching control process were explained.Finally,the effects of energy saving and cost reduction of variable reduction ratio were pared with the traditional fixed reduction ratio structure,this program reached the purpose of configuration optimizing,resource and cost saving.Key words:rewinder;retiring roller motor;variable reduction ratio;power configuration复卷机的退纸辊和成品纸辊的工作过程中均存在卷径大范围变化的情况,其最大最小卷径比甚至能达到5∶1以上,必然要求其驱动转矩也要提供相等的变化范围。
复卷机退卷张力控制系统设计
摘
本论文给出了主传动为直流电机的复卷机电控系统的设计方案,其中包括了系统总体控制方案,纸幅退卷张力控制,关键量数学模型的控制及建立以及主传动电机的选型。
纸幅张力控制是保证纸卷形态的至关重要的因素之一,纸幅张力最重要的作用是展平纸幅,同时稳定的纸幅张力还将避免纸幅横向偏移.在复卷机中,纸幅张力的产生在于退纸辊驱动电机工作于回馈制动状态.纸幅张力的大小,或者张力的稳定与否,在于对退纸辊电机的控制.对于张力控制方案,目前国产复卷机的控制系统,大致可以分ቤተ መጻሕፍቲ ባይዱ两类:直接张力控制方案、间接张力控制方案。从控制方案上看,所谓直接张力方案是用实测张力作为反馈信号,与给定信号相比较,用张力调节器,组成张力闭环对张力进行调节。这种方案的优点是控制结构简单,控制响应迅速,但很难兼顾控制响应的快速性和控制的平稳性。所谓间接张力控制方案是分析张力变化的原因,对其主要扰动量进行补偿,如能同时对几个扰动量进行控制,可以达到很好的效果。综合考虑,直接张力控制应当与间接张力控制方案相结合,才能发挥其响应快速的优势,同时避免其它方面的不足。
In Rewind Machine
ABSTRACT
In this paper,a design of the main drive DC motor rewind for electric control system is presented,including the overall control system,a brief introduction of tension control,the controlling and math modeling method of key and the selection of main motor.
造纸复卷机设备

造纸厂复卷机技术方案概述复卷机主要由机械部分、液压气动部分、电气控制部分等组成。
具体技术结构描述如下:第一部分:机械部分机械部分主要由退纸部、切纸部、双弧形辊部、卷纸部、自动引纸部等组成。
1、退纸部:结构全部采用钢板焊接,配有空纸辊临时储放导轨,退纸辊由液压操作杆锁定在退纸架上,退纸完毕,再由其将退纸芯推至导轨上,为换退纸辊和开机操作节约时间。
退纸架导轨末端安装有缓冲器,可以降低换辊引起的震动和噪音。
联轴离合器位于纸辊和制动电机之间,液压操作,并带有吊钩安全防吊装置与其连锁,在卷纸完成离合器尚未脱开之前吊车吊勾无法将空退纸轴吊走,提高安全性能。
采用制动发电机传动和液压控制,退纸架采用液压马达横向调节,并具有横向摆动功能,最大摆幅±50mm。
紧急制动采用制动发电机和液压盘式制动器,该制动器从国外引进,体积小,制动力矩大,可靠性好。
2、切纸部:主要由独立机架、导向引纸辊、分段伸展弧形辊装置、前后分段导辊、底刀装置、圆刀装置、吸纸边风机等组成。
机架由钢板焊接,重而坚固,与卷取机架完全独立,避免可能的振动对切纸的影响。
导向引纸辊,直径Φ700mm,材料Q235,由电机直接驱动,表面镀铬,带有液压盘式制动器和垂直调节装置,可以沿标尺用蜗轮蜗杆系统进行径向调节来调整纸幅的张力,调节范围为±25mm。
大直径导向引纸辊也有利于设备和纸幅的平稳高速运行。
底刀装置、圆刀装置和前后各一支分段导辊组成一个切纸平台,保证切纸时幅宽方向平整均匀。
切刀共有6套,顶刀φ180mm,底刀φ200mm,每把底刀均由一个变频电机传动,切刀自动定位,由控制伺服系统自动调整切纸宽度。
整个分切系统总成(包括刀架、导轨等)从国外引进,保证其稳定可靠性。
切刀前后的分段导辊,直径为φ198mm,辊体材料Q235,共分5段,每段两侧均装有SKF 轴承,辊体表面带沟槽,表面镀铬。
圆刀装置由气缸、滑座及圆刀组成,并固定于圆刀横梁导轨上,其进刀和靠刀均由气缸控制,开机后两边刀开始切纸边,其余圆刀由操作者给出指令后进刀,当纸断头时,由主控指令自动切断中间圆刀气源,并将其自动抬起。
论述复卷机控制系统及传动系统的设计

论述复卷机控制系统及传动系统的设计为了更好的促进我国的造纸企业发展,提高其经济效益,复卷机的工作效率行和运行质量对企业具有非常重要的作用,本文对高速双底辊复卷机的自动控制系统设计进行了简单的研究,为企业的发展提供了几点建议,帮助造纸企业提高复卷机的工作效率和质量。
而对于复卷机的自动控制系统,其主要包含控制系统和传动系统,本文对两者的设计进行了简单的分析。
1、复卷机的工作原理对于复卷机,其在工作的过程中会同时发生三个操作:开卷、分切纸以及对分切纸的复卷,对于每一个动作都有不同的要求,在进行开卷和复卷时,对于纸幅的张力具有较高的要求,需要保证对其进行准确的校正,这样能够使得卷纸在复卷时符合企业的操作需求,达到规定的宽度要求,为了保证分切工作的有效性,防止分切过程中出现一些错位等问题,影响复卷机的工作性能,需要对复卷机的工作状态进行准确的把握。
此外,在进行切刀的移动时,需要对刀片的状态进行检查,包括其锋利程度是否能够满足施工要求,发现问题后需要对其进行及时的更换。
对于复卷机的工作状态,其主要是由复卷机的控制系统所监控的,像复卷机工作过程汇总,传动系统的开卷和分切等工作状态都是在监控系统的控制下完成,此外,控制系统还会对复卷机的纸幅进行有效的控制,保证其能够符合工作要求,其主要是由复卷机的传动系统进行控制的。
复卷机的控制系统在运行过程中能够对复卷机的分切和纸卷的状态等进行全面的监控,然后通过高效的校准措施来保证复卷机的正常工作。
2、复卷机的传动系统在本文研究中,复卷机的传动系统采用的是东芝公司的传动控制系统,而传动电机则是采用的三菱公司的三相异步鼠笼式交流变频电机。
根据复卷机的工作需求,对传动电机的电源进行合适的选择。
对于传动系统,其电动机的功率一般情况下都在1MW以下,因此,在选择变频器时经常选用的是交直流电压型的变频器。
根据对复卷机的工作原理进行研究可以发现,其底辊电动机的转速和转矩的方向需哟保持一致性,在工作过程中,电动机的功率通过直流母线的经逆变器传输到底辊电动机内部,是电动机保持正常的工作水平。
卫生纸复卷机的特色和操作进程
卫生纸复卷机的特色和操作进程卫生纸复卷机是一种用于加工卫生纸产品的机器。
相比手工卷卫生纸,卫生纸复卷机具有更高的效率和更好的产品质量,被广泛应用于制造卫生纸产品的工场或厂商。
本文主要介绍卫生纸复卷机的特色和操作进程。
特色卫生纸复卷机有以下几个特色:高效率、高产量卫生纸复卷机的生产能力很高,根据不同型号不同生产效率,可以生产不同数量的卫生纸。
这对于需要大量卫生纸的消费者和生产厂家都是一个亮点。
可调节切割长度卫生纸复卷机的旋转刀片可以调节,根据需要的长度进行切割。
这不仅保证产品尺寸的准确性,也可以避免浪费。
高质量的卷筒纸卫生纸复卷机的生产出的卷筒纸具有高质量,外观整洁美观、柔软亲肤,可以满足市场需求。
方便维护卫生纸复卷机可以进行简单的维护,并且不需要特殊维修设备。
这方面的好处是显而易见的,供货商可以轻松利用机器,而不必担心因机器故障而影响生产和质量。
操作进程卫生纸复卷机的操作流程主要分为以下几步:卷纸生产前准备工作在卷纸生产前,需要进行卷纸生产前准备工作。
首先需要将肯定的卷纸放入器材的机器上。
安装后,需要开启机器电源。
此后,需要根据机器相关规程启动相应的程序信息。
卷纸机器的设置经过了卷纸检查和机器启动,您需要根据机器“设置”模块中的相关参数进行设置。
用户只需要将相关参数输入好,自动保存生产程序即可。
机器的运转当卷纸机达到一个优化的程序之后,便开启了机器本身的工作,即加工生产。
生产过程中,可以根据需要进行适当的监控。
检查卫生纸生产的质量在生产结束时,在不停机的情况下,应将卫生纸进行检查以确保卷筒纸质量。
以上便是卫生纸复卷机的特色和操作流程。
卷纸机可以满足市场需求和高质量的纸质要求。
如果您需要卷纸,那么您需要一台高质量的卷纸机。
复卷机的电气传动系统设计

复卷机的电气传动系统设计摘要在整个造纸工艺过程中,大多数卷纸机卷得的纸卷存在松软现象, 内部一般会有破损情况, 边缘两侧不整齐, 纸幅宽度不一等原因不能直接使用于印刷机和纸加工等设备,需要复卷机对纸卷经过再次复卷,使之能够符合纸加工和印刷机的要求。
随着现代社会对纸机自动化要求的提高, 产品质量的提高, 复卷机的产能也必须得到提高。
而且,纸机的速度随着科技发展越来越高,相应相配套的复卷机也必然要提高速度和控制精度,控制系统自动化程度也得较高,所以,对于复卷机电气传动系统的设计,对提高复卷机的整体性能是有利的。
本课题对高速双底辊复卷机的电气传动系统进行了设计。
复卷机自动控制系统分为两部分,复卷机控制系统和电气传动系统。
复卷机控制系统控制的对象是复卷机本体设备和复卷机外部设备,本文主要通过复卷机性能要求和工艺流程来设计复卷机的电气传动系统,以及根据传动系统的控制原理对传动电机与变频器进行选型。
关键词:复卷机;变频调速;张力控制AbstractIn the paper making process, due to the volume of the drum roll is relatively soft, the interior may be damaged, side edges.Edge irregular, web width and other reasons can not or printer paper handling and other equipment needed to roll rewinding directly. Rolling again, comeback roll processing and printing presses to meet the processing needs. With modern paper machines increased automation, improved product quality, productivity winder can also put forward higher requirements. In addition, increasing the speed of the machine, its match winders are bound to have a very high speed and control high degree of precision and automation control system, therefore, in the design of electric winder drive systems, helping improve network cylinder machine overall performance. High-speed drum winder automatic control system design issues. Rewinder automatic control system is divided into control systems and variable speed control system in two parts, the winding machine. Winder control Siemens S7-400PLC, Panasonic transmission system system. In the device and the in external device control coiler winding machine body, operating winding equipment, production data, production parameters set winder, browsing history data Winder winding machine control system from control system to complete . Transmitted mainly through open-book machine, after the end of the front bottom roller motor, roller motor frequency control, so as to keep constant tension of winder control, control of the roll tightness. Structure and function of the control system of a paper winding machine performance requirements and process design of the winding machine and the control principle in selecting and commissioning of the drive motor and transmission drive under.Keywords:Winder;Frequency;Tension control目录复卷机的电气传动系统设计 (I)摘要 (I)Abstract ....................................................... I I 目录. (III)第一章绪论 (1)1.1 课题提出的背景 (1)1.2 造纸工业转型存在的问题 (1)1.3 电气传动系统的发展现状 (2)1.4 我国造纸工业的发展方向 (3)1.5 本文主要工作 (3)第二章复卷机对电气传动系统要求 (4)2.1 复卷机组图 (4)2.2 复卷机组技术数据 (5)2.3 复卷机工作描述 (6)2.4 复卷机对电气传动系统的要求 (8)2.5本章小结 (9)第三章复卷机电机选型 (10)3.1复卷机电源 (10)3.2传动电气原理图 (10)3.3 复卷主传动电机选型 (11)3.3.1 退纸辊电机选型 (11)3.3.2 底辊电机选型 (12)3.3.3 退卷电机功率测试 (13)3.3.4 底辊电机功率测试数据 (15)3.4 本章小结 (17)第四章复卷机变频器选型 (18)4.1变频器的工作原理 (18)4.1.1变频器主要配置 (18)4.1.2 变频器介绍 (19)4.2变频器控制方案 (21)4.2.1系统整体结构 (21)4.2.2系统控制重点 (22)4.2.3张力环的调整 (23)4.3回馈制动单元 (24)4.3.1回馈制动原理 (24)4.3.2回馈制动的要求及特点 (25)4.4 变频器主要参数设置 (26)4.5 本章小结 (28)结论 (29)致谢 (30)参考文献 (31)第一章绪论1.1 课题提出的背景在造纸行业中,复卷机是卷简纸生产过程中的最后一道环节,由卷纸机卷得的纸卷比较松软,内部破损和断头比较多,两侧边缘不整齐,纸幅宽度多不能直接使用于纸加工或印刷等机器。
复卷机退纸卷张力控制的动态补偿分析
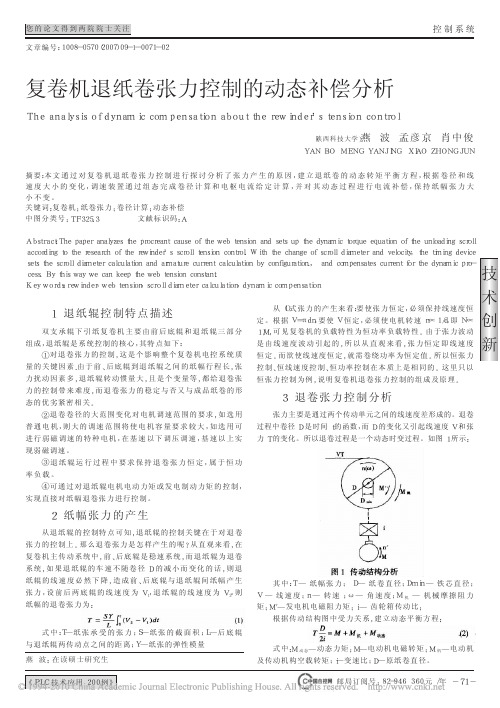
邮局订阅号:82-946360元/年技术创新控制系统《PLC技术应用200例》您的论文得到两院院士关注1退纸辊控制特点描述双支承辊下引纸复卷机主要由前后底辊和退纸辊三部分组成,退纸辊是系统控制的核心,其特点如下:①对退卷张力的控制,这是个影响整个复卷机电控系统质量的关键因素.由于前、后底辊到退纸辊之间的纸幅行程长,张力扰动因素多,退纸辊转动惯量大,且是个变量等,都给退卷张力的控制带来难度,而退卷张力的稳定与否又与成品纸卷的形态的优劣紧密相关。
②退卷卷径的大范围变化对电机调速范围的要求,如选用普通电机,则大的调速范围将使电机容量要求较大,如选用可进行弱磁调速的特种电机,在基速以下调压调速,基速以上实现弱磁调速。
③退纸辊运行过程中要求保持退卷张力恒定,属于恒功率负载。
④可通过对退纸辊电机电动力矩或发电制动力矩的控制,实现直接对纸幅退卷张力进行控制。
2纸幅张力的产生从退纸辊的控制特点可知,退纸辊的控制关键在于对退卷张力的控制上。
那么退卷张力是怎样产生的呢?从直观来看,在复卷机主传动系统中,前、后底辊是稳速系统,而退纸辊为退卷系统,如果退纸辊的车速不随卷径D的减小而变化的话,则退纸辊的线速度必然下降,造成前、后底辊与退纸辊间纸幅产生张力,设前后两底辊的线速度为V1,退纸辊的线速度为V2,则纸幅的退卷张力为:(1)式中:T—纸张承受的张力;S—纸张的截面积;L—后底辊与退纸辊两传动点之间的距离;Y—纸张的弹性模量从(1)式张力的产生来看:要使张力恒定,必须保持线速度恒定。
根据V=πdn,要使V恒定,必须使电机转速n∝1/d,即N∝1/M,可见复卷机的负载特性为恒功率负载特性。
由于张力波动是由线速度波动引起的,所以从直观来看,张力恒定即线速度恒定。
而欲使线速度恒定,就需卷绕功率为恒定值。
所以恒张力控制、恒线速度控制、恒功率控制在本质上是相同的。
这里只以恒张力控制为例,说明复卷机退卷张力控制的组成及原理。
3退卷张力控制分析张力主要是通过两个传动单元之间的线速度差形成的。
复卷机电控系统设计及调试

第六章复卷机电控系统设计与调试6.1 复卷机机械电气特性和要求6.1.1 复卷机型式及工作特性简介由卷纸机卷得的纸卷比拟松软,部可能会有破损或断头,两侧边缘不整齐,纸幅宽度等多不能直接使用于纸加工或印刷等机器,大局部纸种〔如新闻纸、凸版印刷纸、包装纸等〕必须经过复卷机切边、分切、接头、在纸卷芯上重卷形成一定规格、一定紧度要求的成品纸卷才能出厂。
通常复卷机安装在紧接着造纸机的后面,它是造纸机械中运行车速最快的机器,其车速达1500~1800米/分,最高达2500米/分以上。
复卷机的型式较多,根据需要在复卷机中还可以配备其他装置,成为联合机台。
复卷机根本上可以分为以下五种:(1)上引纸复卷机(2)下引纸复卷机(3)单辊复卷机(4)专用复卷机(5)薄纸复卷机下面将简单介绍这几种复卷机的构造特点及其性能。
1、上引纸复卷机在上引纸复卷机中,纸幅通过纵切机构,绕过压纸辊,而后卷在卷纸轴上。
纸卷由两个支承辊支承,纸卷的中心随着纸卷直径增大而升高,压纸辊和纵切机构也同时向上移动。
这种型式的优点是易于引纸,构造简单,操作方便,维修容易。
但也有缺乏之处。
由于压纸辊和纵切机构压到纸卷上,结果造成纸卷与支承辊压区的压力增大,如无压纸辊纵切机构的悬秤装置时,那么易于产生硬的纸卷〔压区负载越大,纸卷越硬〕;其次,纸幅在压纸辊后就直接卷到纸卷上,靠调节两个支承辊的传动转矩来控制硬度的可能性很小,甚至不可能,因而控制纸卷硬度的能力有限,特别是在卷取软纸卷的情况下更是如此。
再次,因纵切机构随时向上移动,当机件磨损和变形以及安装质量欠佳时,容易造成纵切机构轴向窜动,引起切开的纸边互相搭接而造成分卷困难。
此外,由于车速和幅宽增大,在高速复卷大直径纸卷时可能变得很庞大,以至构造上不易处理。
2、下引纸复卷机下引纸复卷机是从机台下面送入纸幅使其绕过某一个支承辊再卷上纸卷的,纸从退纸卷上引过下方的几个引纸辊,通过固定位置的纵切机构,绕过前支承辊〔按纸行方向数第二辊〕或后支承辊,然后卷在卷纸轴上。
复卷机工作总结
复卷机工作总结
复卷机是一种用于将卷筒纸或薄膜材料重新卷起来的设备,广泛应用于印刷、包装、纺织等行业。
在生产过程中,复卷机的工作效率和质量直接影响着产品的成品率和市场竞争力。
下面我们来总结一下复卷机的工作特点和关键技术。
首先,复卷机的工作特点主要包括高速运转、精准控制和自动化操作。
在高速运转方面,复卷机通常能够达到几百米每分钟的工作速度,需要具备稳定的动力系统和可靠的传动装置。
精准控制是指复卷机需要能够准确地调整张力、对齐偏差和控制卷筒直径,以确保卷取的材料平整、紧密。
自动化操作则是指复卷机能够实现自动送料、自动换芯和自动剪切等功能,减少人工干预,提高生产效率。
其次,复卷机的关键技术主要包括张力控制、对齐系统和换芯装置。
张力控制是指通过张力传感器和控制系统,实时监测和调整卷取材料的张力,以避免因张力不均匀而导致的材料断裂或卷筒松散。
对齐系统是指通过纠偏装置和光电传感器,实现卷取材料的自动对齐,避免因偏差而导致的卷取不整齐。
换芯装置是指通过气动或液压装置,实现卷芯的自动更换,减少换芯时间,提高生产效率。
最后,复卷机的工作总结需要强调质量控制和安全保障。
在质量控制方面,复卷机需要具备检测装置和报警系统,及时发现和排除生产过程中的质量问题,确保成品率和产品质量。
在安全保障方面,复卷机需要具备防护装置和紧急停机系统,确保操作人员和设备的安全。
综上所述,复卷机作为生产线上的关键设备,其工作特点和关键技术对于生产效率和产品质量至关重要。
只有不断优化和改进复卷机的工作方式和技术,才能更好地满足市场需求,提高企业竞争力。
复卷机工作原理【详解】

复卷机是造纸机械中运行车速快的机械,其车速达1500~1800m/min,最高达3000m/min以上。
我们大家在操作使用复卷机的时候,那复卷机的工作原理是什么?复卷机的工作原理如下:把从造纸机上取下的纸卷安置在退纸架上,退纸架上的制动装置使纸幅保持有一定的张力,并在断纸时使纸卷快速制动以减少纸张损失。
纸幅通过引纸辊和纵切机构切成所需要的宽度,然后按所需紧度和直径卷成纸卷。
复卷机主轴的前端用一组轴承固定在基座上,滑轮安装在一组轴承的中间;压缩缸安装在靠近基座的位置,气缸由气缸支撑。
杆的上端安装有一组支撑杆轴承以支撑主轴。
由于复卷机有大量的人工动作过程,相对减慢了府绢过程,一般统计人工动态做占复卷时间的50%~60%,我们大家在操作使用复卷机的时候,我们都需要按照上面的工作原理去进行操作。
扩展资料:复卷机的工艺要求:(a)纸卷需要一定的硬度,并且内紧外松,松紧适度;(b)切纸刀切纸的横截端面要平整,便于分开和再加工;(c)对于涂布白板纸,纸面与卷取辊接触,在卷取过程中不能使纸面磨损;(d)要求有较高的车速,至少比整个纸机的速度快3~4倍。
纸卷的硬度也可以表示成密度,密度是卷好后纸卷的重量除以体积,密度大则硬度大;内紧是防止纸卷在卷取的过程中体积过大容易变形,外松是防止纸卷太紧在运输过程中没有足够的弹性容易碰坏,所以纸卷既不能卷的太松也不能卷的太紧,还不能内外松紧差别太大。
切纸刀在切开纸的过程中必然会在切开的两卷纸之间形成一个切口端面,理论上说可以切成一个平面,但是实际过程中往往作不到,切的不平在分开两个纸卷时会因为两卷纸交错在一起而分不开,另外切的不平的纸卷的宽度不一致,会在使用中带来麻烦。
涂布白板纸是一种上了涂料的板纸,在涂布的一面是光亮的涂层,复卷过程中涂布的一面是与卷取辊接触的,因此不能使纸面磨损。
由于复卷机有大量的人工动作过程,相对减慢了府绢过程,一般统计人工动态做占复卷时间的50%~60%,所以为了保证纸机的连续性,必须要求复卷机的车速是纸机的3~4倍。
钢管热轧机组用辊道电机的功率计算及选型

附录A(资料性附录)辊道电机的功率计算及选型A.1总则及基本数据A.1.1辊道允许正反转。
A.1.2应根据工况、运送物料规格、辊道间距、工作速度和工作负荷等因素综合考虑进行功率计算。
A.1.3V形辊的等效直径:V形辊的等效直径(参见图1)就是物料与辊面接触点处对应的辊径,计算参见式(A.1)。
D e=D m·cos(α/2)/tan(α/2)+d..................................................................(A.1)式中:D e—等效直径,m;D m—物料(管坯或钢管)直径,m;α—V形辊的辊面包角,°;d—V形辊的喉径,m。
图1V形辊等效直径计算示意图A.1.4V形辊的转动惯量:参见式(A.2)。
J r=K·m r·D2/4..............................................................................(A.2)式中:J r—转动惯量,kg·m2;K—计算系数,取0.45~0.5;m r—辊子转动部分的质量,kg;D—辊子的大径,m。
A.1.5V形辊的承载质量:为保证物料的正常运行,辊道间距不大于物料最短长度的一半,考虑最恶劣工况,两个辊子承担三倍辊间距长度的物料重量。
单个(组)辊子承载质量参见式(A.3)。
Q=n r·W m/int(L m/l)..........................................................................(A.3)式中:Q—单独传动单个辊子或集体传动单组辊子的的承重,kg;n r—集体传动单组辊道数,对于单独传动的辊子,n r=1;W m—单支物料的质量,kg;int()—取整函数;L m—物料长度,m;l—辊道间距,m。
复卷机退纸辊功率计算与造纸装备自动化的电耗节能分析
: e&T e c h n o l o g y , X i ’ a n 7 1 0 0 2 1 , C h i n a ; 2 . S h a n x i K e d a C o . , L t d . , X i a n y a n g 7 1 2 0 0 0 , S h a n x i , C h i n a )
of AC r e wi nd e r ha s p l a c e s t o s a ve e ne r g y i n p o we r c o nf ig ur a t i o ns . As t h e s a me t h e o r y ,t a ki ng
r i n g e l e c t r i c i t y a b o u t p a p e r ma k i n g e q u i p me n t a u t o ma t i n - j i n g ’ l _ , Ge n g Na . n a ’
s y s t e m a r e a na l y z e d. I t i nd i c a t e s t h a t , by c a l c ul a t i ng a n d a na l y z i n g ,e l e c t r on i c c o n t r o l s ys t e m
T E C H N O L O G Y q l 技 术进 步
辊 功率计算
自动化 的电耗节能分析
呈 彦京’ - 耿娜娜’
7 1 0 0 2 1 ; 2 . 陕西科达 电气 有限公司, 陕西咸 阳 7 1 2 0 0 0 )
: ) we r a b o u t u n wi n d r ol l i n r e wi n d e r
复卷机退卷张力自动控制系统设计

复卷机退卷张力自动控制系统设计高光荻;康家玉【摘要】针对复卷机工作时退卷张力控制难的问题,在分析了退卷张力对纸幅质量影响的基础上,确定了退纸辊的控制要求并对控制方案进行合理选择,完成了复卷机退卷张力自动控制系统的硬件和软件设计.将公共直流母线结构应用于复卷机传动控制系统中,能充分利用再生能量,提高复卷机运行效率;对退纸辊控制部分进行软件模块化编程,使其具有普适性.该退卷张力自动控制系统在实际中的运用效果较好,适当改动即可适用于多种复卷场合下退卷张力的控制.【期刊名称】《中国造纸学报》【年(卷),期】2016(000)001【总页数】5页(P52-56)【关键词】复卷机;退卷张力;交流传动;公共直流母线【作者】高光荻;康家玉【作者单位】陕西科技大学电气与信息工程学院,陕西西安,710021;陕西科技大学电气与信息工程学院,陕西西安,710021【正文语种】中文【中图分类】TS734+.7现今对复卷机卷取工艺的要求提高了,体现在复卷机车速提高、纸幅幅宽变大及对退卷张力的控制精度提升,且复卷机在高速稳定运行状况下长期工作也能够节约成本。
退卷张力会影响纸幅质量,需合理选择退卷张力控制方案。
退卷张力控制系统采用交流变频传动方式并配置公共直流母线结构,能合理利用退纸辊电机制动运行产生的能量;采用软件模块化编程控制退卷辊,可实现对退卷张力的精确控制,卷取出符合要求的高质量成品纸卷[1]。
由复卷机结构(见图1)可知,复卷过程中,纸幅在前后底辊带动下从退纸辊卷取到纸芯上,成为成品纸卷。
退卷张力为前后底辊与退纸辊间的纸幅张力,是由前后底辊与退纸辊之间的速度差引起的。
纸幅在受到拉伸后会有一段弹性伸长,产生形变ΔL。
同种纸幅的ΔL不变,退卷张力一定。
纸幅复卷方式为中心卷曲的方式,随着纸幅卷径的实时变化,退卷张力也会发生变化。
复卷过程中,随着退纸辊上纸幅被卷曲到成品纸卷上,退纸辊上纸幅卷径越来越小,而退卷线速度(v(t)=ω(t)×R(t),ω(t)为退纸辊电机角速度,R(t)为退纸辊上纸幅半径)保持不变,故需要对纸幅卷径进行补偿。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复卷机退纸辊电机的工作特性分析与选择
1引言
由于直流电机磁场和转矩自然正交,从控制的角度易于实现调速,并且直流电机的制造与直流拖动控制系统在理论上和实践上都比较成熟,在许多需要调速或快速正反向的电力拖动领域中得到了广泛的应用。
然而,直流电机需要换向机构,对电机的容量有很大的限制,此外直流电机是饶线式转子,转子在高速转动时电机的机械强度受到威胁,对转速的提高也是很大的限制。
因而可靠性降低,维护量大,耗费较大的后续资金。
随着电力电子技术的发展,交流调速系统也可达到很高的性能特别是矢量控制交流变压变频调速系统,通过坐标变换实现磁场与转矩的完全解藕把异步电动机等效成直流电机,在静、动态性能上完全能够与直流调速系统相媲美,且交流电机本身具有可靠性高、维护量少等优点,交流调速系统在许多应用领域具有明显优势,但对于退纸电机的工作特性,直流和交流存在优化选择问题。
2退纸辊负载特性分析
虽然在车速处理上退纸辊的线速度等于后底辊的线速度,但实际上从产生张力的角度两者的线速度是必然不相等的,由下面的张力公式也能得到左证,设前后底辊的线速度为V2,退纸辊的线速度为V1,如图1所示
图1复卷机工作示意图
张力公式:
其中S为纸张的截面积;L为后底辊与退纸辊两传动点之间的距离;Y为纸张的弹性模量。
由上式可知,由于后底辊线速度V2恒定,要使得张力恒定,必须使退纸辊的线速度恒定,根据V=πdn,所以必须使电机转速(d为退纸辊带纸直径),即(M为电机电磁转矩),可见复卷机的负载特性为恒功率负载特性。
本文将以实际复卷机工艺技术参数为例做电机参数计算的有关讨论:
复卷机主要技术参数:
幅宽:3840mm
最高工作车速:1800m/min
引纸车速:<25m/min
纸幅张力:800N/m
原纸卷最大卷径:2800mm
原纸轴直径:464mm
由以上数据可以计算出以下相关数据:
(a)最高(退纸轴)转速:
name=V/πdmin=1800/(π*0.464)=1235.45r/m
(b)最低(退纸轴)转速:
nmin=V/πdmax=1800/(π*2.8)=204.73r/m
(c)调速范围:
D=nmax/nmin=1235.45/204.73=6.0
3退纸辊为直流电机的容量及运行状态分析
3.1直流电机运行状态分析
在直流电机驱动的下引纸复卷机中,对退纸辊电机的控制是纸幅张力控制的关键环节。
在纸幅张力和工作车速一定的情况下,退纸辊电机输出功率一定,但转矩随着放纸辊卷径的减小而减小。
设纸幅张力为F,线速度为v,电机感应电动势为E,电枢电流为I,在忽略机械摩擦损耗的条件下,有公式:
F=EI/V=CeφnI/V--1
其中:Ce——电机常数
φ——磁通量
n——电机转速
随着复卷的进行,放纸卷的直径越来越小,电机转速越来越快。
为了保证张力恒定,需要使得--1式的分子项为恒值。
有两种情况::当电机的转速未能达到额定转速时,为了保证电机的输出转矩足够大,电机的磁通为满磁,φ为恒值,所以在这种情况下应使转速与电流的乘积为恒值,调整的变量为电枢电流;另一种情况是当转速达到额定值后,只能通过弱磁调速进一步提升转速,此时应保证电流为恒值,而通过调整励磁使得磁通φ与转速的乘积为恒值。
现实中上述第一种情况一般普遍存在,其原因主要是考虑到成本因素,设备制造厂家经常选用通用型直流电机,而通用型电机并没有足够宽的弱磁调速范围,所以必然有一段工作过程是处在满磁状态下,即上述的第一种情况。
3.2直流电机的容量计算
在考虑电机容量时通常是按照退纸辊电机的电磁功率等于纸幅负载功率的思路来计算的,但在选择电机功率后还必须校核张力的大小以及转速范围,最终确定电机容量。
以下为计算举例:
•容量计算
(a)纸幅张力:
F=3.84*800=3072N
(b)张力功率:
PF=FV=3072*1800/60=92.16KW
(c)动态补偿功率:根据经验,在加减速时间短,变化速率快时,动态补偿力矩可以达到张力力矩的40%左右,为了留有一定的余量,取50%,则
P动=PF*0.5=46.08KW
(d)退纸辊总功率:不考虑减速比对转矩的影响,则
P=(P+P动)=46+92=138KW
对应标称功率初选132KW,500-1500rpm电机
•张力校核
计算效验电机的转矩是否满足最大转矩的要求。
负载最大张力转矩:忽略损耗、摩擦等因素负载转矩最大值
Mmax=dmaxF/2=1.4*3072=4300NM--2
其中,dmax为负载最大直径既退纸工作的起始直径;
电磁转矩:按普通1:3弱磁调速范围选择电机以额定转速500rpm计算,则电机的额定转矩
Me=P/Ωe--3
=60P/ne6.28=9.55P/ne(NM)
=132000*9.55/500=2521(NM),
显然所选电机电磁转矩小于所需要的转矩,现用减速箱速比调整:4300/2521=1.71,按1:1.7选减速箱可以满足转矩的要求。
•转速校核
最小直径为464mm,实际上在最高工作车速时,最小直径必须大于卷纸轴的直径,以便为减速停车预留一定空间,假设最小直径以dmin=500mm计算,则最高车速对应的电机轴最高转速为
nmax=1.7*1800/πdmin=1957rpm,由此结果说明最高转速1500rpm的电机不能满足工作车速的要求。
经查电机样本,选750-2250rpm的电机可以满足要求,由于最低转速提高,所以最大转矩需重新校核。
根据P=ΩeMe,假设转速范围不变,只考虑电机功率和转矩的变化。
由于额定转速升高,功率不变时转矩下降,必须靠提高功率来补偿:即调整后的电机功率P1=P750/500=198kW。
就此可以根据以上计算结果选择退纸辊所用直流电机型号,当样本不能找到合适电机时只能根据最接近的数据,在满足转矩和转速的条件下选择最小功率的电机。
对于本计算实例,选择结果为:功率198kW,转速750-2200。
从结果看,所选电机功率比实际所需功率大了60kW。
这是因为不能完全用恒功率调速实现恒张力控制的原因,假设我们选用定制的磁补偿电机,则电机功率仍然为132kW,而调速范围则必须达到500-1957rpm。
3退纸辊为交流电机的容量及运行状态分析
3.1交流电机的运行状态分析
异步电动机变频调速具有很好的调速性能,可与直流电动机调速相媲美。
三相异步电动机变频调速具有以下特点:从基频向下调速,为恒转矩调速方式;从基频向上调速,近似为恒功率调速方式;调速范围大;转速稳定性好。
所以说交流电机从性能上完全胜任退纸辊电机的工作,而且交流电机在价格上较直流电机有很大的优势。
3.2交流电机的容量计算
(a)负载所需提供的最大转矩(由--2)
Mmax=dmaxF/2=1.4*3072=4300NM
当交流电机采用变频调速时,不考虑电流过载和低频转矩损失,可以认为在额定电流下电机输出额定转矩。
又因为电机的轴承及设计等原因,弱磁调速时理论上的转速不受限制实际上要受到如轴承的温度,定、转子的机械强度等影响,一般最高速度不宜超过额定转速的2倍。
因此,当一台额定频率50HZ的电机最高工作频率应当在100HZ左右。
所以这就决定了交流电机的弱磁调速范围最大在1:2或略高,和直流电机通常的1:3相比意味着电机功率要相应增加才行。
(b)电机转矩计算
为了尽可能减小电机功率,可以采用的措施是:选用多极电机降低额定转速。
现根据要求和综合因素选6极电机,工作频率最高100HZ,则最高转速为2000rpm符合要求。
按与直流同样功率计算,电机电磁转矩为:
Me=P/Ωe(式3)
=60P/ne6.28=9.55P/n(NM)
=132000*9.55/1000=1261(NM),
由于额定转速由500提高到1000rpm,所以电磁转矩下降了一倍。
减速比按转矩满足计算为
4300/1261=3.41。
显然按此速比转矩符合要求,但最高转速又达不到要求,综合选速比为1:2,让转速基本符合要求。
因而负载要求电机的转矩:
Mmax=4300/2(NM)=2150(NM),
据此和额定转速要求可计算出所需电机功率
P=neMmax/9.55=225kW
根据计算过程知,上述功率可以满足最大转矩和最高转速的要求。
4结束语
从以上计算结果,可以得出以下几点结论:
(1)对于退纸辊电机,理论上负载特性为恒功率性质,要求电机具有恒功率调速的工作特性。
在选择电机时主要依据的是张力功率和加速惯性补偿转矩。
(2当选择最低转速为额定转速工作时,弱磁调速范围等于直径的变化范围。
此时所选电机功率为最小值。
(3)当电机弱磁调速范围不能满足直径变化时,为了保证调速范围,必须使电机工作在额定转速以下,以扩大调速范围,在额定转速以下电机工作在恒磁通(额定值)而变转矩电流以实现恒功率调速的负载要求,从而使电机功率大于实际工作所需要的功率值。
(4)交流电机由于额定转速相对较高(工频、极对数较少时),在满足同等要求下比直流电机所需的功率更大一些,这对降低投资和运行费用不利。
(5)无论直流还是交流电机,对于相同负载在电机选择上有相同的计算过程。
但交流电机的功率一般比直流要大。
(6)在电机设计上采取措施,在电机选择和控制装置的选择综合投资最节省以及运行费用的最优方面等还有待进一步研究和优化分析。